aspen用dstwu精馏过程模拟
用aspen对苯-甲苯分离浮阀板精馏塔进行辅助设计
钦州学院化工原理课程设计设计题目:用aspen对苯-甲苯分离浮阀板精馏塔进行辅助设计设计者:罗书艺学号:**********专业:化学工程与工艺班级:化工本112班指导教师:***设计时间:2014年5月25日~2014年6月15日课程设计任务书一、设计题目用aspen对苯-甲苯分离浮阀板精馏塔进行辅助设计二、设计任务1.原料名称:苯-甲苯二元均相混合物;2.原料组成:含苯35%(质量百分比);3.产品要求:塔顶产品中苯含量不低于97%,塔釜中苯含量小于0.9%;4.生产能力:年处理量2.8万吨/年;5.设备形式:浮阀塔;6.生产时间:300天/年,每天24h运行;7.进料状况:泡点进料;8.操作压力:常压,泡点进料,塔顶全凝器,单板压降不大于0.7kPa;9.加热蒸汽压力:270.18kPa;10.公用工程水温度:热源为低压饱和水蒸气(120℃),冷源为当地水(钦州地区25℃)。
三、设计内容1.设计方案的选定及流程说明;2.用Aspen Plus模拟计算,给出物料流程图和物流表,计算总物料平衡和能量平衡;3.用Aspen Plus模拟精馏塔的工艺条件及有关物性数据的计算;4.塔板数的确定;5.精馏塔塔体工艺尺寸的计算;6.塔板主要工艺尺寸的计算;7.塔板的流体力学验算;8.用Aspen Plus对换热器进行模拟设计;9.绘制生产工艺流程图(带控制点、机绘,A2图纸);10.绘制板式精馏塔的总装置图(包括部分构件,A1图纸);四、设计要求1.工艺设计说明书一份2.工艺流程图一张,主要设备总装配图一张(采用AutoCAD绘制)五、设计完成时间2014年5月25日~2014年6月15日概述本文采用aspen对苯-甲苯分离浮阀板精馏塔进行辅助设计,对于该二元均相混合物的分离,应采用连续精馏过程。
设计中采用泡点进料,将原料液通过预热器加热至泡点温度后送入精馏塔内。
塔顶上升蒸汽采用全凝器冷凝,冷凝液在泡点下一部分回流至塔内,其余部分经产品冷却器冷却后送至储罐。
aspen认识实习大作业-甲苯乙苯精馏分离

Aspen大作业甲苯-乙苯精馏别离〔分字班〕一、工业背景简述催化重整、汽油裂解等工艺生产的C7、C8混合芳烃中,除了主要含有的混合二甲苯之外,还有大量的甲苯和乙苯。
其中甲苯主要用作溶剂和高辛烷值汽油添加剂,也是有机化工的重要原料,但与同时从煤和石油得到的苯和二甲苯相比,目前的产量相对过剩,因此相当数量的甲苯用于脱烷基制苯或岐化制二甲苯。
甲苯衍生的一系列中间体,广泛用于染料;医药;农药;火炸药;助剂;香料等精细化学品的生产,也用于合成材料工业。
甲苯进展侧链氯化得到的一氯苄;二氯苄和三氯苄,包括它们的衍生物苯甲醇;苯甲醛和苯甲酰氯〔一般也从苯甲酸光气化得到〕,在医药;农药;染料,特别是香料合成中应用广泛。
甲苯的环氯化产物是农药;医药;染料的中间体。
甲苯氧化得到苯甲酸,是重要的食品防腐剂〔主要使用其钠盐〕,也用作有机合成的中间体。
甲苯与苯衍生物经磺化制得的中间体,包括对甲苯磺酸与其钠盐;CLT酸;甲苯-2,4-二磺酸;苯甲醛-2,4-二磺酸;甲苯磺酰氯等,用于洗涤剂添加剂,化肥防结块添加剂;有机颜料;医药;染料的生产。
甲苯硝化制得大量的中间体。
可衍生得到很多最终产品,其中在聚氨酯制品;染料和有机颜料;橡胶助剂;医药;炸药等方面最为重要。
