冲压点检记录
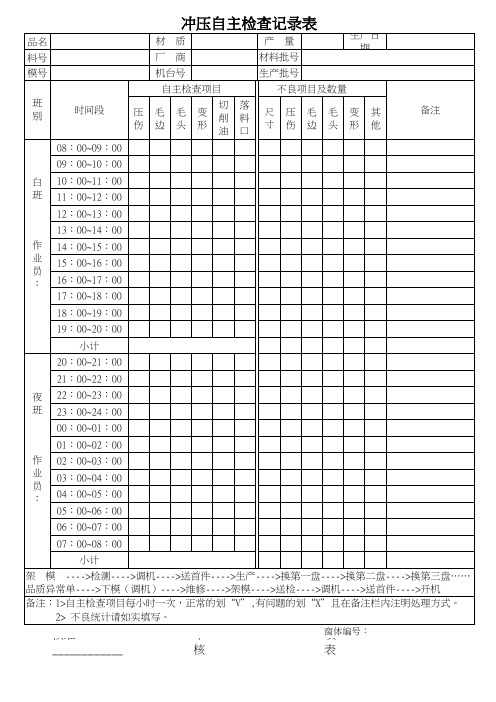
冲压自主检查记录表
13:00~14:00
作 14:00~15:00 业 15:00~16:00 员 : 16:00~17:00
17:00~18:00
18:00~19:00
19:00~20:0
小计
20:00~21:00
21:00~22:00
夜 22:00~23:00 班 23:00~24:00
00:00~01:00
01:00~02:00
作 02:00~03:00 业 03:00~04:00 员 : 04:00~05:00
05:00~06:00
06:00~07:00
07:00~08:00
小计
架 模 ---->检测---->调机---->送首件---->生产---->换第一盘---->换第二盘---->换第三盘……
品质异常单---->下模(调机)---->维修---->架模---->送检---->调机---->送首件---->开机
备注:1>自主检查项目每小时一次,正常的划“V”,有问题的划“X”且在备注栏内注明处理方式。
2> 不良统计请如实填写。
核准﹕
审
窗填体编号:
____________
核
表
冲压自主检查记录表
品名
材质
产量
生产日 期
料号
厂商
材料批号
模号
机台号
生产批号
自主检查项目
不良项目及数量
班 别
时间段
压 伤
毛 边
毛 头
变 形
切 削 油
落 料 口
尺压毛毛变其 寸伤边头形他
备注
08:00~09:00
冲压首件末件检验记录表
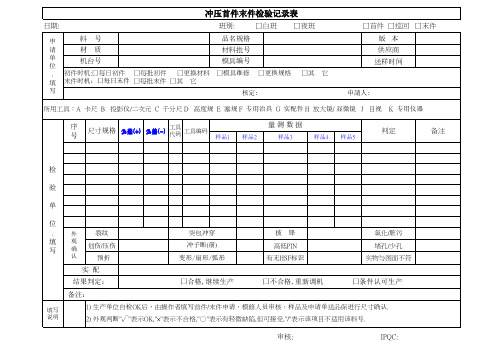
日期:
班别:
囗白班 囗夜班
申
料号
品名规格
请
材质
材料批号
单 位
机台号
模具编号
. 初件时机:囗每日初件 囗每批初件 囗更換材料 囗模具维修 囗更换规格
填 末件时机:囗每日末件 囗每批末件 囗其 它
写
核定:
囗其 它
囗首件 囗巡回 囗末件 版本 供应商
送样时间
申請人:
所用工具:A 卡尺 B 投影仪/二次元 C 千分尺 D 高度规 E 塞规 F 专用治具 G 实配件 H 放大镜/ 显微镜 J 目视 K 专用仪器
序 号
尺寸规格
公差(+)
Hale Waihona Puke 公差(-)工具 代码
工具编码
样品1
样品2
量测数据
样品3
样品4
样品5
判定
备注
检
验
单
位
.
外
裂纹
填 写
观 确
划伤/压伤
认
预折
突包冲穿 冲子断(崩) 变形/扇形/弧形
披锋 高低PIN 有无HSF标识
氧化/脏污 堵孔/少孔 实物与图面不符
实配
结果判定:
囗合格,继续生产
囗不合格,重新调机
囗条件认可生产
备注:
填写
1) 生产单位自检OK后,由操作者填写首件/末件申请,模修人员审核.样品及申请单送品保进行尺寸确认.
