专用工装检测报告(花键)
以花键分度圆为基准的孔位置度测具设计
引言
花键类零件定心精度要求较高,而且承受的载荷 很大,是发动机上的重要部件。以前,以花键分度圆 为基准的孔位置度的测量完全在三坐标测量机上进 行,先检测出具体位置度值,再判断合格与否。
中国航发南方工业有限公司
摘要:针对以花键分度圆为基准的待检测件孔位置度是否合格的问题,设计了一种孔位置度检测装置,并提
出其检测方法。采取花键跨棒距固定不变、滚棒与花键的齿槽相配合,通过调节滚棒尺寸来消除齿槽宽公差间隙
的定位方式,配合测量销能否通过测量孔来判断孔的位置度是否合格,解决了检测以花键分度圆为基准的待检测
随着零件检测需求的逐渐增加,对于大批量的 零件检测仍然采用三坐标测量机,不仅无法在零件 加工现场检测,而且无法大批量检测,检测费用高, 时间长。因此,有必要设计一种在操作现场就可以 检测零件是否合格的工装来改善现状。本文提出一
收稿日期:2018年 12月
ห้องสมุดไป่ตู้
种孔位置度检测装置及检测方法[1]。
加工难题
图 1 零件结构
图 2 内花键形状
解决措施
问题分析及方案 要求在最大实体状态时对零件进行孔位置度的 检测,因此需要制做位置度量规进行检测[4]。只要 这种量规能通过零件的被检验部位,即证明该零件 合格。零件 要 求 以 渐 开 线 内 花 键[5]分 度 圆 直 径 为 定位基准 A,那么设计的难点在于如何找到内花键 的分度圆基准,以此消除定位误差,分别有以下两种 方案[6]供选择。 方案一:如图 3所示,采用与零件内花键相配合 的外花键为基准。零件跨棒距 M值公差大,则量规 用于定位的外花键就需要分组,工装的制造难度将 会增加,而且检测零件时比较复杂。
内花键齿顶圆直径检验夹具

内花键齿顶圆直径检验夹具刘波浪1 扶 平1 贺志超2 唐大春3(1.重庆豪能兴富同步器有限公司,重庆 402761;2.吉林省计量科学研究院,吉林 长春 130011;3.长春市春求科技开发有限公司,吉林 长春 130011)摘 要:内花键齿是汽车、摩托车、机床等行业常用的一个复杂零件,技术要求高,工艺复杂。
针对其在传统检测过程中所存在的种种问题,我们开发了一款具新型的专用检具。
本文介绍了这种装备的结构、原理和操作方法,希望能为业界提供了一种新的检测方法。
关键词:同步器齿套;定位;在线检测1背景与痛点为了保证产品质量,大批量生产方式生产线都配有在线专用的检验夹具,用于对尺寸、位置、形状等参数检测。
内花键齿是汽车、摩托车、机床等行业常用的传递运动和扭矩结构,它尺寸、形状好与坏直接影响输出功率和运动平稳性,随着科技水平的发展,产品质量、尺寸精度、结构复杂性、小型化等等要求都越来越高,现在加工的产品精度已经达到或甚至量规的加工精度,传统的检测方法和手段如塞规、卡规已经不能使用了,虽然内径带表塞规和卡规、气动塞规和卡规、电感塞规和卡规精度能满足,但是有些产品结构没有办法来测量更谈不到准确性、适用性和可靠性了,小直径内花键孔径测量就是这种产品之一,它的检测难点在于孔小、模数小、圆周表面为栅型窄小尺寸面,下列是一种采用三点法测量的内花键孔径的产品,如图1,测量∅30.4+0.016孔,产品要求百检图11、地脚;2、内六角螺钉;3、底板 ;4、内六角螺钉;5、杠杆;6、加长表杆;7、限位螺钉:8、销轴;9、内六角螺钉;10、定位板;11、硬质合金测头;12、弹簧;13、调节螺钉;14、硬质合金测头;15、本体;16、千分表;17、校准件。
图22新型内花键齿顶圆直径检验夹具的结构与工作原理2.1夹具结构内花键齿顶圆直径检验夹具结构如图2所示该内花键齿顶圆直径检验夹具主要包括底板和设置在底板上的检测机构,检测机构包括本体、定位板、一对(固定本体上)硬质合金测头、杠杆、一个(杠杆上)硬质合金测头、销轴、限位螺钉、调节螺钉、内六角螺钉、弹簧、加长表杆、千分表等。
工装装修质量检查报告

