绞龙螺旋叶片展开尺寸计算
绞龙叶片的计算方法
绞龙叶片的计算方法
绞龙叶片是风力发电机的重要组成部分之一,其设计和计算是风力发电机研发过程中的重点工作之一。
绞龙叶片的计算方法主要包括以下几个方面:
1. 叶片材料的选择:一般来说,绞龙叶片的材料应该具有高的强度和刚度,同时还需要具备良好的防腐性能和耐久性能。
目前常用的材料包括玻璃钢、碳纤维复合材料等。
2. 叶片的尺寸和形状:绞龙叶片的尺寸和形状是影响风力发电机性能的重要因素之一。
通常情况下,叶片的长度和弯曲度需要根据风力发电机的额定功率和风速等参数进行计算。
3. 叶片的气动性能:绞龙叶片在运转时会受到风力的作用,因此其气动性能也是设计过程中需要考虑的因素之一。
一般来说,叶片的气动性能可以通过数值模拟和实验测试来进行评估。
4. 叶片的静力学和动力学分析:绞龙叶片在运转时需要承受复杂的静力学和动力学负载,因此需要进行相应的分析和计算,以确保其在运转时的安全和稳定性。
综上所述,绞龙叶片的计算方法需要综合考虑材料、尺寸和形状、气动性能以及静力学和动力学分析等多个因素,只有在这些方面都得到合理的考虑和处理,才能保证风力发电机的高效运转和安全稳定。
- 1 -。
螺旋输送机绞龙叶片下料CAD画法及计算公式
.
绞龙(螺旋轴)的CAD画法
及设计方法
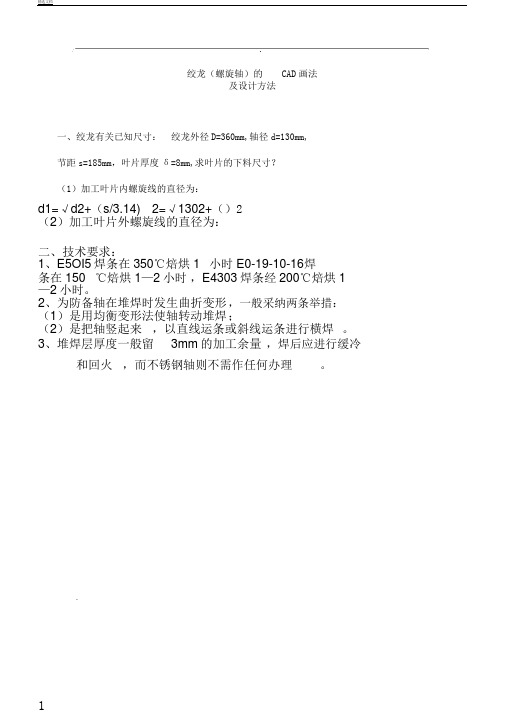
一、绞龙有关已知尺寸:绞龙外径D=360mm,轴径d=130mm,
节距s=185mm,叶片厚度δ=8mm,求叶片的下料尺寸?
(1)加工叶片内螺旋线的直径为:
d1=√d2+(s/3.14) 2=√1302+()2
(2)加工叶片外螺旋线的直径为:
二、技术要求:
1、E5OI5焊条在350℃焙烘1小时E0-19-10-16焊
条在150℃焙烘1—2小时,E4303焊条经200℃焙烘1—2小时。
2、为防备轴在堆焊时发生曲折变形,一般采纳两条举措:(1)是用均衡变形法使轴转动堆焊;
(2)是把轴竖起来,以直线运条或斜线运条进行横焊。
3、堆焊层厚度一般留3mm的加工余量,焊后应进行缓冷
和回火,而不锈钢轴则不需作任何办理。
.
绞龙轴
左视图.