说明
2) 外观判断"√"表示OK,"×"表示不合格,"○"表示有轻微缺陷,但可接受,"/"表示该项目不适用该料号.
审核:
IPQC:
冲压首末件检验记录表
判定
组 长:
IPQC:
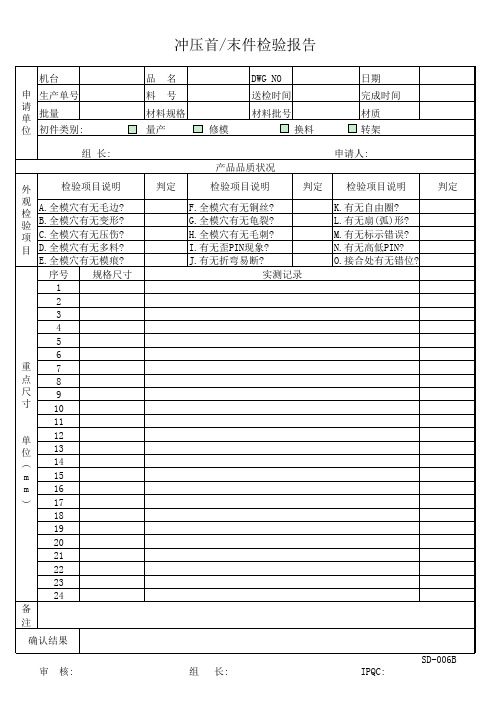
SD-006B
(
)
冲压首/末件检验报告
机台
申 生产单号 请 单 批量 位 初件类别:
品名 料号 材料规格 量产
修模
DWG NO 送检时间 材料批号
换料
日期 完成时间 材质 转架
组 长:
外
检验项目说明
观 检
A.全模穴有无毛边?
验 B.全模穴有无变形?
项 C.全模穴有无压伤?
目 D.全模穴有无多料?
E.全模穴有无模痕?
序号 规格尺寸
1
2
3
4
5
6
重
7
点
8
尺
9
寸 10
11
单 12 位 13
14
m
15
m 16
17
18
192021源自222324
备
注
确认结果
审 核:
产品品质状况
申请人:
判定
检验项目说明
判定 检验项目说明
F.全模穴有无铜丝? G.全模穴有无龟裂? H.全模穴有无毛刺? I.有无歪PIN现象? J.有无折弯易断?
实测记录
K.有无自由圈? L.有无扇(弧)形? M.有无标示错误? N.有无高低PIN? O.接合处有无错位?
冲压件首件检验记录(表格模板、格式)
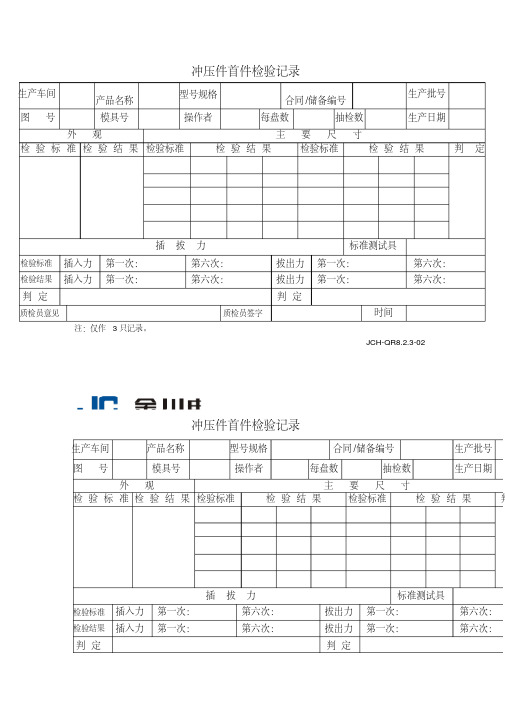
冲压件首件检验记录
生产车间
产品名称型号规格
合同/储备编号
生产批号
图号模具号操作者每盘数抽检数生产日期
外观主要尺寸
检验标准检验结果检验标准检验结果检验标准检验结果判定
插拔力标准测试具
检验标准插入力第一次:第六次:拔出力第一次:第六次:
检验结果插入力第一次:第六次:拔出力第一次:第六次:
判定判定
质检员意见质检员签字时间
注:仅作3只记录。
JCH-QR8.2.3-02
冲压件首件检验记录
生产车间产品名称型号规格合同/储备编号生产批号
图号模具号操作者每盘数抽检数生产日期
外观主要尺寸
检验标准检验结果检验标准检验结果检验标准检验结果判
插拔力标准测试具检验标准插入力第一次:第六次:拔出力第一次:第六次:
检验结果插入力第一次:第六次:拔出力第一次:第六次:
判定判定
质检员意见质检员签字时间注:仅作3只记录。
冲压车间6S点检表

合计
100
检查人:检查日期:年月
4
2、现场有无卫生死角
4
素养
1、工人的言谈举止是否礼貌
4
2、工人的精神状态是否饱满
4
3、车间工人有无打闹现象
5
4、职工休息室或更衣室是否遵照“5S”要求进行管理
5
安全
1、上岗人员是否进行了安全教育
5
2、是否按要求佩带了安全保护用品
5
3、安全保护设施是否齐全、良好
5
4、安全、警告标识是否符合要求
5
5、安全防火、消防器材是否齐备完好
冲压车间
检查项目
配分
组
组
组
组
组
组
组
组
整理
1、生产现场有无不必要的
