1-226海德汉530系统编程和操作说明书
1226海德汉530系统编程和操作说明书

百度文库 - 让每个人平等地提升自我NC 软件340 420-xx用户手册HEIDENHAIN会话格式可视显示器上的控制器切换屏幕布局在加工或编程模式之间切换选择屏幕上功能的软键切换软键行输入字母和符号的打字键盘文件名注释ISO程序机床操作模式手动操作电子手轮通过MDI进行定位单步程序运行连续程序运行编程模式编程和编辑试运行程序/文件管理器TNC功能选择或删除程序或文件外部数据传输在程序中输入程序调用MOD功能显示NC错误信息的帮助文本袖珍计算器移动高亮区直接到程序块循环和参数功能移动高亮区直接到程序块循环和参数功能进给速度/主轴速度倍率控制旋钮编程路径移动切入/切出轮廓FK自由轮廓编程直线圆的中心/极坐标极心圆及圆心圆及半径相切连接的圆弧倒角圆角刀具功能输入和调用刀具长度和半径循环子程序和程序段重复定义和调用循环输入和调用子程序和程序段重复标号程序中间程序停止在程序中输入探头功能坐标轴和编号输入和编辑选择坐标轴或输入坐标轴到程序中编号小数点改变算术符号极坐标增量尺寸Q 参数捕捉实际位置跳过对话问题删除字确认输入并恢复对话结束块清除数字输入或清除TNC错误信息中止对话删除程序段百度文库 - 让每个人平等地提升自我TNC 型号软件和特性本手册说明了TNC按以下NC软件号提供的功能和特性TNC型号NC软件号iTNC 530 340 420-xxiTNC 530E 340 421-xx后缀E表示TNC的出口版本TNC的出口版本具有以下限制可同时在不超过4个轴上进行直线移动机床制造商通过设置机床参数修改机床TNC可用特性本手册中描述的一些功能可能在您的机床上没有提供您的机床上可能没有提供的TNC功能包括3维探头探测功能使用TT 130进行刀具测量攻丝刚性在中断后返回轮廓请与您的机床制造商联系以熟悉您的机床的特性许多机床制造商以及HEIDENHAIN提供TNC的编程课程我们推荐这些课程因为这是提高您的编程能力和与其他TNC用户共享信息和想法的有效途径探头循环用户手册在另外手册中描述了所有探头功能如果需要该用户手册的拷贝请与HEIDENHAIN联系手册ID编号369 280-xx使用地点TNC遵守EN55022规范对A类设备的限制并主要用于工业化区域百度文库 - 让每个人平等地提升自我HEIDENHAIN iTNC 530I。
海德汉_HEIDENHAIN_iTNC_530_编程操作手册1012

1基本技能(文件管理器/刀具表)2直角坐标路径功能3极坐标4钻孔循环循环5铣型腔、凸台和槽的循环6加工阵列孔的循环7SL 循环8坐标变换循环9重复运行的程序块编程技巧10子程序11嵌套12相关信息+Z+Z+Z基本轴旋转轴平行轴X A U Y B V ZCWX键盘TE 420TE 5301字母键盘用于输入文本和文件名,以及ISO 编程。
双处理器版本: 提供其他的按键用于Windows 操作。
2文件管理器、计算器、MOD 功能和HELP (帮助)功能3编程模式4机床操作模式5编程对话的初始化6方向键和GOTO 跳转命令7数字输入和轴选择8鼠标触摸板: 仅适用于双处理器版本124376518432765显示单元1软键区2软键选择键3软件行切换键4设置屏幕布局5加工和编程模式切换键6预留给机床制造商的软键选择键7预留给机床制造商的软键行切换键13423675123345屏幕布局编程模式显示机床操作模式显示机床操作模式(后台)编程操作模式、对话、出错信息(显示在前台)程序机床功能的软键软键区机床操作模式、对话、出错信息(显示在前台)编程模式(后台)程序或位置显示机床功能的软键机床状态软键区操作模式键操作模式功能程序编辑 编写及修改程序(RS-232-C/ V.24数据接口)试运行 静态测试 / 有图形模拟或无图形模拟几何尺寸是否相符数据是否缺失手动 移动机床轴显示坐标轴值设置原点手轮 用电子手轮移动设置原点手动数据输入定位(MDI) 输入定位步骤或输入可以立即执行的循环 将输入的程序段保存为程序程序运行-单程序段 分段运行程序,用Start(开始)按钮分别启动各段...开始程序运行-全自动 按START EXT(机床启动按钮)后连续运行程序文件管理驱动器1以太网RS-232接口 RS-422接口 TNC的硬盘当前路径或文件名3文件信息文件名:保存在当前目录下的文件及文件类型字节:以字节为单位的文件大小状态:M:“程序运行”模式下所选择的文件。
1-226海德汉530系统编程和操作说明书
