螺旋叶片直径计算
螺旋机设计计算指南
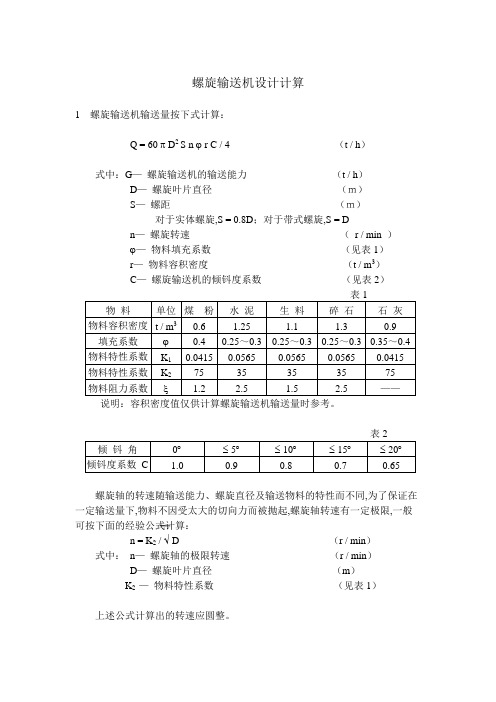
螺旋输送机设计计算1 螺旋输送机输送量按下式计算:Q = 60 π D2 S n ϕ r C / 4 (t / h)式中:G—螺旋输送机的输送能力(t / h)D—螺旋叶片直径(m)S—螺距(m)对于实体螺旋,S = 0.8D;对于带式螺旋,S = Dn—螺旋转速(r / min )ϕ—物料填充系数(见表1)r—物料容积密度(t / m3)C—螺旋输送机的倾钭度系数(见表2)说明:容积密度值仅供计算螺旋输送机输送量时参考。
螺旋轴的转速随输送能力、螺旋直径及输送物料的特性而不同,为了保证在一定输送量下,物料不因受太大的切向力而被抛起,螺旋轴转速有一定极限,一般可按下面的经验公式计算:n = K2 / √ D (r / min)式中:n—螺旋轴的极限转速(r / min)D—螺旋叶片直径(m)K2 —物料特性系数(见表1)上述公式计算出的转速应圆整。
2 螺旋输送机轴功率螺旋输送机轴功率按下式计算:N0 = GL(ξCOSβ± Sinβ)K3 / 367即:N0 = G K3(ξ Ln ± H)/ 367 (Kw)式中:N0 —螺旋输送机计算轴功率(Kw)G —螺旋输送机计算输送量(t / h)K3—功率储备系数K3 = 1.2~1.4ξ—物料的阻力系数(见表1)Ln —螺旋输送机的水平投影长度(m)H —螺旋输送机的垂直投影长度(m)当向上输送时,取+号;向下输送时,取-号。
所需电动机功率:N = N0 / η(Kw)式中:N —输送机所需电动机功率(Kw)η—驱动装置的传动效率(η = 0.94)双管螺旋喂料机双管螺旋喂料机的输送能力按下式计算:Q = 30 π n ϕ(D2-d2)(S-δ)(m3 / h)式中:Q —双管螺旋喂料机喂料能力(m3 / h)D —螺旋叶片直径(m)d —螺旋轴的直径(m)S —螺旋叶片的节距(m)δ—螺旋叶片的厚度(m)n —螺旋的转速(r / min)ϕ—物料的填充系数(一般取0.9)短螺距单头螺旋,螺距减少到2 / 3直径称为短螺距,推荐用于倾角超过20︒的倾钭螺旋输送机,甚至可以垂直使用,也常用于螺旋喂料机,较短的螺距可防止流态化的物料产生自流。
基于SolidWorks螺旋叶片的展开
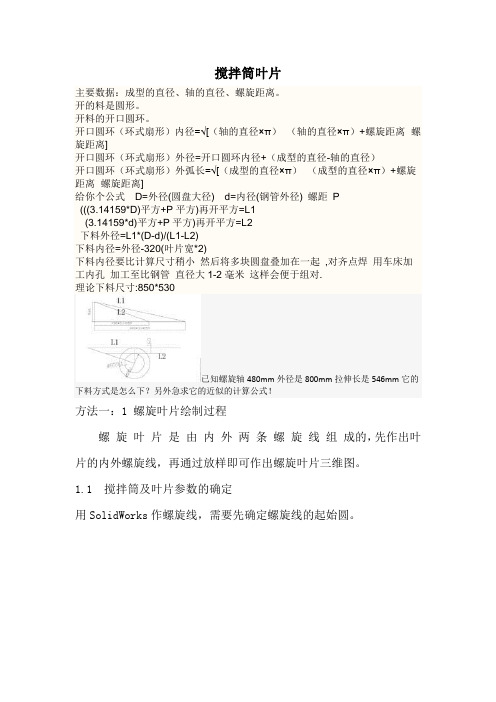
搅拌筒叶片主要数据:成型的直径、轴的直径、螺旋距离。
开的料是圆形。
开料的开口圆环。
