《表面粗糙度符号》(Word)
曲轴轴颈的表面粗糙度(Word)

A中φ0.015形位公差标注所用公差原则为独立原则,轴的实际尺寸在φ9.97-φ10.00mm内。
轴线的直线度公差为φ0.015,B中φ0.015形位公差标注相关原则,轴的实际尺寸在φ9.97-φ10.00mm内,轴的实际尺寸最大时,轴线的直线度公差为φ0.015mm,轴的实际尺寸最小时,轴线的直线度公差为0.045mm.曲轴轴颈的表面粗糙度:磨修后Ra值达1.4—0.8μm,并抛光(表面粗糙度降至Ra0.1—1.2mm)轴瓦镗削后的表面粗糙度Ra值达达1.4—0.8μm,有条件时并滚压强化,问此一对配合件的表面粗糙度Ra值为何要求降低?答:曲轴与轴瓦配合件为液体润滑方式,靠液动压力使轴瓦间形成液体润滑油膜,并有一最小油膜,厚度h min当h min等于轴颈和轴瓦微凸起高之和时,轴和瓦的液体润滑状态即被破坏,两零件表面开始接触,因此要求轴与瓦的表面粗糙度要低些,以保证配合件液体润滑状态下工作。
某发动机的装配技术要求是:活塞位于上止点时,活塞顶部平面不得高出气缸上平面0.9mm,I 不低于上平面0.1mm。
今测得送装的曲柄连杆机构各零件的有关尺寸如下:活塞销孔轴线至活塞顶平面间距离A1=96.10mm,活塞销与连杆衬套的间隙A20=0.04mm,连杆大、小端孔轴线间距离A3=330mm,连杆轴瓦与连杆轴颈间隙A40=0.12mm,曲轴回转半径A5=76.02mm,主轴瓦与主轴的间隙A60=0.12mm,缸体主轴承孔至缸体下平面距离A7=147.95mm,缸体上、下平面间距离A8=649.5mm。
问该发动机在装配后,能否符合装配要求?答:本题为尺寸链计算题。
活塞顶部平面与气缸体上平面距离A0为封闭环,各组成环的尺寸(mm)如下:A1=96+0.10,A2=1/2 A20=0.02 A3=330 A4=1/2 A40=0.06 A5=76+0.02 A6=1/2 A60=0.06 A7=148-0.05 A8=650-0.5封闭环的基本尺寸为A0=(96+330+76+148)-(0+0+0+650)=0封闭环的偏差为ES=(0.10+0+0.02-0.05)-(0.02+0.06+0.06-0.5)=0.43.装配后,活塞在上止点,活塞顶平面高出气缸体上平面0.43mm。
表面粗糙度及符号

表面粗糙度及符号1. 表面粗糙度表面粗糙度符号见表1。
表1表面粗糙 最大高度允许 标准取样 代号 度符号 的最大值 长度备注:1)尽量不使用括号内的数值。
2)表面粗糙度符号的数字与S 之间,不要加连接符“—”。
3)在与给定粗糙度相对应的取样长度标准值不适应的情况下,一定在图中标注取样长度(参照4.6项)。
4)最大高度允许的最大值是在指定表面任意选取几处的R max 的算术平均值,并不是每个R max 的最大值。
2. 表面加工符号3.1表面加工符号见表2最大高度(与放大方向平行)取样长度备注:1)三角符号,三角S符号和三角S波形符号的三角形为正三角形。
2)三角S符号“ ”在砂型时需要加工余量,三角S波符号“ ”不需要加工余量,但须去除超过三角“S”波符号所指示的极限尺寸的部分。
3)当应用一般制造方法时(例如压铸),三角S符号“ ” 和三角S波形符号“ ”表示不去除材料加工(图纸指示的三角S符号及三角S波符号为表面粗糙度)。
