锡铅焊料
(60A)锡铅焊料标准样品的研制

(60A)锡铅焊料标准样品的研制[摘要] 阐述了锡铅焊料标准样品研制的工艺流程、均匀性检验、定值分析及结果。
锡铅焊料标准样品确定了九个元素的标准值及不确定度、一个元素为参考值。
该标准样品均匀性、稳定性良好,定值结果准确、具有很好的实用性。
该标准样品已被国家质量监督检验检疫总局、国家标准化管委会批准为国家级标准样品。
[关键词] 锡铅焊料;标准样品1前言锡铅焊料广泛应用于电子、仪表、电器和机械制造业。
其用途广、产量大,是一种重要的锡合金材料。
2000年6月9日,国家质量技术监督局发布了国家标准GB/T 8012-2000《铸造锡铅焊料》,与 GB/T 8012-1987《铸造锡铅焊料》相比,主要作了如下修改:(1)对产品牌号重新作了排列,牌号数量由35个增加为40个。
(2)所有牌号产品化学成分杂质含量增加了镉元素要求,取消了硫元素要求,AA级、A级、B级产品增加了银元素要求,对铋、铁、砷、铜、锌、铝等杂质元素提出了更严的要求。
1999年研究设计院研制了2个锡铅焊料的国家标准样品[GSB04-1330 (60A、50B)],除满足集团公司自身需求外,也满足了市场的需要,但其定值元素少,难以适应国家标准GB/T 8012-2000《铸造锡铅焊料》的实施。
且由于锡铅焊料标样(60A)已售罄,需要按照技术标准研制新的锡铅焊料标准样品进行补充,在产品质量控制、校准分析仪器、检验分析方法和仲裁分析,以及对提高产品质量,满足生产企业和用户的需求有着重要的指导作用。
本标准样品的研制计划得到国家标准化管理委员会的批准,国标委综合[2011]57号《关于下达2011年第一批国家标准制修订计划的通知》,项目编号为S2011007,由云南锡业集团公司研究设计院负责,于2011年~2012年完成研制工作。
本标准样品的研制严格遵循GB/T 15000《标准样品工作导则》和YS/T 409《有色金属产品分析用标准样品技术规范》的要求,对标准样品进行了取样分析、均匀性检验和稳定性检验。
关于编制锡铅焊料项目可行性研究报告编制说明
锡铅焊料项目可行性研究报告编制单位:北京中投信德国际信息咨询有限公司编制时间:高级工程师:高建关于编制锡铅焊料项目可行性研究报告编制说明(模版型)【立项 批地 融资 招商】核心提示:1、本报告为模板形式,客户下载后,可根据报告内容说明,自行修改,补充上自己项目的数据内容,即可完成属于自己,高水准的一份可研报告,从此写报告不在求人。
2、客户可联系我公司,协助编写完成可研报告,可行性研究报告大纲(具体可跟据客户要求进行调整)编制单位:北京中投信德国际信息咨询有限公司专业撰写节能评估报告资金申请报告项目建议书商业计划书可行性研究报告目录第一章总论 (1)1.1项目概要 (1)1.1.1项目名称 (1)1.1.2项目建设单位 (1)1.1.3项目建设性质 (1)1.1.4项目建设地点 (1)1.1.5项目主管部门 (1)1.1.6项目投资规模 (2)1.1.7项目建设规模 (2)1.1.8项目资金来源 (3)1.1.9项目建设期限 (3)1.2项目建设单位介绍 (3)1.3编制依据 (3)1.4编制原则 (4)1.5研究范围 (5)1.6主要经济技术指标 (5)1.7综合评价 (6)第二章项目背景及必要性可行性分析 (7)2.1项目提出背景 (7)2.2本次建设项目发起缘由 (7)2.3项目建设必要性分析 (7)2.3.1促进我国锡铅焊料产业快速发展的需要 (8)2.3.2加快当地高新技术产业发展的重要举措 (8)2.3.3满足我国的工业发展需求的需要 (8)2.3.4符合现行产业政策及清洁生产要求 (8)2.3.5提升企业竞争力水平,有助于企业长远战略发展的需要 (9)2.3.6增加就业带动相关产业链发展的需要 (9)2.3.7促进项目建设地经济发展进程的的需要 (10)2.4项目可行性分析 (10)2.4.1政策可行性 (10)2.4.2市场可行性 (10)2.4.3技术可行性 (11)2.4.4管理可行性 (11)2.4.5财务可行性 (11)2.5锡铅焊料项目发展概况 (12)2.5.1已进行的调查研究项目及其成果 (12)2.5.2试验试制工作情况 (12)2.5.3厂址初勘和初步测量工作情况 (13)2.5.4锡铅焊料项目建议书的编制、提出及审批过程 (13)2.6分析结论 (13)第三章行业市场分析 (15)3.1市场调查 (15)3.1.1拟建项目产出物用途调查 (15)3.1.2产品现有生产能力调查 (15)3.1.3产品产量及销售量调查 (16)3.1.4替代产品调查 (16)3.1.5产品价格调查 (16)3.1.6国外市场调查 (17)3.2市场预测 (17)3.2.1国内市场需求预测 (17)3.2.2产品出口或进口替代分析 (18)3.2.3价格预测 (18)3.3市场推销战略 (18)3.3.1推销方式 (19)3.3.2推销措施 (19)3.3.3促销价格制度 (19)3.3.4产品销售费用预测 (20)3.4产品方案和建设规模 (20)3.4.1产品方案 (20)3.4.2建设规模 (20)3.5产品销售收入预测 (21)3.6市场分析结论 (21)第四章项目建设条件 (22)4.1地理位置选择 (22)4.2区域投资环境 (23)4.2.1区域地理位置 (23)4.2.2区域概况 (23)4.2.3区域地理气候条件 (24)4.2.4区域交通运输条件 (24)4.2.5区域资源概况 (24)4.2.6区域经济建设 (25)4.3项目所在工业园区概况 (25)4.3.1基础设施建设 (25)4.3.2产业发展概况 (26)4.3.3园区发展方向 (27)4.4区域投资环境小结 (28)第五章总体建设方案 (29)5.1总图布置原则 (29)5.2土建方案 (29)5.2.1总体规划方案 (29)5.2.2土建工程方案 (30)5.3主要建设内容 (31)5.4工程管线布置方案 (32)5.4.1给排水 (32)5.4.2供电 (33)5.5道路设计 (35)5.6总图运输方案 (36)5.7土地利用情况 (36)5.7.1项目用地规划选址 (36)5.7.2用地规模及用地类型 (36)第六章产品方案 (38)6.1产品方案 (38)6.2产品性能优势 (38)6.3产品执行标准 (38)6.4产品生产规模确定 (38)6.5产品工艺流程 (39)6.5.1产品工艺方案选择 (39)6.5.2产品工艺流程 (39)6.6主要生产车间布置方案 (39)6.7总平面布置和运输 (40)6.7.1总平面布置原则 (40)6.7.2厂内外运输方案 (40)6.8仓储方案 (40)第七章原料供应及设备选型 (41)7.1主要原材料供应 (41)7.2主要设备选型 (41)7.2.1设备选型原则 (42)7.2.2主要设备明细 (43)第八章节约能源方案 (44)8.1本项目遵循的合理用能标准及节能设计规范 (44)8.2建设项目能源消耗种类和数量分析 (44)8.2.1能源消耗种类 (44)8.2.2能源消耗数量分析 (44)8.3项目所在地能源供应状况分析 (45)8.4主要能耗指标及分析 (45)8.4.1项目能耗分析 (45)8.4.2国家能耗指标 (46)8.5节能措施和节能效果分析 (46)8.5.1工业节能 (46)8.5.2电能计量及节能措施 (47)8.5.3节水措施 (47)8.5.4建筑节能 (48)8.5.5企业节能管理 (49)8.6结论 (49)第九章环境保护与消防措施 (50)9.1设计依据及原则 (50)9.1.1环境保护设计依据 (50)9.1.2设计原则 (50)9.2建设地环境条件 (51)9.3 项目建设和生产对环境的影响 (51)9.3.1 项目建设对环境的影响 (51)9.3.2 项目生产过程产生的污染物 (52)9.4 环境保护措施方案 (53)9.4.1 项目建设期环保措施 (53)9.4.2 项目运营期环保措施 (54)9.4.3环境管理与监测机构 (56)9.5绿化方案 (56)9.6消防措施 (56)9.6.1设计依据 (56)9.6.2防范措施 (57)9.6.3消防管理 (58)9.6.4消防设施及措施 (59)9.6.5消防措施的预期效果 (59)第十章劳动安全卫生 (60)10.1 编制依据 (60)10.2概况 (60)10.3 劳动安全 (60)10.3.1工程消防 (60)10.3.2防火防爆设计 (61)10.3.3电气安全与接地 (61)10.3.4设备防雷及接零保护 (61)10.3.5抗震设防措施 (62)10.4劳动卫生 (62)10.4.1工业卫生设施 (62)10.4.2防暑降温及冬季采暖 (63)10.4.3个人卫生 (63)10.4.4照明 (63)10.4.5噪声 (63)10.4.6防烫伤 (63)10.4.7个人防护 (64)10.4.8安全教育 (64)第十一章企业组织机构与劳动定员 (65)11.1组织机构 (65)11.2激励和约束机制 (65)11.3人力资源管理 (66)11.4劳动定员 (66)11.5福利待遇 (67)第十二章项目实施规划 (68)12.1建设工期的规划 (68)12.2 建设工期 (68)12.3实施进度安排 (68)第十三章投资估算与资金筹措 (69)13.1投资估算依据 (69)13.2建设投资估算 (69)13.3流动资金估算 (70)13.4资金筹措 (70)13.5项目投资总额 (70)13.6资金使用和管理 (73)第十四章财务及经济评价 (74)14.1总成本费用估算 (74)14.1.1基本数据的确立 (74)14.1.2产品成本 (75)14.1.3平均产品利润与销售税金 (76)14.2财务评价 (76)14.2.1项目投资回收期 (76)14.2.2项目投资利润率 (77)14.2.3不确定性分析 (77)14.3综合效益评价结论 (80)第十五章风险分析及规避 (82)15.1项目风险因素 (82)15.1.1不可抗力因素风险 (82)15.1.2技术风险 (82)15.1.3市场风险 (82)15.1.4资金管理风险 (83)15.2风险规避对策 (83)15.2.1不可抗力因素风险规避对策 (83)15.2.2技术风险规避对策 (83)15.2.3市场风险规避对策 (83)15.2.4资金管理风险规避对策 (84)第十六章招标方案 (85)16.1招标管理 (85)16.2招标依据 (85)16.3招标范围 (85)16.4招标方式 (86)16.5招标程序 (86)16.6评标程序 (87)16.7发放中标通知书 (87)16.8招投标书面情况报告备案 (87)16.9合同备案 (87)第十七章结论与建议 (89)17.1结论 (89)17.2建议 (89)附表 (90)附表1 销售收入预测表 (90)附表2 