双面型腔件的造型、工艺及编程毕业论文(设计)
毕业设计——型腔零件数控仿形加工
型腔零件数控仿形加工摘要本课题是在学习了加工中心之后,对一型腔类零件进行测量和研究。
通过查表得出此零件的公差精度和等级。
用UG-CAD软件建模并绘出工程图,分析零件的加工工艺。
通过对测量的实践,使得我对UG数控仿形和加工使用的越来越顺手。
通过测量实践,能更好的对型腔类零件进行研究。
最后运用UG/CAD软件建模、绘图,对工件进行工艺分析。
从实践过程中,把理论和测量相结合,使自己更能熟悉UG/CAD的使用,并且为以后的工作奠定基础。
关键词:材料选择,刀具选用,加工方案,工艺分析,UG造型与仿形加工目录引言 (1)一、型腔零件的尺寸精度设计 (2)(一)、零件特点 (2)(二)、材料的选择 (2)(三)、精度设计 (2)二、型腔零件的数控加工 (3)(一)、加工设备简介 (3)(二)、零件装夹方式的选择 (3)(三)、刀具的选择 (3)(四)、切削用量的确定及加工方法 (3)(五)、加工工序卡片 (3)三、UG造型与仿形加工 (4)(一)、UGCAD造型 (4)(二)、UGCAM仿形加工 (4)(三)、程序编制 (4)四、总结 (5)五、谢辞 (6)六、参考文献 (7)七、附录附录一:公差等级表 (8)附录二:程序段 (9)引言本文对如何选择合适的切削用量以及工件的定位装夹,加工的顺序,典型零件为例,与数控加工特点相结合,分别进行工艺方案的分析、机床选择、刀具加工路线的确定和数控程序的编制,最终形成可以指导生产的工艺文件。
在整个工艺过程设计的过程中,需要通过分析,确定最佳工艺方案,使零件的加工成本最低,合理使用定位夹紧的方式,使得零件的加工方便,定位精准,刚性好,合理选择刀具以及切削参数,使零件的加工在保证零件精度的情况下,加工效率最高,刀具消耗最低。
最终形成的工艺文件要完整,并且能指导实际生产。
一、型腔零件的尺寸精度设计(一)零件特点由于该零件的力学性能要求较高,所以选择45钢。
45钢既有较高的强度、硬度,又具有较好的塑性、韧性,价格便宜,加工难度简单并且能够保证零件的各方面要求。
毕业设计(论文)-基于UG下的型腔零件数控仿形加工【范本模板】
摘要:数控加工需要输入加工程序,当零件过于复杂时,程序会很多,手动输入程序会很繁杂,而用UG进行仿形加工,再自动生成程序,可减少不必要的时间浪费,也可以了解加工过程中的易错之处,而UG就提供一个数控加工模拟与仿真的平台.UG具有实体造型、曲面造型、工程图的生成和拆模等功能。
通过UG三维造型、仿形加工可以比手动绘图、手动编程来的简便、也可以提早发现问题、降低错误几率。
本论文主要利用UG软件对型腔零件进行了三维造型,同时制定了加工工艺路线,并进行了仿形加工。
关键词:UG CAD/CAM 车床加工数控工艺仿真加工AbstractNeed to enter the NC machining program, when the part is too complicated, the program will be a lot of manual input process will be very complicated, but with the Profiling of UG, then automatically generated procedures, reduce unnecessary waste of time,you can also understand the processplace in the error-prone, while the UG to provide a simulation of NC machining and simulation platform.UG has a solid modeling, surface modeling, engineering drawing generation and form removal and other functions.By UG dimensional