一种电机机座同轴度测量工装
同轴度检测仪器测量步骤
同轴度检测仪器测量步骤嘿,咱今儿个就来讲讲同轴度检测仪器的测量步骤,这可真是个有意思的事儿呢!你看啊,这同轴度检测仪器就像是个超级侦探,能把那些隐藏的秘密都给挖出来。
那咱就开始这场探秘之旅吧!首先呢,得把要检测的物件给准备好,就像要让侦探去调查案件,得先把相关的人和东西都摆到面前一样。
这物件得放得稳稳当当的,可不能摇摇晃晃,不然“侦探”怎么能好好工作呢。
接下来,就是调整仪器啦!这就好比给侦探配上最厉害的装备,让它能发挥出最大的本事。
把那些旋钮啊、按钮啊,都调到最合适的位置,让仪器能精确地捕捉到每一个细节。
然后呢,就开始测量啦!仪器的探头就像侦探的敏锐眼睛,在物件上这儿瞅瞅那儿看看,不放过任何一个细微的偏差。
这时候啊,你可得有点耐心,别着急,让仪器慢慢地去探索。
在测量的过程中,你还得时刻留意着仪器显示的数据,这可都是重要的线索呢!就像侦探在分析案件的蛛丝马迹一样,咱得仔细琢磨这些数据,看看是不是有啥不对劲的地方。
要是发现数据不太对劲,那可别急着下结论哦!得再反复测量几次,确定是不是真的有问题。
这就跟侦探办案一样,不能因为一点小线索就匆忙下结论,得反复核实才行。
等测量完了,就得好好分析分析结果啦!看看这物件的同轴度到底咋样,是不是符合要求。
要是不符合,那咱就得想办法改进啦,就像侦探找到了问题就得想办法解决一样。
你说这同轴度检测仪器是不是很神奇呀?它能帮我们把那些看不见的问题都给找出来,让我们的工作更精确、更可靠。
所以啊,大家可别小瞧了这测量步骤,每一步都很重要呢!就像盖房子,少了哪一块砖都不行。
咱得认真对待,才能让这个“超级侦探”发挥出最大的作用,为我们的工作保驾护航呀!怎么样,现在你对同轴度检测仪器的测量步骤是不是更清楚啦?哈哈!。
用三坐标测量机正确测量同轴度误差
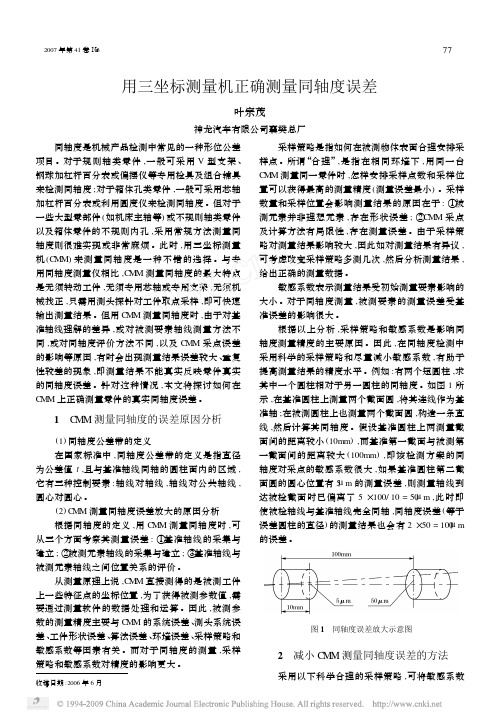
收稿日期:2006年6月用三坐标测量机正确测量同轴度误差叶宗茂神龙汽车有限公司襄樊总厂 同轴度是机械产品检测中常见的一种形位公差项目。
对于规则轴类零件,一般可采用V型支架、钢球加杠杆百分表或偏摆仪等专用检具及组合辅具来检测同轴度;对于箱体孔类零件,一般可采用芯轴加杠杆百分表或利用圆度仪来检测同轴度。
但对于一些大型零部件(如机床主轴等)或不规则轴类零件以及箱体零件的不规则内孔,采用常规方法测量同轴度则很难实现或非常麻烦。
此时,用三坐标测量机(C M M)来测量同轴度是一种不错的选择。
与专用同轴度测量仪相比,C M M测量同轴度的最大特点是无须转动工件,无须专用芯轴或专用支架,无须机械找正,只需用测头探针对工件取点采样,即可快速输出测量结果。
但用C M M测量同轴度时,由于对基准轴线理解的差异,或对被测要素轴线测量方法不同,或对同轴度评价方法不同,以及C M M采点误差的影响等原因,有时会出现测量结果误差较大、重复性较差的现象,即测量结果不能真实反映零件真实的同轴度误差。
针对这种情况,本文将探讨如何在C M M上正确测量零件的真实同轴度误差。