下料尺寸图
装置图.。
螺旋叶片的拉伸公式
冷拉螺旋叶片开料计算公式一、前言冷拉螺旋叶片开料问题已经存在很多年了,手册的理论公式在生产实践中有很大局限,太多资料手册大家抄来抄去,以讹传讹。
这一问题不仅长时间困扰着我,相信也同样困扰着多数设计制作螺旋机的同行。
二、理论计算公式理论公式在各手册都有,只要有中学几何知识就可以推导出来,不必用微积分来虚张声势。
我很早就怀疑过公式,因为公式的错误先例不是没有。
几年前曾推导过一遍发现公式没有问题,又不想在机械行业深入,所以此事就不了了之。
生产时靠工人的简易公式自己掌握开料的富余量,忍受其螺距误差,得过且过。
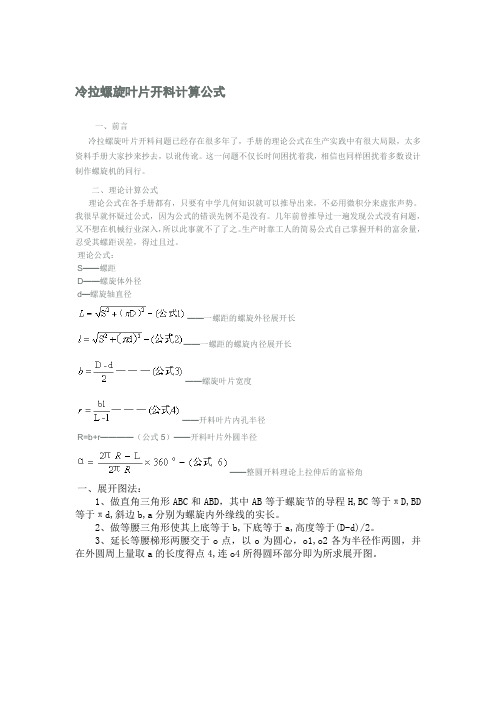
理论公式:S——螺距D——螺旋体外径d—螺旋轴直径——一螺距的螺旋外径展开长——一螺距的螺旋内径展开长——螺旋叶片宽度——开料叶片内孔半径R=b+r————(公式5)——开料叶片外圆半径——整圆开料理论上拉伸后的富裕角一、展开图法:1、做直角三角形ABC和ABD,其中AB等于螺旋节的导程H,BC等于πD,BD 等于πd,斜边b,a分别为螺旋内外缘线的实长。
2、做等腰三角形使其上底等于b,下底等于a,高度等于(D-d)/2。
3、延长等腰梯形两腰交于o点,以o为圆心,o1,o2各为半径作两圆,并在外圆周上量取a的长度得点4,连o4所得圆环部分即为所求展开图。
螺旋图螺旋展开图手册上不仅给出了这些公式,还给出了不同规格螺旋机的叶片开料尺寸表格,都是理论值,可以说用在实践中就是错误的,根本没用。
手册公式表格如果不能用于指导生产,那么它又有何价值?三、关于叶片下料切口(富裕角)的问题上面的理论公式中有一项α—整圆开料理论上拉伸后的富裕角,这个问题是我耗费精力深入大论的引子。
手册上引出这样一个项目给了无数人误导,以为α缺口应该开料切除,论坛帖子里甚至有人解释说“这么做一定有其道理,我们不用知道为什么,照做就行了”。
有的说去缺口为了焊接时接缝整齐。
还有一杂志上的一篇技术文章对不带缺口的叶片发现新大陆似的进行“理论计算”,结论是不开切口如何省料。
绞龙叶片下料计算公式
绞龙叶片下料计算公式绞龙叶片是一种常见的机械设备,广泛应用于工业生产中的搅拌、搅打等工艺过程中。
为了确保绞龙叶片的质量和效率,下料计算是非常重要的一步。
下面将介绍绞龙叶片下料计算的公式和相关内容。
一、绞龙叶片的结构和工作原理绞龙叶片由叶片和轴组成,叶片通过与轴的连接来完成搅拌工作。
叶片通常采用扁平形状,其长度和宽度会根据具体的工艺需求而确定。
绞龙叶片通过旋转运动,将物料进行混合、搅拌,达到均匀和高效的效果。
二、绞龙叶片下料计算公式1. 叶片长度计算公式绞龙叶片的长度需要根据实际工艺要求来确定。
一般情况下,叶片长度与绞龙的直径成正比。
可以使用下面的公式来计算叶片长度:叶片长度 = 绞龙直径× 叶片长度系数2. 叶片宽度计算公式绞龙叶片的宽度也需要根据实际工艺要求来确定。
一般情况下,叶片宽度与叶片长度成正比。
