轴承套同轴度的快速测量方法
同轴度详解
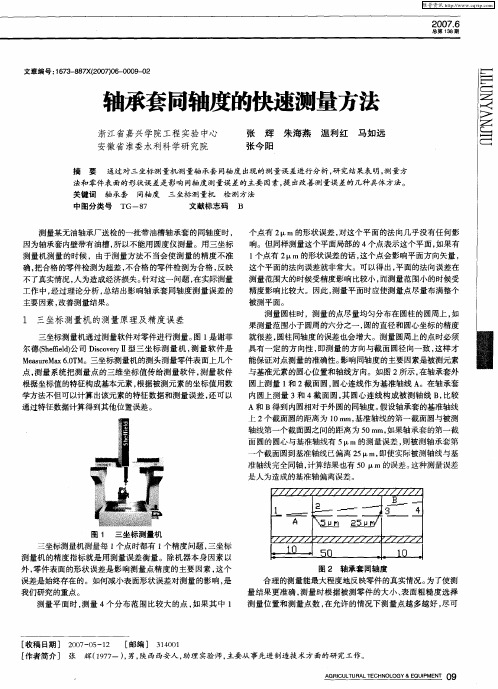
a3
△A
△B
θ
θ
地脚拧紧的注意事项
水平方向的调整可通过观察表来达到,力求其处 于正中水平位。调整到位后上紧螺丝时,要时刻 观察其表的变化(可将表转到水平位臵来观察), 注意上紧地脚时要按对角来进行,若表变化数值太 大,则可换其对角方向拧紧。
二、双径向百分表组合测量与校准方法
双径向百分表组合测量法的原理是基于测量调整轴在两点 处相对基准轴的径向偏移误差,从而用两点确定调整轴的 实际位臵。测量时,用百分表架将两个百分表沿径向分别 安装在两个“半联轴器”上,注意两个表要彼此位臵成 180度,即一个(M)在0度,另一个(S)在180度(如图 所示)。径向百分表S用于测量调整轴在O点处的径向偏移 量,径向百分表M用于测量调整轴在P点处的径向偏移量。 测量时,分别在四个测量位臵进行测量(百分表M在0度处 设臵为0,而百分表S在180度处设臵为0),并首先根据0 度和180度的测量值运用图解法解出调整轴的前后安装底 脚所需垫的垫片。
50 70~105
2~4
0.15
125~170
200~230 260 300~400
具体可以上图参考。
三 、三表法测同轴度
三表法是用于当轴承为滑动轴承时,为了消除轴本身在转 动过程中的窜动而产生的大偏差,故在轴向位臵上的相对 180度上用个表来打其轴向值。读数则为两表在同一位臵 读数和的一半。如:1表为:a`1、a`2、a`3、a`4; 2表为:a``1、a``2、a``3、a``4 最后轴向读数则为: a1=(a`1+a``1)/2、 a2=(a`2+a``2)/2 、 a3=(a`3+a``3)/2 、 a1=(a`4+a``4)/2 最后其调整量的求法与前相同。
三坐标测量同轴度方法
三坐标测量同轴度方法方法一同轴度测量方法两个孔的公共轴心线是指两孔各自被测表面长度的中点连线;假使是三个或三个以上的圆柱表面,它们的公共轴心线应该在图样上另做规定。
- 几种测量机通常采用的同轴度测量方法:一、应用系统功能法:即测量机软件系统中自带的同轴度和同心度测量标准子程序,用户在测量时可方便地进行调用。
二、极坐标测量法:这是一种类似于平台测量的检测方法,其基准元素可以通过圆柱、阶梯柱、直线以及圆/圆等测量后构造的直线获得。
可以说,几乎所有用作基准元素的单一基准或组合基准都将包括在内,而被测要素则更为简单,通常情况只是圆的测量。
其操作步骤如下:1、测量单一基准轴线或公共基准轴线并用其建立第一轴(同心度测量除外);2、将基准轴线清零(即平移原点到基准中心);3、在被测元素(孔或轴)上测若干截圆(通常测两端);4、输出被测截圆极径(PR值);5、取其输出较大PR值的2倍为所测同轴度误差。
三、求距法:该方法的基本原理是通过计算圆心到基准轴线距离的方法求得同轴度误差。
与极坐标测量方法不同的是,被选定的基准轴线无须清零,但评定同轴度误差时同样要取计算结果中最大距离乘以2。
- 关于两个相邻较远的短基准同轴度的测量:这是一个比较典型困扰测量机用户的问题,事实上已经证明由此单从测量数据上来看将有相当一部分工件被视为“超差品”,而那些“超差品”经装配实验后证明大多数没有问题。
这就不得不需要引起测量机操作员的注意。
分析其原因,既不是机器精度太低,也不是系统软件计算错误,主要是图样标注不妥。
对此,可采用以下几种相应的测量方法:1、当基准元素为孔时,可插入配合间隙较为合适的心棒,以延长基准轴线的实测长度;2、采用建立公共基准的测量方法,模拟专用心棒进行检验的方法,分别测量两圆柱对公共轴心线的同轴度;(参看前面公共基准轴线的建立方法和极坐标测量法);3、在基准圆柱表面内测量更多的点,(多用于连续扫描测头)以加大计算的信息量,使系统确定最大内接圆或最小外接圆时有充足的表面形状信息。
化工设备安装第五章找同轴度(new)
T为" ",找正轴轴线向后倾斜(联轴器开口朝前);
一块表法
