管道焊接接头超声波检测
管道对接焊接接头超声波探伤漏检
95管道对接焊接接头超声波探伤漏检朱春芳(贵州电力建设第二工程公司金属焊接检验中心,贵州贵阳 550002)摘要:火电站安装过程中,超声波探伤常应用于壁厚大于20mm对接焊接接头的无损检测,在保证探伤系统灵敏度的前提下,由于探头选择的不恰当,管道外表面和内表面不能使声束按预计路径传播,造成焊接缺陷漏检,给设备安全运行带平隐患,希望能引起重视。
关键词:超声波探伤;焊接缺陷;漏检;检测面超声波探伤对面状缺陷敏感,对焊接接头中的裂纹、未焊透和未熔合等缺陷的检出率高,探测距离大,超声波探伤仪体积小、重量轻、检测速度快,检测中只消耗耦合剂和磨损探头,检测费用低,所以在火电厂安装过程中,大于20mm 的管道对接焊接接头都用超声波探伤。
中厚壁压力管道焊接采用氩弧焊打底,电焊填充盖面的焊接方法,对接焊接接头不允许存在裂纹、未焊透和未熔合等面状缺。
在保证探伤系统灵敏度满足规定要求的前提下,由于检测面等客观因素和探伤人员判断的主观因素影响,造成焊接缺陷漏检,给设备安全运行带来隐患。
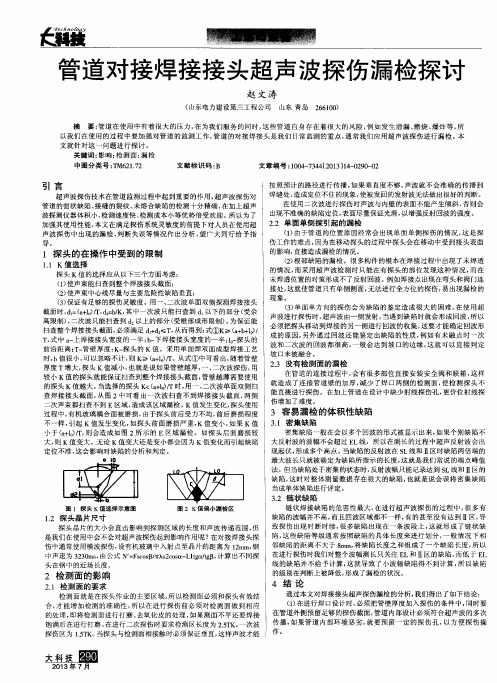
1 探头的影响1.1 K值选择1.1.1 探头K值的选择应从以下三个方面考虑(1)使声束能扫查到整个焊接接头截面;(2)使声束中心线尽量与主要危险性缺陷垂直;(3)保证有足够的探伤灵敏度。
用一、二次波单面双侧探测焊接接头截面时,d1=(a+l0)/T,d2=b/K,其中一次波只能扫查到d1以下的部分(受余高限制),二次波只能扫查到d2以上的部分(受根部成形限制)。
为保证能扫查整个焊接接头截面,必须满足d1+d2≤T,从而得到:式①K≥(a+b+l0)/T,式中a—上焊接接头宽度的一半;b—下焊接接头宽度的一半;l0—探头的前沿距离;T—管壁厚度;K—探头的K值。
采用单面焊双面成型焊接工艺时,b值很小,可以忽略不计,则K≥(a+l0)/T。
从式①中可看出,随着管壁厚度T增大,探头K值减小,也就是说如果管壁越厚,一、二次波探伤,用较小K 值的探头就能保证扫查到整个焊接接头截面,管壁越薄需要使用的探头K值越大。
浅谈管道对接焊缝超声波检测
浅谈管道对接焊缝超声波检测作者:姚小虎魏红璞王彬来源:《沿海企业与科技》2008年第05期[摘要]文章介绍使用A型超声波检测管道对接焊缝时,对发现的反射体进行性质判定的初步方法,探讨对检测中发现的反射体进行缺陷及伪缺陷判别的方法,其中重点分析两种常见的伪缺陷的波形特点。
从焊接缺陷的成因及反射波的特点着手探讨点状缺陷、线状缺陷及面状缺陷的区别、判定方法,并对线状缺陷和面状缺陷进行细分。
[关键词]对接焊缝;A型超声波;缺陷检测;探讨[作者简介]姚小虎,中国石化河南油田油建工程建设有限责任公司,河南南阳,473132;魏红璞,中国石化河南油田油建工程建设有限责任公司,河南南阳,473132;王彬,中国石化河南油田油建工程建设有限责任公司,河南南阳,473132[中图分类号]TM305.1[文献标识码]A[文章编号]1007-7723(2008)05-0067-0003目前A型超声波检测在管道对接焊缝的检测工作中所占的比重越来越大,超声波检测相对于射线检测具有检测周期短、检测实施方便、无辐射危害、面积状缺陷检出几率高、检测费用低等优点,但也具有缺陷定性难、对检测人员技术水平要求高等缺点。
本文重点介绍管道对接焊缝中主要缺陷的波形判断。
一、缺陷波判定超声波检测在焊接接头中检出缺陷后,缺陷的性质不能直接得出,必须结合缺陷的位置、检出波的波形、焊接工艺等因素进行综合判断。
对于检测中发现的反射体波形,首先应判断是缺陷反射波或是伪缺陷波。