1 C M M测量同轴度的误差原因分析(1)同轴度公差带的定义在国家标准中,同轴度公差带的定义是指直径为公差值t,且与基准轴线同轴的圆柱面内的区域,它有三种控制要素:轴线对轴线,轴线对公共轴线,圆心对圆心。
(2)C M M测量同轴度误差放大的原因分析根据同轴度的定义,用C M M测量同轴度时,可从三个方面考察其测量误差:①基准轴线的采集与建立;②被测元素轴线的采集与建立;③基准轴线与被测元素轴线之间位置关系的评价。
从测量原理上说,C M M直接测得的是被测工件上一些特征点的坐标位置,为了获得被测参数值,需要通过测量软件的数据处理和运算。
因此,被测参数的测量精度主要与C M M的系统误差、测头系统误差、工件形状误差、算法误差、环境误差、采样策略和敏感系数等因素有关。
附图一、电机座、轴承座与丝杠螺母座的同轴度检测示意图
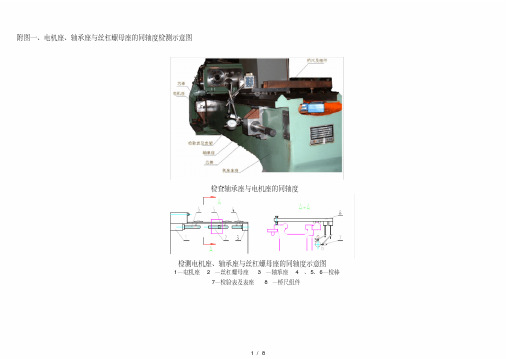
检查轴承座与电机座的同轴度 检测电机座、轴承座与丝杠螺母座的同轴度示意图
1—电机座 2 —丝杠螺母座 3 —轴承座 4 、 5、 6—检棒 7—检验表及表座 8 —桥尺组件 1/ 8
附录 2: Z 轴装配工艺流程卡
编制
校核 底图号 装订号
武汉华中数控 ห้องสมุดไป่ตู้份有限公司
部件装配工艺流程卡
产品型号 产品名称
序号
装配内容及技术要求
6、
7、
8、
9、
10、 11、 12、
D、用 50×50×300 木方抵住溜板箱 51011 与电机座 10040,旋转滚珠丝杠 副,将已安装在丝杠副上的组件拉入电机座, 或脱开丝杠螺母与溜板箱的连 接,用配套的铝套将已装在丝杠副上的组件敲入电机座 E、将 10027 组件、 10029 组件依次固定在 10040 上。 装配轴承支架 10033 组件 将 10033 支架套在滚珠丝杠副上, 将其固定在床身相应位置, 用铝套将轴承 106 安装到位,固定 10037。注:轴承内涂润滑脂为滚道的 1/3 ,并做好防 尘. Z 轴滚珠丝杆安装 A、将溜板箱移至电机座端,松开滚珠丝杆螺母螺钉,转动滚珠丝杆后,再 拧紧其与溜板箱连接螺钉。 B、左右移动溜板箱,要求溜板箱在滚珠丝杠全行程上移动松紧劲一致 滚珠丝杠副轴向窜动及径向跳动调整 A、完成上述工作后在床身上架千分杠杆表, 在丝杆副中心孔内用黄油粘一¢ 6 钢球,用千分表表头接触其轴向顶面进行检测 ( 丝杠副与电机连接端 ) ,通 过调整锁紧螺钉的预紧力来达到要求,轴窜不大于 0.008mm。 B、在相应位置检测丝杆径向跳动,径跳不大于 0.012mm。 伺服电机的安装 , 附图五 在上述工作合格,且伺服电机单独在机床外运行合格后按图依次装入联轴 器、伺服电机, 旋转滚珠丝杠副,依次先后固定伺服电机与联轴器,确保所 有连接有效 按装配示意图装入此轴滚珠丝杠副防护板等其它零件 机床防护门、尾座等其它零件的安装 机床运动精度检测完毕后装入机床主轴卡盘
同轴度测量方法

同轴度测量方法在工程领域中,同轴度是指一个物体或构件的各部分的几何中心轴线是否处于同一条直线上。
