培训体系研磨培训教材
研磨培训教材
研磨培训教材研磨培训教材是一种系统整合和规范化的培训体系,其主要目的是提高员工的操作技能和工作效率,促进企业的生产质量和效益提高。
随着公司对于员工操作技能的要求越来越高,研磨培训教材逐渐成为了公司必备的教育工具之一。
一、研磨主要内容研磨培训教材可以分成多个模块,主要包括理论知识、操作技能和实战应用三大部分。
其中,理论知识模块包括研磨基础、表面质量、研磨工序和研磨工具等内容,旨在让员工了解研磨的基本原理和相关规范。
操作技能模块则结合实际生产需求,教授员工多种研磨技能,如手工研磨和机械研磨等,让员工掌握不同工具的使用方法和技巧。
实战应用模块则通过实际案例分析和解决,帮助员工熟练掌握技能并在实际生产中运用。
二、研磨培训教材的优势研磨培训教材不仅可以有效提高员工的操作技能和工作效率,还具有以下优势:1.提高生产质量和效率:通过研磨培训教材的学习和实践,员工可以更加熟练地掌握研磨技能和工具的使用方法,提高研磨精度和效率,从而提高生产质量和效率。
2.降低生产成本和损耗:研磨是一种高精密度的加工方式,合理的研磨可以降低材料的损耗和材料的成本,从而降低生产成本,并提高生产效率。
3.优化员工能力和素质:通过研磨培训教材的学习,可以让员工获得更多的研磨知识和技巧,从而不断优化员工的能力和素质,为员工提供更多的发展机会和空间。
三、如何设计研磨培训教材设计研磨培训教材需要从以下几个方面考虑:1.分析生产需求:设计时需要结合实际生产需求来确定培训的内容和重点。
2.理论实践结合:在教学过中需要结合实际案例和实践工作相结合,让员工理解理论知识的实际应用。
3.模块化设计:研磨培训教材可以分成多个模块,根据员工的实际需求进行学习和选修,有利于深入学习和掌握技能。
4.培训工具和环境:合理的培训工具和环境,如模拟实验室和完善的培训设备提供了更好的学习环境和条件。
五、研磨培训教材的应用研磨培训教材广泛应用于机械制造、汽车制造、电子制造、航空航天等领域。
研磨培训教材

1號V槽
1.00mm~2.00mm
2號V槽
2.00mm~3.00mm
鑽針類型
鑽針規 格
左砂 輪角 度
右砂輪 角度
針座角 度
針尖角度
3號V槽
3.00mm~4.00mm
4號V槽
4.00mm~5.00mm 大針普通 針(RD) 3.20~6. 55㎜ 15度 30度 7.5度 165度2度
分離
將左砂輪調整鈕向右旋轉3-5小格研磨主刀面,旋轉180度對位鈕研磨另一主刀面(切記 不要鬆開鑽針,不要研磨次刀面)。
重疊
將右砂輪調整鈕向右旋轉3-5小格研磨次刀面,旋轉180度對位鈕研磨另一刀面(切記不 要鬆開鑽針,不要研磨主刀面)。
缺角
調整進退刀調整鈕進刀研磨主刀面直到沒有缺角為止,輕微劇齒可以。
3號V槽
0.45mm~0.50mm
4號V槽
0.55mm~0.65mm
ST0.10~0. 45㎜
15度
30度
25度
130度2度
5號V槽
0.70mm~1.00mm SD0.40~1. 65㎜
6號V槽
1.05mm~1.45mm
15度30度ຫໍສະໝຸດ 15度150度2度
7號V槽
1.50mm~2.00mm
UC0.25~1 .60㎜ 15度 30度 30度 120度2度
5號V槽
5.00mm~6.55mm
二.手動研磨機操作流程