造方法中,3.2 非去除加工的(~)表示的粗糙度值见表34. 在图样上的表示(制图上的细节应符合HES A 2122)。
4.1去除加工面1)一般表示 例2)指定表面粗糙度的情况 例4.2非去除加工面1)一般表示,一定要同时标注表面粗糙度符号。
例2)表面粗糙度在100S以下时,表面粗糙度符号 例可省略。
4.3去除加工面或非去除加工面均可时:1)表面粗糙度小于或等于6.3S 例2)表面粗糙度小于或等于25S 例3)表面粗糙度小于或等于100S 例4)特别指定表面粗糙度 例4.4特殊去除加工面1)一般表示 2) 特殊指定表面粗糙度情况4.5去除超过极限尺寸的部分 4.6规定非标准取样长度的表示方法如下 不取与指定粗糙度相符合的标准取样 长度时,在指定面能保证长度的范围 内,应清楚地标注取样长度。
各种机械加工方法所能达到的零件表面粗糙度加工方法 表面粗糙度Ra[μm]加工方法表面粗糙度Ra[μm]圆片锯割断 80~20 零件的端面或槽的内侧面:车削外圆: 一次行程 20粗车 20~10 二次行程 10~5半精车: 镗孔:金属 10~5 粗镗 20~10非金属 5~2.5 半精镗:精车: 金属 10~5金属 10~2.5 非金属 10~2.5非金属 5~1.25 精镗:细车(或金刚石车): 金属 5~1.25金属 1.25~0.32 非金属 10~2.5非金属 0.63~0.16 细镗(或金刚石镗):车削端面: 金属 1.25~0.32 粗车 20~10 非金属 1.25~0.63 半精车: 钻和扩钻 20~2.5金属 10~5 扩孔:非金属 10~2.5 粗(有表皮) 20~10精车: 精 10~2.5金属 10~2.5 锪倒角(孔的) 5~2.5非金属 10~2.5 铰孔:细车: 半精铰(一次铰孔):金属 1.25~0.63 钢 10~5非金属 1.25~0.32 黄铜 10~2.5割槽和切断: 精铰(第二次铰):铸铁 5~1.25 细 0.32~0.16 钢、轻合金 2.5~1.25 推削:黄铜、青铜 1.25~0.63 精 1.25~0.32 细铰: 细 0.63~0.04 钢 1.25~0.32 螺纹加工:轻合金 1.25~0.63 切削:黄铜、青铜 0.32~0.16 板牙、丝锥、自开式板牙头 5~1.25圆柱铣刀铣削: 车刀或梳刀车、铣 10~1.25 粗 20~5 磨 1.25~0.32 精 5~1.25 研磨 1.25~0.08 细 1.25~0.63 滚轧:套式面铣刀铣削: 搓丝模 2.5~1.25 粗 20~5 滚丝模:精 5~0.63 在机床上用手动进给 2.5~0.63 细 1.25~0.32 在机床上用机械进给 0.63高速铣削: 在机床上用液压进给 0.63~0.32 粗 2.5~1.25 齿轮及花键加工:精 0.63~0.32 切削:刨削: 粗滚 5~2.5 粗 20~10 精滚 2.5~1.25 精 10~2.5 精插 2.5~1.25 细(光整加工) 1.25~0.32 精刨 5~1.25 槽的表面 10~5 拉 5~2.5 插削 20~5 剃齿 1.25~0.32 拉削: 磨 1.25~0.16 精 2.5~0.63 研 0.63~0.32 滚轧: 研磨:磨齿的轧辊 1.25~0.63 粗 0.63~0.32 冷轧 0.32~0.16 精 0.32~0.08 