同轴度测量是一种用来评估构件几何质量的方法,可以用于检查机械装置、电子设备、汽车零部件等各种制造过程中的误差。
同轴度测量的目的是为了确保构件在运转时能够正常工作,减少摩擦和磨损,提高产品的性能和寿命。
下面将介绍几种常见的同轴度测量方法。
1. 直线投影法直线投影法是一种简单而常用的同轴度测量方法。
它通过将被测量的构件与一条已知的轴线对准,并通过测量两者之间的距离差来确定同轴度。
该方法适用于较短的构件,如螺纹轴和轴套等。
首先,将测量装置与已知的轴线对齐,并将其固定。
然后,将被测构件放在测量装置上,并调整其位置,使其与已知轴线保持平行。
最后,使用测量工具,如卡尺或游标卡尺,测量被测构件与已知轴线之间的距离差。
2. 视觉检测法视觉检测法是一种非接触式的同轴度测量方法,适用于较长或较大的构件。
它利用光学显微镜或摄像机来观察构件表面的特征,并通过图像处理算法来测量同轴度。
在进行视觉检测之前,需要事先标记出构件表面上的一些特征点或标记点。
然后,将光学显微镜或摄像机对准这些标记点,并通过图像处理软件来计算它们之间的距离和角度差。
最后,根据这些测量结果,可以确定构件的同轴度。
3. 激光测量法激光测量法是一种高精度的同轴度测量方法,广泛应用于制造业和科学研究领域。
它利用激光测距仪或激光干涉仪来测量构件表面的形状和位置差异,从而确定同轴度。
激光测量法的原理是通过激光束照射到被测构件上,并接收反射光信号或干涉光信号来测量构件的表面形状。
通过分析激光反射或干涉的图案,可以确定构件的中心轴线位置和形状误差,进而计算同轴度的数值。
除了上述介绍的方法外,还有其他一些同轴度测量方法,如旋转法、坐标测量法等,它们适用于不同的测量对象和测量需求。
在实际应用中,需要根据具体情况选择合适的测量方法,并根据标准要求来评估构件的同轴度。
同时,为了提高测量的准确度和重复性,还应注意测量设备的校准和使用技巧。
机床同轴度检测方法

机床同轴度检测方法我折腾了好久机床同轴度检测方法,总算找到点门道。
说实话,机床这玩意儿的同轴度检测,我一开始也是瞎摸索。
我之前试过用百分表来检测,就把百分表固定在一个地方,让它的测量头去接触机床的轴或者孔之类的。
你得慢慢转动机床的那些部件,然后看着百分表的指针跳动情况。
就好比你看一个特别敏感的心跳检测仪一样,指针稍微一动,就说明有点偏差。
但是这里面也有很多要注意的地方。
比如说,固定百分表的时候一定要特别稳,我有一次就因为没固定好,导致测出来的数据那叫一个乱,根本没法用。
还有转动的速度也得均匀,我就像个新手开车,一开始控制不好,快一下慢一下的,这也影响测量。
后来我又听说激光干涉仪也能检测同轴度。
我就找机会试了试。
这个设备啊,感觉就像是用超级精准的光线去给机床做体检。
但是用这个仪器的时候呢,操作那可是相当复杂。
那些设置参数啊,就像一团乱麻,我得一点点去捋清楚。
开始的时候,我老是设置错参数,就好比你炒菜的时候,盐和糖放反了,那结果肯定不对。