总成本表 (91)附表3 外购原材料表 (92)附表4 外购燃料及动力费表 (93)附表5 工资及福利表 (95)附表6 利润与利润分配表 (96)附表7 固定资产折旧费用表 (97)附表8 无形资产及递延资产摊销表 (98)附表9 流动资金估算表 (99)附表10 资产负债表 (101)附表11 资本金现金流量表 (102)附表12 财务计划现金流量表 (104)附表13 项目投资现金量表 (106)附表14 借款偿还计划表 (108) (112)第一章总论总论作为可行性研究报告的首章,要综合叙述研究报告中各章节的主要问题和研究结论,并对项目的可行与否提出最终建议,为可行性研究的审批提供方便。
锡铅比例
焊锡的定义:一般来说,焊锡是由锡(融点232度)和铅(熔点327度)组成的合金。
其中由锡63%和铅37%组成的焊锡被称为共晶焊锡,这种焊锡的熔点是183度。
当锡的含量高于63%,溶化温度升高,强度降低.当锡的含量少于10%时,焊接强度差,接头发脆,焊料润滑能力变差.最理想的是共晶焊锡.在共晶温度下,焊锡由固体直接变成液体,无需经过半液体状态.共晶焊锡的熔化温度比非共晶焊锡的低,这样就减少了被焊接的元件受损坏的机会.同时由于共晶焊锡由液体直接变成固体,也减少了虚焊现象.所以共晶焊锡应用得非常的广泛.常用的焊锡是锡铅合金焊锡:纯锡Sn(Stan-num)为银白色,有光泽,富有延展性,在空气中不易氧化,它的熔点为232℃。
锡能与大多数金属熔融而形成合金。
但纯锡的材料呈脆性,为了增加焊料的柔韧性和降低焊料的熔点,必须用另一种金属与锡融合,以缓和锡的性能。
纯铅Pb(Plum-bum)为青灰色,质软而重,有延展性,容易氧化,有毒性,纯铅的熔点为327℃。
当锡和铅按比例融合后,构成锡铅合金焊料,此时,它的熔点变低,使用方便,并能与大多数金属结合。
焊锡的熔点会随着锡铅比例的不同而变化,锡铅合金的熔点低于任何其它合金的熔点。
优质的焊锡它的锡铅比例是按63%的锡和37%的铅配比的,这种比例的焊锡,其熔点为183℃。
有些质量较差的焊锡熔点较高,而且凝固后焊点粗糙呈糠渣状,这是由于焊锡中铅含量过高所致。
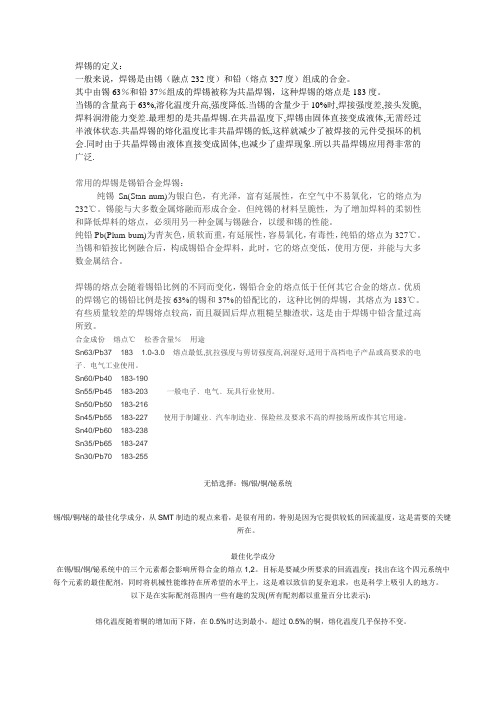
合金成份熔点℃松香含量%用途Sn63/Pb37 183 1.0-3.0 熔点最低,抗拉强度与剪切强度高,润湿好,适用于高档电子产品或高要求的电子﹑电气工业使用。
Sn60/Pb40 183-190Sn55/Pb45 183-203 一般电子﹑电气﹑玩具行业使用。
Sn50/Pb50 183-216Sn45/Pb55 183-227 使用于制罐业﹑汽车制造业﹑保险丝及要求不高的焊接场所或作其它用途。
Sn40/Pb60 183-238Sn35/Pb65 183-247Sn30/Pb70 183-255无铅选择:锡/银/铜/铋系统锡/银/铜/铋的最佳化学成分,从SMT制造的观点来看,是很有用的,特别是因为它提供较低的回流温度,这是需要的关键所在。
锡焊焊接原理及焊接技术
锡焊焊接原理及焊接技术锡焊材料与工具〔1〕锡焊钎料锡焊钎料俗称焊锡(钎料),它是以锡和铅为主体的一种合金,呈白色,锡含量越高流动性越好,熔点低。
含铅量高者强度高、硬度大。
由于锡铅含量不一样,其熔点大致在180℃-280℃之间,可以焊接钢、铁、铜等机件及电工仪器、工具。
含铅量超过10%的焊锡,不能用于饮食器皿的焊接,因为含铅量大时易引起人身中毒。
常用焊锡牌号:牌号用途料600用于无线电,电器开关等零件,易熔金属制品。
料601用于钎焊铜及铜合金,镀锌铁皮,强度不高的零件。
