拉深变形过程分析
合集下载
第一节 圆筒形零件拉深讲解
由于切向压应力引起板料失去稳定而产生弯曲;
筒壁传力区拉裂: 由于拉应力超过抗拉强度引起板料断裂。
一、无凸缘圆筒形零件拉深 4、圆筒形零件拉深成形的缺陷及防止措施
1)凸缘变形区的起皱 主要决定于:
切向压应力σ3的大小,越大越容易失稳起皱; 凸缘区板料本身的抵抗失稳的能力。
凸缘宽度越大,厚度越薄,材料弹性模量和硬化模量越小, 抵抗失稳能力越差。
第n次拉深系数: mn=dn/dn-1
6、拉深系数的确定 1)拉深系数的概念
拉深系数m 表示拉深前后坯料(工序件)直径的变化率.
m 愈小,说明拉深变形程度愈大,相反变形程度愈小. 拉深件的总拉深系数等于各次拉深系数的乘积,即
若m 取得过小,会使拉深件起皱、断裂或严重变薄超差。 极限拉深系数: 工件在危险断面不至拉破时,所能达到的最小拉深系数mmin。
压料装置产生的压料力Fy大小应适当;
在保证变形区不起皱的前提下,尽量选用小的压料力。 理想的压料力是随起皱可能性变化而变。
9、圆筒形零件拉深的压料力和拉深力
2)拉深力与压力机的公称压力 ①拉深力F
按经验公式可计算出圆筒形件带压料装置和不带压料装置的 首次拉深和以后各次拉深的拉深力。 ②压力机的公称压力
②金属的流动过程 工艺网格实验 材料转移:高度、厚度发生变化。
③拉深变形过程
外力
凸缘产生内应力: 径向拉应力σ1;切向压应力σ3
凸缘塑性变形: 径向伸长,切向压缩,形成筒壁
直径为d高度为H的圆筒形件(H>(D-d)/2)
拉深单元变形动画
一、无凸缘圆筒形零件拉深
2、圆筒形零件拉深过程中坯料内的应力与应变状态 拉深过程中某一瞬间坯料所处的状态
当筒壁拉应力超过筒壁材料的抗拉强度时,拉深件就会在 底部圆角与筒壁相切处——“危险断面”产生破裂。
筒壁传力区拉裂: 由于拉应力超过抗拉强度引起板料断裂。
一、无凸缘圆筒形零件拉深 4、圆筒形零件拉深成形的缺陷及防止措施
1)凸缘变形区的起皱 主要决定于:
切向压应力σ3的大小,越大越容易失稳起皱; 凸缘区板料本身的抵抗失稳的能力。
凸缘宽度越大,厚度越薄,材料弹性模量和硬化模量越小, 抵抗失稳能力越差。
第n次拉深系数: mn=dn/dn-1
6、拉深系数的确定 1)拉深系数的概念
拉深系数m 表示拉深前后坯料(工序件)直径的变化率.
m 愈小,说明拉深变形程度愈大,相反变形程度愈小. 拉深件的总拉深系数等于各次拉深系数的乘积,即
若m 取得过小,会使拉深件起皱、断裂或严重变薄超差。 极限拉深系数: 工件在危险断面不至拉破时,所能达到的最小拉深系数mmin。
压料装置产生的压料力Fy大小应适当;
在保证变形区不起皱的前提下,尽量选用小的压料力。 理想的压料力是随起皱可能性变化而变。
9、圆筒形零件拉深的压料力和拉深力
2)拉深力与压力机的公称压力 ①拉深力F
按经验公式可计算出圆筒形件带压料装置和不带压料装置的 首次拉深和以后各次拉深的拉深力。 ②压力机的公称压力
②金属的流动过程 工艺网格实验 材料转移:高度、厚度发生变化。
③拉深变形过程
外力
凸缘产生内应力: 径向拉应力σ1;切向压应力σ3
凸缘塑性变形: 径向伸长,切向压缩,形成筒壁
直径为d高度为H的圆筒形件(H>(D-d)/2)
拉深单元变形动画
一、无凸缘圆筒形零件拉深
2、圆筒形零件拉深过程中坯料内的应力与应变状态 拉深过程中某一瞬间坯料所处的状态
当筒壁拉应力超过筒壁材料的抗拉强度时,拉深件就会在 底部圆角与筒壁相切处——“危险断面”产生破裂。
第四章第1、2、3、4、5节N
第四章 拉深
特点: 1.反拉深时变形集中在rd区,与rd区包角为1800,摩擦阻力比正 拉深时大,不易起皱,常可不用压边。 2.折弯要减少一半。材料硬化程度要比正拉深时低些。 3.反拉深允许变形程度可大些。 4.拉深系数不能太大。影响凹模壁厚。