而且设备还特别精贵,稍微操作不好可能就会造成损坏,我当时心里可紧张了。
还有一种方法,就是用芯棒来检测同轴线。
这芯棒就像是一个裁判,放到机床的孔里面,如果它能很顺畅很合适地呆在里面,那同轴度可能就比较好。
但是呢,芯棒这个东西,它自己的精度得非常高才行。
我当时就犯傻了,用了一个精度不太够的芯棒,结果测出来的数也是不靠谱的。
总的来说,不管用哪种方法,操作的时候得小心仔细,而且要多测几次,因为可能一次测有个小差错就会影响结果。
尤其是像我这种不是特别专业的,只能靠多尝试来让结果更准确。
反正我现在觉得,在检测的时候一定要有耐心,就像钓鱼的时候一样,心急可钓不上大鱼,机床同轴度检测也急不得。
还得不断总结经验,对每个方法都要熟悉它的优缺点,根据实际情况来选择最适合的检测方法。
大型内燃机机座孔系同轴度的简易测量法

3生产一线大型内燃机机座孔系同轴度的简易测量法文⊙马德华(胜利油田集兴石化安装有限公司兴源经贸中心)摘要:大型内燃机机座孔系的孔径较大,相邻两孔的距离较远。
如果使用三坐标测量仪进行测量,精度较高,但投资规模较大。
本文通过1401型平面度检查仪及过桥板工装的使用,辅以相应的公式进行计算,补偿适当的误差值,以完成对大型内燃机机座孔系的同轴度测量。
关键词:孔系;过桥板;平面度检查仪;同轴度一、概要我厂在生产油田钻井用12V190型柴油机过程中,通过使用平面度检查仪测量机座孔系的同轴度误差,有效降低了设备的投资规模,同时保证了机座孔系的同轴度误差在可控范围内正常生产。
二、基本原理用平面度检查仪测量时,对相邻各孔逐段测量,分别测量水平方向和垂直方向的实际各段的斜率变化。
仪器主体固定在被测件外,而将检查仪的反射镜安装在跨距适当的过桥板上,然后在机座被测量长度上依次移动过桥板,读取反射镜倾角变化的数值,再经过数据处理,可以得到机座孔系的同轴度误差值。
三、测量和计算方法12V190型柴油机机座主轴孔共有七个孔,测量时,需将过桥板(过桥板如图1所示)依次放于1-2、2-3、3-4、4-5、5-6、6-7孔中间,分别读取水平和垂直方向数值,为保证读数正确,可测量两遍取平均值。
由于各孔加工时,实际直径大小并不一样,这将直接影响垂直方向的测量结果,而水平方向的测量结果不受孔径大小的影响。
实际测量过程中,主轴座孔孔径标准值为¢1800+0.025,各孔径实际测量值如表3-1所示(基本尺寸为¢180)。
确定各孔的实际测量值后,对垂直方向的测量值进行修正,修正值按下列步骤计算:(一)计算孔径半径偏差(孔径大小-孔径平均值)/2=孔径半径偏差计算结果如表3-2表3-1单位um表3-2单位um(二)计算各测量位修正值根据各孔径半径偏差,计算各测量位1-2、2-3等的修正值,(后位置孔半径偏差-前位置孔半径偏差)=修正值通过以上计算,得到垂直方向的孔径偏差影响修正值,如表3-3所示:表3-3单位um 得到垂直方向的补偿值后,可对垂直方向和水平方向的测量值分别计算,得到两个方向的累加误差值,其中,垂直方向的累加误差值,包括孔径偏差影响的修正值。
浅谈风机机座上两轴承孔同轴度偏差过大的修正
!