modeling, profiling than manual drawing process can be manually programmed to the simple, early detection of problems can reduce the error probability.In this thesis, using UG software parts of a three—dimensional shape of the cavity, while establishing a processing line, and had Profiling.Keywords UG CAD/CAM turning NC craft clamp simulation of machining目录1 绪论.......。
毕业设计(论文)-基于UG下的型腔零件数控仿形加工

摘要:数控加工需要输入加工程序,当零件过于复杂时,程序会很多,手动输入程序会很繁杂,而用UG进行仿形加工,再自动生成程序,可减少不必要的时间浪费,也可以了解加工过程中的易错之处,而UG就提供一个数控加工模拟与仿真的平台。
UG具有实体造型、曲面造型、工程图的生成和拆模等功能。
通过UG三维造型、仿形加工可以比手动绘图、手动编程来的简便、也可以提早发现问题、降低错误几率。
本论文主要利用UG 软件对型腔零件进行了三维造型,同时制定了加工工艺路线,并进行了仿形加工。
关键词:UG CAD/CAM 车床加工数控工艺仿真加工AbstractNeed to enter the NC machining program, when the part is too complicated, the program will be a lot of manual input process will be very complicated, but with the Profiling of UG, then automatically generated procedures, reduce unnecessary waste of time, you can also understand the processplace in the error-prone, while the UG to provide a simulation of NC machining and simulation platform.UG has a solid modeling, surface modeling, engineering drawing generation and form removal and other functions.By UG dimensional modeling, profiling than manual drawing process can be manually programmed to the simple, early detection of problems can reduce the error probability.In this thesis, using UG software parts of a three-dimensional shape of the cavity, while establishing a processing line, and had Profiling.Keywords UG CAD/CAM turning NC craft clamp simulation of machining目录1 绪论 (1)2 数控加工技术与UG的简要介绍 (2)2.1数控加工技术的发展趋势 (2)2.1.1 继续向开放式、基于PC的第六代方向发展 (2)2.1.2 向高速化和高精度化发展 (2)2.1.3 向智能化方向发展 (2)2.2UG软件在行业中的应用 (3)2.2.1 CAD/CAM的发展...... (3)2.2.2 UG概念及优点........ .. (3)3 零件分析与毛坯选择及UG造型...................................... . (5)3.1零件分析 (5)3.1.1 读图和审图 (5)3.2毛坯、余量分析 (6)3.2.1 毛坯形状和尺寸的选择 (6)3.2.2 加工余量的选择 (7)3.3 UG造型................................................... . (11)3.3.1 实体造型 (11)4 加工准备及工艺路线选择 (22)4.1基准的选择 (22)4.1.1 定位基准的选择 (22)4.2工艺装备的选择 (22)4.2.1 夹具的选择 (2226)4.2.2 刀具选择 (22)4.3 确定进给路线(加工方法) (23)4.4 切削用量 (23)4.4.1 切削参数对机械加工的影响.... .. (24)4.5 加工工序卡片 (24)5 UG造型与仿形加工............. .. (26)5.1加工并生成程序 (26)5.1.1 工艺参数设定 (26)5.1.2 零件的加工过程 (28)5.1.3 生成部分程序 (36)结论 (38)致谢 (39)参考文献 (40)图1 工程图A4图纸.................................. (41)表1 数控加工工序卡片............................. .. (42)1 绪论数控技术是用数字信息对机床运动和工作过程进行控制的技术,它是集传统的机械制造技术、计算机技术、现代控制技术、传感检测技术、网络通信技术和光机电技术等于一体的现代制造业的基础技术,具有高精度、高效率、柔性自动化等特点,对制造业实现柔性自动化、集成化和智能化起着举足轻重的作用。
型腔类零件的加工工艺分析及编程
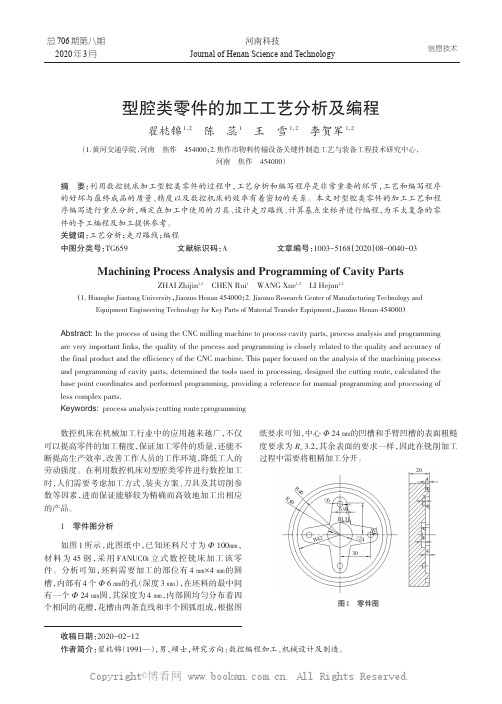
纸要求可知,中心 Φ 24 ㎜的凹槽和手臂凹槽的表面粗糙
度要求为 Ra 3.2,其余表面的要求一样,因此在铣削加工 过程中需要将粗精加工分开。
R46 R50
∅6 6.91
20 4
3
10.31
R7
R42
∅244Βιβλιοθήκη 304图 1 零件图
收稿日期:2020-02-12 作者简介:翟梽锦(1991—),男,硕士,研究方向:数控编程加工、机械设计及制造。
1 零件图分析
如图 1 所示,此图纸中,已知坯料尺寸为 Φ 100㎜, 材 料 为 45 钢 ,采 用 FANUC0i 立 式 数 控 铣 床 加 工 该 零 件。分析可知,坯料需要加工的部位有 4 ㎜×4 ㎜的圆 槽,内部有 4 个 Φ 6 ㎜的孔(深度 3 ㎜),在坯料的最中间 有一个 Φ 24 ㎜圆,其深度为 4 ㎜,内部圆均匀分布着四 个相同的花槽,花槽由两条直线和半个圆弧组成,根据图
摘 要:利用数控铣床加工型腔类零件的过程中,工艺分析和编写程序是非常重要的环节,工艺和编写程序
的好坏与最终成品的质量、精度以及数控机床的效率有着密切的关系。本文对型腔类零件的加工工艺和程
序编写进行重点分析,确定在加工中使用的刀具、设计走刀路线、计算基点坐标并进行编程,为不太复杂的零
件的手工编程及加工提供参考。
关键词:工艺分析;走刀路线;编程
中图分类号:TG659
文献标识码:A
文章编号:1003-5168(2020)08-0040-03
Machining Process Analysis and Programming of Cavity Parts
ZHAI Zhijin1,2 CHEN Rui1 WANG Xue1,2 LI Hejun1,2
模具设计与制造专业毕业论文

毕业设计(论文)机械与电气工程学院系(院)模具设计与制造专业南昌工程学院毕业设计(论文)任务书一、毕业设计(论文)题目:薄圆盘塑件注塑模具设计二、毕业设计(论文)使用的原始资料(数据)及设计技术要求:说明:生产批量:中批量生产塑料的精度等级:低精度。