开口圆环(环式扇形)内径=√[(轴的直径×π)×(轴的直径×π)+螺旋距离×螺旋距离]开口圆环(环式扇形)外径=开口圆环内径+(成型的直径-轴的直径)开口圆环(环式扇形)外弧长=√[(成型的直径×π)×(成型的直径×π)+螺旋距离×螺旋距离]给你个公式D=外径(圆盘大径) d=内径(钢管外径) 螺距P(((3.14159*D)平方+P平方)再开平方=L1(3.14159*d)平方+P平方)再开平方=L2下料外径=L1*(D-d)/(L1-L2)下料内径=外径-320(叶片宽*2)下料内径要比计算尺寸稍小然后将多块圆盘叠加在一起,对齐点焊用车床加工内孔加工至比钢管直径大1-2毫米这样会便于组对.理论下料尺寸:850*530已知螺旋轴480mm外径是800mm拉伸长是546mm它的下料方式是怎么下?另外急求它的近似的计算公式!方法一:1 螺旋叶片绘制过程螺旋叶片是由内外两条螺旋线组成的,先作出叶片的内外螺旋线,再通过放样即可作出螺旋叶片三维图。
1.1 搅拌筒及叶片参数的确定用SolidWorks作螺旋线,需要先确定螺旋线的起始圆。
图1为搅拌筒前锥叶片断面图图中叶片的螺旋面外张,因搅拌筒螺旋线是变螺距的,所以只能通过高度和圈数来生成螺旋线。
由图1得搅拌筒外锥螺旋线的起始圆φ=1 673 mm,锥度10.85°,高度 1 605 mm,圈数0.872 5;搅拌筒内锥螺旋线的起始圆φ=809 mm,锥度10.85°,高度1 605,圈数0.872 5,且两起始圆之间的距离为83 mm。
2.2 内外锥螺旋线的绘制打开SolidWorks界面,依次点击“新建”→“零件”→“曲线”→“螺旋线/涡状线”→“上视基准面”→“以原点为圆心画圆”输入“1 673”。
螺旋输送机计算
80 0.52 0.32
90 0.46 0.3
A值
86 75 46 28 36 15 19 28
0
5
1
0.97
0.5
0.46
物料的块度
粉状 粉状 粒状 粒状 块状 块状 液状 液状
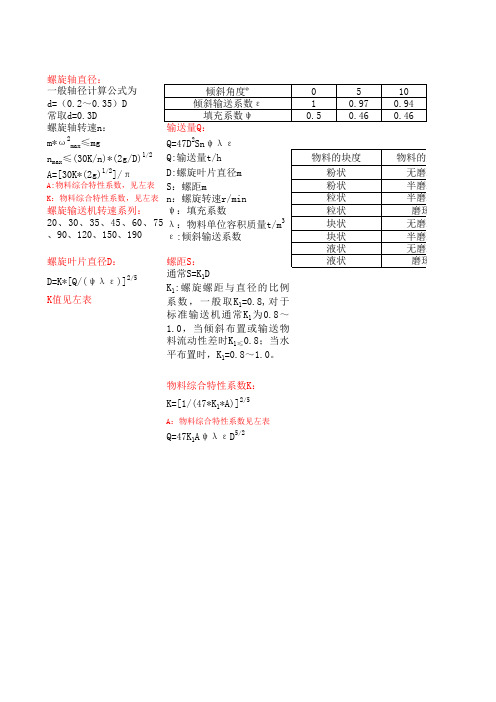
物料综合特性系数K: K=[1/(47*K1*A)]2/5
A:物料综合特性系数见左表
Q=47K1AψλεD5/2
10 0.94 0.46
物料的磨琢性 无磨琢性 半磨琢性 半磨琢性 磨琢性 无磨琢性 半磨琢性 无磨琢性 磨琢性
0.40-0.50 0.30-0.40 0.25-0.30 0.20-0.35 0.30-0.35 0.15-0.20 0.55-0.60 0.50-0.55
60 0.64 0.35
70 0.58 0.32
K值
0.0387 0.0415 0.0558 0.0632 0.0584 0.0795 0.0785 0.0654
