常用锡铅焊料参数
锡条6040 技术参数

锡条6040 技术参数
锡条6040是一种常用的锡合金,具有优异的技术参数和广泛的应用领域。
以下是关于锡条6040的技术参数的描述。
锡条6040的化学成分是由60%的锡和40%的铅组成。
锡作为主要成分,赋予了该合金优异的焊接性能和机械强度。
而铅的加入则能提高合金的润湿性和熔点,使得焊接过程更加稳定和可靠。
锡条6040具有较低的熔点,约为183℃,使得其在低温下就能熔化并流动,便于焊接操作。
同时,锡条6040的润湿性能也非常好,能够迅速覆盖焊接接头表面,形成均匀的焊缝,提高焊接质量。
锡条6040还具有良好的机械性能,具备一定的强度和韧性。
这使得焊接后的接头能够承受一定的拉伸和扭曲力,并能够适应不同工况下的应力变化。
锡条6040的应用领域非常广泛。
它常被用于电子元器件的焊接,如电路板、芯片、连接器等。
锡条6040的优异润湿性能和焊接质量保证了电子元器件的可靠连接。
同时,锡条6040也被广泛应用于金属制品的焊接,如铜管、不锈钢管等。
它可以有效连接不同材质的金属,并保持焊接接头的稳定性和密封性。
锡条6040作为一种优质的锡合金,具有良好的焊接性能、机械强度和润湿性能。
它在电子元器件和金属制品的焊接中得到广泛应用,为各行各业的生产和制造提供了可靠的焊接材料。
无论是在电子行
业还是金属加工领域,锡条6040都是一种不可或缺的材料。
PCB电镀焊料(锡铅合金)工艺介绍
1.作用和特性焊料(60%)的锡和40%的铅)镀层应具有双重目的。
它既用来作为金属抗蚀层,也用来作为以后要焊接元、器件的可焊性基体。
因为这种镀出的合金近于锡/铅的低共熔点(63的锡/37的铅,熔点为367℉);因此它是很容易热熔的,这就使得它很可焊。
大多数PCB制造厂商,要电镀金属化孔。
当为了保证焊接一致而要求合金成分不变时,就采用焊料镀层。
美国军用技术规范"MIL-P-81728,电镀锡-铅"指出:除非另有规定,电子元、器件(PCB,尤其是那些用金属化孔互连的、接线柱和空心铆钉的)用的锡/铅镀层的厚度,当以至少相隔0.1英寸的四点测量时,平均最小厚度应为0.0003英寸(0.3毫英寸)MIL-STD-202的方法208叙述了一个用来确定镀层可焊性的机理。
要得到认可,测试时,镀层应很容易和完全被焊料所覆盖。
电镀锡铅金一般采用氟硼酸盐镀液,这与镀液具有的成份简单、阴极和阳极电流效率高,可以获得含锡、铅为任何比例的合金镀层有关。
锡铅合金电镀镀液主要由氟硼酸锡、氟硼酸铅、氟硼酸和添加剂所组成。
金属的氟硼酸盐可以买到浓液,然后再用水稀释到所要求的金属含量。
下表列出了可以买到的浓缩液的金属含量,配成镀液的各种含量列在下表中,其中有金属化孔电镀用的高分散性镀液配方。
1)镀液各组分的作用:氟硼酸亚锡和氟硼酸铅是金属的来源。
镀液金属组分的变化,将会影响合金淀积层的成分。
锡和铅金属浓液的组成氟硼酸铅浓液组分重量%克/升盎司/加仑氟硼酸铅pb(BF4)250.0877.5117.0铅金属Pb27.2475.563.4游离的氟硼酸HBF40.610.51.4游离的硼酸H3BO33.0486.4氟硼酸亚锡浓液组分重量%克/升盎司/加仑氟硼酸亚锡,Sn(BF4)250.0800106.6锡金属,Sn20.332543.3游离的氟硼酸,HBF43.0486.4游离的硼酸3.0486.4焊料(60%Sn,40%Pb)电镀槽液的技术规范配制100加仑标准槽液组分重量氟硼酸亚锡浓液17.2加仑氟硼酸铅浓液5.25加仑硼酸9磅氟硼酸,48%15加仑胨4磅水62.5加仑先在热水中溶解硼酸,再加到镀槽中。