4
3、生产线内有无不用或暂不使用的夹具工装
3
4、合格区、废品区、待检区是否有明确区分,且认真执行
5
5、通道是否畅通,现场整体整齐有序并保持地面洁净
4
整顿
1、工位器具架,移工用品,制造用毛坯,零部件是否按规定定置存放
4
2、工具、检具,是否易于取用,不用找寻
3
3、废品或不合格品是否有明显标识,并加以管理
5
4、现场是否有固定的包装物等垃圾的存放区,并坚持至少每天清理一次
3
清扫
1、作业区是否杂乱
4
2、作业台上或工位器具架上是否杂乱
4
3、产品设备有无脏物或附着灰尘
3
4、作业段落或下班前是否认真清扫
4
清洁
1、前3S是否规范化
冲压过程质量巡检记录表
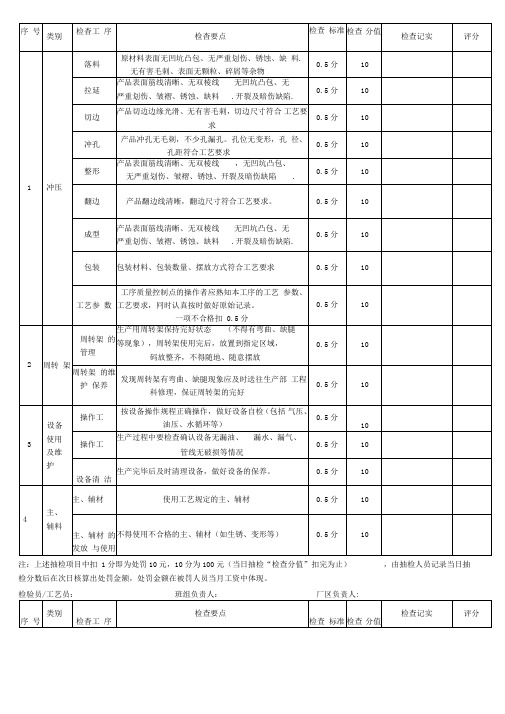
10
工艺验
证
按规定及时对工艺参数的连续监控记录,每班生
产前工艺参数需经过班长的检查验证,首件质量
需经检验员确认后才可开始后续生产
0.5分
10
检查
按照工艺要求认真填与自检卡,做好自检、互检
0.5分
10
6
生产
场地
零件码 放
零件总成要放到相应的工位器具, 并码放整齐在 焊接和搬运过程中轻拿轻放,保证零件在工位器 具中整齐摆放,不得超高以防工件磕碰、划伤。
检分数后在次日核算出处罚金额,处罚金额在被罚人员当月工资中体现。
检验员/工艺员:班组负责人:厂区负责人:
序 号
类别
检杳工 序
检查要点
检查 标准
检查 分值
检查记实
评分
5
工艺
执行
情况
工艺文
件管理
工艺文件摆放到定置规定的位置,不得随意涂改 撕毁、污染等
0.5分
10
工艺文
件执行
按照工艺文件进行生产,保证总成的质量
0.5分
10
8
信息 反馈
操作工 记录
按工乙要求认真填与生产记录单(工乙、质量、 设备工装等)
0.5分
10
设备信 息反馈
设备工装出现问题应停止生产,及时通知维修人 员,待故障排除后方可生产
0.5分
10
设备信 息反馈
设备和工装出现故障,需同时通知检验员到场确 认是否影响零件质量,若影响必须向前追溯
0.5分
管线无破损等情况
0.5分
10
设备清 洁
生产完毕后及时清理设备,做好设备的保养。
0.5分
10
4
主、
冲压日常点检表

1
操作盘和各灯点状态确认
日 良好/不良
/
/
/
/
/
/
/
/
/
/
/
/
/
/
/
/
2
超负荷压力表确认
日
/
/
/
/
/
/
/
/
/
/
/
/
/
/
/
/
3
平衡缸气压表确认
日 4.0~6.0
/
/
/
/
/
/
/
/
/
/
/
/
/
/
/
/
4
离合器气压表确认
日
kg/㎠
/
/
/
/
/
/
/
/
/
/
/
/
/
/
/
/
5
模垫压力表确认
日
/
/
/
/
/
/
/
/
/
/
/
/
/
/
/
/
/
/
/
/
/
/
/
/
/
/
/
/
/
/
/
/
11
送料机 正常作动 确认
日 良好/不良
