HAZOP分析报告记录簿-氟化氢
HAZOP分析报告模板
5、根据工艺生产情况,选择合适的爆破压力
6、更换爆破片
As well as
伴随
正常生产时报警器报警
5、报警器或线路故障
6、DCS系统故障
同1
3、也可能误报警
同1、3、4
7、检查报警器或线路
8、检查DCS系统
阶段1工艺;
阶段2工艺;
阶段3工艺;
阶段4工艺。
×××工程设计有限公司已取得装置的工程设计服务资格。进行的危险性和可操作性(HAZOP)的研究。
报告详细说明了HAZOP的评估结果,包括在评估中提出的建议的总结和HAZOP评估工作表。
1.2
HAZOP评估的是为了:
确认危险物的安全性和关于可能威胁生产工作人员安全或导致操作问题的工序的操作性问题;
×××××××××××××××
2.4.2
2.4.3
2.4.4
2.5
2.5.1
××××××××××××××
2.5.2
3
3.1
HAZOP评估所使用的是一套由不同学科专家组成的专业的、有资格的团队所完成的清晰的系统程序。它使用一种正式的、系统的方法对工艺和其他关键性的设计进行评估,确认和评定有关设施的安全危害可能性和操作性。
X.3
多流量
X.4
逆流量
X.5
流向错误
X.6
低水位
X.7
高水位
X.8
低压
X.9
高压
X.10
低温
X.11
高温
X.12
步骤过早
X.13
步骤过迟
X.14
污染物
X.15
组分
X.16
腐蚀/侵蚀
X.17
职业卫生27---氟化氢的测定原始记录

总离子强度缓冲液:称取g柠檬酸钠和g氯化钠,溶于水中,加入ml指示ml
冰乙酸,用氢氧化钠溶液(240g/L)中和至溶液刚变为蓝色;加1~2滴盐酸溶液,使溶液呈蓝绿色(pH约为5.8);用水稀释至L。
标准溶液:称取g氟化钠(于110℃干燥2h),溶于水,定量转移入ml容量瓶中,稀释至刻度,贮存在塑料瓶中。此溶液为0.10mg/ml标准贮备液。临用前,用水稀释成10.0μg/ml氟标准溶液。
曲线查值
(µg)
样品浓度
(mg/m3)
电位值1
电位值2
电位值3
电位值
—
—
————来自———
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
备注
检测人:复核人:
3.样品处理及分析:将采过样的滤纸放入塑料烧杯中,加入16ml 盐酸溶液和2ml 水;用玻璃棒将滤纸捣碎,放入1 根铁芯塑料套搅拌子,于磁力搅拌器上搅拌3~5min,将滤纸打成浆状。供测定。若样品液中待测物的浓度超过测定范围,可用盐酸溶液稀释后测定,计算时乘以稀释倍数。
4.样品中含量的计算:
C——空气样品中氟含量,mg/m³;
2.标准管的配制:
管号
0
1
2
3
4
5
6
7
添加量(ml)
0.00
0.10
0.20
0.50
1.00
0.20
0.5
xx化工HAZOP分析报告报告材料
xx化工(江苏)有限公司生产工艺过程危(wei)险与可操作性分析(HAZOP ),本报告阐述了整个 HAZOP 分析过程中的主要发现和分析成果。
常见述语及引导词:确定需要评价的工艺过程,则每一个引导词都是与相关工艺结合在一起的,并应用于每一节点上(分析节点、工艺部份(阶段)或者操作步骤)。
偏差=引导词 + 参数引导词参数偏差NONE (空白) +FLOW (流量) = (无流量) NONE FLOWMORE高(多) +PRESSURE (压力) = (压力过高) HIHGHPRESSURE AS WELL AS (伴有) +PHASE (单相) = (两相) TWOPHASEOTHER THAN (异常) +OPERATION (操作运行) = (维修) MAINTENCE章节页码1.简介..................................................................................................................................................................................................... (1)2.