工装样件尺寸检验报告
工装检具检查与验收标准
检具检查验收要求检具概述检具是冲压件单件、总成和焊接件等在线检测检验夹具的简称,与其它文件中提到的样架具有相同意义。
检具是一种按需方特定要求专门制造的检测工具。
检具的形面必须根据零件的CAD数据铣削加工,能体现零件的所有参数,对零件进行定性检测。
对于零件上的某些极重要的功能性尺寸,还能利用检具进行数值检测。
检具还应具有测量支架的功能,但是当检具在线检测功能与测量支架功能不能同时满足时,应首先满足检具的在线检测功能。
检具的设计、制造和验收应以产品图纸和主模型(或CAD数据)为基准。
当零件无主模型(或CAD数据)时,应以产品图纸和经需方认可的样件作为依据。
检具类型:1、单件检具:检查单一零件,如前地板检具。
2、总成检具(组合检具):检查组焊、扣合后的部件,如车门总成检具。
3、开、封口部位检具:车体焊装后两个总成之间连接后的开封状态,如挡风玻璃用开口部检具,前罩总成与前罩铰链总成。
在正常使用频率和良好的保养维护情况下,应保证检具与其对应的压延模具和焊接夹具有相同的使用寿命。
检查设计应考虑事项:A.成品要求精度的部位及精度确认方法B.精度要求的重要度及确认方法C.成品在冲压加工时产生变形量考虑D.使用上之考虑(方便、轻量化)E.整体结构坚实不变形目录检具概述一.单件检具图样说明 (7)1.检具基本图样 (7)1.1基本图样 (7)1.2使用目的 (7)1.3使用材料 (7)1.3.1轮廓表面 (7)1.3.2检具骨架 (8)1.3.3基准块 (8)2.检具检查说明 (8)2.1检具方向 (8)2.2剪边线位置式样 (9)2.3折边线 (9)2.4一般孔 (10)2.4.1园孔及椭圆孔 (10)2.4.2形状孔 (12)2.5翻边孔 (12)2.6板件定位 (13)2.6.1基准孔定位方式 (13)2.6.2定位面 (15)2.6.3定位孔检测孔销置入角度方式 (15)2.6.5支撑与夹持 (17)3.检具基本要求 (18)3.1形状面要求 (18)3.1.1检查面 (18)3.1.2非检查面 (18)3.1.3零接触面 (19)3.2分割体 (19)3.2.1旋转轴式 (19)3.2.2可拆卸式 (20)3.3断面样板 (20)3.4夹持器 (21)3.5检具搬运 (22)3.5.1吊取装置 (22)3.5.2搬运孔 (23)4.涂装 (23)4.1检具操作颜色区 (23)4.2涂装色号 (23)5.检具标牌 (24)5.1颜色标牌 (24)5.2铭牌 (24)6.基准 (25)6.2基准面 (25)6.3基准销 (26)6.4基准指示 (26)二. 车体组合件检具说明 (28)1.组合检具图样 (28)2. 组合件检具定义 (29)3. 组合件检具功能 (29)4. 组合件检具主要结构 (29)4.1底座 (29)4.2支架 (29)4.2.1定位用支架 (29)4.2.2检验用支架 (29)三.检具检查用表 (30)5. 检具检查表明细 (30)6. 检具验收报告 (32)7. 检具精度测量表 (33)四.检具检查时应注意以下几点 (35)五. 其它 (35)单件检具图样说明一.检查检具基本图样:1.1 基本图样:1.2.使用目的:零件形状、剪边线、折线、孔位之检查。
工装(检具)验收标准191105
安徽省锦瑞汽车部件有限公司1.目的制定此标准是为了细化工装(检具)验收过程,为了进一步规范公司工装的开发及使用管理,确保工装在产品生产加工过程中保证产品质量的同时,能顺畅使用并满足使用寿命要求,特制订本标准。