三、毕业设计(论文)工作内容及完成时间:第1-2周查阅相关文献资料,并完成制件造型与工艺分析;第3-4周进行成型零件、分型面、浇注系统等的设计;第5-6周进行结构零件设计;第7周绘制成型零件图(A3)与装配图(A1);第8周撰写毕业设计论文四、主要参考资料:1. 塑料成型工艺及模具设计2. 塑料模具设计手册3.机械设计手册4.机械制图机械与电气工程系 09模具专业 1 班学生:丁勇日期:自 2011 年 4 月 16 日至 2011 年 6 月 8 日指导教师:刘国亮助理指导教师(并指出所负责的部分):教研室:材料工程教研室主任:尹懿摘要本文设计课题为薄圆盘塑料模,考虑到产品的大小,还有中批量生产,产品流动性好,本人做了一模两件,简化型细水口进胶,产品底部倒扣采用斜导柱侧抽芯机构,里面三个倒扣,采用三个大斜顶; S型流道,在注射时比直流道流速慢,便于排气,减少冷料避免气痕,流痕等现象,模具结构简单,加工成本并不是很高,且较好打火花,不易集炭,容易注塑。
关键词:倒扣 S型流道斜导柱AbstractThe design issues for thin disc plastic mold, taking into account the product size, and mass production, products of good fluidity, I do mold two, simplified type fine water into the plastic, bottom upside down with inclined guide pillar side core-pulling mechanism, inside three inverted buckle, with three large sloping roof; S flow in injection than DC velocity is slow, easy to exhaust, reduces the cold material to avoid gas marks, flow marks and other phenomena of mold structure is simple, the processing cost is not very high, and can play the spark, is not easy to set carbon, easy molding.Keyword:back off S runner cell guide目录毕业设计(论文)任务书 (I)摘要 (III)Abstract (IV)目录 (V)第一章绪论 (1)1.1 课题的来源、目的、意义 (1)1.2 课题的主要内容和工作方法 (1)1.3 解决的重点问题与创新 (2)第二章产品的设计与制作 (4)2.1 拟定模具的结构形式 (4)2. 2 塑件的原材料分析 (4)2. 3 计算塑件的体积和质量 (6)2. 4 成型设备的选择 (7)2. 5 塑件注塑工艺参数的确定 (8)2. 6 分型面的选择 (9)第三章浇注系统的设计及排气系统设计 (11)3.1 主流道设计 (11)3.2 分流道设计 (12)3.3 浇口设计 (12)3.4 主流道衬套的选取 (12)3.5 定位环设计 (12)3.6 排气系统设计 (13)第四章成型零件的设计 (14)4.1 凹模的结构设计 (14)4.2 凸模的结构设计 (15)4.3 模具设计相关尺寸的计算 (16)第六章调温系统的设计 (20)第七章注射机的相关参数的校核 (21)附录 (22)结论 (25)参考文献 (27)致谢 (28)第一章绪论1.1 课题的来源、目的、意义近年来,我国塑料模具业发展相当快,目前,塑料模具在整个模具行业中约占30%左右。
型腔类零件设计及加工工艺分析-毕业设计-5
2.6 刀具选择针对在该毕业设计中所加工的零件3,应根据各加工步骤的加工内容来选取刀具,要使刀具的尺寸与被加工工件的表面尺寸和形状相适应。
平面零件周边轮廓的加工,常采用立铣刀,铣削平面如R47.5的底部大平面时,应选硬质合金刀片面铣刀;加工凸台(零件3中的台阶面)、尺寸跨度为10mm的环形凹槽时,选高速直柄键槽铣刀较为合适,对一些主体型面和斜角轮廓形的加工,常采用球头铣刀、环形铣刀。