研究目的及范围 ................................................................................................................................................................................................... . (2)2.1研究目的...................................................................................................................................................................................................... .. (2)2.2研究范围...................................................................................................................................................................................................... . (2)2.3 HAZOP 报告的格式............................................................................................................................................................................................ (2)3.工程概述...................................................................................................................................................................................................... .. (3)3.1工艺系统概述.................................................................................................................................................................................................... .. (3)3.2工艺流程简介.................................................................................................................................................................................................... .. (3)3.3公用工程及辅助系统介绍 ............................................................................. (4)4. HAZOP 方法介绍.................................................................................................................................................................................................... . (5)4.1 HAZOP 引导词和参数 ................................................................................................................................................................................................... .. (8)4.2 HAZOP 节点...................................................................................................................................................................................................... . (10)5. HAZOP 会议...................................................................................................................................................................................................... . (11)5.1人员参与...................................................................................................................................................................................................... .. (11)5.2 资料分析...................................................................................................................................................................................................... (11)5.3 HAZOP 分析与研究开展方式 (11)6. HAZOP 分析与研究结论...................................................................................................................................................................................................... (14)6.1 HAZOP 分析主要发现.............................................................................. (14)6.2 HAZOP 分析与研究结论 .............................................................................. (16)附录 I HAZOP 分析工作表附录 II HAZOP 分析用 P&ID 图xx 化工(江苏)有限组织主持了20 万吨/年粗苯精制(加氢法) 装置的 HAZOP 分析会议。
氟化氢中毒模型分析

氟化氢中毒模型分析氟化氢是本项目涉及的物料中毒性最高、泄漏危险性最高的物质,应作为事故防范的重点。
本项目现场氟化氢以带压钢瓶储存,正产情况下为液态。
钢瓶内氟化氢温度约等于环境温度,钢瓶内压力随环境温度的升高而增加。
本项目氟化氢钢瓶现场最高储存量为8只钢瓶,每只钢瓶内储存氟化氢680kg。
本报告假设有一只钢瓶发生破裂或附件损坏导致液态硫化氢泄漏,计算氟化氢吸热挥发后形成的硫化氢气团在空气中飘移、扩散的范围、浓度。