可以使用下面的公式来计算叶片宽度:叶片宽度 = 叶片长度× 叶片宽度系数3. 叶片数量计算公式绞龙叶片的数量直接影响到搅拌效果和工艺效率。
一般情况下,叶片数量与绞龙的直径和宽度有关。
可以使用下面的公式来计算叶片数量:叶片数量 = (绞龙直径× π) / 叶片间距三、绞龙叶片下料计算实例假设需要制作一台直径为1米的绞龙,根据工艺要求,叶片长度系数为1.5,叶片宽度系数为0.8,叶片间距为10厘米。
1. 计算叶片长度:叶片长度 = 1米× 1.5 = 1.5米2. 计算叶片宽度:叶片宽度 = 1.5米× 0.8 = 1.2米3. 计算叶片数量:叶片数量 = (1米× π) / 0.1米≈ 3.14 / 0.1 ≈ 31.4片根据上述计算,可以确定制作这台绞龙时,需要使用长度为 1.5米、宽度为1.2米的叶片,并且需要安装大约31.4片叶片。
四、绞龙叶片下料计算注意事项1. 绞龙叶片下料计算需要根据具体工艺要求进行,不同工艺可能需要不同的叶片长度、宽度和数量。
绞龙叶片下料计算及加工方法
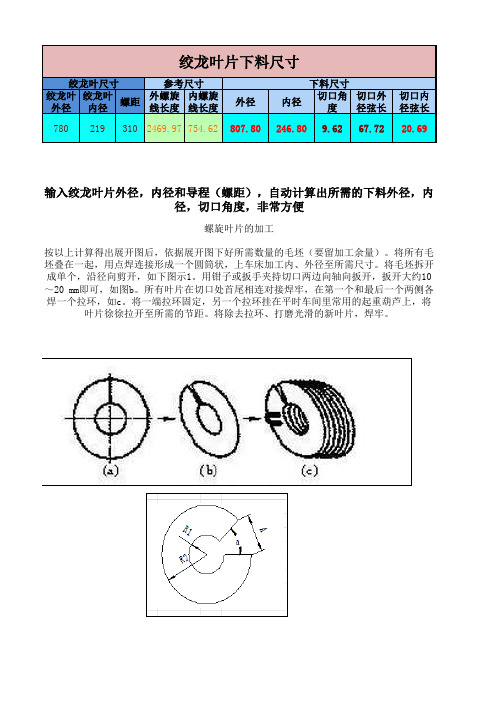
输入绞龙叶片外径,内径和导程(螺距),自动计算出所需的下料外径,内
径,切口角度,非常方便
螺旋叶片的加工
按以上计算得出展开图后,依据展开图下好所需数量的毛坯(要留加工余量)。
将所有毛坯叠在一起,用点焊连接形成一个圆筒状,上车床加工内、外径至所需尺寸。
将毛坯拆开成单个,沿径向剪开,如下图示1。
用钳子或扳手夹持切口两边向轴向扳开,扳开大约10~20 mm即可,如图b。
所有叶片在切口处首尾相连对接焊牢,在第一个和最后一个两侧各焊一个拉环,如c。
将一端拉环固定,另一个拉环挂在平时车间里常用的起重葫芦上,将叶片徐徐拉开至所需的节距。
将除去拉环、打磨光滑的新叶片,焊牢。
绞龙叶片的计算方法
绞龙叶片的计算方法
绞龙是一种常见的风力发电设备,在其设计中,叶片的结构和形状是至关重要的。
本文将介绍绞龙叶片的计算方法。
首先,需要确定绞龙的旋转半径和转速。
这些参数将决定叶片的长度和角度。
一般来说,叶片长度应为旋转半径的1.5~2倍。
叶片角度则取决于绞龙的转速和风速,一般应在5~12度之间。
接下来,需要确定叶片的截面形状。
常见的叶片截面形状有矩形、梯形、三角形等。
选择合适的叶片截面形状将直接影响绞龙的性能。
确定叶片的截面形状后,需要计算叶片的厚度和弯曲半径。
这些参数将影响叶片的强度和刚度。
一般来说,叶片的厚度应在0.01~0.05米之间,弯曲半径应为叶片长度的1/3。
最后,需要进行叶片的动态计算。
这包括叶片的惯性、质量分布、受力分布等。
通过动态计算,可以确定叶片的最大应力和疲劳寿命,从而保证绞龙的安全运行。
绞龙叶片的设计是一个复杂的过程,需要考虑多个因素的影响。
通过合理的计算方法,可以确保叶片的性能和安全性,实现绞龙的高效发电。
- 1 -。
叶片式螺旋输送机计算公式

叶片式螺旋输送机计算公式
叶片式螺旋输送机的计算公式包括叶片长度、叶片宽度、叶片厚度和螺旋角度的计算。
1. 叶片长度的计算公式:L=πDN,其中D为螺旋轴的直径,N为螺旋输送机的圈数。
