锥形面螺旋回转叶片平面展开料计算法
螺旋叶片下料
第一部分理论基础一、展开图法:1、做直角三角形ABC和ABD,其中AB等于螺旋节的导程H,BC等于πD,BD等于πd,斜边b,a 分别为螺旋内外缘线的实长。
2、做等腰三角形使其上底等于b,下底等于a,高度等于(D-d)/2。
3、延长等腰梯形两腰交于o点,以o为圆心,o1,o2各为半径作两圆,并在外圆周上量取a 的长度得点4,连o4所得圆环部分即为所求展开图。
二、计算法:从上述展开图画法中看出可通过计算求得途中所有数据r=bc/(a-b)R=r+cα=(2πR-a) ×3600/( 2πR)式中:D-螺旋外圆直径;d-螺旋内圆直径;r-螺旋节展开图内圆半径; R-螺旋节展开图外圆半径;H-螺旋导程;α-展开图切角;a2= (πD)2+H2 a-螺旋外缘展开长b2=(πd)2+H2 b-螺旋内缘展开长c=(D-d)/2 c-螺旋节宽度第二部分实际应用制作方法1、一般常用方法--模具压型对于一般叶片可用按展开图尺寸下料制作后,再热处理,后用模具压成型,因为模具制作成本较高,只是用于批量生产,不适用于单件和少量加工生产。
很多厂家在使用此法,这里不再叙述。
2、山东海化集团庆丰公司自创方法--拉伸制作方法,如下图所示:叶片按展开图尺寸下料制作后,不需割切角口α,割开一条缝,撬起把各叶片焊接联接起来,一端固定焊接在螺旋轴上,另一端用两倒链拉制如图,拉制后叶片直接焊在螺旋轴上,最后的一片螺旋叶片由于变形较大,已无应用价值割下弃去不用。
由于不需割切角口α,节省材料,每片增加切角口α部分面积,且焊缝不在一条直线上,避免了应力集中,改善受力环境,此法不需热加工处理,节省成本,适用于单件加工制作,螺旋叶片现场使用中完全满足使用要求。
3、山东海化集团庆丰公司自创方法--卷制方法,如下图所示:传动原理:由一台电动机驱动,经减速机减速后由皮带联接分成两路,各自接入蜗杆蜗轮减速器,经蜗杆蜗轮减速并换向后,再接入垂直面内与垂直线成一定角度的锥行模上。
螺旋叶片计算公式 -回复
螺旋叶片计算公式 -回复
螺旋叶片计算公式一般用于计算螺旋机械中的叶片尺寸。
根据不同的螺旋机械和叶片形状,具体的计算公式可能会有所不同。
一种常见的螺旋叶片计算公式是基于螺旋机械的直径、螺距以及叶片的角度和数量等参数来确定的。
通常可以通过以下公式进行计算:叶片长度= 2π × 螺旋机械直径× 叶片角度 / 360
叶片宽度 = 螺距
叶片数量 = 360 / 叶片角度
需要注意的是,这只是其中一种常见的螺旋叶片计算公式,实际应用中可能会根据具体情况进行调整和优化。
如果您有具体的螺旋机械和叶片形状的参数,可以根据相关的设计手册或专业资料来获取更精确的计算公式。
螺旋叶片的计算方法

螺旋叶片的计算方法
螺旋叶片是一种常见的机械零件,广泛应用于风力发电机、离心风机、离心泵等领域。
其计算方法主要包括以下几个方面:
1. 叶片几何参数的确定:螺旋叶片的几何参数包括叶片长度、叶片宽度、叶片厚度、叶片扭曲角度等。
这些参数的确定需要根据具体的使用要求和工作条件进行考虑。
一般来说,叶片长度和宽度的比值应该在2:1到4:1之间,叶片厚度应该保证足够的强度和刚度,叶片扭曲角度应该能够满足流体动力学要求。
2. 叶片材料的选择:螺旋叶片的材料选择需要考虑到强度、刚度、耐腐蚀性等因素。
常用的材料有铝合金、碳纤维复合材料、不锈钢等。
3. 叶片气动力学计算:螺旋叶片的气动力学计算是确定其性能和工作效率的关键。
一般来说,叶片的气动力学计算需要考虑到叶片的流场、叶片的气动力、叶片的气动力矩等因素。
这些计算可以通过数值模拟或实验方法进行。
4. 叶片结构设计:螺旋叶片的结构设计需要考虑到叶片的强度、刚度、稳定性等因素。