反射波前沿出现在一次波声程内可初步判断为缺陷波,若反射波前沿出现在一次波声程处,在确定不存在错口的情况下,根据探头前沿至反射体的水平距离来判断:如果反射体位于焊缝中心或靠近探头侧的焊缝及热影响区内,则初步判定为缺陷,其余情况均为伪缺陷。
(一)缺陷波当使用二次波探伤时,如反射波位于一次波声程和二次波声程之间,则测量探头前沿至反射体的水平距离,若声束二次波在管子内壁上的转折点在焊缝外位于探头一侧,反射体位于焊缝或热影响区内,则该反射体初步判定为缺陷。
管道焊接接头超声波检验技术规程
管道焊接接头超声波检验技术规程管道焊接接头超声波检验技术规程是一项非常重要的技术规范,它对于保障管道的安全运行具有至关重要的作用。
下面我们将从以下几个方面来详细介绍这项技术规范。
一、技术规范的背景和意义管道是现代工业生产中不可或缺的设备,而管道的安全运行对于保障生产的顺利进行和人民群众的生命财产安全具有至关重要的作用。
而管道的焊接接头是管道中最容易出现问题的部位,因此对于管道焊接接头的检验尤为重要。
超声波检验技术是一种非常有效的管道焊接接头检验方法,它可以对管道焊接接头进行全面、准确的检测,从而保障管道的安全运行。
二、技术规范的适用范围管道焊接接头超声波检验技术规程适用于各种类型的管道焊接接头的检验,包括对于直缝焊接接头、环缝焊接接头、对接焊接接头等各种类型的管道焊接接头进行检验。
三、技术规范的检验方法管道焊接接头超声波检验技术规程采用超声波检验技术进行检验。
具体的检验方法包括以下几个步骤:1. 准备工作:对于待检验的管道焊接接头进行清洗和除锈,确保检验表面的干净和光滑。
2. 检验设备:使用超声波检验设备对管道焊接接头进行检验,确保设备的正常运行和准确性。
3. 检验过程:将超声波探头放置在管道焊接接头上,通过超声波的反射和传播来检测管道焊接接头的缺陷和问题。
4. 检验结果:根据检验结果来判断管道焊接接头的质量和安全性,对于存在问题的管道焊接接头进行修复或更换。
四、技术规范的注意事项在进行管道焊接接头超声波检验技术规程时,需要注意以下几个事项:1. 检验设备的选择和使用需要符合相关的标准和规范,确保设备的准确性和可靠性。
2. 检验人员需要经过专业的培训和认证,具备相关的技术和知识。
3. 检验过程中需要注意安全,确保检验人员和设备的安全。
4. 对于检验结果需要进行准确的记录和归档,以备后续的参考和使用。
五、技术规范的意义和价值管道焊接接头超声波检验技术规程的实施,可以有效地保障管道的安全运行,减少管道事故的发生,保护人民群众的生命财产安全。
焊接接头的超声波检测技术
焊接接头的超声波检测技术超声波检测技术是一种非破坏性检测方法,广泛应用于工业领域的缺陷检测、质量控制和安全监测等方面。
在焊接接头检测中,超声波检测技术具有广泛的应用前景。
本文将介绍焊接接头超声波检测技术的原理、应用和未来发展前景。
一、原理焊接接头的缺陷包括裂纹、气孔、夹杂物、未熔合和过熔等。
超声波检测技术利用超声波在物质中传播的声波特性来探测物质内部的缺陷和不均匀性。
通过传输高频超声波束,在材料内部形成回波,在回波信号中检测缺陷的位置、大小和形状。
检测原理下图所示:(图1)超声波检测技术的实现需要超声波发射器、接收器和电子信号处理仪器等。
在焊接接头的检测中,超声波发射器将超声波通过焊接接头,超声波接收器接受信号,电子信号处理仪器通过计算回波信号的时差和强度准确地确定缺陷位置和形状。
二、应用1. 超声波检测技术广泛应用于焊接接头缺陷检测中,比如精密焊接、管道焊接、门窗焊接和车身焊接等领域。
2. 超声波检测技术被广泛应用于航空、石油、电力、冶金、汽车等各个领域的质量控制和安全监测中,以保证相关设备的安全性和可靠性。
3. 超声波检测技术能够使无法直接观察的材料内部缺陷显露无遗,使不良品得以及时检测和修复,提高了产品的可靠性和安全性。