工装装修质量检查报告一、前言为确保工程质量,提高工程项目的使用寿命与安全性,我们对已完成装修的工装项目进行了全面的质量检查。
本报告将详细列出检查过程中发现的问题,并提出相应的整改措施。
二、检查范围与标准本次检查范围包括:地面、墙面、天花板、电气、给排水、通风与空调、消防等各个分部工程。
检查依据:《建筑装饰装修工程质量验收标准》(GB -2018)等相关规范进行。
三、检查结果1. 地面工程- 问题:部分地面平整度、水平度不达标,存在高低差。
- 整改措施:重新铺设地面材料,严格控制施工过程中的标高与水平度。
2. 墙面工程- 问题:墙面平整度、垂直度不达标,部分墙面存在裂缝。
- 整改措施:对墙面进行打磨、修补,重新涂刷墙面漆,加强施工过程中的监控。
3. 天花板工程- 问题:天花板平整度、水平度不达标,部分天花板存在脱落现象。
- 整改措施:重新调整天花板造型,对脱落部位进行修复,加强施工过程中的质量控制。
4. 电气工程- 问题:部分电线、电缆敷设不符合规范,存在安全隐患。
- 整改措施:重新布线,按照规范要求进行电缆敷设,加强施工过程中的安全检查。
5. 给排水工程- 问题:部分管道安装不符合规范,存在渗漏现象。
- 整改措施:重新安装管道,加强施工过程中的焊接质量控制,进行试压试验。
6. 通风与空调工程- 问题:通风管道安装不符合规范,部分风道存在堵塞现象。
- 整改措施:重新安装通风管道,确保风道畅通,加强施工过程中的质量控制。
7. 消防工程- 问题:消防设施安装不符合规范,部分灭火器过期。
- 整改措施:重新安装消防设施,及时更换过期灭火器,加强施工过程中的质量控制。
四、整改期限与验收1. 各施工单位应按照本报告提出的整改措施,于 2023 前完成整改。
2023前完成整改。
2. 整改完成后,由项目负责人组织相关单位进行验收,确保整改措施得到有效实施。
五、总结本次工装装修质量检查发现较多问题,各施工单位应充分重视,认真按照整改措施进行整改。
工装验证报告单格式

工装验证报告单
提交部门:提交人:年月日工装编号工装名称工装图号备注
工装使用范围
零件名称零件图号工序号工序名称设备名称设备型号备注
送检类型
□新制(新购)验收,工装需求申请单№:
□修理/改造验收,工装修理/改造申请单№:,修
理内容:
□归还验收
□周期检定,上次检定日期:年月日
备注:技术要求实测数值结论
主要尺寸误差□合格□超差□合格□超差□合格□超差□合格□超差□合格□超差□合格□超差
使用精度□合格□超差□合格□超差□合格□超差□合格□超差□合格□超差
最终结论:□合格,准予使用;□不合格
验证部门:验证人:年月日设计部门:
签字:年月日使用部门:
签字:年月日。
键花键的公差与配合