流程 打開機台電源 圖例說明 注意事項 1.準備內六角及V槽,打開機台電源 開關。 2.打開機台蛇型燈開關。 3.鬆開V槽螺絲,根據鑽針規格選擇 相對應的V槽並鎖緊螺絲。 4.打開左右砂輪開關至ON位置。 5.鬆開夾頭螺絲,插入鑽針,讓其針 尖突出V槽 0.5㎜並鎖緊夾頭螺絲。 6.調整進退刀調整鈕至刀面清晰,旋 轉180度對位鈕作定位並鎖緊對位鈕 螺絲(讓鑽針主刀面邊緣線與十字線X 軸平行)。 7.研磨:先在右砂輪上研磨次刀面, 再在左砂輪上研磨主刀面旋轉180度 后研磨另一次刀面的次刀面和主刀面 。 8.觀察刀面狀況:缺口、圓角不可有 ,大小邊、重疊、分離兩個主刀面公 差在0.015D以內允收,大頭、小頭在 3度以上允收。 9.將研磨OK之鑽針鬆開夾頭螺絲卸 下鑽針插入良品針盒內;並在標簽上 蓋上研磨者代碼。 注意事項 1.總電源電壓為110V; 2.對十字線時要將主刀面邊緣與目鏡 中十字線X軸平行;
研课磨课培训计划

研课磨课培训计划一、培训目标本培训计划旨在提升教师的研课和磨课能力,帮助教师更好地进行课程设计和教学实施,提高教学质量。
通过培训,使教师能够熟练掌握研课磨课的方法和技巧,能够根据学科特点和学生需求进行差异化教学,提高学生学习效果和学科素养。
二、培训内容1. 研课方法a. 教学目标的确定和分解b. 任务设计和活动安排c. 评价方式和标准2. 磨课技巧a. 课堂管理和教学组织b. 课堂教学技巧和方法c. 教学资源的合理利用3. 差异化教学a. 学生需求分析和教学内容设计b. 分层教学和小组合作c. 个性化学习任务和评价三、培训方式1. 理论培训a. 专家讲座b. 研讨课c. 理论学习2. 实践操作a. 课堂模拟b. 观摩课c. 教学实践3. 个案分析a. 学科教学案例分析b. 课堂教学反思c. 教学设计评审四、培训计划本次培训为期一个月,主要分为理论学习和实践操作两个阶段。
第一阶段(1-15天)1. 专家讲座:邀请教育学专家进行研讨,介绍研课和磨课的基本理论和方法。
2. 学科教学案例分析:教师针对自己的学科特点,对相关案例进行深入分析和讨论,了解如何进行差异化教学。
3. 课堂模拟:教师分组进行课堂模拟,通过角色扮演进行实践操作,学习如何进行研课和磨课。
第二阶段(16-30天)1. 观摩课:教师前往其他学校观摩优秀教师的研课和磨课实施情况,学习借鉴他人的教学经验。
2. 课堂教学实践:教师进行实际教学实践,根据所学方法和技巧进行课堂教学设计和实施,掌握研课磨课的实际操作技能。
3. 教学设计评审:教师将所设计的教学案例提交至专家评审,进行教学设计审核和改进,提高教学设计水平。
五、培训评估1. 学员考核:通过培训期间的学习情况和实践操作情况进行考核,对学员进行评级。
2. 教学设计评审:对学员提交的教学设计进行评审,针对教学设计的实用性和完整性进行评估。
3. 教学实践评估:对学员的课堂教学实践进行评估,评价教学效果和实施情况。
磨机培训教材(新)

管磨机培训教材目录一、磨机的分类二、磨机的工作原理三、磨机工艺参数及规格四、磨机的构成及结构特征五、安装、操作、维护及检修一.磨机的分类工业用磨机种类很多,球磨机、棒磨机、自磨机、砾磨机、振动磨、挤压磨、立磨、卧辊磨等按不同的分类方法有不同的名称。
本教材仅对我公司生产量较大的磨机做一分类。
1.按磨机的长径比分:可分为球磨机和管磨机。
L/D>2.5为管磨机。
当长径比L/D<2.5时叫球磨机。
2.按粉磨物料的性质分:可分为原料磨(建材)、水泥磨、矿用磨。
3.按磨内介质分:可分为球磨机和棒磨机。
4.按传动形式形式分分:可分为中心传动和边缘传动、边缘单传动,边缘双传动。
5.按排料形式分:可分为中卸磨,尾卸磨,周边排料磨,溢流磨,格子磨,风扫磨。
6.按工艺方式分:可分为干法磨,湿法磨,烘干磨,润磨机。
7.按支承形式分:可分为主轴承磨机,滑履轴承。
8.按分仓:单仓房,多仓房。
9.按物料的循环分:可分为开路磨和闭路磨。