4. 超声波检测技术在连续生产线上能够实现在线检测,无需停机,提高了生产效率。
三、未来发展前景超声波检测技术在焊接接头的检测中得到了广泛的应用,但是仍存在一些挑战和问题。
例如:信号噪声抑制、精度与灵敏度的提高、检测速度的提高等问题。
随着新材料的出现和生产工艺的改进,超声波检测技术的应用前景将更加广阔。
在未来,超声波检测技术将更加智能化、无损化和自动化,大幅提高生产效率和产品质量。
结语焊接接头的超声波检测技术是一种非破坏性的方法,具有广泛的应用前景。
本文介绍了焊接接头超声波检测技术的原理、应用和未来发展前景。
我们相信,在技术革新和实践探索的推动下,超声波检测技术将在焊接接头等领域展现出更加广阔的前景与美好的未来。
焊接接头超声波检测

9.2钢制承压设备对接焊接接头的超声检测921对接焊接接头超声检测JB/T4730.3-2005标准中规定,钢制承压设备对接焊接接头的超声检测技术等级分为A、B C三个检测级别。
超声检测技术等级选择应符合制造、安装、在用等有关规范、标准及设计图样规定。
1.A级检测A级检测技术适用于与承压设备有关的支承件和结构件焊接接头检测。
其技术要求如下:适用于母材厚度为8mm-46mm的对接焊接接头。
可用一种K值探头采用直射波法和一次反射波法在对接焊接接头的单面单侧进行检测。
一般不要求进行横向缺陷的检测。
2.B级检测B级检测技术适用于一般承压设备对接焊接接头的检测。
其技术要求如下:1)母材厚度为8mmr 46mn8寸,一般用一种K值探头采用直射波法和一次反射波法在对接焊接接头的单面双侧进行检测,如图9.2 (a)所示。
2)母材厚度大于46mn r 120mm寸,一般用一种K值探头采用直射波法在焊接接头的双面双侧进行检测,如受几何条件限制,也可在焊接接头的双面单侧或单面双侧采用两种K值探头进行检测。
3)母材厚度大于120mm至400mm 寸,一般用两种K值探头采用直射波法在焊接接头的双面双侧进行检测。
两种探头的折射角相差应不小于10°,如图9.2(b)所示。
图9.2 (a)单面双侧检测示意图图9.2(b)双面双侧检测示意图4)应进行横向缺陷的检测。
检测时,可在焊接接头两侧边缘使探头与焊接接头中心线成10°〜20°角作两个方向的斜平行扫查。
如焊接接头余高磨平,探头应在焊接接头及热影响区上沿着焊缝作正反两个方向的平行扫查。
3.C级检测C级检测技术适用于重要承压设备对接焊接接头检测。
采用C级检测时应将焊接接头的余高磨平。
其技术要求如下:1)母材厚度为8mm- 46mm寸,一般用两种K值探头采用直射波法和一次反射波法在焊接接头的单面双侧进行检测。
两种探头的折射角相差应不小于10°,其中一个折射角应为45°。
小管径薄壁管焊接接头的超声检测方法
DOI:10.16660/ki.1674-098X.2006-4857-3480小管径薄壁管焊接接头的超声检测方法①聂凯(中核武汉核电运行技术股份有限公司浙江分公司 浙江嘉兴 314300)摘 要:不管是在电力行业还是在特种设备行业中,小管径薄壁管焊接接头的占比都非常高,此类焊接接头的焊接工艺要求较高,焊接过程控制不当就会产生如裂纹、未熔合、未焊透等的缺陷,而且即使是焊接没问题,在小管径薄壁管运行使用过程中,仍然可能出现新的缺陷,给设备甚至人生安全带来挑战,曾有某电厂因为小管径焊接接头漏水问题,停机维修5d,带来的经济损失不可估量,所以对于此类接头的检测显得尤其重要。
本文作者针对小管径薄壁管焊接接头的结构特点,选择了超声检测方法,它是一种用途广泛,使用频率较高而且发展速度较快的一种无损检测方法,本文在超声波仪器、探头、试块、探伤灵敏度的选择以及超声信号等方面进行分析,以便得到最佳的超声检测方法,希望对同行有所帮助。