• 用两块表法检测,虽可一次装上两块百分表,同时测得 同心度误差与倾斜度误差,但当两联轴器相距较远时, 所测得的同心误差便有不可忽视的误差出现。这是因为 此时将基准轴联轴器检测平面内的同心度误差作为找正 轴联轴器平面内的同心度误差,在轴线倾斜误差存在的 情况下,是有较大差错的,以致不能忽视。此时应用一 块表法来检测。
180o
s11
s12 0.36 0.20
cB
180o s14 0.40
s42 0.18
cT
轴向位移量sB s12 s12 0.36 0.30 s11 s22 0.20 0.14 0.06mm开中朝上 (2)水面内:按实测结果绘简图
基
基
计算轴向窜动量
准
准
cT s32 s31 0.32 0.10
DA L
,
A
e2
e1,
B为端面加工量
两孔同轴度的检测与调整
基准孔
B
D
找正孔
e1 e2
e2-e1
L
分别计算出竖直和水平面内的端面加工量,然后
再综合成总的端面加工量:
B=
B2B
BT2 , tan
BT BB
式中BB与BT 分别为竖直面和水平面的端面加工量.
两孔同轴度的检测与调整
➢ 找正孔的调整 ✓ 竖直平面内:找正孔左右两端调整量分别为
V2 f2 f0
➢ 测取1、2测点处的上下尺寸
测点1处: 测点2处:
a1, b1, c1, d1 a2 , b2 , c2 , d2
图5-27 同轴度误差的检测
基准孔
f0
大型旋转机械零件同轴度的不同测量方法
大型旋转机械零件同轴度的不同测量方法摘要:大型旋转机械领域,在使用三坐标测量机测量同轴度时, 基准轴线的选取、测量方法不同, 对同轴度评价影响很大。
本文将阐述指定基准法、公共轴线法、绝对坐标法三种测量方法基准选取的差异、优缺点及适用场景,以便反映零件真实的同轴度误差,避免由于误判造成不必要的经济损失。
关键词:同轴度;指定基准法;公共轴线法;绝对坐标法Different Measuring Methods for Coaxiality of Large Rotating Machinery PartsNan Jiang,RuiXing ZhongGREE Electric Appliances Inc., Zhuhai,Zhuhai Guangdong,519070Abstract:In the field of large rotating machinery, when using CMM to measure coaxiality, the selection of reference axis and measurement methods are different, which have a great impact on the evaluation of coaxiality. This paper will describe the differences, advantages and disadvantages, and applicable scenarios of three measurement methods, namely, designated datum method, common axis method, and absolute coordinate method . In order to reflect the true coaxiality error of parts and avoid unnecessary economic losses due to misjudgment.Keywords:coaxiality ; designated datum method ; common axis method ; absolute coordinate method0引言在大型旋转机械领域,不管是哪类机床生产的零件,实物与图纸,总会由于各种各样的原因,产生一定的偏差。
轴承套同轴度的快速测量方法
三坐标测 量机测量每 1 个点时都有 1 个精度 问题 , 三坐标 测量机 的精度指 标就 是用测量误差衡量 。除机器本 身因素 以 外, 零件表面 的形状误差是影 响测量点精度 的主要 因素 , 这个 误差是始终存在 的。如何减小表 面形状误差对测量 的影 响 , 是 我们研究 的重点 。 测量平面时 , 测量 4个分布 范围 比较大 的点 , 如果 其 中 1
I } !