二.磨机的工作原理磨机由电动机的动力通过减速机带动磨机回转部运转与磨机相配的喂料设备将水泥原料或水泥熟料(石膏)或矿石等物料通过磨机的喂料装置喂入磨机内、研磨机通过磨体的回转在衬板的带动下被带至一定的高度后落下,对物料进行较大的冲击和研磨体的泻落。
对物料进行破碎和研磨。
使物料由大变小。
对于多仓磨来说,破碎后的物料通过磨内隔仓板进入后仓继续粉磨,合格的物料通过排料口排出,对于闭路磨而言,排出的物料经过选粉机、弧形筛等分选设备,合格的物料作为成品进入成品仓或进入下一道工序。
较粗物料返回磨机进料装置再次进入磨机进行粉磨(闭路磨)。
(原理图见图)三.磨机的规格及工艺参数1.磨机的规格:磨机的规格通常用磨机筒体的直径和长度来表示如,磨机的内径为3米,长度为9米,则表示为Φ3*9m。
2.参数(1)磨机的转速磨机的转速是磨机工作的主要参数。
转速的大小将影响磨内研磨介质在磨内的运动状态,进而影响磨机的产量。
(培训体系)2020年粉磨站培训教材(中文)

水泥粉磨生产线培训教材二零零九年十一月目录第一章原料破碎 (2)第一节概述 (2)第二节破碎设备的类型 (3)第二章水泥制成 (7)第一节水泥熟料的贮存 (7)第二节石膏的作用 (8)第三节水泥的粉磨 (9)第三章水泥的储存与包装 (13)第一节水泥储存 (13)第二节水泥的包装和散装 (13)第四章水泥物理检验标准及方法 (17)第一节水泥细度的测定 (17)第二节水泥凝结时间和沸煮安定性的测定 (18)第三节水泥强度测定 (20)第五章水泥及其原材料化学分析方法 (22)第一节试剂与设备 (22)第二节部分分析 (29)第三节化学全分析方法 (30)第四节原燃料分析方法 (41)第一章原料破碎第一节概述水泥生产所需的原料,进厂粒度多数超出了粉磨设备允许的进料粒度,需要预先破碎。
此外,物料的粒度过大也不利于烘干、运输与储存等工艺环节。
水泥厂的石灰石、粘土、铁矿石、混合材以及燃料煤等,大部分都需要预先破碎。
石灰石是生产水泥用量最多的原料,开采后的粒度较大,硬度较高,因此石灰石的破碎在水泥厂的物料破碎中占有重要的地位。
生产水泥所消耗的电能约有四分之三用于物料的破碎和粉磨。
因此合理地选择破碎和粉磨设备就具有重要意义,破碎过程与粉磨过程相比较,从增加同样的表面能而言,破碎过程要比粉磨过程经济而方便得多。
因此,在可能的条件下,在物料进入粉磨设备之前,应尽可能将物料破碎至粒径较小的小块。
一般要求石灰石进入粉磨设备之前小于25mm。
这样就可以减轻粉磨设备的负荷,提高磨机的产量。
另外,粒度较小的物料,水分的蒸发较容易,因而可提高烘干机的效率。
物料破碎至细小的颗粒后,可减少在运输和储存过程中不同粒度物料的离析现象,从而避免由此引起的原料成分的波动。
缩小物料粒度对磨前的配料环节也有着重要的意义,粒度越细小均匀,电子称量设备的运行就越稳定,配料就越准确。
随着物料粒度的减小,破碎的效率下降很快。
因此破碎过程的产品粒度的要求应合理,追求过小的破碎粒度,不但降低了破碎效率,也将使破碎系统更为复杂。
磨具工培训计划及大纲

磨具工培训计划及大纲一、培训目的磨具工是生产制造行业中的重要工种,其工作主要包括研磨、打磨、抛光等工艺。
为了提高磨具工的技能水平,培养更多高素质的专业人才,制定了磨具工培训计划及大纲。
二、培训对象本次培训主要面向磨具工行业的从业人员、企业及相关人员。
三、培训内容1. 理论知识培训(1)磨削工艺的基本原理(2)磨具的种类和用途(3)磨削工艺的常见问题及解决方法(4)安全生产知识2. 技能培训(1)磨具的使用方法及注意事项(2)磨具的维护与保养(3)抛光操作技巧(4)磨具检测与质量控制3. 实操培训(1)磨具操作练习(2)磨具维护保养实操(3)抛光技术实战演练四、培训形式本次培训将采取理论与实践相结合的方式进行,同时根据培训对象的实际情况,采用分组教学、现场教学等多种教学方法,积极引导学员参与培训,提高学习效果。