氟化氢钢瓶中的有毒液化硫化氢质量W:W=680kg假定氟化氢泄漏时瓶内液态氟化氢温度t为30℃液态氟化氢比热CC=3. 35 kJ / kg·℃氟化氢的汽化热qq=975kJ / kg氟化氢的标准沸点t0=19.4℃当容器破裂时,氟化氢气化使剩余的液态氟化氢温度迅速降至标准沸点,其总的汽化热QQ=W·C(t-t0)=680×3.35×(30-19.4)kJ=24146.8Kj氟化氢的蒸发量W′W′=Q/q=24146.8÷975kg=24.77kg根据相关资料,空气中氟化氢浓度为400~430mg/ m3时,接触人员会急性中毒致死;浓度达100 mg/ m3时,人仅能耐受1 分多钟;浓度50mg/m3时,人可感到皮肤刺痛、粘膜刺激。
下面分别计算浓度为400mg/m3、100mg/m3、50mg/m3时有毒空气的体积和扩散半径。
1)浓度为400mg/m3时有毒空气的体积和扩散半径有毒空气体积VV=106W′/400=106×24.77÷400 m3=61925 m3扩散半径RR==30.92m2)浓度为100mg/m3时有毒空气的体积和扩散半径有毒空气体积VV=106W′/100=106×24.77÷100 m3=247700 m3扩散半径RR==49.09m3)浓度为50mg/m3时有毒空气的体积和扩散半径有毒空气体积VV=106W′/50=106×24.77÷50 m3=495400 m3扩散半径RR==61.84m由上述计算可以看出,当氟化氢泄漏时,以泄漏点为圆心,半径30.92米范围内的人员有造成急性中毒致死的危险,半径49.09米范围内的人员如不能在1分钟内撤离将会造成中毒,半径61.84米范围内的人员可感到皮肤刺痛、粘膜刺激。
现役装置HAZOP风险分析工作方案记录表格
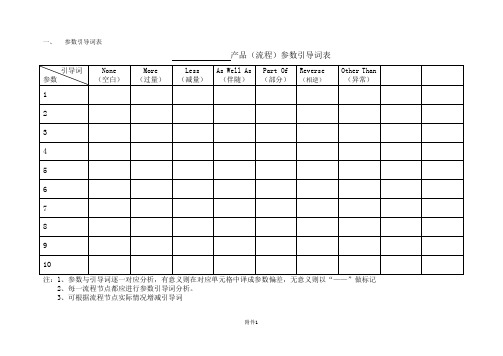
一、参数引导词表产品(流程)参数引导词表2、每一流程节点都应进行参数引导词分析。
3、可根据流程节点实际情况增减引导词附件1引导词意义表引导词意义None(空白):设计或操作要求的指标和事件完全不发生;如无流量,无催化剂。
more(过量):同标准值相比,数值偏大;如温度、压力、流量偏高less(减量):同标准值相比,数值偏小;如温度、压力、流量偏低as well as(伴随):在完成既定功能的同时,伴随多余事件发生;如物料在输送过程中发生组分及相变化。
part of(部分):只完成既定功能的一部分;比如组分比例发生变化,无某些组分reverse(相逆):出现和设计要求完全相反的事或物;如流体反向流动,加热而不是冷却,反应向相反的方向进行。
other than(异常):出现和设计要求不相同的事或物;如发生异常事件或状态,开停车、维修、改变操作模式对于概念性的工艺参数,当与引导词组合成偏差时,常发生歧义,如“过量+反应”可能是指反应速度快,或者是指生成了大量的产品。
此外有些引导词与工艺参数组合后可能无意义或不能称之为“偏差”,如“伴随+压力”。
对具体的工艺参数,有必要对一些引导词进行修改。
此外,分析人员可能发现有些偏差的物理意义不确切。
例如,当考虑“温度”这个工艺参数时,一般只能选取“过量”和“减量”这两个引导词,而偏差就变成“过量十温度”或“减量十温度”,显然其物理意义就不确切。
引导词的外延和内涵的拓展,如:对“时间”而言,引导词“异常”就是指“快”或“慢”;对“位置”、“来源”、“目的”而言,引导词“异常”就是指“另一个”;对“液位”、“温度”、“压力”而言,引导词“过量”就是指“高”和“低”。
附件2二、流程步骤(节点)表流程步骤(节点)表编号:注:编号格式为:年份-分厂名-产品名/流程名-数字;如2016-有机厂-氯甲苯-001或2016-YJ-LJB-001附件3三、节点有效参数偏差表编号规则:操作步骤序号-参数序号-有效参数偏差序号附件4四、节点风险分析记录表注:1、表四序号与表三序号一一对应。
20200311 HAZOP分析记录表

温度过低
电加热器控制失灵;TT205 故障;来液温度过低;电 加热器结垢
乙二醇贫液不合 格,导致冻堵
TI204现场温度监测;TT202 温度监测;电加热器设计考 虑加热裕量;保温;年度检 修;活性碳过滤器和机械过 滤器
释义:1、后果:在假设所有保护措施失效的情况下,偏差对工艺系统带来的最终危害。估计后果时应考虑全局性的影响 (节点内与节点外)。
节点序号
HAZOP分析记录表
节点描述
设计意图
图
号
序号
参数/ 引导词
偏
差
原因
后果
保护措施
风险分析 严重 可能 风险
性 性 等级
建议措施
1
温度
TT205温度 电加热器控制失灵;TT205 乙二醇损耗;结