关键词:超声检测 小管径薄壁管 缺陷 方法中图分类号:TG441.7 文献标识码:A 文章编号:1674-098X(2020)10(a)-0067-04Ultrasonic Testing Method for Welded Joint of SmallDiameter and Thin Wall PipeNIE Kai(CNNC Wuhan Nuclear Power Operation Technology Co., Ltd., Zhejiang Branch, Jiaxing, ZhejiangProvince, 314300 China)Abstract: Whether it is in the power industry and special equipment industry, small diameter thin wall pipe welding joint of proportion is very high, the welding joints of welding technology demand is higher, improper control of welding process can produce such as cracks, incomplete fusion, lack of penetration and other defects, and even welding is fine, in the process of small diameter thin wall pipe runs using, still new defects may occur, to equipment safety challenge in life, even there was a certain power plant because of small diameter welding joint leakage problem, maintenance downtime for five days, also bring incalculable economic loss. So for this kind of joint detection is especially important. In this paper, the author based on the structural feature of small diameter thin wall pipe welding joint, chose the ultrasonic detection method, it is a wide range of uses, use frequency is higher and faster development of a nondestructive testing method. This paper analyzes the selection of ultrasonic instrument, probe, test block, f law detection sensitivity and ultrasonic signal, in order to get the best ultrasonic detection method, hoping to be helpful to the peer.Key Words: Ultrasonic testing; Thin walled tube with small diameter; Defect;Method①作者简介:聂凯(1989—),男,汉族,山东肥城人,本科,工程师,研究方向为民用核设备无损检测技术研究及应用。