五、培训时间本次培训将采取模块式教学,共分为理论培训、技能培训和实操培训三个阶段,持续时间为3个月。
具体安排如下:(1)第一阶段:理论知识培训,1个月;(2)第二阶段:技能培训,1个月;(3)第三阶段:实操培训,1个月。
六、培训师资本次培训将邀请具有丰富实践经验和教学经验的专业讲师授课,保证培训内容的权威性和实用性。
七、培训设施本次培训将在具备相关设施和设备的专业培训机构进行,以确保学员能够进行充分的实践操作。
八、培训证书成功完成培训并通过考核的学员将获得磨具工培训结业证书。
九、培训评估为了全面了解培训效果,我们将对学员进行培训前、中、后的考核评估,并根据评估结果进行调整和优化培训内容和方法。
以上是磨具工培训计划及大纲的相关内容,我们将积极做好相关准备工作,确保本次培训取得圆满成功,为提高磨具工的技能水平和生产制造行业的发展贡献力量。
打磨培训计划书

打磨培训计划书一、培训目标本培训计划旨在提供打磨技能的培训,帮助学员掌握打磨工艺的基本知识和技能,提升其在相关行业中的竞争力和职业发展。
二、培训内容1.打磨工艺概述–打磨的定义和作用–打磨工艺的发展历程–打磨的应用领域2.打磨工具和设备–常用打磨工具的种类和用途–打磨设备的分类和特点–打磨工具和设备的维护和保养3.打磨材料–常用打磨材料的种类和特点–不同打磨材料的使用场景–打磨材料的选择和采购注意事项4.打磨技巧和方法–打磨的基本原理和要素–不同材质和形状物品的打磨技巧和方法–打磨中常见问题的处理和解决方法5.实操演练–学员将根据不同的场景和要求进行实操演练–通过实操演练,培养学员的实际操作能力和解决问题的能力三、培训流程第一阶段:理论学习•时间:2天•内容:打磨工艺概述、打磨工具和设备、打磨材料、打磨技巧和方法的理论学习第二阶段:实操演练•时间:3天•内容:学员根据实际场景进行打磨工作的实操演练第三阶段:总结复习•时间:1天•内容:对前两个阶段的学习进行总结和复习,解答学员提出的问题第四阶段:考核和评估•时间:1天•内容:对学员进行培训成果的考核和评估,包括理论知识和实际操作能力的测试四、培训目标评估学员参加本培训后,应具备以下能力和水平: - 掌握打磨工艺的基本知识和要点 - 熟悉常用打磨工具和设备的使用方法 - 熟悉常用打磨材料的特点和使用场景 -具备一定的打磨技巧和操作经验 - 能够独立进行简单的打磨工作 - 能够解决打磨工作中的常见问题和困难五、培训师资和场地要求1.师资要求–培训师应具备相关行业的打磨经验和教学经验,能够传授实用的打磨技巧和知识。
–培训师应具备良好的沟通能力和教学能力,能够与学员进行互动和交流。
2.场地要求–培训场地应具备适合实操演练的设施和工具。
–培训场地应具备良好的通风条件,确保学员的安全和健康。
六、培训效果评估在培训结束后,可以通过以下方式对培训效果进行评估: - 学员满意度调查:对学员进行满意度调查,收集他们对培训质量和效果的评价。
研磨抛光工培训计划内容
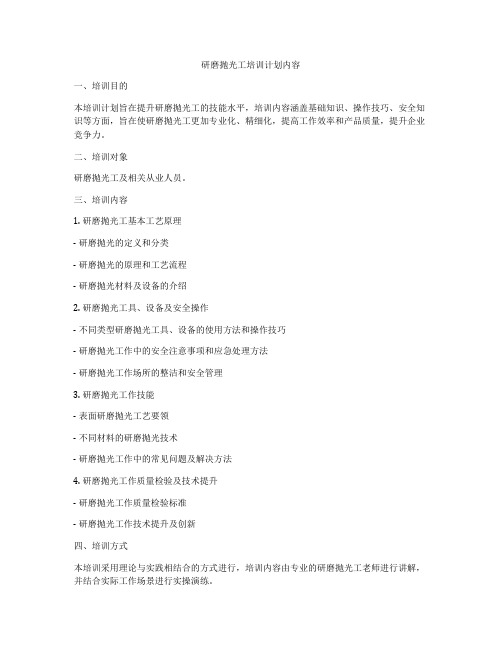
研磨抛光工培训计划内容一、培训目的本培训计划旨在提升研磨抛光工的技能水平,培训内容涵盖基础知识、操作技巧、安全知识等方面,旨在使研磨抛光工更加专业化、精细化,提高工作效率和产品质量,提升企业竞争力。
二、培训对象研磨抛光工及相关从业人员。