— —
— 一 - . 50
1 n
一 一 l 0 一
图 2 轴承套同轴度
合 理的测量能最大程度地反映零件 的真实情况。 为 了使测 量结果更准确 , 测量时根 据被测零件的大小 、 表面粗糙度 选择
测量位置和测量点数 , 在允许 的情况下测量点越 多越好 , 尽可
I J
图1 三坐 标 测 量 机
, ,,, ,/ , , /, ,,/ ,,,/ , ,,
j L一
I 凸 I
: — — 一一
u n
』一 酗 豳 黼 一 — — — — 3
2 u
一 斗
,, , , , ,。ห้องสมุดไป่ตู้ ,,
, 一 ,, , , , 一 ,,
摘
张 辉 朱 海燕 张 今 阳
温 利红
马 如远
要 通过对三坐标测量机 测量轴承套 同轴度 出现的测量误差进行 分析 , 研 究结果表 明, 测量方
轴 承 套 同轴度 T G一8 7 三 坐标 测 量 机 检 测 方 法
法和零件表面的形状误 差是影响 同轴度测量误差的主要 因素, 提 出改善 测量误差 的几种具体方法。
[ 收稿 日期 ] 2 0 0 7 - 0 5 - 1 2
常见同轴度调整方法
常见同轴度调整方法
同轴度调整是一种常见的机械调整方法,它可以用于调整机械设备的轴线,使其达到最佳的同轴度。
同轴度调整方法有很多种,下面我们来介绍一些常见的方法。
1. 调整螺旋齿轮
螺旋齿轮是一种常见的机械传动装置,它的同轴度调整方法比较简单。
首先,需要将两个螺旋齿轮的轴线对准,然后用手轻轻转动其中一个齿轮,观察另一个齿轮的运动情况。
如果两个齿轮的运动不同步,就需要进行调整。
具体方法是,用手轻轻调整齿轮的位置,直到两个齿轮的运动同步为止。
2. 调整滚动轴承
滚动轴承是一种常见的机械零件,它的同轴度调整方法比较复杂。
首先,需要将两个轴承的轴线对准,然后用手轻轻转动其中一个轴承,观察另一个轴承的运动情况。
如果两个轴承的运动不同步,就需要进行调整。
具体方法是,用手轻轻调整轴承的位置,直到两个轴承的运动同步为止。
3. 调整机床主轴
机床主轴是一种常见的机械设备,它的同轴度调整方法比较复杂。
首先,需要将机床主轴的轴线对准,然后用手轻轻转动主轴,观察
主轴的运动情况。
如果主轴的运动不同步,就需要进行调整。
具体方法是,用手轻轻调整主轴的位置,直到主轴的运动同步为止。
同轴度调整是一种非常重要的机械调整方法,它可以保证机械设备的正常运转。
不同的机械设备需要采用不同的同轴度调整方法,但是它们的基本原理都是相同的。
只有掌握了同轴度调整方法,才能更好地维护机械设备,提高生产效率。
轴承同轴度的拉线检测方法
轴承同轴度的拉线检测方法
轴承同轴度是指轴承内径与外径之间的关系,同轴度越高表示轴承的内外径越接近于同一个轴线。
常用的轴承同轴度检测方法包括以下几种:
1. 视觉检测法:使用光学设备(如显微镜、放大镜等)观察轴承内外径,通过目测判断内外径位置是否对称,来初步判断轴承的同轴度。
2. 量测检测法:使用测量仪器(如千分尺、编码器等)对轴承内外径进行直接测量,然后计算内外径的偏差值,进而得出轴承的同轴度。