在零件3中部涉及曲面加工,只有局部倒圆角结构,倒圆角半径为R0.5,对此,选用环形铣刀进行一步加工后再使用R0.5的球头刀进行精铣即可。
下面对零件3各加工部位的刀具选择如下:1、粗加工底部R47.5mm表面,选择直径20mm端面立铣刀,刀具材料硬质合金;2、精加工底部R47.5mm表面,选择直径16mm端面立铣刀,刀具材料硬质合金;3、粗铣削10mm环形槽,选择直径6mm直柄键槽铣刀,刀具材料高速钢;4、精铣削10mm环形槽,选择直径6mm直柄键槽铣刀,刀具材料高速钢;5、粗加工边缘倒角,选择45O可转位车刀,刀具材料硬质合金;6、精加工边缘倒角,选择45O可转位车刀,刀具材料硬质合金;将零件3倒置加工另一面7、粗加工上部台阶面,选择D6R1的环形铣刀,刀具材料高速钢;8、精加工上部台阶面,选择D6R1的环形铣刀,刀具材料高速钢;9、粗加工切除两对称平面,选择直径为10mm的方肩铣刀,刀具材料高速钢;10、精加工切除两对称平面,选择直径为10mm的方肩铣刀,刀具材料高速钢;11、粗加工边缘倒角,选择45O可转位车刀,刀具材料硬质合金;12、精加工边缘倒角,选择45O可转位车刀,刀具材料硬质合金;13、精加工中部棱角处R0.5倒圆角,选择R0.5mm的球头铣刀,刀具材料高速钢;14、粗加工中心R22.5贯通孔,选择直径为16mm钻头,刀具材料硬质合金;15、半精加工中心R22.5贯通孔,选择直径为12mm的直柄立铣刀,刀具材料高速钢;16、精加工中心R22.5贯通孔,选择直径为12mm的直柄立铣刀,刀具材料高速钢。
双面凸模类零件的数控加工方案设计与实现

(b)8面
2 加 工 方 案设 计
所 以 ,先 加 lT二A ¨1『,精 加 工 过 的 118 rI)fD_方 向 的 2个侧 【 可 直 接 作 为翻 转 加 T B面 的 装夹 基准 。
件 毛 J 寸 为 1 20 rnFn× 1 00 rllnl× 3()mm,材 料 为 Crl 2。单 边 余 量 为 1 13"1I12。 普 通 数 控 加 r T 同 样 适 Hj于 该 零 件 』J【1 T ,除 此 之 外 ,还 有 以 卜』儿1 T 方 案 的 设 汁 难点 。
1 双 面 凸模 零 件 分 析
图 1所 示 为 双 面 凸 模 类 零 件 ,最 大 轮 廓 尺 寸 为 118 mm ×98 mm×28 mm ,材 料 为 Crl2。 A 面 和 B面 均 为 凸 模 类 几 何 形 状 ,A 面 的 尺 寸 与 B面 的尺 寸 有 对 称 度 要 求 ,A 面 还 与 B 面 有 平 行 度 要 求 。 图形 最 小 凹 角 为 R8 mm,最 小 圆 孑L为≯10 mm,单 面 尺 寸 公 差 为 0.04 mlTl。该 零
0 引 言
所 示 的双 面 凸模 类 零 件 为 例 ,研 究 双 面 加 工 的 装 夹 、定 位 及 数控 程 序设 计 等技 术 问 题 。
日常 模 具 制 造 企 业 会 有 大 量 双 面 凸 模 类 零 件 需 要 数 控 加 工 。 如 图 1所 示 ,从 坯 料 到 加 工 成 形 ,需 加 工 周 边 侧 面 及 A 面 和 B面 的 凸 模 形 状 。相 对 于 常 规 加 工 ,A 面 与 B面互 为 正 反 面 , 在 3轴 加 工 中 ,需 要 完 成 A 面 加 工 后 ,二 次 装 夹 ,再 完成 B面 的加 工 。 由于 进 行 了 2次 装 夹 , 因 此 ,正 反 面 的 对 称 度 、平 行 度 和 总 高 度 的 保 证 ,成 为提 高加 工 质 量 的核 心 问题 。本 文 以 图 l
型腔类零件的设计及其加工研究-机械设计制造及其自动化毕业论文.doc