2适用范围本标准适用于安徽锦瑞汽车部件有限公司所有产品在加工生产过程中,所使用的外购或外协来的工装,设备,检具等工艺装备验收阶段的参照标准及要求。
3.术语和定义3.1工装:企业制造产品时所用的模具、夹具、检具、辅具、量具、刀具等的总称,在本标准中特指工装、夹具、检具。
3.2外购工装:是指工装设计和制造均委外,我司只负责验收符合产品要求的合格工装。
3.3外协工装:是指自制工装的部分加工工序委外加工或由我司负责工装设计,委外单位根据图纸资料制造,我司根据设计资料验收的工装。
4、总体主要技术要求4.1公司所有的工装在设计、制作过程中必须遵守“保证产品质量,使用操作安全,维护检验方便”的原则,确保设计科学、使用方便、质量保证,从而提升品质和提高生产效率。
4.2为方便公司工装的使用及存放管理,要求所有新开发工装必须进行编号。
工装编号由专门负责编号人员,按要求制定编号;供应商应按相关技术要求在相应位置编号,要求美观大方、清晰易辨认。
编号规则参考公司物料编码规则程序文件;4.3工装设计3d数据及2D图纸经公司相关人员评审后,方能投入制造,供应商在制造过程中如有修改,必须及时通知我司相关人员。
4.4工装、夹具、检具制造完毕后,必须使用我司指定的产品进行试验调整、验证,保证调试产品符合技术要求,且要求工装结构性能可靠且质量稳定,操作安全、方便、经济、合理。
4.5外购的工装(设备)必须与图纸相符,验收完毕后,供应商应将完整、正确无误的图档传给我司存档,以便后续查询使用、更改。
供应商所提供的图档要求包含非标准件的零件详图。
5、夹具主要技术要求5.1振动焊接工装的使用寿命为10万台样件。
5.2夹具设计应充分考虑操作方便和安全可靠、维护修理方便,应保证焊接装卸方便,使焊接件处于最佳焊接位置,并应防止机构压手和松开打手。
工装样件认可程序-OTS

四、OTS简要流程
OTS流程6:OTS认可
OTS认可 完全符合要求的OTS样件,SGMW技术中心PE出具OTS认可报告。 OTS有条件认可 已完成路试、系统试验,但OTS文件有缺项,只进行OTS有条件认可。 第二次OTS认可 由于关键件更改等原因必须进行第二次OTS认可。 注:每一份OTS 认可报告只认可一个或一类(材料、性能要求相同)采购级零件。
OTS流程3:计划核准、制造样件
四、OTS简要流程
计划核准 SGMW技术中心PE核准供应商各项计划、产品设计图样(供应商有产品设计责任的); SGMW采购及供应链管理部SQE核准供应商检具开发计划。 制造样件 供应商按交付的资料或(和)核定的技术文件、计划组织生产制造工装样件(OTS样件)。
供应商按交付的资料或(和)核定的技术文件、计划制造工装样件(OTS样件),并进行相关的台架试验及性能试验;
04
OTS工作要求2 :封样
五、OTS工作要求
所有向SGMW送交的OTS样件必须符合本文规定;
检测报告与样件必须一一对应;
所有OTS文件必须与OTS样件一起同时交付;
SGMW采购及供应链管理部提供带有黑色“OTS”字样的黄色零件标签和运输标签;
04
SGMW采购员在OTS样件送达公司后,通知SGMW 技术中心相关PE。
OTS工作要求3 :送样
五、OTS工作要求
在OTS交样之前,供应商应重新提交“分供方清单”,经SGMW技术中心相关PE审批后实施;
1
在OTS交样之后,按SGMW采购及供应链管理部文件“二级供应商管理规范”执行,由产品工程师决定是否做OTS;
2
若零件为关键件, SGMW技术中心相关PE应对该二级供应商做技术评估(TA)。
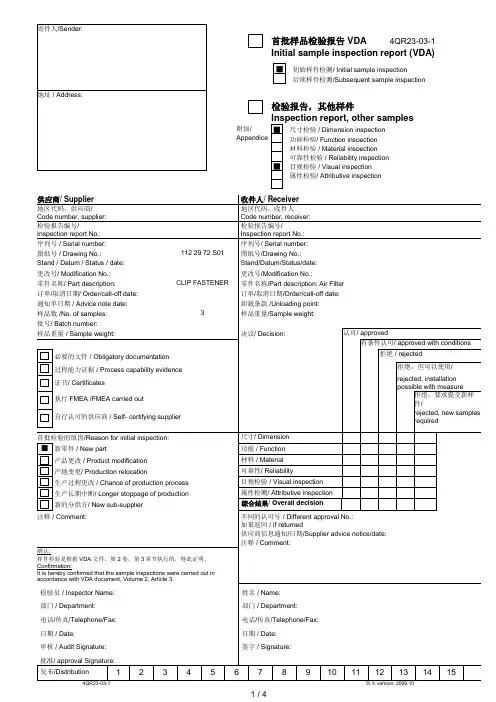
全尺寸检测