3. 感应检测法:利用感应原理,将轴承放在感应装置上,感应装置会对轴承的内外径进行感应,然后通过测量信号得出轴承的同轴度。
4. X射线检测法:使用X射线设备对轴承进行检测,通过测量X射线的透射和反射情况,获得轴承内外径的分布情况,从而判断轴承的同轴度。
需要注意的是,以上方法中的视觉检测法和X射线检测法需要借助特殊的设备,所以一般在实际生产中较少采用。
量测检测法和感应检测法是最常用的轴承同轴度检测方法。
在进行同轴度检测时,需要使用具有一定精度的测量和感应设备,并进行相应的数据处理和分析,以确保检测结果的准确性和可靠性。
电机同轴度的测量方法及步骤
电机同轴度的测量方法及步骤1. 引言1.1 电机同轴度的重要性电机同轴度是指电机转子和定子之间的轴线相互平行的程度,是电机工作稳定性和效率的重要指标。
电机同轴度的重要性主要体现在以下几个方面:1. 保证电机运行的稳定性:如果电机的同轴度不高,转子和定子的轴线不平行,会导致电机转子运转时产生振动和噪音,影响电机的运行稳定性,甚至会缩短电机的使用寿命。
2. 提高电机的效率:良好的同轴度可以保证电机内部部件之间的紧密配合,减少机械损耗和能量损失,提高电机的转换效率,降低能源消耗,对节能减排具有重要意义。
3. 优化电机的性能:电机同轴度高意味着电机内部构件的精细加工和装配,能够使电机性能更加优化,提升电机的输出功率和运行效率,满足不同工业领域对电机性能的要求。
电机同轴度的重要性不仅在于保证电机的稳定性和效率,更在于优化电机的性能和提升其竞争力,是电机生产和应用中不容忽视的关键参数。
为此,我们需要采用科学合理的测量方法来确保电机同轴度的精准度和稳定性。
1.2 电机同轴度的定义电机同轴度的定义是指电机轴心与其旋转部件的轴心之间的偏移程度。
同轴度是电机运行中非常重要的一个参数,直接关系到电机的性能和稳定性。
如果电机的同轴度不符合要求,会导致电机在运行过程中产生振动和噪音,严重影响电机的工作效率和寿命。
确保电机同轴度达到规定要求是电机生产和维护中必须要重视的问题。
在实际的生产和维护过程中,需要通过专门的测量工具和方法来准确地测量电机的同轴度,以确保电机的正常运行。
通过对电机同轴度的准确测量,可以及时发现电机存在的问题,并采取相应的措施进行调整和修复,从而提高电机的工作效率和稳定性。
电机同轴度的测量方法是保证电机性能的重要手段之一,只有通过科学合理的测量方法,才能有效地提高电机的同轴度,保证电机的正常运行。
1.3 电机同轴度的影响电机同轴度的影响是非常重要的。
电机同轴度不仅影响到电机的运行效率和性能,还可能导致机械设备的故障和损坏。
抱轴箱轴承孔同轴度测量方法探讨
45
罔 1 抱 轴 箱结 构 示意 罔
2 影 响 同轴 度 测 量 精 度 的 因 素
( ) 量 要 素 对 测 量 精 度 的 影 响 。 根 据 国 标 的 1测
量 基 准 轴 线 的设 立 与 被 测 要 素 的轴 线 影 响 测 量 误 差 。 ( )测 量 方 法 对 测 量 精 度 的 影 响 。 是 选 择 用 测 2
判定 为合格 零件 。
量多个 横截 面 的圆 , 将这 些 圆的 圆心构 造一 条 3 再 D