一般来说,叶片的结构设计需要满足一定的强度和刚度要求,同时还需要考虑到叶片的稳定性和振动问题。
5. 叶片制造工艺:螺旋叶片的制造工艺包括模具制造、叶片成型、叶片表面处
理等环节。
这些工艺需要根据具体的叶片材料和结构设计进行选择。
总之,螺旋叶片的计算方法需要综合考虑多个因素,包括几何参数、材料选择、气动力学计算、结构设计和制造工艺等方面。
只有在这些方面都得到合理的考虑和处理,才能够设计出性能优良、工作效率高的螺旋叶片。
搅龙叶片的展开计算方式
搅龙叶片的展开计算方式哎呀,搅龙叶片的展开计算方式,这可真是个技术活儿,得慢慢来。
咱们先得搞清楚,搅龙叶片是干啥的。
简单来说,它就是用来搅拌混凝土的,让水泥、沙子、石子和水这些材料均匀混合在一起。
这玩意儿的叶片设计得挺讲究,得保证搅拌得均匀,还不能让材料飞溅出来。
好了,咱们言归正传,说说这叶片的展开计算方式。
首先,你得知道叶片的形状,它不是个简单的平面,而是个三维的螺旋形状。
想象一下,你把一个螺旋形的弹簧给压平了,大概就是那个样子。
这个展开计算,就是要把这三维的螺旋形状给展开成二维的平面图。
咱们得先量一下叶片的尺寸,比如它的直径、螺距(就是两个相邻叶片之间的距离),还有叶片的厚度。
这些数据都很重要,因为它们决定了叶片展开后的形状和大小。
接下来,咱们得用到一些数学公式。
比如说,你得用到圆周率π,还有三角函数,比如正弦和余弦。
这些公式能帮助你计算出叶片在不同角度下的长度和位置。
具体来说,你得先确定叶片的起始点和结束点。
然后,根据叶片的螺距和直径,你可以计算出叶片在不同角度下的长度。
这个长度,就是叶片展开后的长度。
然后,你得用三角函数来确定叶片在不同角度下的位置。
这个位置,就是叶片展开后的宽度。
这个过程可能听起来有点复杂,但其实只要你有耐心,一步步来,还是挺简单的。
你得先画一个草图,然后根据草图来计算。
这个过程可能需要一些时间,但是只要你细心,最后的结果肯定是准确的。
最后,你得把计算出来的数据整理一下,画成一张完整的叶片展开图。
这张图就是你计算的结果,可以用来指导实际的叶片制造。
哎呀,说了半天,感觉有点啰嗦了。
不过,搅龙叶片的展开计算方式,确实是个需要耐心和细心的活儿。
希望我说的这些,能对你有所帮助。
如果你还有啥不明白的,咱们可以再聊聊。
螺旋叶片展开假想计算
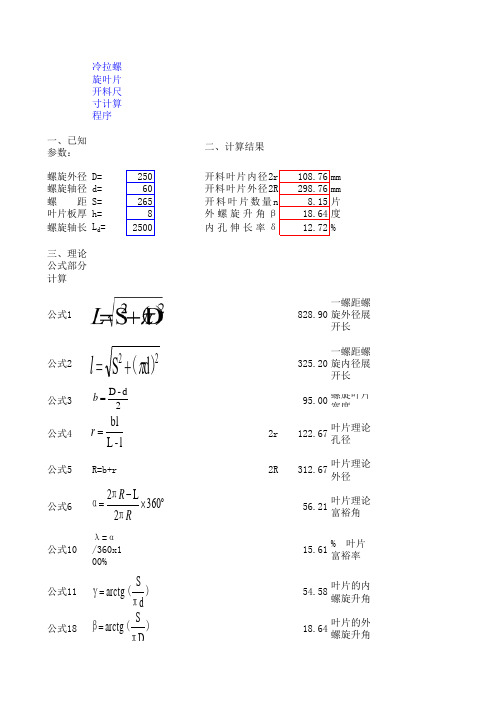
冷拉螺旋叶片开料尺寸计算程序
一、已知参数:
二、计算结果螺旋外径
D=
开料叶片内径
螺旋轴径
d=开料叶片外径
螺 距
S=
开料叶片数量叶片板厚
h=外螺旋升角β螺旋轴长L d =内孔伸长率δ三、理论公式部分计算
公式1828.90一螺距螺旋外径展开长公式2
325.20一螺距螺旋内径展开长公式3
95.00螺旋叶片宽度公式4
2r 122.67叶片理论孔径公式5
R=b+r 2R 312.67叶片理论外径公式6
56.21叶片理论富裕角公式10λ=α/360x100%15.61% 叶片富裕率公式11
54.58叶片的内螺旋升角公式1818.64叶片的外螺旋升角三、酒风假想公式部分
公式12
α'=(1-δ)α49.06叶片假想富裕角公式13δ=sin γ·λ12.72% 叶片内孔伸长率
五、计算结果
公式17公式14
111.51经验公式孔径公式9
R'=r"+b 公式16n=(1-α'/360)L d /S
22D S )(π+=L 22d S )(π+=l 2d -D =b l -L bl =r o 3602L 2⨯-=R R ππα)π(γd S arctg =)π(βD
S arctg =2sin )2(360
'112'γ)αδ)(δ)π((-++-+=h l r h S r ++=π)π22d (2
展开长旋内径展开长。