1-226海德汉530系统编程和操作说明书NC 软件340 420-xx用户手册HEIDENHAIN会话格式可视显示器上的控制器切换屏幕布局在加工或编程模式之间切换选择屏幕上功能的软键切换软键行输入字母和符号的打字键盘文件名注释ISO程序机床操作模式手动操作电子手轮通过MDI进行定位单步程序运行连续程序运行编程模式编程和编辑试运行程序/文件管理器TNC功能选择或删除程序或文件外部数据传输在程序中输入程序调用MOD功能显示NC错误信息的帮助文本袖珍计算器移动高亮区直接到程序块循环和参数功能移动高亮区直接到程序块循环和参数功能进给速度/主轴速度倍率控制旋钮编程路径移动切入/切出轮廓FK自由轮廓编程直线圆的中心/极坐标极心圆及圆心圆及半径相切连接的圆弧倒角圆角刀具功能输入和调用刀具长度和半径循环子程序和程序段重复定义和调用循环输入和调用子程序和程序段重复标号程序中间程序停止在程序中输入探头功能坐标轴和编号输入和编辑选择坐标轴或输入坐标轴到程序中编号小数点改变算术符号极坐标增量尺寸Q参数捕捉实际位置跳过对话问题删除字确认输入并恢复对话结束块清除数字输入或清除TNC错误信息中止对话删除程序段TNC 型号软件和特性本手册说明了TNC按以下NC 软件号提供的功能和特性TNC型号NC软件号iTNC 530 340 420-xx iTNC530E 340 421-xx后缀E表示TNC的出口版本TNC的出口版本具有以下限制可同时在不超过4个轴上进行直线移动机床制造商通过设置机床参数修改机床TNC可用特性本手册中描述的一些功能可能在您的机床上没有提供您的机床上可能没有提供的TNC功能包括3维探头探测功能使用TT 130进行刀具测量 攻丝刚性在中断后返回轮廓请与您的机床制造商联系以熟悉您的机床的特性许多机床制造商以及HEIDENHAIN提供TNC的编程课程我们推荐这些课程因为这是提高您的编程能力和与其他TNC用户共享信息和想法的有效途径探头循环用户手册在另外手册中描述了所有探头功能如果需要该用户手册的拷贝请与HEIDENHAIN联系手册ID编号369280-xx使用地点TNC遵守EN55022规范对A类设备的限制并主要用于工业化区域HEIDENHAIN iTNC 530I。
德马吉海德汉系统五轴加工中心教学之操作与编程培训手册

德马吉海德汉系统五轴加工中心教学之操作与编程培训手册目录目录 (I)第一章机床简介 ........................................................................................................................ .. (1)1.1 机床特点......................................................................................................................... (2)1.2 DMU 40 mono BLOCK 技术数据和特性 (3)1.3 数控系统......................................................................................................................... (3)第二章运行方式 ........................................................................................................................ .. (4)2.1 屏幕画面......................................................................................................................... (4)2.1.1 屏幕画面布局 (4)2.1.2 屏幕画面上的键说明 (5)2.2 机床操作区 (6)2.2.1 机床操作区布局 (6)2.2.2 操作区键详细说明 (7)深圳卓越官网:www.0755ug.com;可咨询热线:186****0058(微信同号)2.3 刀具表......................................................................................................................... .. (11)2.3.1 标准刀具数据 (12)2.3.2 自动测量刀具所需的刀具数据 (14)2.3.3 自动计算速度/进给速率所需的刀具数据 ..........................................................142.3.4 用于开关式 3D 测量探针系统的刀具参数 ........................................................15第三章机床操作 (16)3.1 开关机 (16)3.1.2 关机 (17)3.2 基本操作 (18)3.2.1 手动操作 ................................................................................... 