焊料成分性能分析
焊料成分、性能分析(1)杭州辛达狼焊接科技有限公司王大勇1.焊料焊料是钎焊用材料,已有 4000 余年的使用历史,其熔点比被焊母材低。
钎焊过程中将焊料加热到高于焊料熔点,而低于母材熔点的温度,焊料熔化后填充接头间隙并与母材发生冶金作用,从而实现材料的连接。
用焊料焊接材料具有灵活、简单、不需大的设备投资等优点,在电气工程材料领域占据极为重要的地位。
焊料的种类较多,根据熔点可分为软焊料和硬焊料两大类。
通常将熔点低于 450℃的焊料称为软焊料,而熔点高于 450℃的焊料称为硬焊料。
电气工程用软焊料包括锡铅、锡基无铅、金基、铟基、铋基和锌基焊料等;所用硬焊料包括银基和铜基焊料等。
1.1 焊料型号和牌号的表示方法1.1.1焊料的型号GB/T6208-1995《焊料型号表示方法》规定,焊料的型号由两部分构成:第一部分用大写字母来表示焊料的类型,“ S”表示软焊料,“B”表示硬焊料;第二部分合金主元素符号构成,且每个型号最多只能标出六个元素符号。
型号表示方法及示例如下:1.1.2焊料的牌号原机械工业部编写的《焊接材料产品样本》规定,焊料牌号由三部分构成:(1)字母“HL”表示焊料;(2)牌号的第 1 位数字表示焊料的化学组成类型,见表 4.7-1 ;(3)牌号的第2、3位数字表示同一类焊料的不同牌号。
牌号表示方法示例如下:表 4.7-1 焊料牌号中第 1 位数字的含义牌号化学组成类型牌号化学组成类型HL1××铜锌合金HL5××锌合金HL2××铜磷合金HL6××锡铅合金HL3××银合金HL7××镍基合金HL4××铝合金1.2 焊料的选用原则焊料的种类较多,其选用主要遵循以下原则:(1)主成分尽量与母材主成分相同,焊料的成分与母材相同,钎焊时具有良好的润湿性。
(2)熔点合适,即焊料的液相线温度要低于母材固相线温度至少40-50℃(3)焊料中的某一重要组元应能与母材产生液态互溶,从而能形成牢固的结合。
表2锡铅焊料配比与用途电子技能实训

颜 色 白色 土黄色 青褐色 白\黄 色 土黄色 厚度 /mm 0.04 0.05 0.08 0.12 0.25 0.03 1.0 1.5 击穿 电压/V 400 400 800 150 0 500 — 极限工作 温度/℃ 90 90 90 90 90坚实, 易弯折 特 点 用 途 备 注
电子技能实训
学习目标
了解安装导线的种类、名称与特点。 了解绝缘材料的种类、作用与标识方法。 熟悉焊接材料的种类、作用与特点。 掌握各种安装导线的加工要求,了解线扎的 制作方法。
电子技能实训
4.1 安装导线与绝缘材料
相关知识
4.1.1
电路中的导线和绝缘材料
在电子产品整机内部,有许多连接线和支撑体。 连接线基本上都是导线,导线又分成裸导线和有绝 缘层的导线。 电子产品所用导线的导体基本上是铜线。
余 量
183 0.1 210
4.7
品
钎焊电子、电气制
50锡铅焊料
HlSnPb50
3.8 58-2锡铅焊料 HlSnPb58-2 1.5 ~2 235
钎焊散热器、计算 机、黄铜制件
钎焊工业及物理仪 表等
电子技能实训
4.2.2 助焊剂
1.助焊剂的作用
在进行焊接时,为了能使被焊物与焊料 连接牢靠,就必须要求金属表面无氧化物和 杂质,这样才能保证焊锡与被焊物的金属表 面发生合金反应。
材料的绝缘性能主要有以下几点。
(1)电阻率 (2)电击穿强度、击穿电压 (3)机械强度 (4)耐热性能