外圆磨、内圆磨: 细(光整加工) 0.08~0.01 半精(一次加工) 10~1.25 精整研磨:精 1.25~0.32 手工 1.25~0.01 细 0.32~0.16 机械 0.32~0.16 用精密修整的磨轮磨削 0.08~0.04 砂轮清理 80~10 平面磨: 砂布抛光(无润滑油):精 5~0.32 原始粗糙度 砂布粒度细 0.32~0.08 ≤Ra10 24 2.5~1.25 珩磨: ≤Ra5 36 1.25粗(一次加工) 1.25~0.32 Ra5~Ra2.5 60 0.63精(细) 0.32~0.04 Ra5~Ra2.5 80 0.63~0.32 超级加工: ≤Ra2.5 100 0.32精 1.25~0.16 Ra2.5~Ra1.25 140 0.32~0.16 细 0.16~0.08 ≤Ra1.25 180~250 0.16镜面的(两次加工) 0.04~0.02 钳工锉制: 20~1.25 研磨膏研磨: 刮削 25×25mm2内点数:精 1.25~0.32 8~10 1.25细 0.32~0.01 >10~13 0.63抛光: >13~16 0.32精 1.25~0.16 >16~20 0.16细(镜面的) 0.16~0.04 >20~25 0.08砂带抛光 0.32~0.16电抛光 2.5~0.02备注1)箭头的线宽为0.3~0.8mm。
表面粗糙度符号及意义
员工教育培训中心
表面粗糙度符号写法及各符号意义
定义 表面粗糙度:零件经过机械加工后的表面会留下许多高低不平 的凸峰和凹谷,零件加工表面上具有的较小间距和峰谷所组成 的这种微观几何形特性;
项目 题目 符号 意义
表示表面可用任何方法获得.当不加注粗糙度参数值或有关说明 (例如:表面处理、局部热处理状况等)时,仅适用手简化代号 表示表面是用去除材料的方法获得。如车、铣、钻、磨、剪切、 抛光、腐蚀、电火花加工、气割等 表面是用不去除材料方法获得。如铸、锻、冲压变形、热轧、冷 轧、粉沫冶金或者是用于保持原供应状况的表面(包括保持上道 工序状况) 在上述三个符号的长边上均可加一横线,用于标注有关参数
1.6
0.80 0.40 0.20 0.10 0.05 0.025 0.012 0.006
看不见加工痕迹
可辨加工痕迹方向 微辨加工痕迹方向 不可辨加工痕迹方 向 暗光泽面 亮光泽面 镜光泽面 雾光泽面 镜面 研磨、抛光、超级精细 研磨 精车、精铰、精镗、精 磨
精密测量具的表面、极重要零件的摩擦面,如汽缸的内表 面、精密机床的主轴颈、坐标镗的主轴颈等
Ra:轮廓算术平均偏差,是最主要的评定参数; Rz:微观不平度十点高度,一般只用来表示比较短小的表面; Ry:轮廓最大高度,基本不单独使用,算是一个极限偏差值吧。
GB/T 131—2006表面粗糙度符号标注位置范例
控制表面功能的最少标注
不同表面粗糙度的外观情况
Ra/μm 50 25 12.5 6.3 3.2 表面外观情况 明显可见刀痕 可见刀痕 微见刀痕 可见加工痕迹 微见加工痕迹 精车、精铣、精刨、铰、 镗、粗磨 主要加工方法 粗车、粗铣、粗刨、钻、 粗纹锉刀和粗砂轮加工 粗车、立铣、平铣、钻 应用举例 粗糙度最大面,一般很少应用 不接触表面、不重要表面,如螺钉、孔、倒角、机座底面 没有相对运行的零件接触面,如箱、盖、套筒要求紧贴的 表面、键、和键槽工作表面; 相对运行速度不高的接触面,如支架孔、衬套、带轮轴孔 的工作表面 要求很好密封的接触面,如与滚动轴承配合的表面、锥销 孔等; 相对运动速度较高的接触面,如滑动轴承的配合表面、齿 轮轮齿的工作表面