3.2.2 电子手轮操作 .. (18)3.2.3 增量方式点动 (20)3.3 建立刀具表和刀位表 (20)3.3.1 建立刀具表 (20)3.3.2 建立刀位表 (21)3.4 程序管理 (22)3.4.1 文件管理 (22)3.4.2 文件命名 (22)3.4.3 新建目录 (23)3.4.4 文件操作 ................................................. 3.5 装卸3.5.1 从刀库中装刀与刀 (28)3.5.2 从主轴中装刀与拆刀 (30)3.6 对刀......................................................................................................................... (30)3.6.1 用标准刀对刀长 (30)3.6.2 对刀(试切法) (33)第四章加工编程 ........................................................................................................................ (38)II4.1 创建与编写程序 (38)4.1.1 定义毛坯形状-BLKFORM (39)4.1.2 创建新零件程序 (40)4.2 输入刀具相关数据 (40)4.2.1 进给速率F (40)4.2.2 主轴转速S (41)4.3 轮廓加工编程 (44)4.3.1 路径功能 (44)4.3.2 工件加工的刀具运动编程 (45)4.3.3 接近与离开轮廓的路径类型 (48)4.4 编程举例..........................................................................................................................514.5 编程-循环 ........................................................................................................................544.5.1 用软键定义循环 (54)4.5.2 用 GOTO 功能定义循环 (54)4.5.3 调用循环 (55)4.5.4 循环举例:钻孔循环 (55)4.6 测试运行和程序运行 (56)4.6.1 测试运行 (56)4.6.2 程序运行 (56)参考文献......................................................................................................................... . (57)卓越数控第一章机床简介德马吉五轴万能加工中心 DMU40 是同类级别中最高效的 5 轴加工中心,灵活性最佳,DMU mono BLOCK®机床与身俱来的高水准:标配 5 轴或模块式设计,可选配转速在 10000rpm~42000rpm 范围之间的针对特定机床的主轴,用作 B 轴的快速动态数控铣头具有很大的摆动范围,负摆角最大达 30°,还有快速数控回转工作台,适用于日常生产的 5 面/5 轴加工。
浅谈海德汉530数控系统子程序调用方法
ingly important role in mechanical manufacturing. The iTNC 530 NC system of Heidehan Company is a multi -functional work
shop-oriented NC system for milling, drilling, boring and machining centers. Higher speed and more precise contour, this paper
