合信技术基于CAN网络的大加弹机方案
电动汽车CAN协议的重放攻击与防御方法
SOF
11-BIT ARBITRATION ID
SRR
18-BIT IDE ARBITRATION ID RTR ro
DLC
0...8 BYTES DATA
CRC
ACK EOF
பைடு நூலகம்
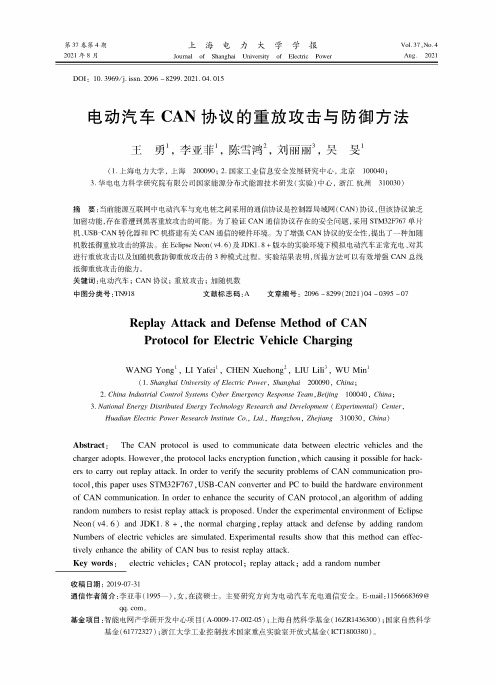
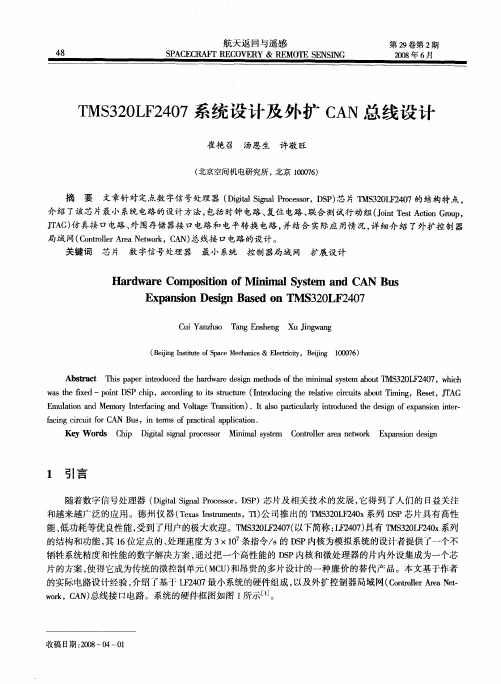
图2标准CAN帧格式
(1) SOF(帧起始)位 用逻辑0表示消息开始。 (2) 仲裁ID消息的识别码并定义优先级。 帧有两种格式,标准帧有11位仲裁ID,扩展帧有 29位仲裁ID。 (3) DE(标识符扩展)位 区分标准帧和扩展帧。 (4) RTR(远程传输请求)位 来划分远程 帧和数据帧,逻辑0即数据帧,逻辑1即远程帧。 (5) DLC(数据长度码)表示数据段包含 的字节数量。 (6) 数据段 包含0〜8字节的数据。 (7) CRC(循环冗余校验)包括15位的循 环冗余校验码和一个隐性分隔符位。CRC段用 于检测错误。 (8) ACK( ACK确认)槽 正确接收消息的 控制器均会在消息末尾附加一个ACK位发送。 传输节点检查总线上的ACK位,如未发现ACK 位,则重新发送消息。 (9) EOF帧结束位。
件CANoe的环境下,建立了整车单帧诊断的模 型,完成了对汽车单帧诊断的仿真研究。
在数据加密传输与安全认证方面,赵兵等 人〔5*采用国密SM1加密算法,设计了一种具备安 全防备功能的充电控制策略,能够避免数据在通 信过程中被非法截取或改动。赵翔等人⑹采取嵌 入式系统,采用密钥池技术简化加密算法,增大了 电动汽车充电数据的破解难度。高德欣和梁珂⑺
基金(61772327);浙江大学工业控制技术国家重点实验室开放式基金(ICT1800380)。
396
上海电力大学学报
2021 年
控制器局域网(Controller Aee NCwo—,CAN) 是串行通信协议的一种,目前包括CAN2. 0A和 CAN2. 0B两个版本&电池管理系统(Battery Management System, BMS)与充电机的通信采用 CAN2.0 B,具有通信速度快、距离远,可同时连 接多个CAN节点,多主控制等优点,但协议本 身存在一些安全漏洞,使得电动汽车在充电过 程中面临着一系列信息安全问题&例如:黑客 故意攻击充电桩,使充电桩无法给电动汽车正 常充电;恶意窃取用户的充电账号、支付密码以 及充电位置等个人信息,侵犯用户的隐私权;有 些用户可能会去篡改相关充电数据,减少计费, 给运营公司的利益带来损害⑴。
CAN通讯网络中的高可靠性数据采集模块设计
网联汽车CANFD信号打包优化设计方法研究
在国内,针对CANFD信号打包优化设计的研究起步较 晚,但已经逐渐得到了重视。一些高校和科研机构正在 开展相关研究,并取得了一些初步成果。例如,一些研 究者提出了基于贪婪算法的打包算法,通过优化信号的 传输顺序来降低传输延迟;另外,还有一些研究者提出 了基于动态规划的打包算法,通过优化信号的打包策略 来提高信号可靠性。