螺旋轴直径:
一般轴径计算公式为
倾斜角度º
d=(0.2~0.35)D
倾斜输送系数ε
常取d=0.3D
填充系数ψ
螺旋轴转速n:
输送量Q:
m*ω2max≤mg
Q=47D2Snψλε
nmax≤(30K/n)*(2g/D)1/2 Q:输送量t/h
A=[30K*(2g)1/2]/π
D:螺旋叶片直径m
A:物料综合特性系数,见左表 S:螺距m
K:物料综合特性系数,见左表 n:螺旋转速r/min
螺旋输送机转速系列: ψ:填充系数
20、30、35、45、60、75 λ:物料单位容积质量t/m3 、90、120、150、190 ε:倾斜输送系数
拉螺旋叶片开料计算的酒风假想公式
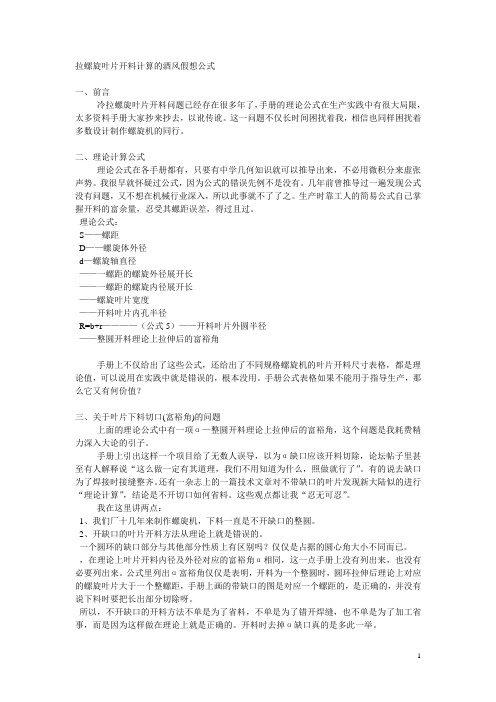
拉螺旋叶片开料计算的酒风假想公式一、前言冷拉螺旋叶片开料问题已经存在很多年了,手册的理论公式在生产实践中有很大局限,太多资料手册大家抄来抄去,以讹传讹。
这一问题不仅长时间困扰着我,相信也同样困扰着多数设计制作螺旋机的同行。
二、理论计算公式理论公式在各手册都有,只要有中学几何知识就可以推导出来,不必用微积分来虚张声势。
我很早就怀疑过公式,因为公式的错误先例不是没有。
几年前曾推导过一遍发现公式没有问题,又不想在机械行业深入,所以此事就不了了之。
生产时靠工人的简易公式自己掌握开料的富余量,忍受其螺距误差,得过且过。
理论公式:S——螺距D——螺旋体外径d—螺旋轴直径——一螺距的螺旋外径展开长——一螺距的螺旋内径展开长——螺旋叶片宽度——开料叶片内孔半径R=b+r————(公式5)——开料叶片外圆半径——整圆开料理论上拉伸后的富裕角手册上不仅给出了这些公式,还给出了不同规格螺旋机的叶片开料尺寸表格,都是理论值,可以说用在实践中就是错误的,根本没用。
手册公式表格如果不能用于指导生产,那么它又有何价值?三、关于叶片下料切口(富裕角)的问题上面的理论公式中有一项α—整圆开料理论上拉伸后的富裕角,这个问题是我耗费精力深入大论的引子。
手册上引出这样一个项目给了无数人误导,以为α缺口应该开料切除,论坛帖子里甚至有人解释说“这么做一定有其道理,我们不用知道为什么,照做就行了”。
有的说去缺口为了焊接时接缝整齐。
还有一杂志上的一篇技术文章对不带缺口的叶片发现新大陆似的进行“理论计算”,结论是不开切口如何省料。
这些观点都让我“忍无可忍”。
我在这里讲两点:1、我们厂十几年来制作螺旋机,下料一直是不开缺口的整圆。
2、开缺口的叶片开料方法从理论上就是错误的。
一个圆环的缺口部分与其他部分性质上有区别吗?仅仅是占据的圆心角大小不同而已。