(完整word版)表面粗糙度符号及数值说明

表面粗糙度符号及其标注说明粗糙度是衡量零件表面粗糙程度的参数,它反映的是零件表面微观的几何形状误差,必须借助放大镜等进行测量。
它是由于零件加工过程中刀具与加工表面之间的摩擦、挤压以及加工时的高频振动等方面的原因造成的。
表面粗糙度对零件的工作精度、耐磨性、密封性、耐蚀性以及零件之间的配合都有着直接的影响。
粗糙度的评定常用轮廓算术平均偏差Ra、轮廓最大高度Ry、微观不平度十点高度Rz三个参数表示。
数值越小,零件的表面越光滑,数值越大零件的表面越粗糙。
1、轮廓算术平均偏差Ra取样长度:取样长度是指具有粗糙度几何特征的一段长度,在取样长度内应该具有几个波峰和波谷。
测量时可选5倍的取样长度作为测量长度进行测量。
Ra是指在取样长度内,轮廓偏距绝对值的算术平均值,可以表示为:关于表面粗糙度的数值和表面特征、获得方法、应用举例请参见下表。
从上图中也可以看出,粗糙度参数的数值.基本上成倍数的关系。
标注时应当选用这些数值,不能选用其他的数值。
2、轮廓最大高度Ry3、轮廓不平度十点高度Rz标注2.1代号及意义粗糙度代号可以分为:符号,粗糙度项目及数值。
常用标注参数是Ra, 标注Ra时Ra可以省略,标注Rz和Ry时,在粗糙度数值前加对应的符号Rz和Ry。
2.2 标注原则1)、在同一图样上每一表面只注一次粗糙度代号,且应注在可见轮廓线、尺寸界线、引出线或它们的延长线上,并尽可能靠近有关尺寸线。
2)、当零件的大部分表面具有相同的粗糙度要求时,对其中使用最多的一种,代(符)号,可统一注在图纸的右上角。
并加注“其余”二字。
3)、在不同方向的表面上标注时,代号中的数字及符号的方向必须下图的规定标注。
4)、代号中的数字方向应与尺寸数字的方向一致。
5)、符号的尖端必须从材料外指向表面。
标注举例:6)、齿轮、蜗轮齿面对于齿轮、蜗轮齿面的粗糙度,应标注在表示分度圆的点画线上。
如果图形中的位置有限,粗糙度也可以引出标注或注在尺寸线的延长线上。
表面粗糙度及加工符号

§9-4 表面粗糙度的符号、代号及其标注
标注示例:
需要表示镀 (涂)覆或 其它表面处 理后的表面 粗糙度值时
~
需要表示镀 (涂)覆前 的表面粗糙 度值时,应 另加说明 若同时要求 表示镀(涂) 覆前及镀 (涂)覆后 的表面粗糙 度值时
~
零件局部热处理或局部镀(涂)覆时,应 用粗点画线画出其范围,并标注相应的尺 寸,也可将其要求注写在表面粗糙度符号 长边的横线上
微见刀痕
可见加工痕迹 微见加工痕迹
3.2
1.6 0.8 0.4 0.2 0.10 0.05
看不见加工痕迹
可辨加工痕迹方向 微辨加工痕迹方向 不可辨加工痕迹方向
暗光泽面
亮光泽面
研磨、抛光、超级精细研磨 精密量具的表面、极重要零件的摩擦 等 面,如气缸的内表面、精密机床的主 轴颈、坐标镗床的主轴颈等
0.025 镜状光泽面
标注示例:
当零件大部分表面具有相同的表面 粗糙度时,对其中使用最多的一种 符号、代号可统一标注在图样的右 上角上,并加注“其余”两字。统 一标注的代号及文字的高度,应是 图形上其它表面所注代号和文字的 1.4倍