xxxxxxx 大学毕业论文(设计)论文题目型腔类零件的设计及其加工研究姓名xxx 学号xxxxxx院系工学院专业机械设计制造及其自动化指导老师xxx 职称xxxxx中国·xxx二0一五年五月目次1 引言 (3)1.1 型腔类零件的传统加工方法 (3)1.2 本文的主要研究内容 (3)2 型腔零件的三维建模 (4)2.1 零件的设计 (4)2.2 基于UG NX 8.5的建模 (4)3 工艺分析 (7)3.1 整体型腔的粗加工 (8)3.2 型腔各个区域的半精加工 (9)3.3 型腔的精加工 (9)3.4 型腔里的点位孔加工 (9)4 工艺规划 (9)5 仿真加工 (10)5.1 加工准备 (10)5.2 粗加工阶段 (14)5.3 精加工阶段 (18)5.4 点位孔加工 (21)6 后处理 (27)7 对加工时间的设置研究 (28)结论 (31)致谢 (32)参考文献 (32)附录A:型腔的零件图 (34)型腔类零件的设计及其加工研究作者:xxxx 指导老师:xxx(xxxx大学工学院11级机械设计制造及其自动化xxx 230036)摘要:基于UG NX 8.5的型腔类零件设计与加工的研究,本文主要论述了在使用UG NX 8.5的建模和加工模块下对零件的三维辅助设计和三维辅助制造。
实现了对型腔类零件的数控仿真加工,再利用后处理生成的数控加工代码,在经过少量修改后可输入数控机床进行零件的相应加工。
从而减少了手工编程的时间,有效的提高了生产效率。
在对零件模拟加工时,能及时观察出操作上的问题并及时解决,避免了在实际加工生产时出现错误。
关键字:型腔 UG NX 8.5 数控加工数控仿真刀轨路径1 引言在数控技术普遍普及应用的今天,日益增多的复杂零件和高精度、高效的加工对数控技术提出了越来越高的要求,所以本文的主要目的是基于UG NX 8.5的建模模块和仿真加工模块来进行模拟型腔类零件的数控加工过程,再将最后的后处理文件(数控加工代码)导出,经过少量的修改后可以直接输入到数控机床上对该零件进行加工。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
常州信息职业技术学院学生毕业设计(论文)报告系别:机电工程学院专业:数控技术班号:数控104 学生姓名:学生学号:设计(论文)题目:双面型腔件的造型、工艺及编程指导教师:设计地点:常州信息职业技术学院起迄日期:毕业设计(论文)任务书专业数控技术班级数控104 姓名一、课题名称:双面型腔件的造型、工艺及编程二、主要技术指标:1.材料为45#钢2.尺寸精度在IT7~13之间3.位置精度是要保证ø20、ø30与基准B的同轴度,凸台底面与基准A的平行度。
三、工作内容和要求:1.双面型腔件的零件图(2~3张)2.工艺卡、工序卡、刀具卡各一份3.设计说明书一份4.三相交流电(220~380V)5.小批量生产四、主要参考文献:1.《机械加工工艺手册》北京出版社,2003.12.《数控加工工艺学》化学工业出版社, 2005.33.《切削用量简明手册》电子工业出版社,2001.14.《现代机床设备》化学工业出版社,2009.35.《工程材料及热成型工艺》高等教育出版社,2006.66. 《机械加工技术》西安电子科技大学出版社,2006.17. 《机械加工余量手册》国防工业出版社,1999.118. 《切削加工简明实用手册》化学工业出版社,2009,109. 《UG三维造型与数控加工编程》辽宁科学技术出版社,2009,410.《金属机械加工工艺人员手册》上海科技出版社,1996.6学生(签名)年月日指导教师(签名)年月日教研室主任(签名)年月日系主任(签名)年月日毕业设计(论文)开题报告双面型腔件的造型、工艺及编程目录摘要 (1)引言 (1)1 双面型腔件分析与加工工艺规程 (2)1.1 计算零件的生产纲领、确定生产类型 (2)1.2 双面型腔件的工艺分析 (4)1.2.1 零件图分析 (4)1.2.2数控加工内容的选择 (5)1.2.3 零件结构的工艺性 (5)1.2.4 重要部位加工精度分析 (5)1.3 零件材料与毛坯 (6)1.3.1 零件材料的选择 (6)1.3.2 毛坯种类的确定 (6)1.4 定位基准的选择 (6)2.