研究展望
总结词
研究展望指出了未来研究方向和可能的改进方向,包括 进一步优化数据传输、增强网络安全性和提高系统稳定 性等方面。
详细描述
本研究虽然取得了一定的成果,但仍存在一些不足之处 ,如优化方案仅针对特定场景、未考虑网络拥堵等问题 。未来研究可以针对这些问题进行深入探讨,提出更加 全面和有效的优化方案。同时,随着网联汽车的快速发 展,网络安全和系统稳定性等问题也将变得越来越重要 。因此,未来研究可以加强网联汽车网络安全和系统稳 定性的研究,为网联汽车的广泛应用提供更加可靠的技 术支持。
实时性表现
通过优化设计,该品牌网联汽车的CANFD信号传输速度 得到了显著提升,有效降低了传输延迟,提高了车辆的 实时性能。
可靠性表现
在优化设计中,该品牌还考虑了信号的可靠传输,采用 了多重校验和错误修复机制,确保了信号的稳定性和可 靠性。
应用案例二
跨平台兼容性
该品牌网联汽车在信号打包优化设计时,充分考虑了跨平台兼容 性问题,采用了标准化接口和协议,实现了与其他品牌车辆的互 联互通。
模型优化
根据分析结果,对数学模型进行优化,提出一种基于信 息熵和冗余度的加权函数,以实现更优的信号打包效果 。
CANFD信号打包优化设计的算法实现
算法设计
基于优化后的数学模型,设计CANFD信号 打包优化算法,包括信号分段、压缩编码、 打包传输等步骤。
CAN总线在自动机供弹系统上的应用
收和发送等通信任务。
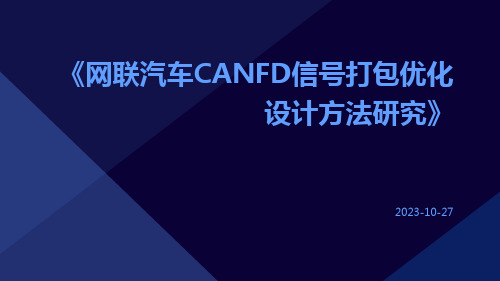
高速光电耦合器 6 17接在输入输 出信号线 上 , 而把 N3 从 外部 C N 总线 与 SA10 A J 0 0隔离 , 少 干 扰。 总线 驱 动 器 减
! ^ 0控 0 j5 4 、 而黼 - 图。从 图 3中, 可以看 出 电路 主要 由 4部 分所 ,- - 构成 ,、
第3 2卷
第l 0期
四 川 兵 工 学 报
21 0 1年 1 0月
【 自动化技术】
C N总 线在 自动 机供 弹 系统 上 的应 用 A
徐 大健 , 茂 森 , 王 孙 宾 , 淑 荣 涂
20 9 ) 10 4
( 南京理工大学 机械工程学 院 , 南京
摘 要 : 了满足火炮 的高射速和高可靠性要求 , 为 火炮 自动机对供 弹控制系 统提 出了很高 的要求 。结合智 能供 弹机的 技术 特点 , 出了基 于 C N总线 的 自动机控 制通讯 系统方 案 , 提 A 重点介 绍 了该系统 硬件 、 软件 , 并且 通过 实验 验证 了
。
Ⅱ
14 2
V D O T D U
《 巴
i .1
f l F
8 C2 0 2 5
l
G D N
TD X CN 肖 H R XD C 儿 V E R F VC C R s
GND
C AN
霪孵
6 l7 N 3
L
10 0
_ 一
D
N
图 3 硬 件原理 图
14 0
2 2 节 点 硬 件 连 接 .