§9-4 表面粗糙度的符号、代号及其标注
标注示例:
当零件所有表面具有相同的表面粗糙度 要求时,其代(符)号可在图样的右上 角统一标注,代号及文字因为图形上原 应标注的代号及文字的大小的1.4倍
用不去除材料方法获得 的表面粗糙度,Ra的上 限值为3.2 μm 用去除材料方法获得的 表面粗糙度,Ra的上限 值为3.2 μm,Ra的下限 值为1.6 μm
用去除材料方法获得的 表面粗糙度,Ra的最大 值为3.2 μm,Ra的最小 值为1.6 μm
§9-4 表面粗糙度的符号、代号及其标注
表面粗糙度的符号和画法
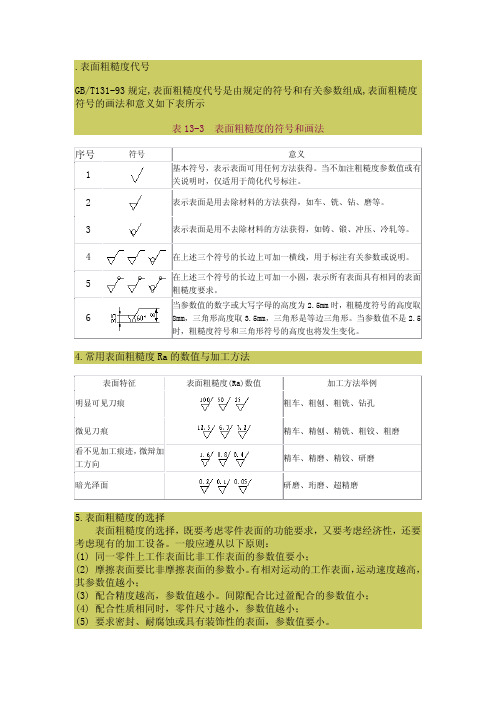
.表面粗糙度代号GB/T131-93规定,表面粗糙度代号是由规定的符号和有关参数组成,表面粗糙度符号的画法和意义如下表所示表13-3 表面粗糙度的符号和画法序号 符号 意义 1基本符号,表示表面可用任何方法获得。
当不加注粗糙度参数值或有关说明时,仅适用于简化代号标注。
2表示表面是用去除材料的方法获得,如车、铣、钻、磨等。
3表示表面是用不去除材料的方法获得,如铸、锻、冲压、冷轧等。
4在上述三个符号的长边上可加一横线,用于标注有关参数或说明。
5在上述三个符号的长边上可加一小圆,表示所有表面具有相同的表面粗糙度要求。
6 当参数值的数字或大写字母的高度为2.5mm 时,粗糙度符号的高度取8mm,三角形高度取3.5mm,三角形是等边三角形。
当参数值不是2.5时,粗糙度符号和三角形符号的高度也将发生变化。
4.常用表面粗糙度Ra 的数值与加工方法表面特征表面粗糙度(Ra)数值 加工方法举例 明显可见刀痕粗车、粗刨、粗铣、钻孔 微见刀痕精车、精刨、精铣、粗铰、粗磨 看不见加工痕迹,微辩加工方向精车、精磨、精铰、研磨 暗光泽面研磨、珩磨、超精磨 5.表面粗糙度的选择表面粗糙度的选择,既要考虑零件表面的功能要求,又要考虑经济性,还要考虑现有的加工设备。
一般应遵从以下原则:(1) 同一零件上工作表面比非工作表面的参数值要小;(2) 摩擦表面要比非摩擦表面的参数小。
有相对运动的工作表面,运动速度越高,其参数值越小;(3) 配合精度越高,参数值越小。
间隙配合比过盈配合的参数值小;(4) 配合性质相同时,零件尺寸越小,参数值越小;(5) 要求密封、耐腐蚀或具有装饰性的表面,参数值要小。
表面粗糙度符号大全及含义、标准
C2)
尖峰数 Pc (取 决于截 线 C1和 截线 C幻 按顺序超出上截线 C1和 下截线 廓元素的数 目。 输出形式
:
sEP1940∶ 1992 ANsl/AsME B461∶ 1985
C2的 轮
-每
-每 1in尖 峰
山 〃 厂
1cm尖
峰
¢ cm及
/c)
l/n及 Ⅱ )
DlN EN IsO4287∶ 1998 ls04287∶ 1997 JIs B0601 ∶1994
JIs B0601∶ 1994
(以 前
:丨
s(Jls)
s R
s0428〃
⒈
1984)
R
R
lsO12085∶ 1996
Ar
Ar
厂 微观不平度波形的平均间距 月 A和 B) 取决于极限值 〈 轮廓不均匀性的最大深度 Rx (取 决于极限值 A和 B) 波度波形的平均深度 〃 (取 决于极限值 A和 B)
(取 决于截线
sd1和 sd2)
⒗
Mθ
符台对 R况 以及 P∞ 的定义 .