绝缘材料除了以上的性能指标外,还有 吸湿性能、理化性能等。
电子技能实训
4.1.2 常用电工绝缘材料的选择
锡铅比例
焊锡的定义:一般来说,焊锡是由锡(融点232度)和铅(熔点327度)组成的合金。
其中由锡63%和铅37%组成的焊锡被称为共晶焊锡,这种焊锡的熔点是183度。
当锡的含量高于63%,溶化温度升高,强度降低.当锡的含量少于10%时,焊接强度差,接头发脆,焊料润滑能力变差.最理想的是共晶焊锡.在共晶温度下,焊锡由固体直接变成液体,无需经过半液体状态.共晶焊锡的熔化温度比非共晶焊锡的低,这样就减少了被焊接的元件受损坏的机会.同时由于共晶焊锡由液体直接变成固体,也减少了虚焊现象.所以共晶焊锡应用得非常的广泛.常用的焊锡是锡铅合金焊锡:纯锡Sn(Stan-num)为银白色,有光泽,富有延展性,在空气中不易氧化,它的熔点为232℃。
锡能与大多数金属熔融而形成合金。
但纯锡的材料呈脆性,为了增加焊料的柔韧性和降低焊料的熔点,必须用另一种金属与锡融合,以缓和锡的性能。
纯铅Pb(Plum-bum)为青灰色,质软而重,有延展性,容易氧化,有毒性,纯铅的熔点为327℃。
当锡和铅按比例融合后,构成锡铅合金焊料,此时,它的熔点变低,使用方便,并能与大多数金属结合。
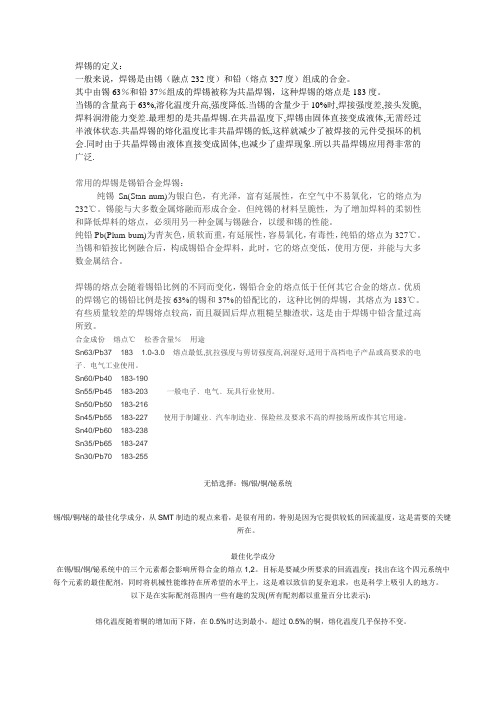
焊锡的熔点会随着锡铅比例的不同而变化,锡铅合金的熔点低于任何其它合金的熔点。
优质的焊锡它的锡铅比例是按63%的锡和37%的铅配比的,这种比例的焊锡,其熔点为183℃。
有些质量较差的焊锡熔点较高,而且凝固后焊点粗糙呈糠渣状,这是由于焊锡中铅含量过高所致。
合金成份熔点℃松香含量%用途Sn63/Pb37 183 1.0-3.0 熔点最低,抗拉强度与剪切强度高,润湿好,适用于高档电子产品或高要求的电子﹑电气工业使用。
Sn60/Pb40 183-190Sn55/Pb45 183-203 一般电子﹑电气﹑玩具行业使用。
Sn50/Pb50 183-216Sn45/Pb55 183-227 使用于制罐业﹑汽车制造业﹑保险丝及要求不高的焊接场所或作其它用途。
Sn40/Pb60 183-238Sn35/Pb65 183-247Sn30/Pb70 183-255无铅选择:锡/银/铜/铋系统锡/银/铜/铋的最佳化学成分,从SMT制造的观点来看,是很有用的,特别是因为它提供较低的回流温度,这是需要的关键所在。
锡焊焊接原理及焊接技术
锡焊焊接原理及焊接技术锡焊材料与工具〔1〕锡焊钎料锡焊钎料俗称焊锡(钎料),它是以锡和铅为主体的一种合金,呈白色,锡含量越高流动性越好,熔点低。
含铅量高者强度高、硬度大。
由于锡铅含量不一样,其熔点大致在180℃-280℃之间,可以焊接钢、铁、铜等机件及电工仪器、工具。
含铅量超过10%的焊锡,不能用于饮食器皿的焊接,因为含铅量大时易引起人身中毒。
常用焊锡牌号:牌号用途料600用于无线电,电器开关等零件,易熔金属制品。
料601用于钎焊铜及铜合金,镀锌铁皮,强度不高的零件。
料602用于钎焊散热器,仪表,无线电元件等。
料603用于钎焊散热器,仪表,无线电元件等。
料604可钎焊大多数钢材及其他金属,特别是食品器皿等。
锡铅焊料的牌号不同,含锡含铅量也各不相同,用途也有区别,汽车钣金工焊工常用的锡铅焊料的含锡量在30%~40%之间,在选用时应加以鉴别,含锡越多,色亮越白;反之,色青白。
一般含锡较多的焊料,在弯曲时,可以听到清脆而细碎的声响。
〔2〕锡焊用钎剂(焊剂)①盐酸是氯化氢化合物。