,在理论上叶片开料内径及外径对应的富裕角α相同,这一点手册上没有列出来,也没有必要列出来。
公式里列出α富裕角仅仅是表明,开料为一个整圆时,圆环拉伸后理论上对应的螺旋叶片大于一个整螺距,手册上画的带缺口的图是对应一个螺距的,是正确的,并没有说下料时要把长出部分切除呀。
螺旋输送机设计技术参数手册

螺旋输送机设计技术参数手册引言:螺旋输送机是一种常用的物料输送设备,广泛应用于许多工业领域。
本手册旨在提供螺旋输送机的设计技术参数,以帮助工程师和技术人员进行正确的设备选择和设计计算。
通过合理的设计和选型,可以提高输送效率,降低能耗,确保设备的可靠性和安全性。
一、基本原理:螺旋输送机通过螺旋叶片将物料从一个地点输送到另一个地点。
当螺旋叶片旋转时,物料被推动向前移动,并沿着管道进行输送。
螺旋输送机可用于输送粉状、颗粒状、块状等各种不同的物料。
其输送能力与螺旋叶片的直径、转速、倾角、螺距等参数密切相关。
二、技术参数:1. 输送能力:螺旋输送机的输送能力指的是单位时间内输送物料的体积或质量。
设计中需要考虑物料的种类、密度、粒度、输送距离等因素。
通常使用单位时间内输送物料的质量(或体积)来衡量输送能力,常用单位包括吨/小时、立方米/小时等。
2. 螺旋叶片直径:螺旋叶片直径决定了输送机的尺寸和输送能力,一般根据设计要求和具体物料的特性来确定。
叶片直径较大可以提高输送能力,但也会增加设备的体积和成本。
3. 螺距:螺距是指螺旋叶片上相邻两个螺旋起始点之间的距离。
螺距的选择影响了物料的输送速度和输送效率。
对于易流动的物料,可以选择较大的螺距以提高输送速度;对于黏性较大的物料,应选择较小的螺距以避免堵塞。
4. 螺旋叶片转速:螺旋叶片的转速也是设计中需要考虑的重要参数。
转速的选择需要满足物料的输送要求,太高或太低的转速都会影响输送效果。
通常转速较高可以提高输送能力,但也会增加设备的噪音和磨损。
5. 输送倾角:。
螺旋叶片计算
成型直径D 轴直径d 导程P 周长L1(外圆)周长L2(内圆)
叶片宽H=(D-d)/2
L1={(Dπ)平方+P平方)}再开方
L2=((dπ)平方+P平方))再开方
设下料外径为X
L1(X-2H)=L2X
X=2L1H/(L1-L2)
下料内径=X-2H
向左转|向右转
(参看附图)关于搅龙叶片下料尺寸,可以按照如下方式进行
计算思路:
一、计算一个螺距的展开尺寸,也就是,搅龙转一圈的下料尺寸
二、成型搅龙的内圆(也就是,已经做成螺旋状的那种)展开长度,就是下料的内孔展开长度
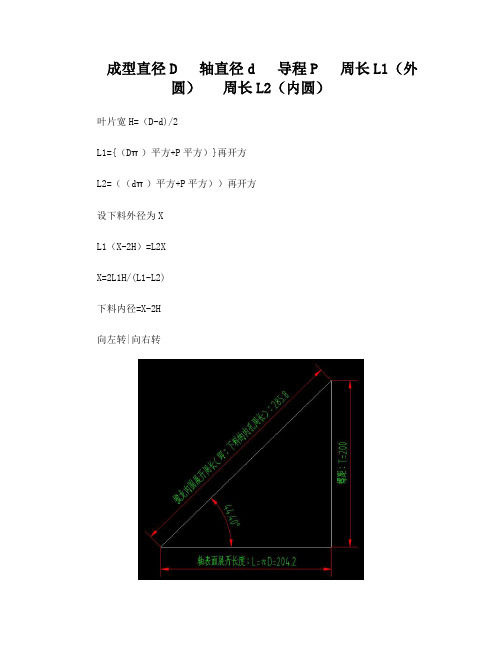
三、计算这个展开长度(参看附图)