结束
第四章 拉深
三、凹模圆角区摩擦对 的影响 将板料流经、区视为皮带绕带轮旋转,便可用欧拉张力公式 进行估算。
第四章 拉深
四、材料硬化对 的影响 当考虑材料硬化对筒壁处拉应力的影响时, 应为瞬时的屈服流动应力。 便不是常数,
缩颈点处断面收缩率 材料,硬化也越强烈,
,越大的
应力的最大值一般出现在板料包满凸模和凹模 圆角时,而这时材料已高度硬化,屈服流动应 力已远远超过其初始值。
第四章 拉深
第三节 影响径向拉应力的因素
一、压边对 的影晌 凸缘区板料在流入凹模过程中将受到压边圈与凹模端面的双重 摩擦阻力作用,使筒壁处拉应力增大
为筒壁截面积的近似值。
第四章 拉深
二、凹模圆角区弯矩对 的影响 处在位置1是平直的,进入rd区被弯曲,中心面曲率半径为R。位 置3,又被反弯拉直。凸缘区板料中被反复两次弯曲。
第四章 拉深
第四章拉深
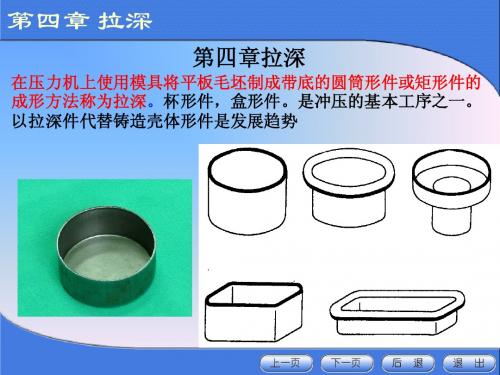
在压力机上使用模具将平板毛坯制成带底的圆筒形件或矩形件的 成形方法称为拉深。杯形件,盒形件。是冲压的基本工序之一。 以拉深件代替铸造壳体形件是发展趋势
第四章 拉深
第四章 拉深
第一节圆筒形件拉深变形分析
一、拉深变形过程及变形特点 无压边的拉深过程,有压边的拉深。
第四章 拉深工艺与拉深模设计
第四章 拉深
变形特点:变形区主要 集中在凸缘区,即D与d 之间的环形部分。变形 区任一点在径向受到了 拉伸,而切向受到了压 缩。同一圆周上的各点 的切向压缩变形是相等 的。径向变形不具有均 匀性,越靠近凸缘边缘, 径向拉伸变形与切 拉深
拉深变形过程分析

主要是凸缘变形区的起皱和筒壁传力区的拉裂。
凸缘区起皱:由于切向压应力引起板料失去稳定而产生弯曲; 传力区拉裂:由于拉应力超过抗拉强度引起板料断裂。
圆筒形件拉深变形分析
三、拉深件的起皱与拉裂(续)
1.凸缘变形区的起皱
主要决定于:
一方面是切向压应力σ 3的大小,越大越容易失稳起皱; 另一方面是凸缘区板料本身的抵抗失稳的能力。
人有了知识,就会具备各种分析能力, 明辨是非的能力。 所以我们要勤恳读书,广泛阅读, 古人说“书中自有黄金屋。 ”通过阅读科技书籍,我们能丰富知识, 培养逻辑思维能力; 通过阅读文学作品,我们能提高文学鉴赏水平, 培养文学情趣; 通过阅读报刊,我们能增长见识,扩大自己的知识面。 有许多书籍还能培养我们的道德情操, 给我们巨大的精神力量, 鼓舞我们前进。
圆筒形件拉深变形分析
一、拉深变形过程(续)
(二)拉深变形过程及特点(续) 2.金属的流动过程
工艺网格实验 材料转移:高度、厚度发生变化。 3.拉深变形过程
外力
凸缘产生内应力:径向拉应力σ1;切向压应力σ3 凸缘塑性变形:径向伸长,切向压缩,形成筒壁
直径为d高度为H的圆筒形件(H>(D-d)/2) 拉深单元变形动画
3-1拉深变形过程分析
201309第二组概述Fra bibliotek拉深:
又称拉延,是利用拉深模在压力机的压力作用下,将平板坯 料或空心工序件制成开口空心零件的加工方法。
它是冲压基本工序之一。可以加工旋转体零件,还可加工盒 形零件及其它形状复杂的薄壁零件。
拉深
不变薄拉深
变薄拉深
拉深模: 拉深所使用的模具。
拉深模特点:结构相对较简单,与冲裁模比较,工作部分有较
构 图
拉深变形分析

拉深变形分析
拉深变形过程中坯料的应力、应变状态 在拉深过程中,坯料可分为平面凸缘部分、凸缘圆角部分、筒壁部分、底部圆角部分、筒底部分等五个区域,如图4-1(b)所示。各部分材料在拉深过程中具有不同的应力应变状态,如图4-3所示。
图4-3 拉深时坯料的应力、应变状态
拉深变形分析
