管道焊缝射线探伤评片图--未熔合15张
射线检测底片上各种影像的识别 后附评片口诀
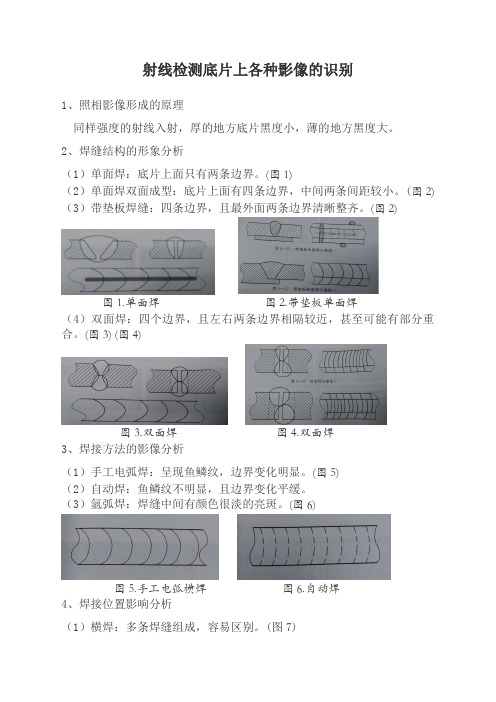
射线检测底片上各种影像的识别1、照相影像形成的原理同样强度的射线入射,厚的地方底片黑度小,薄的地方黑度大。
2、焊缝结构的形象分析(1)单面焊:底片上面只有两条边界。
(图1)(2)单面焊双面成型:底片上面有四条边界,中间两条间距较小。
(图2) (3)带垫板焊缝:四条边界,且最外面两条边界清晰整齐。
(图2)图1.单面焊图2.带垫板单面焊(4)双面焊:四个边界,且左右两条边界相隔较近,甚至可能有部分重合。
(图3) (图4)图3.双面焊图4.双面焊3、焊接方法的影像分析(1)手工电弧焊:呈现鱼鳞纹,边界变化明显。
(图5)(2)自动焊:鱼鳞纹不明显,且边界变化平缓。
(3)氩弧焊:焊缝中间有颜色很淡的亮斑。
(图6)图5.手工电弧横焊图6.自动焊4、焊接位置影响分析(1)横焊:多条焊缝组成,容易区别。
(图7)(2)立焊:鱼鳞纹较密,且焊缝宽度较大,存在亮斑。
(图8)图7.横焊图8.立焊(3)仰焊:与立焊影像难区别,鱼鳞纹密度稍大于立焊,也存在亮斑。
(图9)图9.仰焊5、焊缝中常见缺陷影像分析(1)分析要点:形状、位置、黑度。
(2)常见缺陷:气孔、夹渣、未焊透、未熔合、裂纹、钨夹渣。
其中未焊透、未熔合、裂纹、钨夹渣不参加评定。
a、气孔:(图10)形状:圆形、椭圆形、斜气孔(弥散形气孔),特点是外部轮廓比较规则。
黑度:气孔黑度较大,由中心向四周减淡(大气孔)位置:一般位于焊道投影中心位置。
b、夹渣:(图11) (图12)形状:圆形(点状)、长条形,特点是外部不规则。
黑度:黑度分布比较均匀,且黑度较淡。
位置:一般分布在焊道投影中心线到融合线之间。
图10.气孔图11.夹渣图12.线状夹渣c、未焊透:定义:坡口面没有熔化,该位置没有金属填充物,此类缺陷称为未焊透。
未焊透分为根部未焊透和中间未焊透。
形状:一条直线(存在长度和宽度变化)边界整齐。
黑度:均匀黑色。
位置:在焊道投影中间位置。
d、未熔合:(图13)定义:坡口面未熔化,且有填充金属,此类缺陷称为未熔合缺陷。
射线探伤底片评定

射线探伤底片评定6.1底片质量及评片工作的要求按照JB4730-94和GB3323-87标准,x射线底片黑度应控制在1.2〜3.5; 丫射线底片黑度控制在1.8〜3.5。
黑度用黑度计来测量。
其下限值是在底片两端的搭接标记内侧焊缝上无缺陷处测量,测多少点不限,但不能取平均值,其每一点测量值应不小于下限值。
上限值是在主射线束照射的底片的中间部位焊缝近旁的母材上测量,每一点的测量值应不高于上限值。
底片上缺陷部位的黑度不受上述限制。
底片上显示出的最小线径的象质指数应满足该透照厚度规定达到的象质指数。
象质指数的观察借助于刻有10X 10小窗口的黑纸板或黑塑料板来进行。
在观片灯下将小窗口放置在底片焊缝上有象质计一端的端头,且将小窗在焊缝上慢慢地向底片中部移动,注意观察小窗口,首先发现的连接小窗口上下边缘的金属丝影象,就是所显示的象质指数的影象。