1、三角形的底边:心轴表面的展开长度L
2、三角形的垂直边:搅龙的螺距T
3、依据上述参数可以作出三角形(如上图)
4、于是,三角形的斜边:搅龙内圆展开周长(即:下料的内孔周长):285.8
5、斜边与底边的夹角:搅龙的螺旋角α=44.4°(这个角度太大了,设计有点不合理)
四、根据三角形斜边长285.8计算出下料内圆的直径
∵圆的展开长L=πD
∴D=L/ π=285.8 / π=90.97(这就是下料内圆的直径。
叶片式螺旋输送机计算公式
叶片式螺旋输送机计算公式
叶片式螺旋输送机的计算公式包括叶片长度、叶片宽度、叶片厚度和螺旋角度的计算。
1. 叶片长度的计算公式:L=πDN,其中D为螺旋轴的直径,N为螺旋输送机的圈数。
2. 叶片宽度的计算公式:W=2π(D+2C)/(Ntanα),其中C为叶片厚度,α为螺旋角度。
3. 叶片厚度的计算公式:C=W/(2π(D+2C)/(Ntanα))。
4. 螺旋角度的计算公式:α=arctan[(πD)/(NL)]。
另外,还有其他公式如:r=bc/(a-b) R=r+c α=(2πR-a)×3600/(2πR) a2= (πD)2+H2 b2=(πd)2+H2 c=(D-d)/2。
其中,D是指螺旋外圆直径,d是指螺旋内圆直径,R是指螺旋节展开图外圆半径,r是指螺旋节展开图内圆半径,H是指螺旋导程,α是指展开图切角,a是指螺旋外缘展开长,b是指螺旋内缘展开长,c是指螺旋节宽度。
请注意,以上信息仅供参考,具体的计算方法还需要根据实际的设计需求和条件来确定。
螺旋输送机螺旋叶片直径计算
螺旋输送机螺旋叶片直径计算
螺旋输送机的螺旋叶片直径是有规律的,以正确的计算方法为前提,我们可以通过计算出完全适合该设备的合适的直径。
首先,我们要先确定几个参数,包括螺旋轮所处的琥和环境条件,螺旋轮的类型,实际运行的负载,以及螺杆的速度。
这些参数的正确确定和掌握,是确定螺旋叶片直径的基础。
其次,我们要根据螺旋轮有关图表和数据,以及螺旋轮的工作条件,来确定螺旋输送机的转角弧度和螺旋螺距,这两个参数是确定螺旋叶片直径的核心。
最后,我们可以将之前获得的参数放入螺旋叶片直径计算公式,从而得出符合实际情况的螺旋叶片直径。
综上所述,螺旋输送机螺旋叶片直径的计算并不是很难,只要按照该篇文章介绍的步骤,用正确的计算方法,就可以方便地确定直径了。
螺旋输送机绞龙叶片下料CAD画法及计算公式
一、绞龙相关已知尺寸:绞龙外径D=360mm,轴径d=130mm,节距s=185mm,叶片厚度δ=8mm,求叶片的下料尺寸
(1)加工叶片内螺旋线的直径为:
d1=√d²+(s/²=√130²+(185/)²=