过高
故障
焦;堵塞连通管
TT205定期校验;电加热器设 置联锁停止加热
C-3
F-2
3
建议乙二醇重沸器 增加现场温度表
氟化氢理化特性表

熔点(℃)
(纯)
蒸气密度(空气=1)
溶解性
与水混溶。
外观与气味
无色透明有刺激性臭味的液体。商品为40%的水溶液。
火灾爆炸危险数据
闪点(℃)
无意义
爆炸极限
无意义
灭火剂
雾状水、泡沫。
灭火方法
本品不燃。
危险特性
本品不燃,具强腐蚀性、强刺激性,可致人体灼伤。能与大多数金属反应,生成氢气而引起爆炸。遇H发泡剂立即燃烧。
反应活性数据
稳定性
不Байду номын сангаас定
避免条件
稳定
√
聚合危险性
可能存在
避免条件
不存在
√
禁忌物
强碱、活性金属粉末、玻璃制品。
燃烧(分解)产物
氟化氢
健康危害数据
侵入途径
吸入
√
皮肤
√
口
√
急性中毒
LD50
无资料
LC50
1044 mg/m3(大鼠吸入)
健康危害
对皮肤有强烈的腐蚀作用。灼伤初期皮肤潮红、干燥。创面苍白,坏死,继而呈紫黑色或灰黑色。深部灼伤或处理不当时,可形成难以愈合的深溃疡,损及骨膜和骨质。本品灼伤疼痛剧烈。眼接触高浓度本品可引起角膜穿孔。接触其蒸气,可发生支气管炎、肺炎等。
氢氟酸(类酸性腐蚀品)
包装:螺纹口玻璃瓶、铁盖压口玻璃瓶、塑料瓶或金属桶(罐)外普通木箱。
物质名称中文名称氢氟酸英文名称hydrofluoric acidCAS NO:7664-39-3
分子式:HF分子量:危险货物编号:81016(第 类酸性腐蚀品)
沸点(℃)
120%)
比重(水=1)
(75%)
危险化学品档案81015氟化氢(无水)
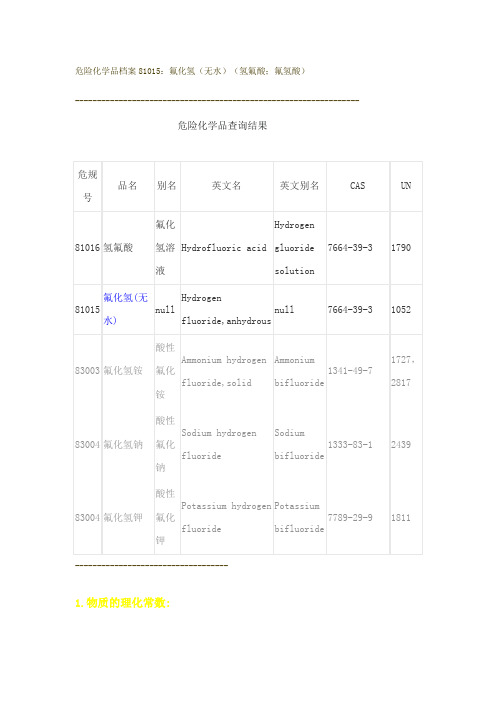
危险化学品档案81015:氟化氢(无水)(氢氟酸;氟氢酸)-----------------------------------------------------------------危险化学品查询结果2.对环境的影响:一、健康危害侵入途径:吸入、食入。
健康危害:对呼吸道粘膜及皮肤有强烈的刺激和腐蚀作用;吸入高浓度的氟化氢可引起支气管炎和肺炎;吸收后可产生全身的毒作用,还可导致氟骨症。
急性中毒:接触高浓度氟化氢,可引起眼及呼吸道粘膜刺激症状,严重者可发生支气管炎、肺炎,甚至产生反射性窒息。
慢性中毒:引起鼻、咽、喉慢性炎症,严重者可有鼻中隔穿孔。
骨骼损害可引起氟骨病。
氟化氢能穿透皮肤向深层渗透,形成坏死和溃疡,且不易治愈。
二、毒理学资料环境行为急性毒性:LC501276ppm,1小时(大鼠吸入);人在氟化氢400~430mg/m3浓度下,可引起急性中毒致死;100mg/m3浓度下,能耐受1分多钟,50mg/m3下感到皮肤刺痛、粘膜刺激,26mg/m3下能耐受数分钟,嗅觉阈值为0.03mg/m3。
亚急性和慢性毒性:家兔吸入33~41mg/m3,平均20mg/m3,经过1~5.5个月,可出现粘膜刺激,消瘦,呼吸困难,血红蛋白减少,网织红细胞增多,部分动物死亡。
致突变性:DNA损伤:黑胃果蝇吸入1300ppb(6周)。
性染色体缺失和不分离:黑胃果蝇吸入2900ppb。
生殖毒性:大鼠吸入最低中毒浓度(TCL0):4980ug/m3(孕1~22天),引起死胎。
皮肤损害:氢氟酸对皮肤有强烈的腐蚀性,渗透作用强,并对组织蛋白有脱水及溶解作用。
接触皮肤后可迅速穿透角质层,渗入深部组织,溶解细胞膜,引起组织液化、坏死,形成较难愈合的溃疡。
如不及时处理可深达骨膜及骨质,引起骨质无菌性坏死。
高浓度与蛋白结合,皮肤呈灰白色。
污染来源:氟化氢是氟化学工业中的一种基本原料,用以制造各种无机和有机氟化物。
通常以萤石与硫酸作用而制得。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
违反工艺操作规程
制取试剂的反应不完全
对工人进行安全教育,要求严格按工艺规程操作。
伴
随
釜内物料有水
1.釜内有水;2.釜夹套开裂泄漏;3.冷凝器泄漏;4.物料中含有水分。
水与氧磷发生反应而发生事故
1.投料前对釜烘干;2.釜定期检测检验;3.冷凝器定期检查,防穿孔、结垢;4.投料前对溶剂、物料进行分析。
冷凝器失效
1.冷凝器面积不足;2.冷却水不足;3.冷却水水温过高;4.冷凝器结垢严重。