三、培训内容1. 研磨抛光工基本工艺原理- 研磨抛光的定义和分类- 研磨抛光的原理和工艺流程- 研磨抛光材料及设备的介绍2. 研磨抛光工具、设备及安全操作- 不同类型研磨抛光工具、设备的使用方法和操作技巧- 研磨抛光工作中的安全注意事项和应急处理方法- 研磨抛光工作场所的整洁和安全管理3. 研磨抛光工作技能- 表面研磨抛光工艺要领- 不同材料的研磨抛光技术- 研磨抛光工作中的常见问题及解决方法4. 研磨抛光工作质量检验及技术提升- 研磨抛光工作质量检验标准- 研磨抛光工作技术提升及创新四、培训方式本培训采用理论与实践相结合的方式进行,培训内容由专业的研磨抛光工老师进行讲解,并结合实际工作场景进行实操演练。
五、培训时间及地点时间:本培训计划为期两周,每周工作日上午9:00-12:00,下午13:30-16:30进行培训。
地点:培训地点为公司内部专门设立的培训场所,保证培训环境的安全、整洁。
六、培训考核培训过程中将进行定期的理论和实操考核,合格者将颁发培训证书。
七、培训效果评估在培训结束后,将进行培训效果评估,通过培训后的实际操作水平、工作质量等方面对培训效果进行评估,为今后培训提供参考和改进。
八、培训师资力量公司将邀请具有丰富研磨抛光工作经验的老师担任培训讲师,同时还将邀请相关领域的专家学者进行理论授课,确保培训内容的权威性和实用性。
九、培训资源保障公司将提供培训所需的工具设备、教材资料等,确保培训过程中的顺利开展。
十、培训学费本次培训对公司内部员工免费,对外部学员收取一定的培训费用。
十一、培训承诺公司承诺将提供一流的培训环境、师资力量和培训资源,确保培训的高质量和实效性。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
(培训体系)研磨培训教材第壹章..磨床簡介壹.磨床的三大系統:運動,潤滑.供電二.磨床的結構(見附件)三.如何保養機台與安全注意事項1.禁止用風槍吹油軌及機身2.下班不用機台時,要上壹層薄油于平台上3.切料不可切到平台4.取放工件要把砂輪停于最左最前處5.下班打掃機台時最好把機台關掉電源后再打掃6.加工時擋塊應是工件的2/3高度,且且要靠牢吸磁7禁止正對砂輪而站立,(開機中),以免灰塵或砂輪破裂而發生危險.8取拿砂輪應開關再開好動作,以免錯覺9裝上砂輪應先空轉,1分鐘之上,且把砂輪放置于平台處的地方10砂輪運轉時,砂輪的防護罩壹定要蓋好11工作過程中,如果因加工不當導致砂輪破裂,壹定要立即停機檢查,且此砂輪不能再用或需重新修整.12工作時,戴好口罩,飛于空中的灰塵會入口13砂輪轉動時,應按順時針,注意開機后檢測是否正確14供油是否正常15鋼索是否松動,壹有松動馬上調整16注意吸塵器的暢通,以免發生火災四.平台的修正1.選用46K砂輪2.粗修砂輪,轉速2500~~2700下刀量0.1~~0.05mm3.精修砂輪轉速2700~~3000下刀量0.05~0.01mm4.用奇異筆畫叉于平台上,且于平台上上壹層薄油,修平台時粗修下刀量0.005~~0.001mm精修時0.002~~0.001mm5.用量表檢測平台是否平整,奇異筆法等,平面度不能大于0.005mm6.平台修正時注意事項a.粗修時以平台不發熱為宜b.走刀時要均,不可太快,太慢c.砂輪不可于平台中停頓,以免燒壞平台d.砂輪底部要保持平整,鋒利第二章﹕材質與量具的認識(壹)砂輪1.砂輪,由磨料,結合劑,和氣孔組成,具有切削作用的刃具2.磨料分天然,人造原料.我們常用的是人造磨料人造磨料分﹕a:剛玉類棕剛玉A耐壓力棕褐色藍色白剛玉WA發熱低白色鉻剛玉PA碎硬剛紅色b.碳化硅類﹕硬度高脆性高不易磨帶韌性的物質.主要用于磨﹕鑄鐵,生鐵,黃銅等c:超硬類由人造金剛石(石墨)經過高溫轉復組成,刀口鋒利,磨V3等硬無磁性物質.3磨料的粒度標准化324660801001201802203203805001000此數據表示1英寸的長度上砂料的數量.4.