(2)加工叶片外螺旋线的直径为:D1=d1+D-d=+360-130=
二、技术要求:
1、E5OI5 焊条在 350℃焙烘 1 小时 E0-19-10-16 焊条在 150 ℃焙烘 1—2 小时,E4303 焊条经 200℃焙烘 1 —2 小时。
2、为防止轴在堆焊时发生弯曲变形,一般采用两条措施:(1)是用平衡变形法使轴转动堆焊;
(2)是把轴竖起来,以直线运条或斜线运条进行横焊。
3、堆焊层厚度一般留3mm的加工余量,焊后应进行缓冷和回火,而不锈钢轴则不需作任何处理。
绞龙轴
左视图
下料尺寸图装配图。
螺旋叶片螺距与直径表
螺旋叶片螺距与直径表全文共四篇示例,供读者参考第一篇示例:螺旋叶片是用于流体机械中的一种重要部件,它主要用来改变流体的流动方向和速度,从而实现流体的泵送、混合或搅拌等功能。
在螺旋叶片的设计中,螺距和直径是两个非常重要的参数,它们直接影响着螺旋叶片的性能和工作效果。
合理地选择螺旋叶片的螺距和直径是非常关键的。
螺距是指相邻两个叶片或螺旋线之间的距离,通常以角度或长度单位来表示。
螺距越大,意味着叶片之间的距离越大,流体在叶片间的运动距离也就越长。
一般来说,当流体在螺旋叶片中通过时会产生一定的旋转运动,螺距的大小直接影响着流体的转动速度。
较大的螺距通常会导致流体的旋转速度变大,而较小的螺距则会减小旋转速度。
根据流体的性质和流动要求,合理地选择螺距是非常重要的。
而叶片的直径则是指螺旋叶片的直径尺寸。
直径的大小直接影响着螺旋叶片的叶片面积和流体通过叶片的截面积。
一般来说,较大直径的叶片可以提供更大的叶片表面积,从而有更大的推动力和流动效果。
而较小直径的叶片则相对推动力和流动效果较小。
根据流体的流量和工作要求,选择合适的叶片直径也是非常重要的。
为了更加直观地了解螺旋叶片的螺距和直径的关系,我们可以制作一份螺旋叶片螺距与直径表。
在这个表格中,可以列出不同螺旋叶片的螺距和直径的对应关系,以及相应的性能参数。
这样可以方便工程师和设计人员根据具体的流体工艺需求,选择最适合的螺距和直径组合,以达到最佳的工作效果。
下面是一份简单的螺旋叶片螺距与直径表:| 螺距(mm)| 直径(mm)| 性能参数||------------|-----------|---------|| 50 | 200 | xxx || 60 | 250 | xxx || 70 | 300 | xxx || 80 | 350 | xxx || 90 | 400 | xxx |第二篇示例:螺旋叶片是一种常用于混合、搅拌、输送等工艺过程中的设备,它的螺距和直径是影响其性能的重要因素之一。