L__________________________________________________________________
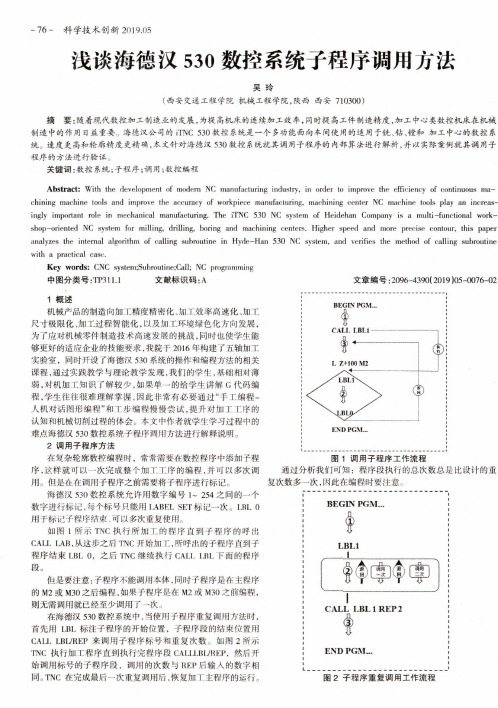
图3调用独立子程序的工作流程 3应用实例
1 Face_milling_63 (面铳刀)硬质
规格 JzzW
①63 15° wani
2 Face milling_12 (立铳刀)硬质合金钢 012 ia 73°坡面加工
够更好的适应企业的技能要求,我院于2016年构建了五轴加工 实验室,同时开设了海德汉530系统的操作和编程方法的相关 课程,通过实践教学与理论教学发现.我们的学生,基础相对薄
弱,对机加工知识了解较少,如果单一的给学生讲解G代码编 程,学生往往很难理解掌握,因此非常有必要通过“手工编程-
Байду номын сангаас
人机对话图形编程”和工步编程慢慢尝试,提升对加工工序的
认知和机械切削过程的体会。本文中作者就学生学习过程中的
难点海德汉530数控系统子程序调用方法进行解释说明。 2调用子程序方法 在复杂轮廓数控编程时,常常需要在数控程序中添加子程
序,这样就可以一次完成整个加工工序的编程,并可以多次调 用。但是在在调用子程序之前需要将子程序进行标记。
海德汉530系统p1

2.3 S主轴速度S 进给速度F和辅助功能M ..... 21 功能..... 21 输入数值..... 21 改变主轴速度和进给速度..... 21
您的机床上可能没有提供的TNC功能包括
3维探头探测功能 使用TT 130进行刀具测量 攻丝刚性 在中断后返回轮廓
请与您的机床制造商联系 以熟悉您的机床的特性
许多机床制造商 以及HEIDENHAIN提供TNC的编程课 程 我们推荐这些课程 因为这是提高您的编程能力和 与其他TNC用户共享信息和想法的有效途径
TNC 型号 软件和特性
本手册说明了TNC按以下NC软件号提供的功能和特性
TNC型号 iTNC 530 iTNC 530E
NC软件号 340 420-xx 340 421-xx
后缀E表示TNC的出口版本 TNC的出口版本具有以下 限制
可同时在不超过4个轴上进行直线移动
机床制造商通过设置机床参数修改机床TNC可用特性 本手册中描述的一些功能可能在您的机床上没有提供
探头循环用户手册
在另外手册中描述了所有探头功能 如果需 要该用户手册的拷80-xx
使用地点 TNC遵守EN55022规范对A类设备的限制并主要用于工 业化区域
HEIDENHAIN iTNC 530
I
NC软件340 420-xx新的特性
通过以太网连接TNC到Windows网络 参见第451 页的 设备特定网络设置
V
VI
1 概述 ..... 1
1.1 iTNC 530 ..... 2 编程 HEIDENHAIN对话 符合ISO格式..... 2 兼容性..... 2
海德汉ITNC530系统的Q参数循环的应用

海德汉ITNC530系统的Q参数循环的应用作者:曹旺萍周丽来源:《科学与财富》2017年第16期摘要:文章介绍了海德汉ITNC530数控系统的Q参数循环功能。
数控系统中的固定循环指令能使编程变得更加简化,切削效率有所提髙,灵活运用固定循环指令编程能获得事半功倍的效果。
关键词:海德汉ITNC530; Q参数循环;引言如今数控技术广泛应用于各个制造领域,而在使用数控机床加工机械零件时,会遇到毛坯尺寸与工件最终尺寸相差较大的情况,也会遇到加工若干个按规律排列的工艺特征的情况,这时往往需要进行多次往返加工,对于类似于上述情况的数控加工程序,国内外很多数控系统均自主开发了固定循环指令功能,即用一个本数控系统能够识别的循环指令来表示若干条有规律的基本数控指令的功能。
数控系统中的固定循环指令能使编程变得更加简化,切削效率有所提髙,世界各国的中髙档数控系统中都存在固定循环指令功能,国际上比较典型并且处于领先地位的主要有德国的SIEMENG数控系统和德国的海德汉ITNC530数控系统的Q参数循环功能、日本的FANUC数控系统。
本文重点介绍德国的海德汉ITNC530数控系统的Q参数循环功能。
一、加工零件简介二、零件加工程序分析三、结语海德汉ITNC530数控系统的Q参数循环功能在编程中的灵活运用,编程能获得事半功倍的效果,而且程序结构层次分明,逻辑严谨,在可读性上较普通编程指令有了很大的改进。
参考文献[1] HEIDENHAIN_CHINESE_海德汉ITNC530系统操作说明书作者简介及联系方式:曹旺萍女本科实验师 1973.2 - 汉族籍贯:江苏南京研究方向:数控编程及加工周丽女本科技师1983.11- 汉族籍贯:江苏宜兴研究方向:工程材料研究。
海德汉调试手册.