h「
0mbH,带
PFM的
M2和
M3
丽
【 巨
Rr
Rt
E E
巨
R3z
R3z
DB N31007∶ 1983
E E
【
构
在显示结果 (17)时 参数以大写字母显示 . Mahr GmbH,带 PFM的 M2和 M3
E E E
巨
E
口 口 口 口 口 口 口 口 臼 咀 咀 冖 正 丘 二 二 二 二 〓 汪
d口
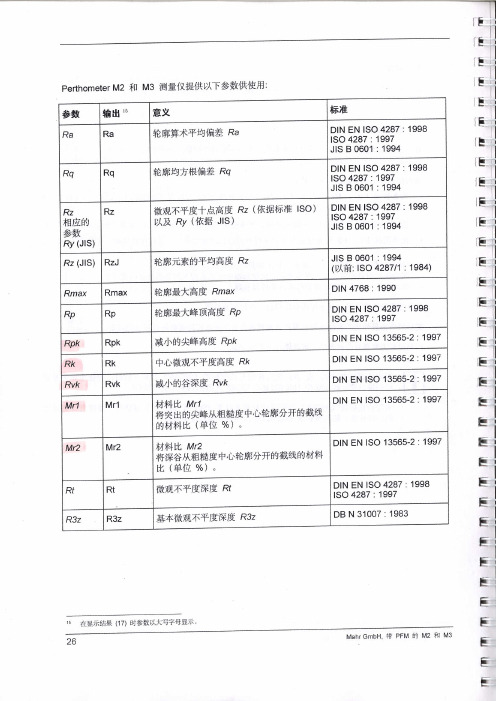
参数
输出
意义
标准
Pc
PC
(完整word版)粗糙度对比Ra、Rz、RMS、国内外标准对照
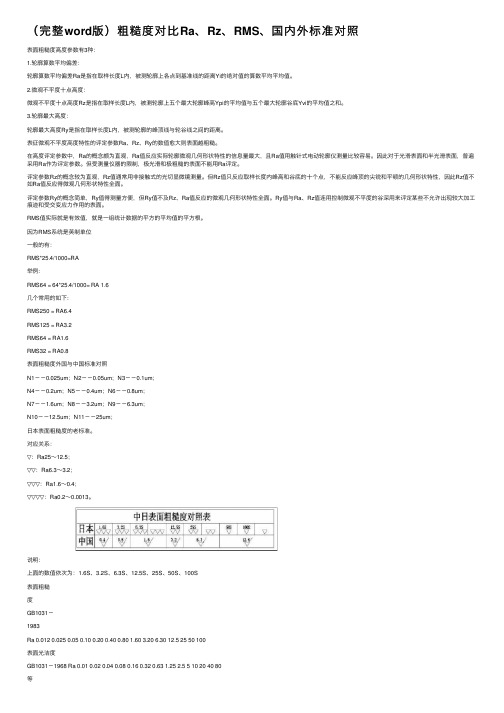
(完整word版)粗糙度对⽐Ra、Rz、RMS、国内外标准对照表⾯粗糙度⾼度参数有3种:1.轮廓算数平均偏差:轮廓算数平均偏差Ra是指在取样长度L内,被测轮廓上各点到基准线的距离Yi的绝对值的算数平均平均值。
2.微观不平度⼗点⾼度:微观不平度⼗点⾼度Rz是指在取样长度L内,被测轮廓上五个最⼤轮廓峰⾼Ypi的平均值与五个最⼤轮廓⾕底Yvi的平均值之和。
3.轮廓最⼤⾼度:轮廓最⼤⾼度Ry是指在取样长度L内,被测轮廓的峰顶线与轮⾕线之间的距离。
表征微观不平度⾼度特性的评定参数Ra、Rz、Ry的数值愈⼤则表⾯越粗糙。
在⾼度评定参数中,Ra的概念颇为直观,Ra值反应实际轮廓微观⼏何形状特性的信息量最⼤,且Ra值⽤触针式电动轮廓仪测量⽐较容易。
因此对于光滑表⾯和半光滑表⾯,普遍采⽤Ra作为评定参数。
但受测量仪器的限制,极光滑和极粗糙的表⾯不能⽤Ra评定。
评定参数Rz的概念较为直观,Rz值通常⽤⾮接触式的光切显微镜测量。
但Rz值只反应取样长度内峰⾼和⾕底的⼗个点,不能反应峰顶的尖锐和平顿的⼏何形状特性,因此Rz值不如Ra值反应得微观⼏何形状特性全⾯。
评定参数Ry的概念简单,Ry值得测量⽅便,但Ry值不及Rz、Ra值反应的微观⼏何形状特性全⾯。
Ry值与Ra、Rz值连⽤控制微观不平度的⾕深⽤来评定某些不允许出现较⼤加⼯痕迹和受交变应⼒作⽤的表⾯。
RMS值实际就是有效值,就是⼀组统计数据的平⽅的平均值的平⽅根。
因为RMS系统是英制单位⼀般的有:RMS*25.4/1000=RA举例:RMS64 = 64*25.4/1000= RA 1.6⼏个常⽤的如下:RMS250 = RA6.4RMS125 = RA3.2RMS64 = RA1.6RMS32 = RA0.8表⾯粗糙度外国与中国标准对照N1--0.025um;N2--0.05um;N3--0.1um;N4--0.2um;N5--0.4um;N6--0.8um;N7--1.6um;N8--3.2um;N9--6.3um;N10--12.5um;N11--25um;⽇本表⾯粗糙度的⽼标准。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
表面粗糙度符号、代号
1. 图样上所标注的表面粗糙度符号、代号是该表面完工后的要求。
2. 表面粗糙度的画法。
3. 有关表面粗糙度的各项规定应按功能要求给定。