乙苯也是重要的有机化工原料,用于有机合成和用作溶剂。
主要用于生产苯乙烯,进而生产苯乙烯均聚物以与以苯乙烯为主要成分的共聚物〔ABS,AS等〕。
乙苯少量用于有机合成工业,例如生产苯乙酮、乙基蒽醌、对硝基苯乙酮、甲基苯基甲酮等中间体。
在医药上用作合霉素和氯霉素的中间体。
也用于香料。
此外,还可作溶剂使用。
目前全球99%的乙苯用来生产苯乙烯单体。
二、问题表示常压连续精馏塔,饱和液体加料,料液为甲苯-乙苯混合液,100kmol/h,其中,甲苯含量0.44(摩尔分数,下同),别离要求:—塔顶出料含甲苯以上—塔底出料含乙苯上应用Aspen Plus的RadFrac模型,设计一个满足上述要求的精馏塔。
甲醇装置预精馏塔Aspen模拟任务书

甲醇装置预精馏塔Aspen模拟任务书一、模拟计算依据:1、原料处理量:学号后三位XXX × 100 kg/h;2、粗甲醇液进料组成如表1所示(质量分数);进料条件为:液相进料温度60℃,进料压力140kPa,塔顶(分凝器气相出料)冷凝器压力130kPa,再沸器压力150kPa;3、分离要求:塔顶甲酸甲酯摩尔回收率为99.99%,塔顶甲醇摩尔回收率为0.7%。
4、物性方法:BWRS表1 进料组成表二、任务1、按计算依据,用简捷法(DSTWU模块)模拟计算预精馏塔以分离粗甲醇中的轻组分(建议实际回流比取最小回流比的1.5倍)。
2、在简捷模拟计算中,通过回流比随理论板数变化曲线,确定适宜回流比、理论板数。
及相应的进料位置、塔顶产品与进料的摩尔流量比(D/F)、最小回流比、最小理论板数、实际理论板数、进料位置以及塔顶温度。
3、根据简捷计算的结果,利用严格法(RadFrac模块)对预精馏塔进行严格计算,进料条件、冷凝器形式、冷凝器压力、再沸器压力、再沸器采用釜式再沸器、产品纯度要求以及物性方法与简捷法相同,用严格法核算任务2中的结果(简捷计算结果)是否达到回收率要求。
4、通过严格法(RadFrac模块)设计规定功能,调整回流比、馏出与进料量比以达到分离要求;5、通过Aspen灵敏度分析功能,在严格法中求取回流比随理论板数据的变化曲线,重新确定适宜回流比、理论板数。
6、绘制塔内温度分布曲线、塔内液相质量组成分布曲线、塔内的气相组成分布曲线。
7、书写模拟报告。
以下为选做部分(评优学生必做)6-1、通过Aspen灵敏度分析功能,在严格法中求取进料板位置与再沸器热负荷的关系曲线,重新确定进料板位置。
6-2、设实际塔板的塔板默弗里效率为60%,在严格法中重新设定塔板数、进料板位置;然后在严格法中初步设定塔板类型为浮阀,查看塔板的水力学性质;6-3、对塔进行校核计算,确定塔的结构尺寸、水力学性能、负荷性能。
aspen 精馏模拟详细过程及探讨疑问
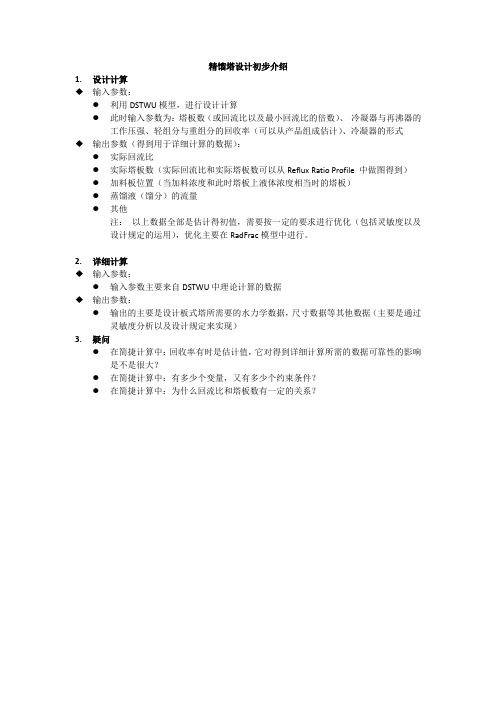
精馏塔设计初步介绍1.设计计算◆输入参数:●利用DSTWU模型,进行设计计算●此时输入参数为:塔板数(或回流比以及最小回流比的倍数)、冷凝器与再沸器的工作压强、轻组分与重组分的回收率(可以从产品组成估计)、冷凝器的形式◆输出参数(得到用于详细计算的数据):●实际回流比●实际塔板数(实际回流比和实际塔板数可以从Reflux Ratio Profile 中做图得到)●加料板位置(当加料浓度和此时塔板上液体浓度相当时的塔板)●蒸馏液(馏分)的流量●其他注:以上数据全部是估计得初值,需要按一定的要求进行优化(包括灵敏度以及设计规定的运用),优化主要在RadFrac模型中进行。