2. 叶片宽度的计算公式:W=2π(D+2C)/(Ntanα),其中C为叶片厚度,α为螺旋角度。
3. 叶片厚度的计算公式:C=W/(2π(D+2C)/(Ntanα))。
4. 螺旋角度的计算公式:α=arctan[(πD)/(NL)]。
另外,还有其他公式如:r=bc/(a-b) R=r+c α=(2πR-a)×3600/(2πR) a2= (πD)2+H2 b2=(πd)2+H2 c=(D-d)/2。
其中,D是指螺旋外圆直径,d是指螺旋内圆直径,R是指螺旋节展开图外圆半径,r是指螺旋节展开图内圆半径,H是指螺旋导程,α是指展开图切角,a是指螺旋外缘展开长,b是指螺旋内缘展开长,c是指螺旋节宽度。
请注意,以上信息仅供参考,具体的计算方法还需要根据实际的设计需求和条件来确定。
螺旋输送机绞龙叶片下料及成形加工
螺旋输送机绞龙叶片下料及成形加工绞龙即螺旋输送机中带叶片的螺旋轴。
绞龙叶片的下料及成形加工有多种方法。
笔者根据有关资料和实践经验,总结了两种简易方法。
这些方法不需专用设备,适用于维修和单件、小批制作时使用。
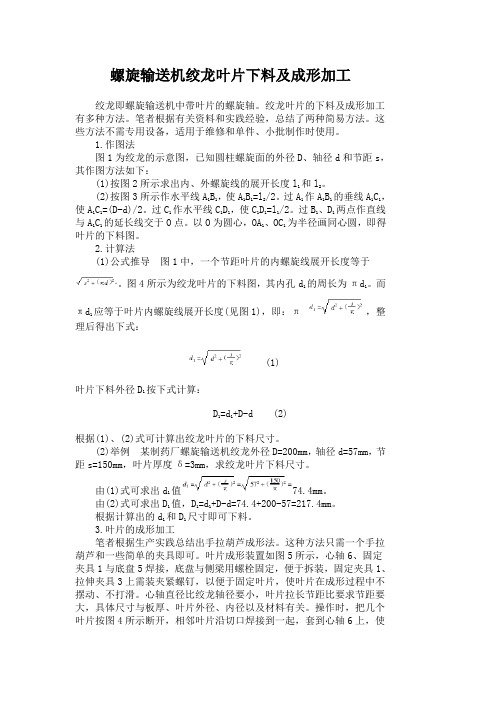
1.作图法图1为绞龙的示意图,已知圆柱螺旋面的外径D、轴径d和节距s,其作图方法如下:(1)按图2所示求出内、外螺旋线的展开长度l1和l2。
(2)按图3所示作水平线A1B1,使A1B1=l2/2。
过A1作A1B1的垂线A1C1,使A1C1=(D-d)/2。
过C1作水平线C1D1,使C1D1=l1/2。
过B1、D1两点作直线与A1C1的延长线交于O点。
以O为圆心,OA1、OC1为半径画同心圆,即得叶片的下料图。
2.计算法(1)公式推导图1中,一个节距叶片的内螺旋线展开长度等于。
图4所示为绞龙叶片的下料图,其内孔d1的周长为πd1。
而πd1应等于叶片内螺旋线展开长度(见图1),即:π,整理后得出下式:(1)叶片下料外径D1按下式计算:D 1=d1+D-d (2)根据(1)、(2)式可计算出绞龙叶片的下料尺寸。
(2)举例某制药厂螺旋输送机绞龙外径D=200mm,轴径d=57mm,节距s=150mm,叶片厚度δ=3mm,求绞龙叶片下料尺寸。
由(1)式可求出d1值74.4mm。
由(2)式可求出D1值,D1=d1+D-d=74.4+200-57=217.4mm。
根据计算出的d1和D1尺寸即可下料。
3.叶片的成形加工笔者根据生产实践总结出手拉葫芦成形法。
这种方法只需一个手拉葫芦和一些简单的夹具即可。
叶片成形装置如图5所示,心轴6、固定夹具1与底盘5焊接,底盘与侧梁用螺栓固定,便于拆装,固定夹具1、拉伸夹具3上需装夹紧螺钉,以便于固定叶片,使叶片在成形过程中不摆动、不打滑。
心轴直径比绞龙轴径要小,叶片拉长节距比要求节距要大,具体尺寸与板厚、叶片外径、内径以及材料有关。
操作时,把几个叶片按图4所示断开,相邻叶片沿切口焊接到一起,套到心轴6上,使叶片两端与固定夹具1和拉伸夹具3固定,最后拉动手拉葫芦4,在成形过程中要用锤子敲打叶片,迫使叶片成形,减小回弹。