螺旋叶片的计算方法

螺旋叶片的计算方法
螺旋叶片的计算方法有多种,可以根据螺旋叶片的成品尺寸来计算下料尺寸。
常规的下料尺寸是根据三角形勾股定理来计算,螺旋叶片的外径和内孔的周长由公式计算得出。
具体算式如下:成品螺旋叶片外径D 螺旋叶片内孔d 螺距P 周长L1 周长L2 螺旋叶片带宽H=(D-d)/2
L1={(Dπ)平方+P平方)}开方
L2={(dπ)平方+P平方)}开方
设下料外径为X
L1(X-2H)=L2X
X=2L1H/(L1-L2)
下料内径=X-2H
螺旋叶片的加工方法也有很多种,根据不同的加工方法计算相对应的下料尺寸。
加工方式有拉伸法、挤压法、轧制法,如果都按照上述计算公式,同样的下料尺寸,加工出的螺旋叶片成品尺寸就会存在着一定的偏差。
因为拉伸和挤压的方式不同,钢板在成型过程中的受力变形情况不同。
所以,精准的下料尺寸应根据不同的加工方式,受力的情况不同,来适当调整螺旋叶片的下料尺寸。
螺旋叶片的拉伸公式

冷拉螺旋叶片开料计算的酒风假想公式机械 2009-03-19 11:38:24 阅读2080 评论9字号:大中小订阅冷拉螺旋叶片开料计算的酒风假想公式九丰(jiufng)2008-9-15该软件纳米盘下载地址:冷拉螺旋叶片开料的酒风假想公式一、前言冷拉螺旋叶片开料问题已经存在很多年了,手册的理论公式在生产实践中有很大局限,太多资料手册大家抄来抄去,以讹传讹。
这一问题不仅长时间困扰着我,相信也同样困扰着多数设计制作螺旋机的同行。
二、理论计算公式理论公式在各手册都有,只要有中学几何知识就可以推导出来,不必用微积分来虚张声势。
我很早就怀疑过公式,因为公式的错误先例不是没有。
几年前曾推导过一遍发现公式没有问题,又不想在机械行业深入,所以此事就不了了之。
生产时靠工人的简易公式自己掌握开料的富余量,忍受其螺距误差,得过且过。
理论公式:S——螺距D——螺旋体外径d—螺旋轴直径——一螺距的螺旋外径展开长——一螺距的螺旋内径展开长——螺旋叶片宽度——开料叶片内孔半径R=b+r————(公式5)——开料叶片外圆半径——整圆开料理论上拉伸后的富裕角手册上不仅给出了这些公式,还给出了不同规格螺旋机的叶片开料尺寸表格,都是理论值,可以说用在实践中就是错误的,根本没用。
手册公式表格如果不能用于指导生产,那么它又有何价值?三、关于叶片下料切口(富裕角)的问题上面的理论公式中有一项α—整圆开料理论上拉伸后的富裕角,这个问题是我耗费精力深入大论的引子。
手册上引出这样一个项目给了无数人误导,以为α缺口应该开料切除,论坛帖子里甚至有人解释说“这么做一定有其道理,我们不用知道为什么,照做就行了”。
有的说去缺口为了焊接时接缝整齐。
还有一杂志上的一篇技术文章对不带缺口的叶片发现新大陆似的进行“理论计算”,结论是不开切口如何省料。
这些观点都让我“忍无可忍”。
我在这里讲两点:1、我们厂十几年来制作螺旋机,下料一直是不开缺口的整圆。
2、开缺口的叶片开料方法从理论上就是错误的。
锥形面螺旋回转叶片平面展开料计算法

锥形面螺旋回转叶片平面展开料计算法
杨吉军
【期刊名称】《机械设计与制造》
【年(卷),期】1991(000)004
【总页数】2页(P52-53)
【作者】杨吉军
【作者单位】无
【正文语种】中文
【中图分类】TH132.1
【相关文献】
1.基于SolidWorks的锥形螺旋叶片展开图的绘制 [J], 冯静安;张宏文;梅卫江
2.锥形螺旋叶片展开图的简便画法 [J], 潘正荣
3.冷拉螺旋叶片展开的精确算法 [J], 冯锡兰;郭友寒
4.心轴为圆锥的锥形螺旋搅龙叶片近似展开方法 [J], 丁乔;尹大庆;王会英
5.锥形螺旋回转叶片的展开计算与作图 [J], 凌齐水
因版权原因,仅展示原文概要,查看原文内容请购买。