管道对接焊接接头超声波探伤漏检探讨
管道对 接 焊接 接 头超 声 波探伤 漏检探 讨
赵 文 涛
( 山东 电力 建 设 第 三 工 程 公 司 山 东 青 岛 2 6 6 1 0 0 )
摘 要: 管道 在使用 中有着 很大的压力 , 在 为我们服务 的同时 , 这些 管道 自身存 在着很 大的风 险, 例如发 生泄漏 、 燃烧 、 爆炸 等 , 所 以我们 在使用 的过程中要加 强对 管道 的监测 工作, 管道 的对接 焊接头是 我们 日常监测 的重 点, 通常我们应 用超声波探伤进 行漏检 。 本 文 就针对这一 问题进行探讨 。 关键词 : 影 响; 检测面 ; 漏检 中图分类号 : T M6 2 1 . 7 2 文献标 识码 : B 文章编号 : 1 0 0 4 — 7 3 4 4 ( 2 0 1 3 ) 1 4 — 0 2 9 0 — 0 2
导。
2 . 2 单 面 单侧 探 引起 的漏 检
( 1 ) 由于 管道 的 位 置 原 因经 常 会 出 现 单 面 单 侧 探 伤 的 情 况 , 这 是 探 伤工作的难点 , 因为在移动探头 的过程 中探头会在移动 中受到接头表 面 的影 响 , 直接造成漏检的情况。 ( 2 ) 根 部 缺 陷 的漏 检 很 多 构 件 的 根 本 在 焊 接 过 程 中 出现 了 未 焊 透 的情 况, 而采用超 声波检测 时只 能在有探头 的部位 发现这种情 况 , 而在 未焊 透 位 置 的对 策 形 成 不 了反 射 回 波 。 例 如 焊 接 点 出现 在 弯 头 和 阀 门连 接 处, 这就使 管道 只有单侧侧面, 无法进行全方位 的探伤 , 易出现漏检的 现象。 ( 3 ) 单 面 单 方 向 的探 伤 会 为 缺 陷 的 鉴 定 造 成 很 大 的 困 难 , 在 使 用 超 声波进行探伤 时 , 超声波 由一侧发射 , 当遇 到缺 陷时就会 形成回波 , 所 以 必须把探头移动到焊接 的另一侧进行 回波 的收集 , 这要才能确定回波形 成 的原 因 , 另 外 通 过 回 波 还 能 鉴 定 出缺 陷 的 性 质 , 例 如有未融 点时一次 波 和 二 次 波 的 回波 都 很 高 , 一 般 会 达 到 坡 口 的边 缘 , 这 就 可 以 直 接 判 定 坡 口未被融合 。
标准05(超声波检测)
超声波检测工艺标准QB/xxx-C-05-2001 1 适用范围1.1 本标准适用于制作、安装和检修设备时壁厚为15—120mm,公称直径≥159mm的钢制承压管道对接环焊焊缝接头超声波探伤和检验结果的分级。
1.2 本标准不适用于铸钢、奥氏体不锈钢的对接接头超声波探伤。
2 引用标准钢制管道对接环焊缝超声波探伤方法和检验结果的分级 GB/T 158303 检测人员3.1 检测人员必须取得无损检测资格考核委员会颁发的资格证书。
探伤报告必须由Ⅱ级或Ⅱ级以上的超声波探伤人员签发。
3.2 探伤人员应按本标准要求进行探伤,如果采用标准以外的方法探伤时,则事先应得到有关部门批准,并在报告中注明。
3.3 超声波探伤必须遵守现场安全规程和其他有关规定。
3.4 当探伤条件不符合本标准的工艺要求或不具备安全作用条件时,探伤人员有权停止检验,待条件改善符合后再行探伤。
4 试块4.1 试块应采用与被检验工件相同或近似声学性能的材料制成。
4.2 标准试块的形状和尺寸见附录A,对比试块的形状和尺寸见附录B。
4.2.1 试块的探测面及侧面用直探头以2.5MHz以上频率探伤时,不得出现大于距探测面20mm处的φ2mm平底孔反射回放幅度1/4高度的缺陷回放。
4.2.2 锯齿槽对比试块的形状和尺寸见附录C,该试块用被探伤管材制作,用作焊接接头根部缺陷的对比测定。