重新设计键花键,优化尺寸和公差,提高配合精度。
案例二:某汽车传动系统的键花键设计
总结词
高强度和耐磨性要求
详细描述
某汽车传动系统中的键花键需要承受高强度和耐磨性要求,以确保 长期稳定运行。
解决方案
采用高强度材料和表面处理技术,优化设计以满足高强度和耐磨性 要求。
案例三:某航空发动机的键花键优化
配合选择
根据工作条件
根据轴和孔的工作条件,如载荷、转速、温度 等,选择合适的配合类型。
根据材料特性
根据轴和孔的材料特性,如硬度、弹性模量、 热膨胀系数等,选择合适的配合类型。
根据装配要求
根据轴和孔的装配要求,如装配方法、装配尺寸链等,选择合适的配合类型。
04 键花键的加工与检测
加工方法
切削加工
总结词
01
轻量化和高性能要求
详细描述
02
某航空发动机中的键花键需要满足轻量化和高性能要求,以降
低油耗和提高发动机效率。
解决方案
03
采用先进的轻量化材料和优化设计,提高键花键的性能和效率。
感谢您的观看
THANKS
运行稳定性。
影响因素
键宽公差的大小受到多种因 素的影响,包括原材料的宽 度偏差、热处理变形以及加
工过程中的累积误差等。
控制方法
为了减小键宽公差,需要加 强原材料的质量控制,优化 热处理工艺和加工工艺,以 及采用先进的测量设备和测 量方法等措施。
03 键花键的配合
配合类型
01
过盈配合
利用材料的弹性变形能力,使内 孔与轴的外径之间产生过盈,实 现固定连接。
角度尺
用于测量键花键的角度。
游标卡尺
用于测量键花键的外径、内径和槽宽等尺寸。
工装检验报告
工装检验报告
报告编号:20210918
检验单位:XXX公司
受检单位:XXX企业
检验时间:2021年9月18日
检验内容:
本次检验的工装为XXX企业新订单中的XXX零件生产所需的模具。
包括模具的外观检验、尺寸检验、硬度检验、表面质量检验等多项指标检验。
检验结果:
1.外观检验结果
工装表面无凹凸、划痕和变形等明显缺陷,符合要求。
2.尺寸检验结果
工装各关键尺寸的测量值与设计图纸相比,误差控制在正负0.1mm以内,符合要求。
3.硬度检验结果
工装金属材料硬度值平均为XXHRC,符合图纸要求范围。
4.表面质量检验结果
工装表面质量无明显氧化、斑点等污染现象,符合要求。
综合以上检验结果,本次检验的工装符合XXX企业模具生产要求,合格合格。
检验人员:
XXX
XXX
检验日期:2021年9月18日
检验单位联系方式:XXX
受检单位联系方式:XXX
附件:XXX企业零件生产所需的模具设计图纸,请查阅。
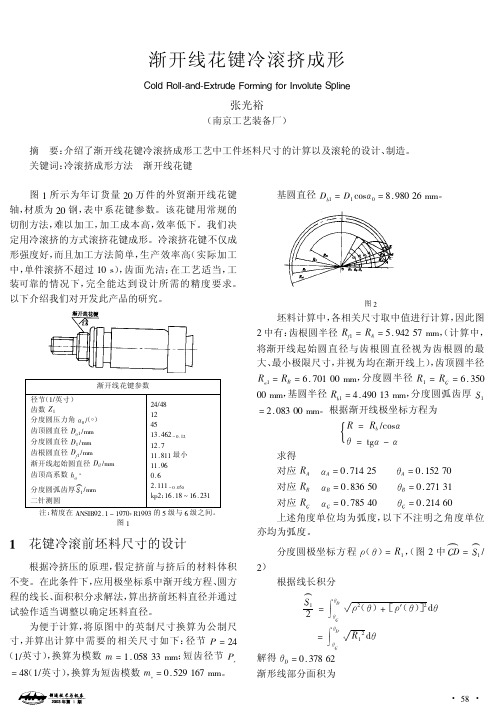
渐开线花键冷滚挤成形
)
(!) 挤轮齿廓渐开线起始圆半径 !"" 的计算
挤轮
修圆。 挤轮材质选 89!":*;, 热处理至 3. 7 36 <=8, (") 如能冰冷处理更佳。 (大批量生产时, 可选高速钢, 增 加耐用度) (#) 挤轮精度可参照标准渐开线齿轮 3 级制造, 齿 形对挤轮孔的跳动要严格控制。精度检查可用二量棒 来实现。
)
$ ( () (00# ) !# * () !! )! # + ,#- ./ # 齿顶圆极坐标方程为 ( #)! $&" " 齿顶圆部分面积为 !"#’ ! !
!
# #
# &"
# (
" # [( ) ] ’ # "# #
$ ( * )! # + ,.1 #1 (00# ) # #( ## 齿根圆极坐标方程为 ( #)! $)" " 齿根圆部分面积为 !"!* !
)
)
)
, "@ 2 , #@ ! -@ 此条件为保证滚挤后工件分度圆弧齿厚精度的必 需条件。 (,) 注意挤轮与工件不是普通意义的一对变位啮 合齿轮, 齿顶圆、 齿根圆直径不能作为变位计算的条
・ A1 ・
)
)
)
)
(00) - #@ ! !(#@ 5 +# ! / + ,,1 /A
计算结果相符。 !"% 挤轮渐开线起始圆及齿根圆直径的计算
#
结束语
冷滚挤渐开线花键的方法是一种有效且高效的加
工方法, 工艺简单, 成本低廉, 使用方便。不仅对标准、 非标准的英制、 公制花键适用, 亦可用于渐开线齿轮加 工中。加工宜以 60 钢以下的塑性较好的材质, 及模数 不太大的工件为对象。必要时材料预先经完全退火。
工装检具验收报告

□ OK □ NG 1.是否有OTS工程样品; 质 □ OK □ NG 2.工装、检具、零配件重点尺寸公差、形位公差是否OK; 保 部 □ OK □ NG 3.工装、检具使用是否方便、投取料容易、定位准确可靠;
□ OK □ NG 4.工装、检具是否符合产品性能要求及客户的要求;
□ OK □ NG 1.工装匹配设备是否符合,配合及开、合动作是否顺滑;
□ OK □ NG 12.模具是否有生锈,有无模具履历表;
□ OK
□ NG
13.工程模按正常生产的节拍连续生产2K经QC检查是否OK;连续模连续 生产3K经QC检查是否OK。
备注:个别条件不符可描述确认后并达成共识先予以接收,或经总经理批复为主。
编制
审核
批准
生 产
□ OK □ NG 7.工装是否利于快速换模及线上维修,达到快速高效;
部 □ OK □ NG 8.工装主要工作部位零配件是否都热处理,符合工作需要硬度要求;
□ OK □ NG 9.重要工作部件是否有表面处理,如TD处理;
□ OK □ NG 10.工装易损件、标准件按实际需求是否有备件;
□ OK □ NG 11.模具上下模座是否有刷油漆,刻印是否正确清晰;
□ □ NG 1.工装设计是否按开发评审执行(预留空步,整平工站等);
□ OK □ NG 2.重点尺寸及公差要求与工装设计图纸是否相符;
□ OK □ NG 3.工装检具是否有铭牌或刻印,含固定资产编号、外侧刻印外观OK;
模 □ OK □ NG 4.工装图档是否正确完整,设变后图档是否更新;
具 车
□ OK □ NG 5.料带、料片、工序及工装结构是否合理;
间 □ OK □ NG 6.接刀是否有过切或重切现象;