結合劑的標准化ABCDE……JK……..ZJ比K硬度小5.砂輪的密度標准化:密度是氣孔與結合劑于同壹體積內的質量.把密度分為15個等級﹕01234567891011121314其中﹕01234密級62%(即磨料于砂輪中占的比例)5678910中級34%11121314疏級15%6.制作標准化:VBRV:燒制B:樹脂結合劑R﹕橡膠結合劑89WA46K8VBE總體解示89外型規格89型WA白剛玉46K粒度46結合度K8密度中級V瓷質BE廠商規格7.加工時,砂輪的選擇a.發熱大,進行大量磨制時選用,46K60JK80K(J)b.要求光亮,發熱小,且需成型加工時,選用100K120K等c.特別注明清角,或薄砂輪時0.4以下時選用120K180K220K320K之砂輪8.砂輪的修制a.選用Φ10﹐Φ12﹐Φ6﹐Φ3之修刀b.466080之砂輪忌用Φ6﹐Φ3之尖銳修刀c.底部修刀壹般選Φ10﹐Φ12,若0.5mm以下薄砂輪選用Φ6﹐Φ3,下刀量0.015~0.02之間d.修刀傾斜30°~15°(底部,側面15°~20°為宜,以減少修刀的損壞e.砂輪最低點偏左5~10mm為修刀點的位置f.粗修時選用Φ10,Φ12下刀量0.1范圍內﹐轉速為2500左右走刀快精修時下刀量0.01~0.03范圍內走刀慢,轉速為3000之上9.砂輪加工中的鈍化層為0.1此時手搖極重,工件表面出現波浪紋,且有砂輪破碎之聲.需馬上修制9.判斷砂輪修好的方法a.聽:修時的聲音清脆,砂粒四散b.試﹕試磨感覺砂輪又鋒利又光亮的痕跡c.摸﹕感到平整而燒手,壹般是輕輕觸摸即可二﹕量具(壹):分厘卡又名千分尺和螺旋測微器校正周期為6個月解析度為0.011.工作原理﹕于同壹螺距長度上分成几個衡量等級2.測量范圍﹕工件外形,外徑,內徑,深度等3.解析度﹕指壹個量具所能達到的最小刻度(0.001)4.精確度﹕0.002mm同壹量具,同壹工件,同壹操作,重復于同壹時間內多次重復測量結果相差的值越小,則其精度越高.5.准確度﹕測量值為真實值之間的差異,其值越小,則其精度越高,有時指移多次測量的平均值6.規格﹕0~2525~~5050~~7575~1007.操作順序A.清潔a.清潔分厘卡及工件時,保証各部分無塵,無油后b.清潔砧座與主軸的端面(對分厘卡)方法﹕把壹光潔的白紙夾于其間,旋至適當的測壓力,將紙輕輕抽出,再將主軸退回,见兩端面是否有紙屑c.用無塵紙或酒精擦淨工件的側面和基准面B歸零a.將砧座與主軸面接觸,旋轉尾輪3~5周,施于壹定的側壓力,见內外套筒是否零位重合b.若誤差于0.01mm則鎖緊主軸打開鉤絲扳手調至零位c.若誤差大于0.01nn則鎖主軸打開外殼,用扳手扳動內外套筒后的固定螺絲,再調整內外套筒完成對齊,然后再鎖緊固定螺絲(即用六角扳手調至0.01以內,再用釣頭反手復零)C測量a.退回主軸,將工件置于兩端面之間,輕旋尾輪3~5周,旋于壹定測壓力b.讀數﹕視線與刻度線垂直,讀數8注意事項a歸零時應輕輕旋轉轉軸,使兩工作面輕輕接觸,以免碰傷工作面b輕拿輕放,注意使用范圍c0~25mm分厘卡用完后兩工作面應間隔0.1~05mmc.用完后擦干淨,端面和主軸上油,嚴禁用氣槍吹9分厘卡的維護與保養a.用完后上油b.加工時應放于卡座上c.不可掉落和受壓d.不可手觸端面,防生鏽e.不用時應放回盒內,置于陰涼干燥處10.校正周期﹕6個月(二)﹕卡尺1校正周期﹕6個月2類型﹕游標,電子式,附表式,尖針卡尺3.規格,0~1500~2000~3004精度﹕0.02mm解析度﹕0.01mm5.用途﹕不太精密的外形內外徑深度斷差等6操作順序a.先打開到50mm左右,清潔測量面雜物b.歸零調零。