若仅需要加工(采用去除材
料的方法或不去除材料的方法)但对表面粗糙度的其他规定没有要求时,允许只注表面粗糙度符号。
4. 表面粗糙度参数和各项规定注写的位置。
a1、a2 —— 粗糙度高度参数的允许值(μm );
b —— 加工方法、镀涂或其他表面处理;
c —— 取样长度(mm );
d —— 加工纹理方向符号;
e —— 加工余量(mm );
f —— 粗糙度间距参数值(mm )或轮廓支撑长度率
5. 图样上表示零件表面粗糙度的符号。
b
6.当允许在表面粗糙度参数的所有实测值中超过规定值的个数少于总数的16%
时,应在图样上标注表面粗糙度参数的上限值或下限值。
7.当要求在表面粗糙度参数的所有实测值中不得超过规定值时,应在图样上
标注表面粗糙度参数的最大值或最小值。
8.表面粗糙度高度参数轮廓算术平均偏差R a值的标注见下表,R a在代号中用
数值表示(单位为微米μm),参数值前可不标注参数代号。
9.表面粗糙度高度参数轮廓微观不平度十点高度R z、轮廓最大高度R y值(单位
为微米μm)的标注见下表,前需标注出相应的参数代号。
10.取样长度应标注在符号长边的横线下面,见图1。
图1
若按GB 10610—1989第6.1条中表1、表2的有关规定选用对应的取样长度时,在图样上可省略标注。
11.若需要标注表面粗糙度间距参数轮廓的单峰平均间距S值、轮廓微观不平
度的平均间距S m值或轮廓支承长度率tp时,应注在符号长边的横线下面,
数值写在相应代号的后面。
图
2a是轮廓微观不平度的平均间距S m上限值的标注示例。
图2b是轮廓支承长度率t p的标注示例,表示水平截距C在轮廓最大高度R y的50%位置上,支承长度率为70%,给出的t p为下限值。
图2c为S m最大值的标注示例。
图2d为t p最小值的标注示例。
图2
12.如该表面的粗糙度要求由指定的加工方法获得时,可用文字标注在符号长
边的横线上面,见图3。
图3
13.镀(涂)覆或其他表面处理的要求(表示方法或标记按GB/T 13911和GB
4054的规定)可以注写在符号长边的横线上面,也可以在技术要求中说明。
需要表示镀(涂)覆或其他表面处理后的表面粗糙度值时,其标注方法见图4a。
需要表示镀(涂)覆前的表面粗糙度值时,应另加说明,见图4b。
若同时要求表示镀(涂)覆前及镀(涂)覆后的表面粗糙度值时,标注方法如图4c。
图4
14.需要控制表面加工纹理方向时,可在符号的右边加注加工纹理方向符号,
见图5。
常见的加工纹理方向符号见下表。
图5
符号说明示意图
=
纹理平行于标注代号的视图的投影面
⊥
纹理垂直于标注代号的视图的投影面
×
纹理呈两相交
的方向
M纹理呈多方向C
纹理呈近似同
心圆
R
纹理呈近似放
射形
P
纹理无方向或
呈凸起的细粒状
注:若表中所列符号不能清楚地表明所要求的纹理方向,应在图样上用文字说明。
15.表面粗糙度符号、代号一般注在可见轮廓线、尺寸界线、引出线或它们的
延长线上。
符号的尖端必须从材料外指向表面,见图7、图8。
图7
图8
表面粗糙度代号中数字及符号的方向必须按图7、图8的规定标注。