4.2.3 当探伤面曲率半径R≤W2/4时(W为探头宽度),应采用与探伤面曲率相同的对比试块。
反射体的布置可参照对比试块确定,试块宽度应满足(1)式要求:b>2λS/De (1)式中: b————试块宽度(mm)λ————波长(mm)S————声程(mm)De————声源有效面积(mm)5 工艺要求及探伤准备5.1 探伤前应了解被检件的名称、材质、规格、焊接工艺热处理情况,坡口型式以及焊接接头中心位置的标定。
5.2 焊接接头的外观需质检人员检查合格,焊接接头的两侧应清除飞溅、锈蚀、氧化物及油垢,表面应打磨平滑,打磨宽度至少为探头移动范围。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
作业指导书控制页:*注:项目主管工程师负责每项目上交一本已执行完成的、并经过完善有完整签名的作业指导书。
重要工序过程监控表作业指导书(技术措施)修改意见征集表回收签名(日期):目录1 编制依据及引用标准 (1)2 工程概况及施工范围: (1)2.1工程概况 (1)2.2施工范围 (1)3 施工作业人员配备与人员资格 (1)4 施工所需机械装备及工器具、安全防护用品配备(注:按600MW机组配备) (1)4.1仪器 (1)4.2探头 (2)4.3仪器和探头组合性能 (2)4.4试块 (2)4.5其他工器具 (3)5 施工条件及施工前准备工作 (3)6 作业程序、方法及要求 (4)6.1作业程序流程图 (4)6.2作业方法及要求 (5)6.3专项技术措施 (7)7 质量控制及质量验收 (9)7.1质量控制标准 (9)7.2中间控制见证点设置 (9)7.3中间工序交接点设置 (9)7.4工艺纪律及质量保证措施 (9)8 安全、文明施工及环境管理要求和措施 (10)表8-1职业健康安全风险控制计划表(RCP) (11)表8-2环境因素及控制措施 (12)1 编制依据及引用标准1.1《工程建设标准强制性条文》(电力工程部分)1.2 DL/T869-2004电力建设施工及验收技术规范(火力发电厂焊接篇)1.3 DL/T820-2002管道焊接接头超声波检验技术规程。
1.4 JB/T9214-1999《A型脉冲反射式超声探伤系统工作性能测试方法》1.5 JB/T10062-1999《超声波用探头性能测试方法》1.6 JB/T10061-1999《A型脉冲反射式超声波仪通用技术条件》1.7《电力建设安全工作规程》1.8公司《质量、安全健康、环境管理手册》1.9公司焊检中心管理制度2 工程概况及施工范围:2.1工程概况(略)2.2施工范围本作业指导书适用于外径ф≥32mm,壁厚在4~160mm,单面施焊、双面成型的碳钢及合金钢熔化焊对接接头的超声波检测。
也适用于外径ф≥32mm、≤159mm,壁厚在4~8mm的奥氏体不锈钢管对接焊接接头的超声波检测。
除非设计图纸或甲方合同另有规定,超声波检测比例应按照DL/T869-2004《火力发电厂焊接技术规程》执行。
3 施工作业人员配备与人员资格4 施工所需机械装备及工器具、安全防护用品配备(注:按600MW机组配备)4.1仪器4.1.1仪器选用见下表:4.1.2仪器性能要求4.1.2.1所用仪器应具有产品质量合格证。
4.1.2.2工作频率为0.5MHz~10MHz4.1.2.3仪器至少在荧光屏满刻度的80%范围内呈线性显示。
4.1.2.4应具有80dB以上的连续可调衰减器,步进级每档不大于2dB,其精度为任意12dB的误差在±1dB。
水平线性误差不大于1%,垂直线性误差不大于5%。
4.2探头4.2.1探头选用斜探头的选用见下表:直探头选用2.5MHz(φ20、φ25、φ30)或5MHz(φ10、φ20)。