2.详细计算◆输入参数:●输入参数主要来自DSTWU中理论计算的数据◆输出参数:●输出的主要是设计板式塔所需要的水力学数据,尺寸数据等其他数据(主要是通过灵敏度分析以及设计规定来实现)3.疑问●在简捷计算中:回收率有时是估计值,它对得到详细计算所需的数据可靠性的影响是不是很大?●在简捷计算中:有多少个变量,又有多少个约束条件?●在简捷计算中:为什么回流比和塔板数有一定的关系?简捷计算(对塔)1.输入数据:●Reflux ratio :-1.5(估计值,一般实际回流比是最小回流比的1.2—2倍)●冷凝器与再沸器的压强:1.013 ,1.123 (压降为0.11bar)●冷凝器的形式:全冷凝(题目要求)、●轻重组分的回收率(塔顶馏出液):0.997 ,0.002 (如果没有给出,可以根据产品组成估计)●分析时,注意Calculation Option 中的设置,来确定最佳回流比以及加料板位置2.输出数据:●Reflux Ratio Profile中得到最佳的回流比与塔板数为:塔板数在45—50中选择,回流比在:0.547 —0.542●选定塔板数为:48,回流比为:0.544●把所选的塔板数回代计算,得到下列用于RadFrac模型计算的数据(见下图):●●从图中可得:实际回流比为:0.545(摩尔比);实际塔板数为:48;加料板位置:33;Distillate to feed fraction :0.578(自己认为是摩尔比,有疑问??);馏出液的流量:11673.5kg/h疑问:进料的流量是怎么确定的,肯定是大于11574kg/h,通过设计规定得到甲醇产量为:11574kg/h(分离要求),求出流量为:16584.0378kg/h。
aspen精馏过程模拟
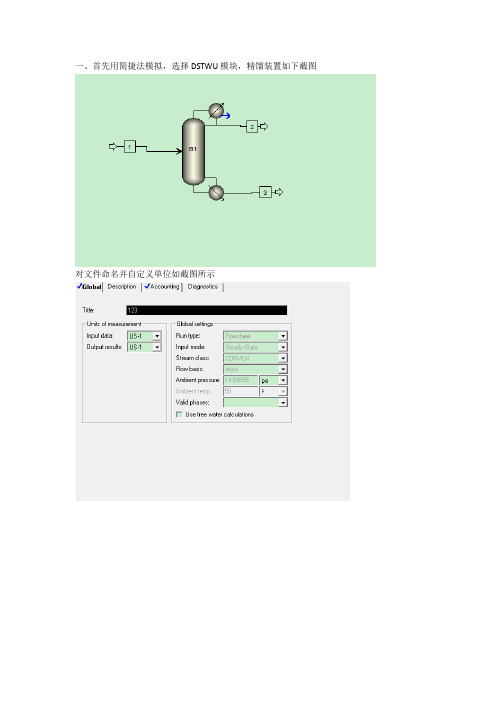
一、首先用简捷法模拟,选择DSTWU模块,精馏装置如下截图对文件命名并自定义单位如截图所示然后在计算机上输入物料的组成,如下截图所示选择一个热力学方法为SRK方法如下截图所示对1号进料物流管进行参数设定,为泡点进料,进料压力为16.5Kg/cm2,进料流量为100kmol/h。
还有物料组成及比例如下截图所示对精馏塔进行参数的设定,回流比为最小回流比的1.2倍,塔顶轻组分丙烷的含量为0.999,重组分含量丁烷为0.001,参数设定值如下截图所示参数设定完成运行软件并查看结果,计算结果如下图所示从结果可知实际的回流比为1.198,实际塔板数为38块,实际的进料板为第17块板,冷凝器的温度为44.25℃,塔釜的温度为116.88℃。
二、进行严格法计算根据简化法得到的条件进行模拟选择Radfrac模块,模拟装置图如下截图对文件命名并自定义单位如截图所示在计算机上输入物料的组成,如下截图所示选择一个热力学方法为SRK方法如下截图所示对1号进料物流管进行参数设定,为泡点进料,进料压力为16.5Kg/cm2,进料流量为100kmol/h。
还有物料组成及比例如下截图所示对塔进行参数设置,根据简化法的计算结果知,塔板数为38,实际回流比为1.198。
再根据题目设计的要求冷凝器为全回流,塔顶的采出率为80。