1.平面凸缘部分 平面凸缘部分为拉深时的主要变形区。材料产生径向拉应力s1。同时,材料在切向产生压缩变形,相邻材料之间由于相互挤压而产生切向压应力s3。当使用压边装置时,压边力使平面凸缘部分材料产生厚向压应力s2。 由于平面凸缘部分材料在拉深时径向拉长,切向缩短,分别产生径向拉应变e1和切向压应变e3。其中,切向压应变e3的绝对值大于径向拉应变e1,故根据体积不变原则,材料将产生厚向拉应变e2,厚度增加。 2.筒壁部分 筒壁部分为已变形区。在拉深过程中,该部分材料起到向变形区传递拉深力的作用,因而也称为传力区。筒壁部分在拉深时可近似认为受单向拉应力s1作用,应变状态为轴向产生拉应变e1,厚向产生压应变e3,厚度减薄。
拉深变形分析
拉深变形过程 1、无凸缘圆筒形件的拉深过程。如图4-1所示
图4-1 拉深工艺过程 1-凸模 2-压边圈 3-毛坯 4-凹模 5-拉深件 6-平面凸缘部分 7-凸缘圆角部分 8-筒壁部分 9-底部圆角部分 10-筒底部分
拉深变形分析
2、无凸缘圆筒形件拉深的变形过程。 通过网络实验可以直观地观察、分析材料在拉深时的变形情况。 在圆形毛坯的表面上画上许多间距都等于a的同心圆和分度相等的辐射线,如图4-2(a)所示
拉深变形分析
5.底部圆角部分 底部圆角部分为筒壁部分和筒底部分之间的过渡区,常称为第二过渡区。筒底部分材料主要受拉深力引起的径向拉应力s1,以及凸模的压力和材料的弯曲作用产生的厚向压应力s3。切向有拉应力s2,但量值较小。材料在径向产生拉应变e1,厚向产生压应变e2,厚度变薄。切向压应变e2很小,可忽略不计。
模具设计5拉深工艺与模具
•(二)有压边圈装置的简单拉深模
•
正装拉深模
•凸模较长,行程不大。
PPT文档演模板
•
倒装拉深模
•锥形压边圈将毛坯压成锥形有 利于拉深变形。
模具设计5拉深工艺与模具
•(三)压边圈装置分析 •1、弹性压边装置(用于普通单动压力机)
•a)橡皮压边装置
b)弹簧压边装置
c)气垫压边装置
PPT文档演模板
模具设计5拉深工艺与模具
模具设计5拉深工艺与模 具
PPT文档演模板
2020/11/20
模具设计5拉深工艺与模具
概述
• 拉深是将平面板料变成各种开口空心件的冲压工序。
•拉深件的分类:
• 圆筒形零件 • 曲面形零件 • 盒形零件 • 复杂形零件
•拉深件特点:
•效率高,精度高,材料消 耗少,强度刚度高。
•拉深压力机:
•单动、双动、三动压力机 和液压压力机。
模具设计5拉深工艺与模具
二、阶梯形件的拉深特点
• 1、判断能否一(t/D×100>1),而阶梯
之间直径之差和零件的高度较
小时,可一次拉出。
•判断条件:
• 上式中h/d是表6-9中拉深次数为1时的值
PPT文档演模板
模具设计5拉深工艺与模具
• 2、多次拉深时的拉深方法
PPT文档演模板
•负间隙拉深
模具设计5拉深工艺与模具
三、拉深凸凹模工作部分的尺寸及其制造公差
•1、最后一道工序: •拉深模工作部分尺寸及公差应按工件要求确定。
•工件要求外形尺寸时:
•工件要求内形尺寸时:
•2、中间各道工序:•凸凹模尺寸取毛坯过渡尺寸
•若以凹模为基准:
PPT文档演模板
圆筒件拉深变形的力学分析介绍

R02
R2
r02
r0
1
ln
R0
R02
R2
r02
2
Rr0
采用指数硬化曲线的变形区平均真实应力:
n
S
B
n
B
1
ln
R0
R02
R2
r02
2
Rr0
四、拉深力计算
拉深力的几个部分:
➢凸缘变形区的变形阻力;
➢压边力产生的摩擦力;
➢坯料沿凹模圆角弯曲和反弯曲的阻力;
➢凹模圆角的摩擦阻力。
r max
变形,板厚不变;
当r > Rt 时,| | >| r |,t >0、 <0、 r>0,为压缩
类变形, 板厚增加;
当r < Rt 时,| | <| r | ,t <0、 <0、r>0,为伸长
类变形,板厚变薄;
拉深当r0/R0 <0.61(m<0.61)时,凸缘内同时存在压缩类 变形区和伸长类变形区;随着变形过程,R 减小,伸 长类变形区缩小直到(r0/R =0.61)消失;故拉深凸缘