浓盐酸在空气中产生刺鼻的烟雾,浓盐酸加水五分之二稀释,可以作为焊接镀锌铁板的焊剂。
②氯化锌溶液,也称为熟盐酸、热强水。
是锡焊常用的一种焊剂,其配制方法是:把盐酸装人玻璃瓶内(不能用金属器皿),参加锌块(汽车废旧的雨刮器,汽化器,也可以用镀锌铁板剪成小块),直至化学反响不冒泡为止。
焊接铜类零件时,氯化锌溶液再参加50%的清水后使用,焊接钢类零件也应参加30%的清水冲淡再用。
③松香比上两种焊剂使用效果稍差。
可以把松香研成粉状散在焊缝上使用,精密零件焊接可用酒精溶解松香使用。
④焊药膏由74%的石油胶,20%的无水氧化锌,5%的氯化铵及1%的水组成。
焊药膏有腐蚀性,在焊接完成后,应将焊缝周围的剩余焊药膏擦净,并用清水擦拭。
3〕锡焊的加热设备与工具①锡焊加热设备锡焊时常用的热源如下:炉子,以木炭为燃料,大批量锡焊加工时使用。
喷灯,氧乙炔火焰,主要用于小批量锡焊的烙铁加热。
PCB电镀焊料(锡铅合金)工艺介绍

1.作用和特性焊料(60%)的锡和40%的铅)镀层应具有双重目的。
它既用来作为金属抗蚀层,也用来作为以后要焊接元、器件的可焊性基体。
因为这种镀出的合金近于锡/铅的低共熔点(63的锡/37的铅,熔点为367℉);因此它是很容易热熔的,这就使得它很可焊。
大多数PCB制造厂商,要电镀金属化孔。
当为了保证焊接一致而要求合金成分不变时,就采用焊料镀层。
美国军用技术规范"MIL-P-81728,电镀锡-铅"指出:除非另有规定,电子元、器件(PCB,尤其是那些用金属化孔互连的、接线柱和空心铆钉的)用的锡/铅镀层的厚度,当以至少相隔0.1 英寸的四点测量时,平均最小厚度应为0.0003英寸(0.3毫英寸)MIL-STD-202的方法208叙述了一个用来确定镀层可焊性的机理。
要得到认可,测试时,镀层应很容易和完全被焊料所覆盖。
电镀锡铅金一般采用氟硼酸盐镀液,这与镀液具有的成份简单、阴极和阳极电流效率高,可以获得含锡、铅为任何比例的合金镀层有关。
锡铅合金电镀镀液主要由氟硼酸锡、氟硼酸铅、氟硼酸和添加剂所组成。
金属的氟硼酸盐可以买到浓液,然后再用水稀释到所要求的金属含量。
下表列出了可以买到的浓缩液的金属含量,配成镀液的各种含量列在下表中,其中有金属化孔电镀用的高分散性镀液配方。
1)镀液各组分的作用:氟硼酸亚锡和氟硼酸铅是金属的来源。
镀液金属组分的变化,将会影响合金淀积层的成分。
锡和铅金属浓液的组成焊料(60%Sn,40%Pb)电镀槽液的技术规范配制100加仑标准槽液先在热水中溶解硼酸,再加到镀槽中。
在冷水中先使胨溶胀,然后将水加热,同时强力搅拌。
应先将氟硼酸加到水中,然后再加入硼酸和金属盐浓液。
标准槽液的组成配制高分散性槽液配方操作条件高分散性槽液配方:这种镀液具有分散能力高、覆盖能力好、镀液成份简单、维护方便,成本低,热熔时的润湿性能好等伏点。
缺点是镀层较软,易在生产过程中划痕。
通过热熔可以改变晶体结构,提高镀层的抗蚀性能。
金属焊料

金属焊料
锡焊料。
以锡铅合金为主,有的锡焊料还含少量的锑。
含铅38.1%的锡合金俗称焊锡,熔点约183℃,用于电器仪表工业中元件的焊接,以及汽车散热器、热交换器、食品和饮料容器的密封等。
锡合金熔点低,大多数锡合金的熔化温度在183~370℃之间,有的可低至138℃。
锡合金具有较高的导热性和较低的热膨胀系数,耐大气腐蚀;但强度不高,典型锡基轴承合金的抗拉强度为6~9公斤力/毫米2 (20℃)。
锡合金还有优良的减摩性能,且易与钢、铜合金、铝合金等材料焊合,是很好的减摩材料和焊料。