参数如下截图所示:根据简化法结果进料板为第十七块板进料,截图如下设置塔顶压力为16kg/cm2,冷凝器压力为15.8kg/cm2,全塔的压降为0.2kg/cm2。
设置如下截图所示参数设置完成并运行软件,查看结果不满足分离的目的,则进行自定义设定,目标值设定为0.001选择丙烷选择3号物流设置回流比的可变范围为1到100,增量为0.1运行软件查看结果满足分离的要求。
接下来进行灵敏度分析以确定最佳的进料位置参数设置完成并运行软件查看灵敏度分析的结果如下截图从结果的表中可以看出第22块板的回流比,冷凝器的热负荷,再沸器的热负荷都是最小的,从而可以知道最佳的进料位置为第22块板并对数据在plot里作出X-Y的曲线图如下截图所示从图中也可以明显的看出最佳的进料板为第22块塔板。
反应精馏过程模拟_ASPENPLUS应用范例

( 上接第 56 页) 图 6 可以看出, 环氧丙烷在 2、6 板上摩尔分率较高, 从而这就造成在这两块板上反 应量较大。这样, 我们可以看出, 该反应的主反应区在第二块板和第六块板, 三、四、五块板反应量很少, 加料板( 第六块版) 以下反应量几乎为零。 5 结论
件下是很难做到在短时间内混合均匀的。 水 合反应生成的一水碱( N a2CO3 ·H 2O ) 呈
松散的颗粒状态, 内含游离水 5- 7% 左右, 密度 约 1250K g/ T 。根据查定, 在水合机反应区内一水 碱与热纯碱的体积比大于 2. 0∶1( 我厂水合机满 负荷生产时此体积比是 2. 2∶1) 。由上述分析可 知, 若采取将水合水先加入到一水碱中, 利用一水 碱分散性能好和在反应区内的体积大于热纯碱的 条件, 使吸水后的一水碱与热纯碱混合, 就可使热 纯碱很容易地迅速分散到一水碱中, 吸收一水碱 中含有的水分进行水合反应。即是将一水碱做为 水合水的载体和两相混合中的连续相, 热纯碱做 为两相混合中的分散相, 消除了热纯碱与水合机 内壁的接触机会, 从而避免水合机内壁粘碱结疤。 3 异径水合机的防结疤技术
分散到一水碱中。随着机体的旋转, 机内采用的大 抄板技术使一水碱与热纯碱迅速而均匀地得到了 混合。
异径水合机长度为 4775mm , 一水 碱在机内 的停留时间是 10 分钟, 仅是直筒式水合机停留时 间的一半。由于出料端亦采用了异径技术, 消除了 出料死角, 加之较短的停留时间使机内物料在温 度尚未降低时导出, 避免了因温度降低而发生的 机尾结疤。
通过模拟计算与优化处理, 我们得到反应的工艺条件如表 1 所示, 我们发现计算结果与实际情况非 常接近。 3. 2 计算结果及分析
如何使用aspen软件模拟完成精馏的设计和控制马后炮终审稿)
如何使用A S P E N软件模拟完成精馏的设计和控制马后炮Pleasure Group Office【T985AB-B866SYT-B182C-BS682T-STT18】如何使用ASPEN TM 软件模拟完成精馏的设计和控制威廉·L·鲁平博士第6 章:使用稳态计算选择控制结构Steadt-state Calculations for Control Structure Selection 在我们转入将稳态模拟转化为动态模拟细节讨论之前,要先讨论一些重要的稳态模拟计算方法。
因为经常被用于精馏设计中帮助为其选择一个实用且高效的控制结构,。
故此类讨论可能是一定意义的。