四 川 兵 工 学 报
ht :/ cg jusr.o / t / sb . r v c m p o e
TMS320LF2407系统设计及外扩CAN总线设计
控 制 器局 域 网 扩展 设计
Ha d r m p sto o ii a y tm n r wa e Co o iin fM nm lS se a d CAN s Bu
Ex a s n De in Ba e n T S 2 LF 4 7 p n i sg s d o M 3 0 2 0 o
能、 低功耗等优 良性能 , 受到了用户的极大欢迎。T S2L20( M 30F47以下简称 : 20 ) I 47具有 T S2I'0 系列 _  ̄ M 30 2 x Y4 的结构和 功能 , 1 位 定点 的、 其 6 处理速度 为 3 0 条 指令/ ×17 s的 DP内核为模 拟系统 的设 计者提供 了一个不 S
( 北京空间机电研究所 , 北京 10 7) 006
摘 要 文章针对定点数字信号处理器 ( it i a Poe o, S ) Dga S n r s r D P 芯片 T S2L20 的结构特点, il g l c s M 30F47
介绍 了该芯 片最 小 系统 电路 的设 计方 法 , 包括 时钟 电路 、 复位 电路 、 合测 试 行动 组 (0 t et co r p 联 Ji s A tnG o . nT i u
牺牲系统 精度和性 能 的数 字解决方 案 , 过把一个 高性能 的 D P内核 和微 处理 器 的片 内外设 集成 为一个芯 通 S 片的方案 , 使得它 成为传 统 的微控 制单元 ( C ) 昂贵 的 多片设计 的一种 廉 价 的替 代产 品 。本 文基 于作者 M U和
的实际 电路设计 经验 , 绍 了基于 L 20 介 F 4 7最小 系统 的硬件 组成 , 以及外 扩控 制器局 域 网( ot lr r e C n o e Ae N t rl a .