底片上所显示的象质计、定位标记、识别标记、“ B”铅字等符号,必须位置正确,类别齐全,数量足够,且不掩盖被检焊缝影象。
在底片评定区域内不应有妨碍底片评定的假缺陷。
如:灰雾、水迹、化学污斑、暗室处理条纹、划痕、指纹、静电痕迹、黑点、撕裂和增感屏不好造成的假缺陷。
透照盒背后确实放置有“ B”铅字,底片未显示“ B”字或显示较黑的“ B” 字,不影响底片质量,若显示较淡的“ B”字则是背散射线防护不够,该张底片应重照。
6.底片规格底片长度应等于L eff加20mm底片宽度应容纳下焊缝和热影响区的宽度和焊缝两边所放各种铅质符号。
7 •焊缝影象位置透照焊缝的部位,必须平行显示在底片的中部,若有丁字口也要置于底片中间部位。
底片不允许有白头。
1.评片应有专用的评片室。
评片室的光线应稍暗一些,室内的照明不应在底片上产生反射光。
评片室应宁静、卫生、通风良好。
工作台上应能妥善放置观片灯、黑度计、评片尺、纪录纸、相关标准等。
2.观片灯的亮度不小于100000cd/m2,且所用的漫射光亮度应可调,窗口大小可调,遮光板灵活好用,散热良好无噪声。
射线探伤RT缺陷及示意图
夹 纸 痕 迹
1、它们的表面现象是什么? 夹纸痕迹的表征为一块低密度区域,并几乎覆盖整张胶片。 2、它们产生的原因是什么? 如果胶片和铅箔增感屏之间存在一张纸,并产生了投影,则会出 现夹纸痕迹。 3、这些现象何时可能发生? 如果没有去掉衬纸,则会发生这种情况。 4、如何检测夹纸痕迹? 只需在有衬纸或无衬纸两种情况下进行曝光检测。 5、如何可以避免它们? 确保在曝光前去掉全部衬纸。
到静电放电现象。如果您看到冲洗的胶片有锯齿状线条或黑色斑 点,则极有可能是出现了静电曝光斑点。 5、如何可以避免? 在相对湿度大于40%的环境下保存胶片,从包装盒取出胶片时避免 快速滑动或移动胶片。
定 影 液 斑 点
1、它们的表面现象是什么? 由定影液产生的斑点表征为一些小白圆点,其密度较周围胶片区域的密度底。 2、它们产生的原因是什么? 在显影之前,溅出的定影液滴,即使极其微量,都有可能导致产生白色斑点。 3、这些现象何时可能发生? 无论何时,只要有化学污染的存在,都可能会发生这种现象。通常发生最多的 是由于暗室布局不当或冲洗不小心引起。 4、如何可以避免它们? 保证胶片装卸区域的安全干燥清洁,不能让定影液溅在胶片上。
一、常见缺陷及示意图 二、其他几种缺陷 三、常见伪缺陷
1、圆形缺陷 定义:长宽比小于等于3的非裂纹、未焊透和未熔合缺陷。 圆形缺陷包括气孔、块状夹渣、夹钨等缺陷。气孔 气孔的成像:呈暗色斑点,中心黑度较大,边缘较浅平滑过渡,轮廓 较清晰。 夹渣(非金属)的成像:呈暗色斑点,黑度分布无规律,轮廓不圆 滑,小点状夹渣轮廓较不清晰。 夹钨(金属夹渣)成像:呈亮点,轮廓清晰。
显 影 液 斑 点
1.它们的表面现象是什么? 由显现液产生的斑点同样表征为一些小圆点,但是其黑度较周围胶片区域 的黑度高。 •它们产生的原因是什么? 在冲洗胶片之前,触摸或显影液溅出都可能会导致产生这种类型的斑点。 •这些现象何时可能发生? 暗室布局不当或冲洗不当都可能导致这种斑点。 •如何可以避免它们? 勿使任何类型的化学药液溅出,确保胶片装入区域完全干燥。