4.2.2探头的性能要求4.2.2.1斜探头主声束在垂直方向不应有明显的双峰或多峰;4.2.2.2斜探头主声束的偏离不应大于±2°。
4.3仪器和探头组合性能4.3.1仪器和探头的组合灵敏度:在达到所检工件最大声程时,其灵敏度余量应≥10dB;4.3.2直探头的远场分辨力应不小于30dB,斜探头的远场分辨力应不小于6dB。
4.4试块4.4.1试块的选用标准试块CSK-ⅠB,对比试块RB-3。
4.4.2试块性能要求4.4.2.1试块应采用与被检工件相同或近似声学性能的材料制成,该材料用直探头检测时,不得有大于Φ2mm平底孔当量直径的缺陷。
4.4.2.2标准试块应经计量部门检定合格。
4.5其他工器具5 施工条件及施工前准备工作5.1完善现场安全设施,安全通道、脚手架的搭设。
5.2需热处理的被检物必须在热处理后进行探伤,尽量避免在强磁场区工作。
5.3对有影响检验结果评定的表面形状突变应进行适当的修磨,并做圆滑过渡。
5.4仪器和探头性能测试5.4.1水平线性的测试5.4.1.1调节仪器旋钮使时基线清晰明亮,并与水平刻度重合;5.4.1.2将直探头置于CSK-ⅠA试块上,对准25mm厚的大平底面;5.4.1.3调[微调]、[水平]或[脉冲移位]等旋钮,使示波屏上出现5次底波,且使B1前沿对准2.0,B5对准10.0,记录B2、B3、B4与水平刻度4.0、6.0、8.0的偏差值a2、a3、a4;5.4.1.4计算水平线性误差δ=│amax│/0.8b×100%5.4.2垂直线性的测试5.4.2.1[抑制]至0,[衰减器]保留30dB余量;5.4.2.2将直探头置于CSK-ⅠA试块上,对准25mm厚的大平底面,并用压块恒定压力;5.4.2.3调[增益]使底波达荧光屏满刻度100%,但不饱和,作为0 dB;5.4.2.4固定[增益],调[衰减器],每次衰减2dB,并记下相应回波高度Hi,直至消失;实测相对波高%=(衰减△i dB后的波高Hi/衰减0dB后的波高H)×100%理想相对波高(Hi /H)%=10(△i/20)×100%5.4.2.5计算垂直线性误差D=(│d1│+│d2│)%d 1、d2分别为实测值与理想值的最大正、负偏差5.4.3灵敏度余量的测试5.4.3.1直探头灵敏度余量测试1、抑制]关、[增益]最大、[发射强度]至强;2、连接探头,调节[衰减器]使仪器噪声电平为满刻度的10%,记录这时[衰减器]的读数N1;3、探头置于灵敏度余量试块上(200/φ2平底孔试块),使回波达到50%,记下此时[衰减器]读数N2;4、灵敏度余量为N= N2 - N1dB5.4.3.2斜探头灵敏度余量测试1、抑制]关、[增益]最大、[发射强度]至强;2、连接探头,调节[衰减器]使仪器噪声电平为满刻度的10%,记录这时[衰减器]的读数N1;3、探头置于CSKⅠB试块上,使R100圆弧面的第一次反射波最高达到50%,记下此时[衰减器]读数N2;4、灵敏度余量为: N= N2 - N1dB6 作业程序、方法及要求6.1作业程序流程图6.2作业方法及要求6.2.1受理委托单6.2.1.1检测人员接到委托单后,应对委托单进行确认,确认的内容包括:被检测对象规格、材质、热处理状况、检验项目、比例或数量,同时还应对委托单填写的规范性、内容齐全性进行确认。
6.2.1.2委托单由UTⅡ级及以上检验员签收。
签收后的委托单应妥善保管。
6.2.2前期准备工作6.2.2.1根据检测对象,按本作业指导书4.2条规定选择探头和进行性能测试,6.2.2.2根据试件的表面状况耦合剂的选用,如浆糊或机油。
6.2.3试件表面的打磨所有影响超声检测的锈蚀、污物等都应予以清除,必要时可用带角向磨光机打磨,直至露出金属光泽。
打磨宽度为探头移动范围,大于1.25P,P=2Ttgβ。