的直 线作 为公共 轴 线 , 后 分 别计 算 基 准 圆柱 和被 然 测 圆柱对公 共轴 线 的 同 轴 度 , 取其 最 大 值 作 为零 件
1 ( m m n
左孔轴线
]
厂 厂L 牟 l 6 线
种 符 合 实际 加 工 和 装 配要 求 的 测 量 方 法 。 经 生 产 验 证 , 三 坐标 测 量 方 法 能 客 观 、 确 地 反 映 抱 该 准 轴 箱 轴 承 孔 同轴 度 的 实 际精 度 , 足 产 品 的 质 量 要 求 。 满
关 键 词 : 轴 箱 轴 承 孔 ; 轴 度 ; 量 方 法 抱 同 测
的_ 丁作状 态或 装 配要 求 , 基 准轴 线 和 被 测 要 素轴 在 线 的设立 和评 定 方 法 上 , 适 当的 变换 。采 用 不 同 作
的测量 方法 都 将对测 量 精度 产生 不 同的影 响 。
内。被测轴线被 以基准轴 线为 圆心 的圆柱包 容 , 其直 径 t 即为被测轴线 的同轴度误 差 。由此 可见 , 测
7 7] 暖三
一
●
l
77 n
~
砻
蛔
. ,
论箱体类零件的同轴度检测
论箱体类零件的同轴度检测作者:徐阳来源:《科学与技术》2018年第10期摘要:在本文中,首先介绍了箱体类零件同轴度的在线检测方法,有拉母线、盘表两种方法。
随后介绍了箱体类零件同轴度的三坐标检测方法,分析了测量误差的来源,介绍了单侧评价法、双侧评价法和公共轴线法。
关键词:箱体类零件;拉母线;盘表;三坐标检测一、箱体类零件箱体类零件在机器中用于承载轴承和齿轮件,其孔系的同轴度至关重要,一旦超差,将使轴和轴承装配后产生歪斜,加剧轴承磨损,降低轴承的使用寿命。
因此,箱体类零件加工完毕后,必须及时检测其孔系的同轴度。
在生产实践中,同轴度检测主要分为在线检测和三坐标检测。
二、同轴度的在线检测箱体类零件在镗床上进行精镗加工。
所谓在线检测,是指箱体精镗结束后,不拆压板,直接在镗床主轴上安装百分表,利用百分表检测孔系的同轴度。
在線检测简单易行,精度较高,可以不占用三坐标检测仪的时间,普通产品的箱体零件优先选择在线检测。
在线检测本质上,是以箱体的基准平面作为基准,用百分表测量每个轴承孔的圆跳动,以此来评价同轴度。
在线检测时,需注意以下几个要点:●必须在拆除压板前进行。
一旦拆除压板,则箱体的基准平面将发生位移,同轴度检测将失去基准。
●必须使用工作台进给。
镗床的主轴和滑枕在伸缩时,会产生垂头,严重影响同轴度的检测精度。
所以检测时镗床的主轴和滑枕禁止伸缩,只能采用工作台的V轴进给,利用V轴导轨良好的直线度来保证检测精度。
●测量结束后,工作台V轴应返回初始位置,百分表示数应可以回零,以防测量过程中百分表发生位移。
●检测结果必须记录在专用的检查表中,并由操作工和检查员签字确认。
三、在线检测之拉母线法所谓母线,指一个孔的圆柱面内,与轴线平行的任意一根直线。
在线检测牵涉到的有上母线、下母线、左母线、右母线。
左母线、右母线又合称侧母线。
由于百分表跟随主轴旋转时会产生一定误差,所以箱体同轴度的在线检测优先选用拉母线法,而不是盘表法。