射线检测质量分级
射线检测质量分级焊缝质量按缺欠性质、长度、数量分为四个级别;其中Ⅰ级最佳,Ⅱ级、Ⅲ级依次降低,超过Ⅲ级为Ⅳ级。
裂纹是焊缝中危害性大的缺陷,应评为Ⅳ级。
(1)长宽比小于或等于3的气孔、夹渣和夹钨统称圆形缺欠。
(2)圆形缺欠应用评定区进行评定。
评定区框线的放置是引起圆形缺欠评级争议的关键。
本标准参照GB3323-87的使用说明,从正文中明确了评定区的框线的放置要求。
即:评定区的框线必须放在焊缝内缺欠最严重的区域,框线内必须完整的包括严重区域的主要缺欠,框线的长边与焊缝平行。
与框线外切的不计点数,相割的计入点数,如图05所示。
图05 圆形评定区框放置(3)表7、表8、表9及表10与原标准相同,只不过表10的评定区10㎜×20㎜,对应的母材厚度由原来的>25~30㎜,变为>25~50㎜。
(4)对圆形缺欠各国评定不一:ASME和API std 1104都是用标准图来表示合格与否的。
我国焊缝射线检测标准都是分级的,合格级别在相应的标准或设计图样中明确,这与日本JIS3104的评定方法相一致。
圆形缺欠长径超过1/2壁厚评为Ⅳ级与原标准相同,这与我国的锅炉压力容器标准的规定是一致的。
GB3323-87规定“Ⅰ级焊缝或母材厚度小于或等于5㎜的Ⅱ级焊缝内不计点数的圆形缺陷,在评定区内不得多于10点,否则应降一级”,此条规定不是说Ⅰ级焊缝在评定区内不计点数的缺欠超过10点就评为不合格而可以评为Ⅱ级;母材厚度小于或等于5㎜的Ⅱ级焊缝内不计点数的圆形缺欠超过10点,不能评为Ⅱ级而评为Ⅲ级。
原标准“把计点数与不计点数之和不得多于10点,若多于10点,则应降一级”的规定对圆形缺欠评定过严。
不计点数的圆形缺欠对焊接质量影响很小,故本标准予以修正,修改后的此条规定与JB4730的规定相一致。
此条与原标准相同。
底片上发现的气孔有的黑度很大,按评定区内的点数算,可评为合格。
但是要注意这种缺欠是否是垂直于板厚方向的柱孔或针孔,这类缺欠易造成管道泄漏。
焊接缺陷,探伤图解(收藏)
焊接缺陷,探伤图解(收藏)一起学习,共同进步!先看18张很清晰的焊接缺陷图谱,身边搞焊接的朋友和搞探伤的朋友们应该人手一份。
万分感谢将这篇文章分享给我的同仁另外总结了一些常见焊接缺陷产生的原因、危害及防止措施!文章结尾蓝色字体内容更精彩!先看这几张图片,射线探伤底片结合横切面示意图,便于理解学习,拿出来分享给朋友们!1、weld01(High Low、高低)2、welld02(IncompleteRootFusion、根部未熔合)3、welld03(InsuffucientReinforcement、增强高)4、welld04(Excess RootPenetration、根部焊瘤)5、welld05(ExternalUndercut、外部咬肉)6、welld06(InternalUndercut、内部咬肉)7、welld07(RootConcavity、根部凹陷)8、welld08(BurnThrough、烧穿)9、welld09(Isolated SlagInclusion、单个的夹渣)10、welld10(WagonTrack