Oerlikon推出新的eAFK Evo加弹机
纺织导报 China Textile Leader · 2019 No.7Autefa Solutions :卓越的全自动打包系统Oerlikon 推出新的eAFK Evo 加弹机作为短纤维和长丝全自动打包系统的全球市场领导者,Autefa Solutions (奥特发)提供从纤维输送到打包机的整个产品系列,以及捆扎后纤维包裹的运输和储存。
奥特发的Uni-Fork 系统消除了纤维生产运输的瓶颈。
凭借其灵活的打包理念,奥特发在快速增长的纤维生产线产能领域树立了基准。
奥特发全球销售总监Dirk Falise 解释说:“市场对高产量人造纤维生产线有较强的需求。
大型纤维生产线的产能呈现逐年递增的趋势。
通过奥特发Uni-Fork 系统,粘胶行业已实现高达800 t /d 的纤维产量。
Uni-Fork 系统打破了惯有的思维方式,将所有机器组件组合在一起,为客户创造最大的产量。
最新的聚酯生产装置集合了 5 条纤维生产线,总纤维产量可以达到1.12 t /d 。
”去年,奥特发为Lyocell 提供了多条打包线,主要组件是带有自动包装捆扎及捆包处理功能的打包系统。
新生产线拥有更快的打包速度(高达130包/h ),密封的纤维包也可以防雨或防虫害。
如今,由于纤维生产线的产量不断增加,人力和空间的不足使得人工打包不再适用,所以全自动打包流程后直接将纤维包运输至仓库的过程就变得尤为重要。
纤维生产线最后阶段自动化可以帮助确保纤维生产的最高效率。
奥特发系统由模块组成,这些单独的模块可以组合以实现完整且最佳的解决方案。
Oerlikon (欧瑞康)与Unifi 合作开发了一款特别设计的eAFK Evo 加弹试验机,该试验机至今已运行 8 个月,用于生产各种Unifiber virgin 和REPREVE ®品牌的循环再生聚酯和聚酰胺长丝。
这款紧凑型机器仅有4.7 m 的高度,但却配备了一个 4 层的卷绕系统,是专门为低成本、高效益民用长丝生产而设计的。
“二合一”加弹机填补国内空白
管理 团队重组 特 吕茨勒集团旗下 的非织造业务 板块 的结构 重组 已经
推进至人事方面 。
越剑纺机 “ 大加弹机合 同已经订到 明年 8 份了 , 月 而这 个二合一 的加弹机也订到 了明年 2月份 , 现在所有生产线都 满 负荷运转 , 还是 满足不了源源不断而来的订单需求 。企业 ” 负责人告诉记者 。 在越剑生产车间 , 记者看 到了这种被称 为二合一的加 弹
公 司计划继续扩大 印度和 中国的产 品范围 , 以提高公 司在 亚 洲 市场 的竞争力 。
u OA / x进 入 中 国 朗 维 纺 织 机械 举 行 盛 大 庆 典
此外 , inr 提供短 纤 维生 产 的各种 系 统和 设备 , He se 还 s 短纤维是非织造产 品的重要原材料 。这 样 , 从切片至非 织造
从 今年 9月 1日开始 , orO t lh掌管特 吕茨勒非织 L  ̄ s r l eo
造 板 块 , 任 C O 一 职 。L el s r h是 这 个 领 域 的 专 家 , 就 E erO t l eo
在职 , 他 最
分析 认 为 ,0 9年 下 半 年 纺 织 企 业 的 大 部 分 投 资 主 要 20
用于工厂替代 , 而今年上半年新安装投资显着增加 。立达公
域提供合适 的解决方 案 。生产 卫生 用品 的各种非 织造 设备
和系统使产 品结构更加完 善。
司在上半 年进行 了结构重组 , 并执 行 了降低 成本计 划。6月 底, 立达停止 了所有纺织 系统工 厂 的短期 工作。据悉 , 后 今
20 年加入公 司。 09
设备款 , 还节约 了人工 , 机器 占地面积也 比原先缩小 了一半 ,
用电量可以节约 3 %以上。这 款新 机器 填补 了 国内空 白, 0
基于CAN总线的TMS320F2812程序更新技术
关键词 :F 2 8 1 2 ;C A N 总线 ;远 程更新 ;F l a s h编程
中图分类号 :T N4 0 2
文献标识码 :A