绝大部分精馏塔的设计是为了将两种关键组分分离获得指定的分离效果。
通常是两个设计自由度指定为馏出物中重关键组分的浓度和塔底产品中轻关键组分的浓度。
因此,在精馏塔的操作和控制中,“理想的”控制结构需测定两股产品的组成并操控两输入变量(如,回流流量和再沸器的输入热量),从而能够达到两股产品中关键组分的纯度要求。
然而,由于一些现实的原因,很少有精馏塔使用这种理想的控制结构。
组分检测仪通常购价昂贵且维修成本高,其可靠性对连续在线控制而言,有时略显不足。
如果使用色层法,还会在控制回路中引入死时间。
此外,不使用直接测量组分法,通常也有可能取得非常高效的控制效果。
温度测量被广泛应用于组分的推理控制。
温度传感器廉价而又可靠,在控制回路上只有很小的测量滞后。
对恒压二元体系,温度与组成是一一对应相关的。
这在多组分体系中不适用,但精馏塔中合适位置的温度通常能够相当准确地提供关于关键组分浓度的信息。
在单端控制结构中,只需控制某块塔板的温度;选择剩下的“控制自由度”时应使产品质量可变性最小。
例如,确定一定的回流比RR 或者固定回流与进料流量的比值R/F。
有时候,需要控制两个温度(双温控制系统)。
我们将在本章中讨论这些被选方案。
如果选择使用塔板温度控制,那么问题便是选择最佳一块或数块塔板,该处的温度保持恒定。
Aspenplus模拟精馏塔说明指导书
Aspenplus模拟精馏塔说明指导书Aspen plus模拟精馏塔说明书一、设计题目根据以下条件设计一座分离甲醇、水、正丙醇混合物的连续操作常压精馏塔:生产能力:100000吨精甲醇/年;原料组成:甲醇70%w,水 %w,%w;产品组成:甲醇≥%w;废水组成:水≥%w;进料温度:;全塔压降:;所有塔板Murphree 。
二、设计要求对精馏塔进行详细设计,给出下列设计结果并利用AutoCAD绘制塔设备图,并写出设计说明。
(1).进料、塔顶产物、塔底产物、侧线出料流量;(2).全塔总塔板数N;最佳加料板位置N F;最佳侧线出料位置N P;(3).回流比R;(4).冷凝器和再沸器温度、热负荷;(5).塔内构件塔板或填料的设计。
三、分析及模拟流程(手算)目的:求解 Aspen 简捷设计模拟的输入条件。
内容:(1)生产能力:一年按8000 hr计算,进料流量为100000/(8000*)= t/hr。
(2)原料、塔顶与塔底的组成(题中已给出):原料组成:甲醇70%w,%w,%w;产品:甲醇≥%w;废水组成:水≥%w。
(3).温度及压降:进料温度:;全塔压降:;所有塔板Murphree 。
(DSTWU)进行设计计算目的:对精馏塔进行简捷计算,根据给定的加料条件和分离要求计算最小回流比、最小理论板数、理论板数和加料板位置。
目的:研究回流比与塔径的关系(N T-R),确定合适的回流比与塔板数;研究加料板位置对产品的影响,确定合适的加料板位置。
方法:作回流比与塔径的关系曲线(N T-R),从曲线上找到期望的回流比及塔板数。
4. 用详细计算模块(RadFrac)进行计算目的:精确计算精馏塔的分离能力和设备参数。
方法:用RadFrac模块进行精确计算,通过设计规定(Design Specs)和变化(Vary)两组对象进行设定,检验计算数据是否收敛,计算出塔径等主要尺寸。
5. 塔板设计目的:通过塔板设计(Tray sizing)计算给定板间距下的塔径。