双面型腔件加工工艺处理 (7)2.1 数控加工工艺路线的设计 (7)2.1.1 工序顺序的安排 (7)2.1.2 加工方法的选择 (7)2.2 工件的安装及夹具的选择 (8)2.3 刀具材料与量具的选择 (9)2.4加工余量 (9)2.4.1 粗铣基准A (10)2.4.2 粗铣圆台 (12)2.4.3 钻2-ø10通孔 (14)2.5 切削液 (15)3.工艺规程编制 (16)3.1过程卡片 (16)4零件的数控加工编程 (20)4.1 UG三维造型 (20)4.2编制数控加工程序 (23)4.3 实体加工 (26)4.4后处理程序 (26)总结 (27)参考文献 (27)致谢 (27)双面型腔件的造型、工艺及编程摘要本次毕业设计通过利用AutoCAD软件、UG软件、机械设计相关资料和所学的专业知识等对双面型腔件进行二维图绘制、三维造型、工艺分析与制定及数控加工编程,再利用XK5032对其进行加工以检验工艺制定的合理性。
结果达到了预计的效果,即使用XK5032可完成对双面型腔件的加工,且工艺制定也比较合理。
这次的目的在于熟练掌握学过的绘图软件、专业知识以及了解XK5032的性能。
关键词: AutoCAD软件、UG软件、工艺设计、造型、编程、加工、精度引言数字控制机床(Numerical Control Machine Tools)简称数控机床,这是一种将数字计算技术应用于机床的控制技术。
它把机械加工过程中的各种控制信息用代码化的数字表示,通过信息载体输入数控装置。
经运算处理由数控装置发出各种控制信号,控制机床的动作,按图纸要求的形状和尺寸,自动地将零件加工出来。
数控机床较好地解决了复杂、精密、小批量、多品种的零件加工问题,是一种柔性的、高效能的自动化机床,代表了现代机床控制技术的发展方向,是一种典型的机电一体化产品。
目前数控机床正在高速发展,它对制造业实现柔性自动化、集成化、智能化起着举足轻重的作用。
数控机床按着种类可分为:数控车床、数控铣床、数控钻床、数控磨床等,本次毕业设计工作的主要研究对象是数控铣床,因为铣床的应用十分广泛,在铣床上可以加工平面、沟槽、分齿零件、螺旋形表面及各种成形和非成形曲面。
为了更好地了解和熟练掌握数控铣床的性能,我选择的课题是双面型腔件的造型、工艺及编程。
之所以选择这双面型腔这个零件是因为其结构复杂,精度和表面粗糙度要求很高,对重新学习和掌握相关知识有很大的帮助。
而本次毕业设计的重点是对双面型腔件的工艺性分析及制定,主要内容包括读图和审图、基准的制定、加工路线的划分以及机床、刀具、夹具、量具、切削参数的选择,这些是保证能否加工出合格产品的重要指标。
所以选择这个课题的意义在于:一是熟练掌握AutoCAD软件、UG软件的操作方法,二是加强专业理论知识的学习,三是把所学的知识系统地联系起来,培养综合运用能力。
1 双面型腔件分析与加工工艺规程机械加工工艺规程是规定零件机械加工工艺过程和方法的工艺文件之一,一般包括以下内容:工件加工的工艺路线、各工序的具体内容及所用的设备和工艺装备、切削用量和时间规定等。
1.1 计算零件的生产纲领、确定生产类型各种机械产品的结构、技术要求等差异很大,但它们的制造工艺存在着很多共同的特征。
这些共同的特征取决于工厂的生产类型,而工厂的生产类型又有工厂的生产纲领决定。
一、计算生产纲领生产纲领是指工厂在计划期内应当生产的产品产量和进度计划。
计划期通常定为一年,所以生产纲领也称为年产量。
零件的生产纲领还包括一定的备品和废品的数量,可按下式计算:N=Qn(1+a)(1+b)式中 N——零件的年产量(件/年);Q——产品的年产量(台/年);n——每台产品中,该零件的数量(件/台);a——备品的百分率;b——废品的百分率。
本双面型腔件产品年产量400台,每台生产1 件,备品率10%,机械加工废品率大约2%,由以上可计算出零件的生产纲领为:N=Qn(1+a)(1+b+=400×1×(1+10%)(1+2%)=448件/年二、确定生产类型生产类型是指工厂(或车间、工段、班组、工作地)生产专业化程度的分类。
一般分为单件生产、大量生产、成批生产三种类型。
表2.1是不同类型的产品生产类型与生产纲领的关系。