引发冲料,高温易燃气体逸出有发生火灾、爆炸的危险
1.更换冷凝器;2.确保冷却水的供给和冷却水温度;3.定期清除冷凝器污垢,并确保冷却水质量。
氟化氢HAZOP分析记录表
岗位工段:储存分析人车运行,易造成假象而发生事故;2.物料泄漏易发生火灾、爆炸事故
1.巡回检查输送系统管线、阀门;2.对中间高位贮槽定期检查液位计,定期检查或更换,确保正确存放;3.对釜定期检测、检验;4.生产场所安装可燃气体检测报警装置。
多
滴加物料过快
1.投料阀门失灵,不能调控;2.投料阀门开度过大,违反工艺规程;3.中间贮槽液位计失灵或不清;4.加料管视镜模糊不清。
多
滴加物料过快
1.投料阀门失灵,不能调控;2.投料阀门开度过大,违反工艺规程;3.中间贮槽液位计失灵或不清;4.加料管视镜模糊不清。
试剂制备反应为放热反应,滴加过快会造成反应温度失控,温度过高导致反应釜内压增大而引发冲料或火灾、爆炸事故。
1.生产前检查投料阀门,液位计、视镜确保有效;2.安装自控阀门或双阀门控制;3.加强工艺、纪律、安全教育。
1.生产前检查投料阀门,液位计、视镜确保有效;2.安装自控阀门或双阀门控制;3.加强工艺、纪律、安全教育。
流量过大或物料过多
1.泵机选择不当,输送物料速度太快;2.贮槽液位计失灵或模糊不清,造成超装溢料;3.工人责任性不强,误操作造成溢料。
1.物料流速过快对管线造成冲击,有可能造成管线破裂;2.流速过快易产生静电积聚,有可能引起火灾、爆炸事故;3.易燃物质泄漏遇明火发生火灾、爆炸事故。
1.选择合适泵机输送物料;2.生产系统装设防静电跨接、接地装置;3.检修维护液位计确保清楚、有效;4.贮槽应装设溢流管线或高液位报警装置;5.教育工人加强责任心。
升温速度过快
1.蒸汽阀门未关闭或泄漏;2.投料速度过快;3.冷却系统故障;4.冷却介质温度高。
温度升温速度过快,会使反应剧烈,釜内压增大而发生冲料或火灾、爆炸事故。
水与氧磷发生反应而发生事故
1.投料前对釜烘干;2.釜定期检测检验;3.冷凝器定期检查,防穿孔、结垢;4.投料前对溶剂、物料进行分析。
异
常
物料选择错误
选择的物料错误,导致不能形成比较稳定的反应物
导致物料不稳定,发生其他的反应而发生火灾、爆炸事故。
应选择能形成比较稳定的物料的溶剂、物料。
其
他
原辅材料不纯
后果
建议措施
空
白
槽釜内无物料
1.中间高位贮槽开裂泄漏;2.中间高位贮槽阀门关闭或打不开;3.中间高位贮槽放料管堵塞或泄漏;4.中间高位贮槽放空管阀门未打开或打不开;5.釜腐蚀破裂,物料泄漏。
1.无物料空车运行,易造成假象而发生事故;2.物料泄漏易发生火灾、爆炸事故
1.巡回检查输送系统管线、阀门;2.对中间高位贮槽定期检查液位计,定期检查或更换,确保正确存放;3.对釜定期检测、检验;4.生产场所安装可燃气体检测报警装置。
1.巡回检查输送系统管线、阀门;2.对中间高位贮槽定期检查液位计,定期检查或更换,确保正确存放;3.对釜定期检测、检验;4.生产场所安装可燃气体检测报警装置。
多
滴加物料过快
1.投料阀门失灵,不能调控;2.投料阀门开度过大,违反工艺规程;3.中间贮槽液位计失灵或不清;4.加料管视镜模糊不清。
试剂制备反应为放热反应,滴加过快会造成反应温度失控,温度过高导致反应釜内压增大而引发冲料或火灾、爆炸事故。
1.关严阀门,检查维护阀门确保其完好;2.按工艺规程要求控制投料速度;3.检查、维护冷却装备,确保冷却系统完好有效。
引导词
偏差
可能原因
后果
建议措施
多
保温阶段温度高
1.蒸汽压力控制不好压力大;2.蒸汽阀门泄漏。
温度高釜内压力大有引发冲料、火灾的危险
1.严格控制蒸汽压力,控制好保温温度;2.维修或更换阀门,确保蒸汽阀门完好;3.安装超温报警装置。
1.现用现备;2.尽可能在同一釜内生产使用。
少
起始温度低
1.蒸汽阀门未打开;2.蒸汽阀门损坏不能开启;3.蒸汽压力太小;4.釜内泄漏、开裂。
起始温度过低导致大量反应物积聚,一旦反应温度适宜引发剧烈反应而发生火灾、爆炸事故。
1.检查打开蒸汽阀门;2.维护或更换蒸汽阀门;3.检查蒸汽管道系统,排除故障确保蒸汽供给;4.反应釜定期检测确保反应釜完好。
异
常
物料选择错误
选择的物料错误,导致不能形成比较稳定的反应物
导致物料不稳定,发生其他的反应而发生火灾、爆炸事故。
应选择能形成比较稳定的物料的溶剂、物料。