风机同轴度偏差过大产生的问题
煤气风机机座上的两轴承孔是支撑风机主轴滑 动轴承的基准, 也是整机的主要基准, 两轴承孔间的 同轴度误差的大小都会直接影响主轴水平位置及其 装在主轴上个工作零部件在机座上的相对位置, 对 于叶轮与轴采用悬臂式结构的风机主轴尤为重要。 当主轴水平度的误差过大时, 就会出现那么两个问 题: 一是叶轮在高速旋转时与蜗壳发生碰撞, 碰撞 时的火花会因点燃泄漏的煤气而发生爆炸。 二是叶轮在高速旋转时与蜗壳发生碰撞, 也会 造成叶轮的损坏、 伤人的设备事故。
机械电子工程风机同轴度偏差过大产生的问题煤气风机机座上的两轴承孔是支撑风机主轴滑动轴承的基准也是整机的主要基准两轴承孔间的同轴度误差的大小都会直接影响主轴水平位置及其装在主轴上个工作零部件在机座上的相对位置对于叶轮与轴采用悬臂式结构的风机主轴尤为重要
湖南农机 ,##-’ .
浅 谈 风 机 机 座 上 两 轴 承 孔 同 轴 度 偏 差 过 大的 修 正 吴 燕
(""% #*
轴水平。但是后轴瓦已达到了与轴配合的规定技术 要求已到了不允许修刮的状态。为了找出产生这种 现象的原因, 又必要对机体相关联的部位进行检查。 其一, 看是否受机体的水平度误差影响。其二, 是否 因机体上的座孔的同轴度误差的影响, 而出现上述 现象。具体的检测方法如下:
图(
机座剖视图
!" #
"
同轴度偏差过大的修正
要保证风机主轴装在机座上后安全工作, 要求
主轴水平度误差应在 #’ #!001 0 内。机座上的两轴 承孔是关键的一个因素, 其同轴度偏差直接影响到 主轴两滑动轴承的同轴度, 从而影响到主轴水平度 的调校。当偏差值都不大时, 要保证主轴水平度达 到修理要求 ( 2 # ’ #!0010) , 可通过在刮研主轴滑动 轴承的过程来补偿。当同轴度的制造误差过大时, 就不能采用这种方法, 只能采用在加工滑动轴承内 孔中进行补救, 才能保证主轴的水平度达到修理要
同轴度标法
同轴度标法同轴度标法是用来衡量测量工件的同轴度误差的一种方法。
在制造和加工过程中,同轴度是一个重要的指标,它衡量了工件的轴线是否与理想轴线重合。
同轴度标法可以帮助我们更好地控制工件的质量,提高生产效率。
同轴度标法基于一种精确的测量原理,即测量工件的轴线与测量仪器或参考轴线之间的差异。
通过使用专用设备,我们可以将工件固定在测试机座上,并安装检测头来测量工件的轴线。
同时,我们还需要一个稳定的参考轴线,通常是一个标准轴承。
通过比较工件轴线和参考轴线的测量结果,我们可以计算出同轴度误差。
同轴度标法可以应用于各种工件的测量,例如轴、孔、齿轮等。
在实际应用中,我们通常会根据工件的形状和尺寸选择不同的测量方法和仪器。
对于小型工件,我们可以使用光学仪器来测量同轴度,而对于大型工件,则需要使用激光仪器或机械测量系统。
除了测量工具的选择外,同轴度标法还需要注意一些关键的技术细节。
首先,对于精度要求较高的工件,我们应该使用高精度的测量仪器,并确保其校准和校验工作的准确性。
其次,我们需要保证测量环境的稳定性,避免外部干扰对测量结果的影响。
此外,我们还要注意工件的安装和固定,确保其与测量设备的接触稳定和正确,以避免测量错误。
同轴度标法在工业生产中起着重要的作用。