NC 版本: 340 49x-04 PLC 版本:Basic 54 HEIDENHAIN简明调试手册iTNC 530目录1,调试准备 (1)1.1本手册中标识的含义 (1)1.2 各模块概述 ...................................................................................................... 2 1.2.1 主计算机,硬盘, SIK .......................................................................................... 2 1.2.2 CC 控制单元 ........................................................................................................... 3 1.2.3UV106 B电源模块 ................................................................................................. 4 1.2.4 显示单元和键盘 . .................................................................................................... 5 1.2.5手轮 . ......................................................................................................................... 7 1.2.6 PLC 模块 ................................................................................................................ 8 1.2.7驱动模块 . .. (9)2, 系统连接 ........................................................................................... 10 2.1 一般信息 ........................................................................................................ 10 2.1.1 安全措施 . .............................................................................................................. 10 2.2硬盘(HDR 和 SIK 的安装 . ....................................................................... 11 2.3使用环境 ......................................................................................................... 13 2.3.1温度和湿度 . ........................................................................................................... 13 2.3.2空调 . ....................................................................................................................... 13 2.3.3机械振动 . ............................................................................................................... 14 2.3.4污染 . ....................................................................................................................... 14 2.3 安装空间 ........................................................................................................ 15 2.3.1一般信息 . ............................................................................................................... 15 2.3.2 MC 42x(C, CC42x(B, UV, UM, UE2xxB 安装空间 ......................................... 16 2.3.3显示器 . ................................................................................................................... 16 2.3电气设计重要事项 ......................................................................................... 17 2.3.1供电 . ....................................................................................................................... 17 2.3.2电气柜设计基本要求 . ........................................................................................... 17 2.3.3接地 . ....................................................................................................................... 17 2.4 电缆连接总图 ................................................................................................ 18 2.5 iTNC530连接概览 ..................................................................................... 23 2.6 供电 .............................................................................................................. 26 2.6.1 iTNC 530供电 . ................................................................................................... 26 2.6.2 系统内置 PLC 供电 ........................................................................................... 27 2.6.3 PLC 51x 扩展模块供电 ..................................................................................... 28 2.6.4 Control-Is-Ready 信号供电 . ............................................................................... 28 2.6.5 显示单元(BF 150供电 .. (28)i2.8 手轮 (29)2.8.1 HR 4xx便携式手轮 (30)2.9 PLC 输入信号 (31)3.9.1 输入信号和地址 . .................................................................................................. 31 2.9.2 MC 42x(C内置 PLC 输入信号 ......................................................................... 32 2.9.3 扩展模块 PL 510的输入点 ................................................................................. 33 2.10 PLC 输出信号 ........................................................................................... 34 2.11 PLC输入输出模块 ...................................................................................... 37 2.11.1 PLB511/PLB512 ................................................................................................. 38 2.12机床操作面板 ............................................................................................... 40 2.13 键盘单元 ...................................................................................................... 41 2.14 显示单元 ...................................................................................................... 42 2.15 驱动和电机的连接 ...................................................................................... 43 2.15.1 UV(R 1x0(D 电源模块 ................................................................................. 43 2.15.2 UM1xx(B(D驱动模块 ................................................................................... 47 2.15.3 电机 . .................................................................................................................. 49 2.16基本回路 MC_CC422_UV1xx_CMx .......................................................... 51 2.17 系统通电 (52)2.17.1 第一次通电 . (52)3, PLC 调试 (53)3.1 PLC软件的安装 (53)3.2海德汉 PLC 介绍 ........................................................................................... 54 3.2.1 PLCdesignNT软件 . ............................................................................................... 