检验员/InspectorName:
姓名/ Name:
部门/ Department:
rejected, new samples required
首批检验的原因/Reason for initial inspection:
尺寸/Dimension
■
新零件/New part
功能ห้องสมุดไป่ตู้Function
产品更改/Productmodification
材料/Material
产地变更/Productionrelocation
拒绝/rejected
过程能力证据/Processcapabilityevidence
拒绝,但可以使用/
证书/Certificates
rejected, installation possible with measure
执行FMEA/FMEA carried out
拒绝,要求提交新样件/
自行认可的供应商/Self-certifyingsupplier
属性检验/Attributive inspection
供应商/Supplier
收件人/ Receiver
地区代码,供应商/
Code number, supplier:
地区代码,收件人
Code number, receiver:
检验报告编号/
InspectionreportNo.:
检验报告编号/
ISO9001-2015样件鉴定管理程序
样件鉴定管理程序(ISO9001:2015)1.目的本制度规定了产品零部件样件鉴定的工作流程和要求,以防止出现因对样件质量控制不当而产生批量质量问题。
2.范围适用于本公司外协外购件及自制件初物中需进行样件鉴定的情况。
3.定义3.1样件:是指按量产条件(正常生产用的设备、工装、量检具、工艺、材料、操作者、生产环境和过程参数等)生产的经检验合格的首批零部件。
3.2样件鉴定:是指在批量生产前通过对样件及其相关资料的检查和确认,验证供方或公司制造部门是否具有相应的质量保证能力及产品是否符合设计要求的一种符合性判定。
4.职责5.工作流程(详见附件1)5.1样件送样要求(外协外购件)5.1.1 样件及所附资料要求Ⅰ)样件必须编号且和自检报告一一对应,需进行材料性能试验或焊接/铆接后不能再分解测量的总成件的样件必须随样提供相应的试棒、试片、工艺散件等试样(见附表2)。
Ⅱ)随附资料按技术质量交流时确定的要求提交。
检验主管工程师认为无需交流时,应在鉴定书上签字备注,样件随附资料按表a要求提交。
Ⅲ)对于有3C认证要求的零部件(详见附表8)的样件鉴定,厂家还必须提供3C认证证书、产品描述报告、检测报告、3C模压标志批准证书复印件;尚未取得证书的,厂家必须提交已申请3C认证的申请书、产品描述报告、检测报告的复印件,否则不予鉴定。
5.1.2 样件的数量要求Ⅰ)送样数量一般为6件(套),需较多样件进行型式试验的总成零部件见附表6,特殊数量要求应在前期技术质量交流时明确。
Ⅱ)如果样件为一模多腔的模具成型件,送样时应提供每一模腔的零件,数量为3件/腔;Ⅲ)变更样件(不涉及到材质、性能的变更)的送样数量为2件(套)。
5.2样件的接收审查(外协外购件)5.2.1供方必须按照样件送样的要求提供样件、试样、相关资料,同时填写《样件鉴定申请单》提交物资公司。
5.2.2物资公司主管工程师负责按照样件送样的要求对厂家提供的样件数量,试样以及必须提供的相关资料进行核对,符合要求的在《样件鉴定申请单》上签名确认后送至鉴定部门,不符合送样条件的拒绝接收。
OTS 工装样件提交文件包
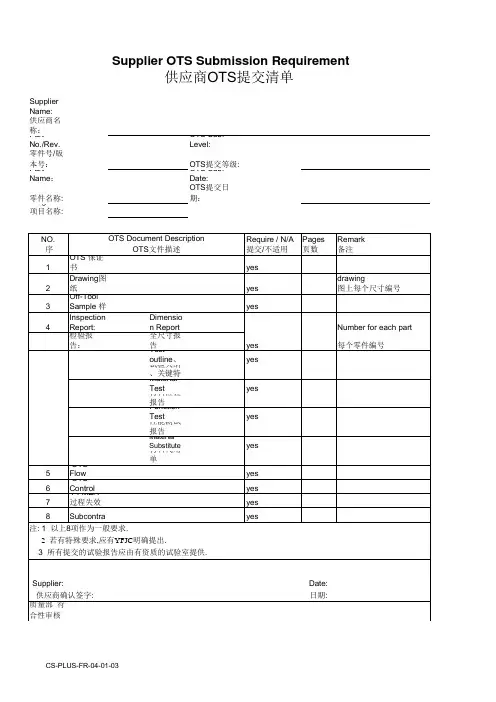
NO.