通过准确测量工件的同轴度误差,我们可以及时发现和解决工件加工中的问题,避免不必要的浪费和损失。
此外,同轴度标法也为工艺改进和优化提供了重要的依据,帮助我们提高生产效率和产品质量。
总之,同轴度标法是一种重要的测量方法,用于衡量工件的同轴度误差。
它可以帮助我们控制工件质量,提高生产效率。
在应用同轴度标法时,我们要选择适当的测量仪器,注意技术细节和环境稳定性,并及时分析和解决测量结果中的问题。
通过合理应用同轴度标法,我们可以保证产品的质量和性能,提升企业的竞争力。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
O.Ol3
0.002
5 YX3_80M 0.018
0.0l6
0.002
6 YX 3.8OM
0.020
O.017
0.003
7 YX3.8OM 0.020
O.O16
0.004
8 YX3.8OM O.Ol5
0.0l3
0.002
9 YX 3—8OM
0.Ol8
0.Ol5
0.003
1O Y X3.8OM
O.O15
0.O12
0.003
I1 Y X3.16OL O.018
Abstract:A kind of tooling for m easuring concentric— ity of end f lange with core flange on the motor flam e was introduced.Com parison betw een data by the 3-D coordinat— ing m easurer and this m easuring tooling proved that the 3-D coordinating m easurer was able to be substituted by this m easuring tooling,increasing the m easurem ent ef i ciency to ensure the processing quality.
Keywords:f ame concentricity m easuring tooling
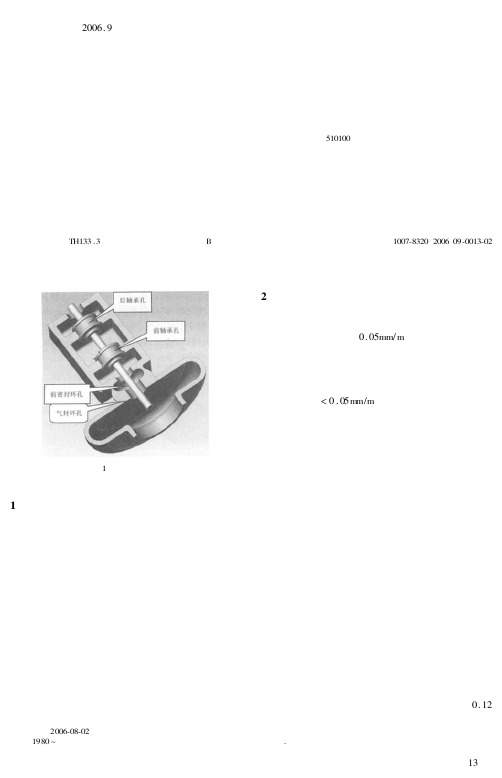
近年来 ,高效率电动机 的推广力度与市场需 求 越 来 越 大 ,对 电 动 机 的效 率 要 求也 是 越 来 越 高 。但 影响电动机效率 的因素有很 多,机械 损耗 的影响是其 中的重要部分,而电动机 机座两端止 口对 铁 心 档 同轴 度 的 误 差 ,又 是 电 动 机 机 械 损 耗的主要影响因素之一。当机座 同轴度偏差过大 时,会造成气 隙不 均匀,使 电动机产生单边磁拉 力 ,引 起 振 动 和 噪 声 ,严 重 时将 使 转 子 外 圆 与定 子 内孔 相擦,甚至 造成 电机 发生局 部烧损[1]c为 此在机 座加工 过程 中要严格 控制机座 两端 止口 对铁心档的同轴度【21。