§5.5 圆筒件拉深变形的力学分析
拉深利用模具将平板坯料变形成薄壁空心零件的冲 压工艺,广泛应用于机械、汽车、航空航天、电器、 轻工、仪表等多各加工行业。
一、拉深变形过程和变形特点
圆筒件拉深将圆形平板坯料变形 成空心圆筒型零件的过程,其实 质是将环形凸缘部分金属通过周 向受压、径向受拉变形逐渐收缩 转化为筒壁的过程,其主要塑性 变形区在凸缘部分。
1.1S
ln
R r0
;
摩
2Q 2 r0t
Q r0t
;
弯
b
第4章 拉深
学习目的与要求
1.了解拉深变形规律及拉深件质量影响因素; 2.掌握拉深工艺计算方法; 3.掌握拉深工艺性分析与工艺设计方法; 4.认识拉深模典型结构及特点,掌握拉深模工 作零件设计方法; 5.掌握拉深工艺与拉深模设计的方法和步骤。
概述
拉深又称拉延,是利用拉深模在压 力机的压力作用下,将平板坯料或空心 工序件制成开口空心零件的加工方法。 它是冲压基本工序之一。可以加工旋转 体零件,还可加工盒形零件及其它形状 复杂的薄壁零件。
和ζ
3max
的变化规律
3)筒壁部分受力分析
筒形件的拉深系数与拉深次数
在拉深工艺设计时,必须判断制件是否能一次拉 深成形,或需要几道工序才能拉成。正确解决这个问 题直接关系到拉深生产的经济性和拉深件的质量。
1.拉深系数
每次拉深后的筒形件直径与拉深前坯料(或工序 件/半成品)的直径之比。
m1 d1 D m2 d 2 d1 .......... ... mn 1 d n 1 d n 2
拉深变形过程
拉深过程中金属的流动(网格分析)
凸缘产生内应力:径向拉应力σ1;切向压应力σ3 凸缘塑性变形:径向伸长,切向压缩,形成筒壁 直径为d高度为H的圆筒形件(H>(D-d)/2)
通过拉深网格分析我们发现,工件底部的 网格变化很小,而侧壁上的网格变化则很大, 以前的等距同心圆,变成了与工件底部平行的 不等距的水平线,并且愈是靠近工件口部,水 平线之间的距离愈大,同时以前夹角相等的半 径线在拉深后在侧壁上变成了间距相等的平行 垂线,以前的扇形毛坯网格变成了拉深后的矩 形网格。
(1)不用压边圈时
Z=(1.0~1.1)tmax (2)用压边圈时 2次拉深: 第1次 第2次 3次拉深: 第1次 第2次 第3次 1.1t (1.0~1.05)t 1.2t 1.1t (1.0~1.05)t
拉深变形过程及拉深工艺解答
图 4.2.2 拉深工序示意图
拉深系数的倒数称为拉深程度或拉深比,其值为:
kn
1 mn
d n 1 dn
拉深系数表示了拉深前后毛坯直径的变化量,反映了
毛坯外边缘在拉深时切向压缩变形的大小,因此可用它作为
衡量拉深变形程度的指标。拉深时毛坯外边缘的切向压缩变
形量为:
1
Dt dt Dt
的高度:
第一次 h1 (D2 d120 2r1d10 8r12 ) 4d1
第二次
h2
(D2
d
2 20
2r2 d 20
8r22 )
4d2
第三次
h3
(D2
d
2 30
2r3 d 30
8r32 )
4d3
式中:
d1, d2 , d3
各次拉深的直径(中线值);
r1, r2 , r3
(1)半成品直径 拉深次数确定后,再根据计算直径dn 应等于d工 的原则对 各次拉深系数进行调整,使实际采用的拉深系数大于推算拉 深次数时所用的极限拉深系数。
零件实际需拉深系数应调整为:
m1 0.57, m2 0.79, m3 0.82, m4 0.85
调整好拉深系数后,重新计算各次拉深的圆筒直径即得 半成品直径。零件的各次半成品尺寸为 :
(3)材料的力学性能 板料的屈强比 s b 小,则屈服极限小,变形区内的切向压 应力也相对减小,因此板料不容易起皱。
(4)凹模工作部分的几何形状
平端面凹模拉深时,毛坯首次拉深不起皱的条件是 :
t (0.09 ~ 0.17)(1 t )
D
D