OTS Document Description
序 OTS 保证
OTS文件描述
1书
Drawing图
2纸 Off-Tool
3pection
Dimensio
4 Report: 检验报
n Report 全尺寸报
告:
告Test
试ou验tlin大e、纲
、关键特 Material
材Te料st检验
报Fu告nction
性Te能st测试
报告 Material
S材u料bs代titu用te
OTS
单
5
FOloTwS
6
CPoFnMtrEolA
7 过程失效
8 Subcontra 注: 1 以上8项作为一般要求.
2 若有特殊要求,应有YFJC明确提出. 3 所有提交的试验报告应由有资质的试验室提供.
Supplier Name: 供应商名 称Pa:rt No./Rev. 零件号/版 本Pa号rt : Name:
零Pr件og名ra称m :/ 项目名称:
Supplier OTS Submission Requirement
供应商OTS提交清单
OTS Sub. Level: OOTTSS提Su交b等. 级: Date: OTS提交日 期:
Require / N/A Pages Remark 提交/不适用 页数 备注
yes
Number for each Dim. on
drawing
yes
图上每个尺寸编号
yes
Number for each part
yes
每个零件编号
yes
yes
yes
yes
yes yes yes yes
工装装修质量检查报告
工装装修质量检查报告一、前言为确保工程质量,提高工程项目的使用寿命与安全性,我们对已完成装修的工装项目进行了全面的质量检查。
本报告将详细列出检查过程中发现的问题,并提出相应的整改措施。
二、检查范围与标准本次检查范围包括:地面、墙面、天花板、电气、给排水、通风与空调、消防等各个分部工程。
检查依据:《建筑装饰装修工程质量验收标准》(GB -2018)等相关规范进行。
三、检查结果1. 地面工程- 问题:部分地面平整度、水平度不达标,存在高低差。
- 整改措施:重新铺设地面材料,严格控制施工过程中的标高与水平度。
2. 墙面工程- 问题:墙面平整度、垂直度不达标,部分墙面存在裂缝。
- 整改措施:对墙面进行打磨、修补,重新涂刷墙面漆,加强施工过程中的监控。
3. 天花板工程- 问题:天花板平整度、水平度不达标,部分天花板存在脱落现象。
- 整改措施:重新调整天花板造型,对脱落部位进行修复,加强施工过程中的质量控制。
4. 电气工程- 问题:部分电线、电缆敷设不符合规范,存在安全隐患。
- 整改措施:重新布线,按照规范要求进行电缆敷设,加强施工过程中的安全检查。
5. 给排水工程- 问题:部分管道安装不符合规范,存在渗漏现象。
- 整改措施:重新安装管道,加强施工过程中的焊接质量控制,进行试压试验。
6. 通风与空调工程- 问题:通风管道安装不符合规范,部分风道存在堵塞现象。
- 整改措施:重新安装通风管道,确保风道畅通,加强施工过程中的质量控制。
7. 消防工程- 问题:消防设施安装不符合规范,部分灭火器过期。
- 整改措施:重新安装消防设施,及时更换过期灭火器,加强施工过程中的质量控制。
四、整改期限与验收1. 各施工单位应按照本报告提出的整改措施,于 2023 前完成整改。
2023前完成整改。
2. 整改完成后,由项目负责人组织相关单位进行验收,确保整改措施得到有效实施。
五、总结本次工装装修质量检查发现较多问题,各施工单位应充分重视,认真按照整改措施进行整改。
汽车研究科学院制度 工装样件认可报告
负责人签字: 日期:
外观
认可
临时认可
拒绝
尺寸
材料
性能
认证件外观标识
装配验证
路试试验
控制计划
决定
正式认可
临时认可
拒绝认可
工程师签字/日期:
部门负责人签字/日期:
副总工签字/日期:
□ 由于设计文件、规范或材料方面的设计更改引起产品的改变
□ 生产场地、生产工艺、控制计划变更后进行的生产
□ 使用新的或更改的工装(不包括易损非关键工装)、模具、铸具、模型等,包括附加或替换用的工装
□ 在工装和设备转移到不同的工厂或在一个新厂址进行的生产
□ B点开发
□ 关键件二级供应商发生变化
□ 新的关键工装或关键工装进行了结构性或功能性返修、调整