6.2.4仪器调校6.2.4.1扫描比例调节扫描比例调节依据管件厚度和选用的探头的角度来确定,一般采用深度调节,当板厚较薄时,可采用水平和声程调节。
最大检测范围应调至时基线满刻度60%以上。
6.2.4.2距离波幅曲线距离波幅曲线一般应绘制在荧光屏刻度板上,其绘制方法见DL/T820-2002附录D。
按B级检验,三线的灵敏度分别是:判废线φ3×40-4dB定量线φ3×40-10dB评定线φ3×40-16dB6.2.5母材的检验6.2.5.1焊缝两侧的母材,检验前应测量管壁厚度,至少每隔90°测量一点,并作好记录。
6.2.5.2斜探头扫查声束通过的母材区域应用直探头进行检查,以便确定是否存在分层性或其他种类的缺陷。
6.2.6探伤6.2.6.1探伤灵敏度为ф3x40-16dB,补偿4 dB。
可提高6 dB作为粗扫灵敏度。
6.2.6.2扫查时,先全面粗扫一遍,查看主要危险缺陷。
然后再仔细扫查,确定每个缺陷的性质、位置、尺寸,并做好记录。
扫查时,探伤速度应小于150mm/秒,探头的每次扫查覆盖率应大于探头直径的10%。
6.2.6.3扫查方式:一般采用探头沿焊接接头作矩形移动的基本扫查方式。
扫查时,探头每次移动的距离s不得超过探头晶片的宽度。
在保持探头移动方向与焊缝中心线垂直的同时,还可采用前后、左右、转角等扫查方式,确定缺陷的位置、方向、形状。
6.2.7缺陷定量检测6.2.7.1灵敏度应调到定量线灵敏度。
6.2.7.2对所有反射波幅超过定量线的缺陷,均应确定其位置、最大反射波幅和缺陷当量。
6.2.8缺陷定量应根据缺陷最大反射波幅确定缺陷指示长度△L,采用以下测定方法:6.2.8.1当缺陷反射波只有一个高点,且位于Ⅱ区时,应以6 dB法测其指示长度。
6.2.8.2当缺陷反射波幅值起伏变化,有多个高点,且位于Ⅱ区时,应以端点6dB法测其指示长度。
6.2.8.3当缺陷反射波峰位于Ⅰ区,如认为有必要记录时,将探头左右移动,使波幅降到评定线,以此测定缺陷指示长度。
6.3专项技术措施6.3.1中小径薄壁管焊接接头的检验对于外径φ32mm~φ159mm、壁厚4mm~14mm的应采用专门的检测工艺。
6.3.1.1仪器CTS-22等模拟式超声波探伤仪6.3.1.2试块:DL-1型专用试块6.3.1.3探头选择短前沿、大K值、小晶片、高频率的探头,且探头应进行修磨,确保与检测面紧密接触。
具体选择和其性能要求应符合DL/T820-2002第6.2.4条规定。
6.3.1.4耦合剂:应选择浆糊或甘油。
6.3.1.5 DAC曲线的绘制当管子厚度小于等于6mm时,DAC测绘如图将h=5mm的φ1mm通孔调节到垂直刻度的80%,画一条直线用于直射波检验,然后再降4dB再画一条直线用于一次反射波检验。
当管子厚度大于6mm时,DAC测绘按大径管的进行。
6.3.1.6扫查方式探头只做前后、左右移动。
6.3.1.7扫查灵敏度为DAC曲线增益10dB。
6.3.1.8根据DL/T820-2002附录F对缺陷进行判定。
6.3.2奥氏体中小径薄壁管焊接接头的检验由于奥氏体不锈钢焊缝凝固时未发生相变,室温下仍以铸态柱状晶粒存在,晶粒粗大、组织不匀,因此要采用专门的检测工艺。
本部分适用于外径φ32mm~φ159mm、壁厚4mm~8mm的奥氏体中小径薄壁管焊接接头的检验。
6.3.2.1仪器CTS-22等模拟式超声波探伤仪6.3.2.2试块试块选用规格相同或声学性能相近的管子制作,在管子内外壁表面加工短槽。
具体要求应符合DL/T820-2002第7.1条规定。
6.3.2.3探头选择短前沿、大K值、小晶片、较高频率的探头,且探头应进行修磨,确保与检测面紧密接触。
具体选择和其性能要求应符合DL/T820-2002第7.2.4条规定。