/
/
/
/
/
/
/
/
/
/
/
/
/
/
/
/
12
模高数显器状态确认
日 良好/不良
/
/
/
/
/
冲压机定期点检表

8 机床运动各部是否灵活。
9 冲压机上死点的确认。
10 气压系统是否良好,有无漏气现象。
11 设备的滑块与导轨的温度有无漏气现象。
12 传动皮带的张力检查。
13 各类电器开关是否完好。
14 各类插座、插件、接头是否接触完好。
15 重要的继电器、接触器开关的好坏。
16 马达、飞轮运转是否正常。
17 各指示灯仪表是否完好。
18 各种安全装置运作是否准确。
19 各类电磁阀运作是否正常。
20 辅助设施是否有损坏或异常问题。
21 有无与平常不一样的现象。
22 冷却系统是否正常。
23 精度、准确度的判断。
其他
下次点检日期 审核结果 故障内容分析
承认
AIKAWAAPC06Βιβλιοθήκη -V1.0确认确认
正确处理方法
冲压机定期点检表
东莞相川铁龙电子有限公司
(含送料机、校平机)
点检者
日期
设备编号
设备名称
特性
档 案号
点检项目
确认
1 设备周围工作场地是否清洁。
2 离合器与刹车运行状况是否良好。
3 设备各部润滑点状况是否良好。
4 设备运转有无异常声音与振动。
5 设备有无超负荷停止现象。
6 压力表是否正常指示。
7 机床地脚螺丝及其他构体有无松动现象。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
冲压点检记录
冲压点检记录是指在工厂或生产车间进行冲压生产过程中,记录每个工作点的检查情况和数据的文件或表格。
这些记录通常由操作员或质量控制人员填写,用于监控生产过程中的质量和效率,并及时发现和解决问题。
以下是典型的冲压点检记录可能包括的内容:
日期和时间:记录点检的日期和时间,以便追溯和分析问题。
生产工单信息:包括生产批次号、产品型号、工序号等信息,以区分不同的生产批次和工序。
机台信息:记录冲压机台的编号或名称,以确定问题出现的具体设备。
点检项目:包括需要检查的各项指标或项目,通常根据生产工艺和质量要求确定,可能包括:
冲压模具的磨损情况
冲压模具的清洁程度
冲压件尺寸的测量数据
冲压件外观质量的检查
冲压机运行状态的监测
冲压件的成型速度和周期时间等
检查结果:记录每个点检项目的实际检查结果,通常分为合格、不合格或异常等分类,如果发现问题,可能需要填写具体的问题描述和原因分析。
处理措施:如果发现问题或异常情况,记录采取的处理措施,例如及时更换模具、调整设备参数、清洁设备等,以及责任人和处理时间。
备注:在需要额外说明的情况下,可以添加备注信息,例如特殊情况的说明、建议改进的意见等。
冲压点检记录的目的是确保冲压生产过程中的质量稳定性和效率,并提供及时的反馈和纠正措施,以满足产品质量要求和生产计划。
这些记录通常由质量控制部门或生产管理部门进行管理和归档,以备日后的查阅和分析。