本 同轴 度 测 量 工 装 (如 图 1所 示 )主 要 包 括 框 板 、定 位 部 、测 量 表 杆 和 千 分 表 。以框板 一 侧 的平 面为基面 ,该 基面与 待检 测机座 的端面 贴 合,限Nz轴方 向的自由度。框板上的基面侧设置 有 两个定位部 ,定位部与待检测机 座的止 口孔 壁 相切 贴 靠 ,限制 x轴 和Y轴 方 向的 自由度 。框板 上 还 设 置有 测 量表 杆 ,千 分 表 固定 在 测 量 表杆上 , 千分表的检测端与机座止口内的孔腔壁抵靠 。定 位部其 中一个与止口孔壁 贴靠处 的法线和千 分 表 检 测 端 与机 座 孔 腔 壁 抵 靠处 的 法 线平 行 ,从 而
l 原 理 和 使 用
内孔零 件在 生产现场测量 同轴度一般 都是 采用止 口模与其中的一 个内径进行定位 ,再转动 工件进行测量 。由于机 座为薄壁结构 ,加工后易 产生椭圆变形 ,用止 口模定位测量机座两端止口 对 铁心 档 同轴 度 的 误 差 会 较 大 ,经 常 出现 误 判 , 将合格 的机座误判为不合格 ,因此 在测量工装设 计 时 ,必 须要 考虑 加 工 变形 这个 因素 。
· 58·2018年 第 3期 《电 机 技 术 》
工 艺 与测 试
表 1 同轴 度 测 量数 据对 比
图1 同 轴 度测 量 工 装
确保 同轴度测量的精确性。
2 测量数 据对 比分析
用该 工装 测量的机座 两端止 口对 铁心档 同 轴度数据 与用三座标测 量仪 测得的数据 进行对 比 (详见 表 1),发 现用该 工 装测 量 的机座 同轴 度数据和用三坐标测量仪 测量的数据误 差均在 0.004 mm之 内。
工 艺与ቤተ መጻሕፍቲ ባይዱ测 试
一 种 电机 机座 同轴 度测 量 工装
李 霞 陈 红 胜 查 玮 裴 悦 安徽皖南 电机股份有 限公司 (242500)
A kind of Tooling for M easuring Concentricity of the M otor Fram e LIXia CHEN H ongsheng ZHA Wei PEI Yue Anhui W annan Electric M achine Co.,Ltd.
机座同轴度测量工具首选 三座标测量仪 。三
座标测量仪作为精密测量仪器 ,其对于使用环境 的要求非常严格,大部分都是安装 在专用的检查 室里 ,使 用成本相对较高。一般机座加工生产现 场环境都比较差 ,不便于配置 三座标测量仪 ,因 此 有必要设计 一种在生产 现场测量 同轴度 的工 装 ,在机座 加工 过 程 中对 机座 同轴度 进行有 效 检 测 。
3 结 语
序号 型号 工装 测量 三坐标 测量 工 装与三坐 标误差
l YX 3-80M
0.O18
O.015
o.003
2 YX 3-8OM
0.022
O.018
0.004
3 YX 3-8OM
0 Ol5
O.012
0.003
4 YX3.80M O.Ol5
摘 要 :介 绍 了一种机 座 两端 止 口对 铁心 档 同轴度 的测 量工 装 ,该工 装 测量 的数据 与三 坐标 测量仪 测量数 据进 行 了对 比 ,证 明 它完 全能 替 代三 坐标 测 量仪 ,从而 提 高了测量效率 ,保证 了加工 质 量。
关键词:机座 同轴 度 测量 工装 中 图 分 类 号 :TM 305 文 献 标 识 码 :A D0I编码 :lO.3969/j.issn.1006—2807.2018.03.017