其
他
原辅材料不纯
1.原辅材料含量低;2.投料或输送物料过程中混入其他杂质
反应过程中产生副产物,由于副产物增多有可能形成爆炸性物质而发生事故
1.按工艺指标要求采购原辅材料;2.投料前检查原辅材料是否合格;3.加强操作,防止混入其他原辅材料。
可能原因
后果
建议措施
空
白
槽釜内无物料
1.中间高位贮槽开裂泄漏;2.中间高位贮槽阀门关闭或打不开;3.中间高位贮槽放料管堵塞或泄漏;4.中间高位贮槽放空管阀门未打开或打不开;5.釜腐蚀破裂,物料泄漏。
1.无物料空车运行,易造成假象而发生事故;2.物料泄漏易发生火灾、爆炸事故
1.巡回检查输送系统管线、阀门;2.对中间高位贮槽定期检查液位计,定期检查或更换,确保正确存放;3.对釜定期检测、检验;4.生产场所安装可燃气体检测报警装置。
存放时间长
1.未按工艺要求操作;2.转移路径太长。
1.存放时间长引发变化,生产副反应而发生事故;2.在转移过程中接触其他引发变化。
1.现用现备;2.尽可能在同一釜内生产使用。
少
起始温度低
1.蒸汽阀门未打开;2.蒸汽阀门损坏不能开启;3.蒸汽压力太小;4.釜内泄漏、开裂。
起始温度过低导致大量反应物积聚,一旦反应温度适宜引发剧烈反应而发生火灾、爆炸事故。
氟化氢HAZOP分析记录表
岗位工段:采购运输分析人员:分析日期:
引导词
偏差
可能原因
后果
建议措施
空
白
槽釜内无物料
1.中间高位贮槽开裂泄漏;2.中间高位贮槽阀门关闭或打不开;3.中间高位贮槽放料管堵塞或泄漏;4.中间高位贮槽放空管阀门未打开或打不开;5.釜腐蚀破裂,物料泄漏。
1.无物料空车运行,易造成假象而发生事故;2.物料泄漏易发生火灾、爆炸事故
建议措施
多
保温阶段温度高
1.蒸汽压力控制不好压力大;2.蒸汽阀门泄漏。
温度高釜内压力大有引发冲料、火灾的危险
1.严格控制蒸汽压力,控制好保温温度;2.维修或更换阀门,确保蒸汽阀门完好;3.安装超温报警装置。
存放时间长
1.未按工艺要求操作;2.转移路径太长。
1.存放时间长引发变化,生产副反应而发生事故;2.在转移过程中接触其他引发变化。
流量过大或物料过多
1.泵机选择不当,输送物料速度太快;2.贮槽液位计失灵或模糊不清,造成超装溢料;3.工人责任性不强,误操作造成溢料。
1.物料流速过快对管线造成冲击,有可能造成管线破裂;2.流速过快易产生静电积聚,有可能引起火灾、爆炸事故;3.易燃物质泄漏遇明火发生火灾、爆炸事故。
1.选择合适泵机输送物料;2.生产系统装设防静电跨接、接地装置;3.检修维护液位计确保清楚、有效;4.贮槽应装设溢流管线或高液位报警装置;5.教育工人加强责任心。
1.原辅材料含量低;2.投料或输送物料过程中混入其他杂质
反应过程中产生副产物,由于副产物增多有可能形成爆炸性物质而发生事故
1.按工艺指标要求采购原辅材料;2.投料前检查原辅材料是否合格;3.加强操作,防止混入其他原辅材料。
冷凝器失效
1.冷凝器面积不足;2.冷却水不足;3.冷却水水温过高;4.冷凝器结垢严重。
1.现用现备;2.尽可能在同一釜内生产使用。
少
起始温度低
1.蒸汽阀门未打开;2.蒸汽阀门损坏不能开启;3.蒸汽压力太小;4.釜内泄漏、开裂。
起始温度过低导致大量反应物积聚,一旦反应温度适宜引发剧烈反应而发生火灾、爆炸事故。
1.检查打开蒸汽阀门;2.维护或更换蒸汽阀门;3.检查蒸汽管道系统,排除故障确保蒸汽供给;4.反应釜定期检测确保反应釜完好。
升温速度过快
1.蒸汽阀门未关闭或泄漏;2.投料速度过快;3.冷却系统故障;4.冷却介质温度高。
温度升温速度过快,会使反应剧烈,釜内压增大而发生冲料或火灾、爆炸事故。
1.关严阀门,检查维护阀门确保其完好;2.按工艺规程要求控制投料速度;3.检查、维护冷却装备,确保冷却系统完好有效。
引导词
偏差
可能原因
后果
1.检查打开蒸汽阀门;2.维护或更换蒸汽阀门;3.检查蒸汽管道系统,排除故障确保蒸汽供给;4.反应釜定期检测确保反应釜完好。
保温阶段保温时间不足
违反工艺操作规程
制取试剂的反应不完全
对工人进行安全教育,要求严格按工艺规程操作。
伴
随
釜内物料有水
1.釜内有水;2.釜夹套开裂泄漏;3.冷凝器泄漏;4.物料中含有水分。
异
常
物料选择错误
选择的物料错误,导致不能形成比较稳定的反应物
导致物料不稳定,发生其他的反应而发生火灾、爆炸事故。