Slag Line、线状夹渣)11、welld11(InterrunFusion、内部未熔合)12、welld12(Lack ofSidewallFusion、内侧未熔合)13、welld13(Porosity、气孔)14、welld14(Cluster Porosity、链状气孔)15、welld15(HollowBead、夹珠)16、welld16(Transverse Crack、横向裂纹)17、welld17(CenterlineCrack、中心线裂纹)18、welld18(RootCrack、根部裂纹)常见焊接缺陷产生原因、危害及防止措施一、焊接缺陷的分类焊接缺陷可分为外部缺陷和内部缺陷两种1.外部缺陷1)外观形状和尺寸不符合要求;2)表面裂纹;3)表面气孔;4)咬边;5)凹陷;6)满溢;7)焊瘤;8)弧坑;9)电弧擦伤;10)明冷缩孔;11)烧穿;12)过烧。
射线评片技巧(三):焊缝未熔合射线底片影像特点
射线评片技巧(三):焊缝未熔合射线底片影像特点2015-04—19分类:解决方案阅读(1933) 评论(0)根据GB6417-1986《金属熔化焊焊缝缺陷分类及说明》定义未熔合,在焊接过程中由于焊缝金属与母材金属未完全熔化结合,或者焊道金属与焊道金属之间未完全熔化结合产生得缺陷称为未熔合。
本文讲述未熔合缺陷得分类、焊缝未熔合危害、焊缝未熔合得产生原因、焊缝未熔合在射线底片影像上得特征缺陷,以及讲解工作中射线检测得焊缝未熔合缺陷底片。
一、未熔合分类焊缝未熔合可分为层间未熔合、坡口未熔合(侧壁未熔合)、根部未熔合,如下图所示为三类焊缝未熔合得示意图。
未熔合常出现在焊缝根部形成根部未熔合、在焊道间层形成层间未熔合、在焊道与母材坡口之间形成坡口未熔合,以及在焊缝与母材溢流或焊瘤之间等位置、坡口未融合示意图层间未融合示意图根部未融合示意图二、未熔合危害未熔合就是一种面积型缺陷,坡口侧未熔合与根部未熔合明显减小了承载截面积,应力集中比较严重,其危害性仅次于裂纹。
三、未熔合得产生原因(1)焊道清理不干净,存在油污或铁锈;(2)坡口设计加工不合理 ,液态金属流动有死角;(3)焊接电流过小,焊丝未完全熔化;(4)焊枪没有充分摆动,焊接位置存在死角;(5)焊工为了加快焊接速度,擅自提高电流等。
四、未熔合射线底片影像特征(1)根部未熔合:典型影像就是连续或断续得黑线,靠近母材侧影像轮廓整齐呈直线状且黑度较大,为坡口或钝边得机械加工痕迹。
靠近焊缝中心测未熔合影像得轮廓可能较规则,也可能不规则,呈曲齿状得块状缺陷。
根部未熔合在底片上得位置就就是焊缝根部得投影位置,若射线垂直焊缝透照,则缺陷一般在焊缝影像得中间。
若斜角度透照或者母材坡口形状不对称(开单边坡口)可能偏向一边。
(2)坡口未熔合:典型影像就是连续或断续得黑线,宽度不一,黑度不均匀,一侧轮廓较齐,黑度较大,另一侧轮廓不规则,黑度较小,在底片上得位置一般在中心至边缘得1/2处,沿焊缝纵向延伸。
无损检测射线底片缺陷评定
15
16
17
18