带有横线的表面粗糙度符号应按图9、图10的规定标注。
图9
图10
在同一图样上,每一表面一般只标注一次符号、代号,并尽可能靠近有关的
尺寸线,见图7。
16.当地位狭小或不便标注时,符号、代号可以引出标注,如图11、图16。
图11
17.当零件所有表面具有相同的表面粗糙度要求时,其符号、代号可在图样的
右上角统一标注,见图12a或12b。
当用统一标注和简化标注的方法表达表面粗糙度要求时,其符号、代号和说明文字的高度均应是图形上其他表面所注代号和文字的1.4倍,见图7、图12、图13。
图12
图13
18.当零件的大部分表面具有相同的表面粗糙度要求时,对其中使用最多的一
种符号、代号可以统一注在图样的右上角,并加注“其余”两字,见图7,图11。
19.为了简化标注方法,或者标注位置受到限制时,可以标注简化代号,见图
13。
但必须在标题栏附近说明这些简化代号的意义。
也可采用省略的注
法,见图14、图15,但应在标题栏附近说明这些简化符号、代号的意义。
图14
图15
20.零件上连续表面及重复要素(孔、槽、齿……等)的表面(图16、17)和用细
实线连接不连续的同一表面(图11),其表面粗糙度符号、代号只标注一次。
图16
图17
21.同一表面上有不同的表面粗糙度要求时,须用细实线画出其分界线,并注
出相应的表面粗糙度代号和尺寸,见图18。
图18
22.中心孔的工作表面,键槽工作面,倒角、圆角的表面粗糙度代号,可以简
化标注,见图19。
图19
23.齿轮、渐开线花键、螺纹等工作表面没有画出齿(牙)形时,其表面粗糙度
代号可按图20~25的方式标注。
图20
图21
图22
图23
图24
图25
24.需要规定表面粗糙度测量截面的方向时,其标注方法见图26。
图26
25.需要将零件局部热处理或局部镀(涂)覆时,应用粗点划线画出其范围并标
注相应的尺寸,也可将其要求注写在表面粗糙度符号长边的横线上,见图
27、图28。
图27
图28
附录 A
符号的比例和尺寸
(参考件)
A1 符号的比例
A1.1表面粗糙度符号的比例见图A1。
图A1
尺寸d′、H1、H2见表A1。
A1.2加工纹理方向符号的比例见图A2。
图A2
尺寸d′、h见表A1。
A1.3表面粗糙度数值及其有关规定在符号中注写位置的比例见图A3。
图A3
尺寸d′、h、b见表A1。
A2 符号的尺寸
符号的尺寸见表A1。
表A1 mm
附录 B
标注示例
(补充件)
表B1
结合件的配合表面可按图标注表面粗糙度代号。
件1外圆柱面表面粗糙度为,件2内圆柱面表面粗糙度为
附录 C
表面波纹度标注示例
(参考件)
若需要标注表面波纹度轮廓的最大高度时,应注在表面粗糙度符号长边的横线下面,参数值写在参数代号后面,见图C1。
图C1
附加说明:
本标准由中华人民共和国机械工业部提出。
本标准由全国技术制图标准化技术委员会归口。
本标准由机械工业部机械标准化所、浙江大学、中国纺织大学负责起草。
本标准主要起草人尤绍权、倪宜平、强毅、杨东拜、汪恺。
(注:文件素材和资料部分来自网络,供参考。
请预览后才下载,期待你的好评与关注。
)。