若需調零,需注意卡尺歸零時兩測量面將要接觸,應該輕輕的靠近接觸面后方可施加壹定壓力,然后伸開手见指針是否指向零c.將需測量的工件的被測面清理干淨,然后平行于卡尺的測量區之間d.讀數﹕刻度尺上的數+刻度盤上的數即為測量值(三):塊規1.特性﹕于現有量具中,精度電高的壹種2.作用﹕傳遞量值﹐20℃時誤差為0.025μ3.用途﹕a.校正各種測量工具b.做墊塊c.測量溝槽d.比較工作尺寸4.注意事項a.用時清潔干淨b.不能隨便放置c.不能做擋塊,更不能對刀5.操作a.清潔b.需配合時必須緊配,且以三塊為限c.用后上油置于盒內d.常用單位﹕毫米(mm)1毫米=100絲1絲=100μm1毫米=1000μ第三章﹕平面研磨1.平面研磨的原理﹕砂輪的磨粒與工件接觸發生的作用a切削b刻化c磨擦拋光2.切削的四個階段a擠壓﹕金屬受壓發生彈性形變b滑移階段﹕受力加大后,金屬將向某個方向滑移,發生塑性彎形c擠裂﹕砂輪對金屬的壓力,超過金屬的強度極限。
金屬變會向某壹方向擠裂e切離﹕磨削被迫離開工作表面3修變形A變形的種類彎曲扭曲B修變形的方法a.對稱加工法﹕即翻面磨(常用方法)A+B+Ab.改變吸管力法﹕大小吸力變換進行加工d.敲墼法e.摁綁法f.以毒畋毒法g.減少發熱變形法﹕砂輪修粗走刀慢少,酒精,冷卻油散熱減少接觸面4.交叉花紋a砂輪鋒利,不可太粗b.旋轉角度,壹次成型c.花紋要均勻,整齊漂亮5.工件燒傷的原因a.砂輪硬度太大b.砂輪的粒度太高c.砂輪修的太細e.進刀量太大f.轉速太高(沒變頻器可用修底部來控制光亮與燒刀情況g.走刀太快,縱向進給量太多,壹般是手柄的1/3圈或細加工時手柄的1/4圈3.尺寸的控制a.修變形與尺寸控制同時進行,選用翻面法為主要方法b.工件經過翻兩面之后形成兩個光平的面,此時數顯歸零,取下工件測量尺寸,此時的尺寸為基准尺寸c.余量多時,再進行對稱加工,直至尺寸留至0.02~0.03mm時,把砂輪修細成型加工e.成型加工采取A+B即可.A面光后再B面,然后測量尺寸再到位成型.4.平面研磨加工A.方法是:粗+精例:a.5.0的厚度要求磨到4.0b.砂輪修粗下刀0.1~0.01c.采用A+B+A把尺寸磨到4.10d.修細砂輪再磨下刀0.01~0.001e.采用A+B+A把尺寸控制到4.00第四章﹕.機械識圖1.平面三視圖是由正立投影,正.上.右所形成的三視圖2.三視圖的三等關系主視長=俯視長等長主視長=(左)右視高等高(左)右視寬=俯視寬等寬第五章﹕三角函數Sinα=A/CCosα=B/Ctgα=A/B反三角函數arcSinαA/C=α勾股定理A2+B2=C2正弦定理A/Sina=B/Sinb=C/SincbC余弦定理A2=B2+C2-2BC.cosaSin90°=1Aca B2=A2+C2-2AC.cosbCos90°=1BC2=A2+B2-2AB.cosc第六章﹕手抓六面體1.垂直A:符號B作用﹕a.精密模具設計之需要b.裝配之需要d.成型之需要2.加工直角的方法a.利用量表或比測的方法抓直角(手抓六面體)b.用精密平口鉅抓直角,精度單個0.005mm,多個0.01mmc.利用直角器或正角的檔塊抓直角3.影響工件垂直的因素a.基准平面度,平行度不夠b.虎鉗精度不夠c.加工方法不當,受力不均,兩基准面不能完全吻合d.工件沒去毛刺,有油污e.工件變形,沒有完全消除f.工件基准面之間附加的檔塊不夠平面,准確g.平台不干淨,清潔不夠完善,或平台沒修平h.工件沒夾緊,有松動i.工件發熱過大,沒有控制變形就加工完成(如沒開粗)j.高長工件沒有輔助正角完成加工3.加工直角控制工件尺寸的方法a.粗磨所要磨的尺寸,留0.02~0.05mm(兩個面)b.精磨到位,注意散熱c.取下虎鉗上的工件,去除毛刺,以磨好的面分別放于平台上,吸磁分粗細磨加工到位.4.