⑷未熔合:可分为坡口未熔合、焊道之间未熔合、单面焊根部 未熔合。 ①坡口未熔合:按坡口型式可分为V型坡口和U型坡口未熔合: A.V型(X)型坡口未熔合:常出现在底片焊缝影像两侧边缘区 域,呈黑色条云状,靠母材侧呈直线状(保留坡口加工痕迹), 靠焊缝中心侧多为弯曲状(有时为曲齿状)。垂直透照时,黑 度较淡,靠焊缝中心侧轮廓欠清晰。沿坡口面方向透照时会获 得黑度大、轮廓清晰、近似于线状细夹渣的影像。在5×放大 镜观察仍可见靠母材侧具有坡口加工痕迹(直线状),靠焊缝 中心侧仍是弯曲状。该缺陷多伴随夹渣同生,故称黑色未熔合, 不含渣的气隙称为白色未熔合。垂直透照时,白色未熔合是很 难检出的。如图23所示。 B.U型(双U型)坡口未熔合:垂直透照时,出现在底片焊缝影 像两侧的边缘区域内,呈直线状的黑线条,如同未焊透影像, 在5X放大镜观察仍可见靠母材侧具有坡口加工痕迹(直线状), 而靠焊缝中心侧可见有曲齿状(或弧状),并在此侧常伴有点 状气孔。黑度均匀,轮廓清晰,也常伴有夹渣同生,倾斜透照 19 时,形态和V型的相同,如图24所示。
2
1.2缺陷在底片上成像的基本特征
1.2.1圆形缺陷 ⑴气孔:在焊缝中常见的气孔可分为球状气孔、条状气孔和 缩孔。 球状气孔:按其分布状态可分为均布气孔、密集气孔、链状 气孔、表面气孔。球孔,在底片上多呈现为黑色小圆形斑点, 外形较规则,黑度是中心大,沿边缘渐淡,轮廓清晰可见。 单个分散出现,且黑度淡,轮廓欠清晰的多为表面气孔。密 集成群(5个以上/cm2)叫密集气孔,大多在焊缝近表面, 是由空气中氮气进入熔池造成。平行于焊缝轴线成链状分布 (通常在1cm长在线有4个以上,其间距均≤最小的孔径)称 为链状气孔,它常和未焊透同生。一群均匀分布在整个焊缝 中的气孔,叫均布气孔,见图10示。
管道焊缝射线探伤评片图--未熔合 PPT

WRH02 自动+手工 单面
平
重点观察缺陷 根部未熔合
其它缺陷
编号 焊接方法 焊缝型式 焊接位置
WRH02 自动+手工 单面
平
重点观察缺陷 其它缺陷 层间未熔合
编号 焊接方法 焊缝型式 焊接位置
WRH02 自动+手工 单面
平
重点观察缺陷 焊缝与母材未熔合
其它缺陷
编号 焊接方法 焊缝型式 焊接位置
单面
水平
根部未熔合 (又称单边未焊透)
其它缺陷 有错边
编号 焊接方法 焊缝型式 焊接位置 重点观察缺陷
WRH12 手工
单面
水平
根部未熔合 (又称单边未焊透)
其它缺陷
编号 焊接方法 焊缝型式 焊接位置 重点观察缺陷
WT13 自动 WT14
双面
平
坡口边沿未熔合
其它缺陷
编号 焊接方法 焊缝型式 焊接位置 重点观察缺陷
管道焊缝射线探伤评片图
编号 焊接方法 焊缝型式 焊接位置 重点观察缺陷
其它缺陷
WRH02 自动+手工 双面
平
坡口边沿未熔合
编号 焊接方法 焊缝型式 焊接位置 重点观察缺陷
WRH02 自动
单面
平
根部未熔合 (又称单边未焊透)
其它缺陷
编号 焊接方法 焊缝型式 焊接位置 重点观察缺陷
WRH05 手工
其它缺陷
WRH02 自动+手工 单面
基本金属与垫板之间根
平
部单侧未熔合ຫໍສະໝຸດ 编号 焊接方法 焊缝型式 焊接位置
WRH02 自动+手工 单面
平
重点观察缺陷 内部未熔合
其它缺陷
编号 焊接方法 焊缝型式 焊接位置
WRH02 自动+手工 单面