检验结果见工装样件检验报告
备注:
备注:无需填写项用“/”标示
供应商确认
xxx批准
我们确认:
1.提供的工装样件是完全用正式生产设备在正式生产条件下生产的。
2.正确的进行了工装样件检测和工装样件检验报告里的内容(有偏差的项目在此报告里特别注明)。
3.工装样件的认可并不解除供应商按有效图纸、检具和规定的性能要求供货的责任。
y
工装样件认可报告
编号:LC/JL-8.3-042A
供应商名称:
联系人:
供应商代码:
电 话:
详细地址:
传 真:
邮政编码:
部 门:
车型代码:
车型名称:
零部件号:
零部件名称:
更改日期:
样品数量:
工装样件检பைடு நூலகம்标准:
图纸:
□ 一种新的零件或产品(如:从前未曾生产的某中零件、材料或颜色)
工装样件检验报告(ISIR)
检验数量:
项目
检验项目
检验规范
检验方法
检验结果
备注
华晨金杯公司填写
说明:
判定:
负责部门
项目负责
□合格
□不合格
本表一式二份承认后:一份供应商自存,另一份由华晨金杯公司采购部存档。
附表3性能检验报告
编号/No.:BG01.01.538-2006
日期/Date:2008-3-26
版本号/Version No.:2.0
共页
第页
车型
供应商
报告书编号
零部件号
零部件名称
提交日期
区分
□新开发件
□设计更改件
□工程更改件
制造日期
批号:
□重要安全件
□重要件
□一般零件
项目
试验项目
设备名称
重要度
试验日期
试验数量
评价标准
试验结果
华晨金杯公司填写
供应商填写
负责部门
项目负责
判定:
说明:
受委托者说明:
编制
审核
批准
□合格
□不合格
□条件合格
本表一式二份承认后:一份供应商自存,另一份由华晨金杯公司采购部存档。
沈阳华晨金杯公司的规范.提样日期:
提样次数:
检验样品数
编制
审核
批准
检验日期
华晨金杯公司填写
报告书编号
合格
不合格
条件合格
外观尺寸
材质
工程规格
口合格口不合格口条件合格
负责部门
编制
审核
批准
说明
本表一式二份承认后:一份供应商自存,另一份由华晨金杯公司采购部存档。
全尺寸检测报告(一)2024
全尺寸检测报告(一)引言概述:全尺寸检测报告(一)是对某产品进行全尺寸检测后所得到的结果和分析的报告。
本文将首先介绍全尺寸检测的背景和目的,然后详细讨论5个大点,每个大点包含5-9个小点。
最后,本文将总结全尺寸检测的结果和结论。
1. 产品特性检测1.1 尺寸测量- 使用精确测量工具进行尺寸测量- 检查产品是否符合设计要求的尺寸范围- 记录测量结果并与设计规范进行比较1.2 外观检查- 观察产品外观是否有明显缺陷或瑕疵- 检查产品表面的光滑度和质量- 检测产品颜色是否与设计要求一致1.3 包装检测- 检查产品包装是否完好无损- 检测包装内部是否存在松动或破损- 确保产品在运输过程中不受损坏2. 材料性能检测2.1 强度测试- 通过拉力测试仪测定产品的强度参数- 确定产品是否符合设计的负载要求- 分析材料强度与设计负载之间的安全裕度 2.2 塑性测试- 使用硬度测试仪对产品进行塑性测试- 分析产品的硬度与材料塑性之间的关系 - 检测材料在变形和应变过程中的性能3. 功能性能检测3.1 电子元件测试- 检查电子元件是否正常工作- 调试电路并测量电压、电流等参数- 确保产品的功能符合设计要求3.2 机械动作测试- 测试产品的机械部件是否正常运转- 检查产品的运行噪音和振动- 确保产品的机械动作性能良好4. 环境适应性测试4.1 温度测试- 在不同环境温度下测试产品性能- 分析产品在高温、低温环境下的可靠性- 确保产品在各种温度条件下正常工作4.2 湿度测试- 在不同湿度环境下测试产品的性能- 检查产品内部是否受到湿度影响- 评估产品的防潮性能和耐湿度能力5. 安全性能检测5.1 电气安全测试- 检查产品的绝缘电阻和接地状态- 测试产品的漏电流和绝缘电阻值- 确保产品在正常使用时不会发生电击事故5.2 火灾安全测试- 检测产品的抗火性能和阻燃能力- 测试产品在火灾情况下的烟雾和毒气产生情况- 确保产品在火灾时能够提供足够的安全保护总结:全尺寸检测报告(一)中,我们对产品的特性、材料性能、功能性能、环境适应性和安全性能进行了全面的检测和分析。