表2.1 生产纲领与生产类型的关系生产类型零件的年生产纲领/件重型零件(>100kg)中型零件(10~100kg)轻型零件(<10kg)单件生产<5 <10 <100小批生产5~100 10~200 100~500中批生产100~300 200~500 500~5000大批生产300~1000 500~5000 5000~50000大量生产>1000 >5000 >50000该零件的年产量为448件,其质量为2.64kg,根据表3.1,可以确定其生产类型为小批生产。
图1.1 双面型腔件的平面图1.2 双面型腔件的工艺分析在数控铣削加上中,对零件图的工艺分析的主要包括零件图样分析、结构工艺性分析、选择数控铣削的加工内容、零件毛坯的工艺性分析和加工方案分析。
目的在于,一是审查零件的结构形状及尺寸精度、相互位置精度、表面粗糙度、材料及热处理等的技术要求是否合理,是否便于加工;二是通过工艺分析,对零件的工艺要求有进一步的了解,以便制订出合理的工艺规程。
1.2.1 零件图分析双面型腔件的平面图如图2.1所示,在图中我们可以看到:(1) 该零件图表达完整、清晰,尺寸、公差、表面粗糙度及有关技术要求齐全、明确。
(2) 该零件4-ø8.5圆孔和30x50型腔表面粗糙度为Ra6.3um,ø30、ø20、凸台、上表面和底面表面粗糙度为Ra1.6um,其余为Ra3.2um。
参数合理,利于加工。
(3) 该零件的定位基准为底面,必须先满足该面的精度。
(4) 该零件选用的材料为45钢,价格低廉,切削性能好,能够保证零件件的各方面要求。
零件的技术要求有未注尺寸公差为IT13。
加工要素有平面、凸台、型腔和孔类加工。
主要加上内容包括上下平面、凸台、内外型腔及孔类加工。
1.2.2数控加工内容的选择一般对于数控机床要加工的零件,并非其全部加工内容都采用数控加工,对于双面型腔件零件来说,加工内容主要是平面、凸台、型腔和孔类等的加工,如果采用普通机床,像型腔、凸台等难加工且质量难以保证,如果采用普通基础加工效率很低,工人手工操作劳动强度大。
现在有数控机床加工的能力,故其加工内容将全部采用数控机床加工。
1.2.3 零件结构的工艺性零件的结构工艺性是指所设计的零件在满足使用要求的前提下制造的可行性和经济性。
良好的结构工艺性,可以使零件加工容易,节省工时和材料。
因此,零件各加工部位的结构工艺性应符合数控加工的特点。
双面型腔件各部位的结构工艺性基本上符合数控加工的特点例如:使用Ø12mm立铣刀能加工六个面、凸台、Ø20内圆;30x50型腔圆角半径为10、腔底圆角半径为5。
所以该零件的加工的各工艺性能良好,耗工不大。
1.2.4 重要部位加工精度分析该零件结构虽然看似复杂,但是却易于加工。
根据图纸上的标注,该零件的尺寸精度(尺寸精度:限制加工表面与其基准间的尺寸误差不超过一定的范围)在IT7~13之间;位置精度(位置精度:限制加工表面与其基准间的相互位置误差,如平行度、垂直度、同轴度、位置度等)是要保证ø20、ø30与基准B的同轴度,凸台底面与基准A的平行度。
1.3 零件材料与毛坯1.3.1 零件材料的选择材料选择首先应符合使用性能,既保证零件能安全、有效地正常工作,并满足使用寿命要求。
使用性能是指零件在使用状态下应具备的力学性能、化学性能、物理性能等。
在选材时应根据零件的工作条件,确定主要性能,兼顾其他性能要求;其次工艺性能要好;最后要考虑经济性。
总体来看,该零件的力学性能要求较高,所以选择在机械制造行业中应用最广泛的45钢作为双面型腔件的加工材料。
45钢属于中碳钢,是优质碳素钢的一种,它既能满足零件的使用性能和工艺性能,而且经济性也符合要求。
1.3.2 毛坯种类的确定毛坯种类的确定应考虑零件的形状、尺寸、性能、批量及经济性等。
毛坯的种类很多,通常有铸件、锻件、型材、焊接件四种。
金属锻压能改善金属内部组织,提高金属的力学性能。
而自由锻所用工具简单,通用性好,成本低,结合双面型腔件这一零件形状简单,属于小批量生产故采用自由锻件。
1.4 定位基准的选择在加工的第一道工序中,只能用毛坯上未加工过的表面作为定位基准,称为粗基准。