54 3.2.2 PLC基本程序简介 ............................................................................................... 56 3.3 PLC命令 ........................................................................................................ 57 3.3.1操作符类型 . ........................................................................................................... 57 3.3.2操作数 . ................................................................................................................... 58 3.4用户 PLC 程序的调试 ................................................................................... 60 3.4.1iTNC530编程站 PLC 程序编制 .......................................................................... 60 3.4.2 PLC举例 ............................................................................................................... 65 3.4.3 机床 PLC 程序编制 ............................................................................................. 68 3.5 PLC报警文本 ................................................................................................ 71 3.5.1 PLC 报警信息表结构 ........................................................................................... 71 3.5.2 举例PLC 报警信息 ............................................................................................. 72 3.6 PLC状态诊断 (78)4,驱动器和 NC 调试 . (81)4.2 基本参数的设定 (84)4.2.1编码器和机床 . (85)4.2.2 定位和控制 . (85)4.2.3主轴参数 . (86)4.2.4显示和硬件 . (87)4.3 NC的调试 ...................................................................................................... 87 4.3.1坐标轴及其速度和加速度 . ................................................................................... 87 4.3.2光栅尺和传动比的设定 . ....................................................................................... 88 4.3.3零点的设置 . ........................................................................................................... 89 4.3.4软限位 . ................................................................................................................... 93 4.3.5反向间隙补偿 . ....................................................................................................... 93 4.3.6丝杠螺距非线性误差补偿 . ................................................................................... 93 4.3.7 主轴的调试 . .......................................................................................................... 99 4.4 伺服优化准备 .............................................................................................. 100 4.4.1 TNCopt软件 . ....................................................................................................... 100 4.4.2 控制环原理介绍 . ................................................................................................ 102 4.5电流环优化 ................................................................................................... 102 4.5.1电流环优化准备 . ................................................................................................. 103 4.5.2手动优化电流环步骤:. ..................................................................................... 103 4.6速度环优化 ................................................................................................... 105 4.6.1速度环的脉冲响应 . ............................................................................................. 106 4.6.2速度环的阶跃响应 . ............................................................................................. 107 4.7前馈控制系数的优化 ................................................................................... 108 4.8 Kv系数优化 . ................................................................................................ 109 4.9圆周测试 (110)5,网络连接 (113)5.1设置 iTNC530数控系统的 IP 地址 . (113)5.2 个人电脑固定 IP 的设置步骤 (114)6,数据备份和恢复 (117)6.1数据备份 (117)6.2数据恢复 (121)7,机床参数表 (125)7.1“机床参数编辑”操作模式 ........................................................................ 125 7.2输入和输出机床参数 ................................................................................... 127 7.2.1输入格式 . ............................................................................................................. 127 7.2.2 激活机床参数列表 . .. (128)iii7.2.3 修改输入值 . .................................................................................................. 129 7.3 机床参数列表 . (130)7.3.1 编码器和机床 . (130)7.3.2 定位 . (134)7.3.3 使用速度前馈控制 . (139)7.3.4 使用跟随误差 . (140)7.3.5 速度和电流综合控制 . (141)7.3.6 主轴 . (148)7.3.7 内置 PLC (151)7.3.8 配置数据接口 . (154)7.3.9 3-D测头 (156)7.3.10 用 TT 测量刀具 . (158)7.3.11 攻丝 . (161)7.3.12 显示器和其操作 . (162)7.3.13 颜色 . (168)7.3.14 加工和程序运行 . (170)7.3.15 硬件 . (175)7.3.16 第二主轴 . (181)8, NC-PLC 接口 (183)8.1 Marker . (183)8.2 字和双字 (188)9,安装尺寸 (191)11,调试准备iTNC530是适用于镗、铣、加工中心类数控系统。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
NC 软件
340 420-xx
用户手册
HEIDENHAIN
会话格式
可视显示器上的控制器
切换屏幕布局
在加工或编程模式之间切换
选择屏幕上功能的软键
切换软键行
输入字母和符号的打字键盘
文件名
注释
ISO
程序机床操作模式
手动操作
电子手轮
通过MDI进行定
位单步程序运行
连续程序运行
编程模式
编程和编辑
试运行
程序/文件管理器TNC功能
选择或删除程序或文件
外部数据传输在程序中
输入程序调用
MOD功能
显示NC错误信息的帮助文本
袖珍计算器
移动高亮区直接到程序块循环和参数功能
移动高亮区
直接到程序块循环和参数功能
进给速度/主轴速度倍率控制旋钮编程路径移动
切入/切出轮廓
FK自由轮廓编程
直线
圆的中心/极坐标极心
圆及圆心
圆及半径相切连
接的圆弧
倒角
圆角
刀具功能
输入和调用刀具长度和半径
循环子程序和程序段重复
定义和调用循环
输入和调用子程序和程序段重复标号程序中间程序停止在程
序中输入探头功能
坐标轴和编号输入和编辑
选择坐标轴或输入坐标轴到程
序中编号
小数点
改变算术符号
极坐标
增量尺寸
Q参数
捕捉实际位置
跳过对话问题删除字
确认输入并恢复对话
结束块
清除数字输入或清除TNC错误信息
中止对话删除程序段
TNC 型号软件和特性
本手册说明了TNC按以下NC软件号提供的功能和特性
TNC型号NC软件号
iTNC 530 340 420-xx
iTNC 530E 340 421-xx
后缀E表示TNC的出口版本TNC的出口版本具有以下限制
可同时在不超过4个轴上进行直线移动
机床制造商通过设置机床参数修改机床TNC可用特性本手册中描述的一些功能可能在您的机床上没有提供
您的机床上可能没有提供的TNC功能包括
3维探头探测功能
使用TT 130进行刀具测量
攻丝刚性
在中断后返回轮廓
请与您的机床制造商联系以熟悉您的机床的特性
许多机床制造商以及HEIDENHAIN提供TNC的编程课程我们推荐这些课程因为这是提高您的编程能力和与其他TNC用户共享信息和想法的有效途径
探头循环用户手册
在另外手册中描述了所有探头功能如果需
要该用户手册的拷贝请与HEIDENHAIN联
系手册ID编号369 280-xx
使用地点
TNC遵守EN55022规范对A类设备的限制并主要用于工业化区域
HEIDENHAIN iTNC 530I。