直角度的檢測方法a.用量表檢測b.用正角高度計測檢e.投影f.用直角規檢測第七章:斷差加工1.斷差也就是台階2.加工斷差要求砂輪側面平整,使用修刀側面修整時注意事項a.進刀量0.001!0.02mm46K80K100K120K的粗修Φ10進刀量0.001~0.01mm180K220K320K的粗修刀Φ10進刀量0.0001~0.005mm120K180K220K320K的精修修刀Φ6Φ3壹般采用Φ10Φ12b.修砂輪時,進刀0.2提開0.2到1.0時,提開1.5~2.0mm成為壹個階梯狀,如﹕以避免砂輪碰撞修刀金屬過多產生危險c.修制薄砂輪時,砂輪修成階梯狀前高后低,如圖:,且修時采用A+B+A的方法修平砂輪.前后d.修砂輪仍要注意砂輪的變形狀況,與工件變形不同,但修制的方法壹樣,采用對稱法,多修底部即可克服變形.如圖﹕3.加工斷采用的對刀方法a.檔塊對刀b.工件對刀所采用奇異筆擦去80%來確定對刀的精度c.砂輪分中d.檢測對刀法﹕即先切少量,檢測工件后再進數到位加工成型4.加工斷差時應該考慮的問題A.燒刀﹕要求先開粗,留0.1~0.05的余量,以減少發熱控制燒刀B.對刀不准﹕a.砂輪上有灰塵要手感砂輪平整無塵b.檔塊無正確要知悉自已的檔塊正角狀況c.靠數不牢奇異筆液擦去80%或聽有聲d.對好刀后,加工時敲擊工件,檔塊受影響C.清角﹕砂輪有損耗,以修底部來保証銳角的形成.凡清角的斷差,砂輪選用100K之上,清角三次,以達到R≦0.03D.底部對刀可a.平台對刀b.檔塊找差距的對刀c多做壹個首件試刀5.檢測斷差的方法A.直接分厘卡測量大于1.0之上的斷差B.0.5~1.0之間的斷差可采用投影來測量C.高度計(0.5之上才可用)6.斷差的品質要求A.無砂輪粗糙痕跡B.不可燒焦難见的斑紋C.清角要求≦0.03mmD.斷差面光亮細平E.不可碰缺斷差面F.保持斷差棱角的銳角4.逃角A.如果需要絕配,又不影響模具結構的形成,針對挂台避位等地方,可采用逃角B.逃角選用寬1.5~3.0之間的寬砂輪,比面深0.2即可,.逃角C.對于薄面挂台,可不選用逃角第八章:斜度加工斜度加工使用的工具,角度器,正弦平台,倒角吸磁器,R成型器,正弦棒,沖子成型器等.所要加工的斜度類型﹕成型斜度,倒角,大面積斜度.斜度加工的壹般步驟﹕粗磨精磨1.工具介紹(常用)A.角度器﹕由兩端點確定距離,通過塊規墊高度來確定壹三角形角度,再進行對砂輪的修整,壹般兩端點的距離為50mm.塊規高度由50Sinα來確定(α為未知數)B.正弦平台﹕同上由塊規來定角度,再以吸磁的方式,把工作放置平台上進行控數加工.2.成型斜度加工A.工件處圍形成,倒角狀斜度加工時,砂輪斜度可任意(大于工件斜邊長即可),對刀時以斜面對工件棱角碰到后,數顯歸零,下刀量直角邊長度B..工件是成型斜度,砂輪應修成與工件斜度相等直角邊的形狀,加工如同斷差方法即可﹕如圖砂輪工件.(2-A)砂輪工件(2-B)3.倒角的加工A.同成型斜度第壹種方法加工相同(砂輪斜度)B.使用倒角器和正弦平台加工,下刀尺寸為所形成三角形的高砂輪h工件(3-B)4.大面積斜度加工A.使用正弦平台加工,下刀尺寸為工件斜度所形成三角形的高B.砂輪任意修整尺寸,投影砂輪底部直角邊長”x”,加工時,側面底部對刀歸零,進刀x+標注尺寸(己知),下刀﹕標注尺寸(己知)再利用正弦平台把余下部份磨至接平成型OK部份.5.斜度加工的尺寸控制與注意事項A對刀采用奇異筆檢測法:砂輪與棱角接觸,產生亮點,此時數顯歸零.進行加工,要求感觀精確.B.檢測法﹕以對刀的方式加工后,留有余量,先取下工件進行檢測確定尺寸后,再重新擺上平台,根據所剩下需加工的尺寸,進行加工C.加工斜度,不可把斜度方向顛倒了加工,以免產生不良。