文章编号 :1 6 8 1 — 1 0 7 0( 2 0 1 5 )0 5 — 0 0 2 1 f Fl a s h Pr o g r a mmi n g t o TM S3 2 0 F2 81 2 Ba s e d o n CAN I nt e r f a c e
第1 5 卷 , 第 5期
V O1 . 1 5 . N O. 5
电
子
与
封
装
总 第1 4 5 期
2 01 5 年 5月
ELECTRONI CS& PACKAGI NG
⑩ @ @
基于 C A N 总线 的 T MS 3 2 0 F 2 8 1 2程 序更新技术
蒋炯 炜 ,钱 浩 ,于 鹏
独为 了实现 远程 加载 增加 R S 2 3 2接 口对 主机 来说是
一
款 用于控制 的高性能 、多功 能、高性价 比的 3 2位定
点 DS P [ “ ,在控 制 领域 得 到 了广 泛 应 用。 由于 自动
种 负担 ,而 C A N 总 线广 泛 应 用 于军 用领 域 并且
化 设 备大 多安 装在 野外 ,给程 序维 护工 作带 来 了极 大 困难 。已安 装的设 备 若 出现 程 序缺 陷 ,或者 用 户
( 中国电子科技集 团公 司第 5 8 研 究所 ,江苏 无锡 2 1 4 0 3 5 )
摘
要: 介 绍 了T I 公 司数字信号处理 器T MS 3 2 0 F 2 8 1 2的引导方 式、 F l a s h编程方法、F l a s h 启 动流程 。
基于TMS320F2812的CAN总线通信系统
基于TMS320F2812的CAN总线通信系统
佟俐;潘宏侠;胡田
【期刊名称】《仪表技术与传感器》
【年(卷),期】2008(000)010
【摘要】根据工业自动化设备对于通信高实时性、高可靠性的要求,设计了一种基于TMS320F2812型DSP芯片的CAN总线通信系统,叙述了CAN总线通信控制原理和方法,利用DSP內嵌的eCAN总线模块实现了上位机监控系统与现场终端设备之间的实时通信.详细介绍了CAN总线通信的硬件电路、系统的工作过程和软件设计.试验结果表明:该系统性能稳定、传输距离远、通信速度快、抗电磁干扰能力强,在设备的CAN总线监控网络中对信息传输起到了良好的效果.
【总页数】3页(P36-38)
【作者】佟俐;潘宏侠;胡田
【作者单位】中北大学机械工程与自动化学院,山西,太原,030051;中北大学机械工程与自动化学院,山西,太原,030051;北方自动控制技术研究所,山西,太原,030051【正文语种】中文
【中图分类】TP23;TP336
【相关文献】
1.基于TMS320F2812的CAN总线接口通用电模拟器研制 [J], 李迎;孙亚飞
2.基于CAN总线的TMS320F2812程序更新技术 [J], 蒋炯炜;钱浩;于鹏
3.基于TMS320F2812的CAN总线的温度检测节点设计 [J], 胡静怡
4.基于TMS320F2812 DSP的CAN总线通信系统设计 [J], 陈佳桂;曾岳南;罗彬
5.基于TMS320F2812 DSP的CAN总线矿用语音通信系统设计 [J], 梅申合;廖晓纬;沈晓波
因版权原因,仅展示原文概要,查看原文内容请购买。
无线收发器设计指南:现代无线设备与系统篇_记录
《无线收发器设计指南:现代无线设备与系统篇》读书札记目录一、无线收发器基础概念 (2)1.1 无线通信原理简介 (3)1.2 无线收发器的功能与分类 (4)1.3 现代无线收发器的发展趋势 (5)二、无线收发器设计要素 (6)2.1 无线收发器的硬件设计 (8)2.1.1 射频前端设计 (9)2.1.2 模数转换器 (10)2.1.3 数模转换器 (12)2.1.4 天线与射频模块 (13)2.1.5 电源管理与稳压电路 (14)2.2 无线收发器的软件设计 (15)2.2.1 微控制器与嵌入式系统 (16)2.2.2 通信协议与数据处理算法 (17)2.2.3 驱动程序与固件开发 (19)2.3 无线收发器的系统设计与布局 (20)2.3.1 系统架构设计 (22)2.3.2 PCB布局与布线 (23)2.3.3 散热与电磁兼容性设计 (25)三、无线收发器应用案例分析 (26)3.1 无线传感器网络 (27)3.2 蓝牙技术 (29)四、无线收发器设计挑战与解决方案 (30)4.1 信号干扰与抑制技术 (31)4.2 无线收发器的能效优化 (32)4.3 多频段与多标准支持 (34)4.4 安全性与可靠性问题 (35)五、未来展望与建议 (37)5.1 无线收发器技术的未来发展方向 (38)5.2 对无线收发器设计的建议与展望 (40)一、无线收发器基础概念在深入探讨无线收发器的设计与应用之前,我们首先需要明确其基础概念。
无线收发器,作为无线通信的核心组件,它不仅实现了信号的发送与接收,更承载着数据传输的关键任务。
传统的无线收发器常采用分立元件或集成电路来实现信号的调制与解调。
这些技术虽然成熟稳定,但在集成度、功耗和成本等方面存在一定的局限性。
随着技术的不断进步,单片无线收发器应运而生,它集成了多种功能,包括天线、放大器、调制解调器等,大大简化了系统的设计与实现过程。
无线收发器的设计也充分考虑了通信协议的要求,不同的无线标准(如WiFi、蓝牙、ZigBee等)对信号传输的速率、带宽、功耗等参数有着不同的定义。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
合信技术基于CAN网络的大加弹机应用方案
基于CAN网络的大加弹机应用方案
概述:本手册主要介绍了合信技术基于CAN网络的大加弹机应用方案,包括其机型定义、机型工作原理、系统控制要点难点以及与行业其他方案对比的优势等。
更多详细内容请在合信技术官方网站下载,或直接联系我司工作人员。
合信技术基于CAN网络的大加弹机应用方案一.机型定义:
加弹机是一种将聚酰胺(锦纶)POY原丝,通过加热拉伸和假捻变形加工成具有高弹性能的假捻变形丝(锦纶DTY弹力丝)的机器。
二.机型工作原理:
原丝经过热箱加热后再强冷,然后再经过不同速比的罗拉拉伸和假捻器的假捻变形,最后按照一定规格收卷成筒。
系统框图如下:
抽丝
氨纶丝需
要前罗拉
上热箱
下热箱
冷却(自然冷却
或者风冷)
拉伸(两个拉伸罗拉
不同的速比)
加捻
上油
探丝器(计长
和切丝)
收卷
合信技术基于CAN 网络的大加弹机应用方案
工艺流程图如下:
温控部分流程图如下:no done
yes yes
温控部分启动
自动启动电机部分启动
结束
定长部分启动自动启动
结束
PID 自整
定完成上热箱加热启动温度PID 控制下热箱温度监
温度偏差超限
报警输出
PID 自整定
合信技术基于CAN网络的大加弹机应用方案
三.系统控制要点:
1.精准的温度控制,直接影响弹力丝的品质
2.准确的速度控制,控制不同速比,达到不同的拉伸和假捻效果
3.收卷的防凸边
4.收卷的防叠丝
四.行业常见方案分析:
1.温控主要通过温控表单独控制,自动化程度不高,不能实现温度实时读取和显示到触摸屏上;
2.速度控制主要使用变频器,当负载变化时往往速度会控制不准,影响产品的品质;
3.使用西门子的CPU,由于通讯口只有两个,会借用277来增加一个通讯口,使用不方便且成本较高;
4.算法方面只有三角波防叠;
5.采用高速计数器来实现测速,由于CPU的测速器限制,往往需要两个CPU 才能完成10个轴的速度测量。
五.合信技术优势方案:
相较于行业常见方案,我司方案的优势:
1.驱动器F2A和E10的速度输出和实时速度反馈都采用CANopen通讯控制方案,使得CPU和驱动器之间的控制更加高效快捷,减少了电气结构的复杂性,提高了系统的抗干扰性;且相较于常见方案节约两个用于计数器测速的CPU和两个用于扩展通讯口的EM277。
2.E10伺服的使用可以使得频繁换向的一轴换向更加准确快速。
3.F2A驱动器:自带高速闭环控制系统适时满足客户速度控制的精度要求
4.基于CAN的温控网络,通过使用我司的温控库,实现温控的自整定控制精度达到1摄氏度以内,且可以直观的在HMI上实现交互。
合信技术基于CAN网络的大加弹机应用方案
5.我司HMI产品集成Wifi模块,配合我司无线物联网软件平台——麦控星云,可轻松实现设备的远程监控和远程维护。
六.基于合信技术方案上的算法:
收卷防叠算法:在以前三角波算法的基础上增加了16步锯齿波防叠和随机防叠算法。