料602用于钎焊散热器,仪表,无线电元件等。
料603用于钎焊散热器,仪表,无线电元件等。
料604可钎焊大多数钢材及其他金属,特别是食品器皿等。
锡铅焊料的牌号不同,含锡含铅量也各不相同,用途也有区别,汽车钣金工焊工常用的锡铅焊料的含锡量在30%~40%之间,在选用时应加以鉴别,含锡越多,色亮越白;反之,色青白。
一般含锡较多的焊料,在弯曲时,可以听到清脆而细碎的声响。
〔2〕锡焊用钎剂(焊剂)①盐酸是氯化氢化合物。
浓盐酸在空气中产生刺鼻的烟雾,浓盐酸加水五分之二稀释,可以作为焊接镀锌铁板的焊剂。
②氯化锌溶液,也称为熟盐酸、热强水。
是锡焊常用的一种焊剂,其配制方法是:把盐酸装人玻璃瓶内(不能用金属器皿),参加锌块(汽车废旧的雨刮器,汽化器,也可以用镀锌铁板剪成小块),直至化学反响不冒泡为止。
焊接铜类零件时,氯化锌溶液再参加50%的清水后使用,焊接钢类零件也应参加30%的清水冲淡再用。
③松香比上两种焊剂使用效果稍差。
可以把松香研成粉状散在焊缝上使用,精密零件焊接可用酒精溶解松香使用。
④焊药膏由74%的石油胶,20%的无水氧化锌,5%的氯化铵及1%的水组成。
焊药膏有腐蚀性,在焊接完成后,应将焊缝周围的剩余焊药膏擦净,并用清水擦拭。
3〕锡焊的加热设备与工具①锡焊加热设备锡焊时常用的热源如下:炉子,以木炭为燃料,大批量锡焊加工时使用。
喷灯,氧乙炔火焰,主要用于小批量锡焊的烙铁加热。
2-1 焊锡(焊料)
---------------------------------------------------------------最新资料推荐------------------------------------------------------2-1 焊锡(焊料)焊料是一种熔点比被焊金属熔点低的易熔金属。
焊料熔化时,在被焊金属不熔化的条件下能润浸被焊金属表面,并在接触面处形成合金层而与被焊金属连接到一起。
在一般电子产品装配中,主要使用锡铅焊料,俗称为焊锡。
铅锡焊料。
以锡铅合金为主,有的锡焊料还含少量的锑。
含铅 37%,锡 63%的锡合金俗称焊锡,熔点约183℃。
这是最普遍的锡铅焊。
锡铅的含量以及添加金属的不同,导致锡铅焊料的熔点、热膨胀系数、固有应力和凝固时间都不同。
(1) 常见焊锡作用:焊锡的主要作用就是把被焊物连接起来,对电路来说构成一个通路。
(2) 常用焊锡具备的条件 1) 焊料的熔点要低于被焊工件。
2) 易于与被焊物连成一体,要具有一定的抗压能力。
3) 要有较好的导电性能。
4) 要有较快的结晶速度。
(3) 常用焊锡的种类根据熔点不同可分为硬焊料和软焊料;根据组成成分不同可分为锡铅焊料、银焊料、铜焊料等。
在锡焊工艺中,一般使用锡铅合金焊料。
1 / 31) 锡铅焊料是常用的锡铅合金焊料,通常又称焊锡,主要由锡和铅组成,还含有锑等微量金属成分。
锡铅焊料主要用途: 广泛用于电子行业的软钎焊、散热器及五金等各行业波峰焊、浸焊等精密焊接。
特殊焊接工艺以及喷涂、电镀等。
经过特殊工艺调质精炼处理而生产成的抗氧化焊锡条, 具有独特的高抗氧化性能, 浮渣比普通焊料少, 具有损耗少、流动性好, 可焊性强、焊点均匀、光亮等特点. 锡铅焊料条2) 共晶焊锡是指达到共晶成分的锡铅焊料,合金成分是锡的含量为61. 9%、铅的含量为 38. 1%。
在实际应用中一般将含锡 60%,含铅 40%的焊锡就称为共晶焊锡。
在锡和铅的合金中,除纯锡、纯铜和共晶成分是在单一温度下熔化外,其他合金都是在一个区域内熔化的,所以共晶焊锡是锡铅焊料中性能最好的一种。
铅锡焊料焊点连接可靠性研究
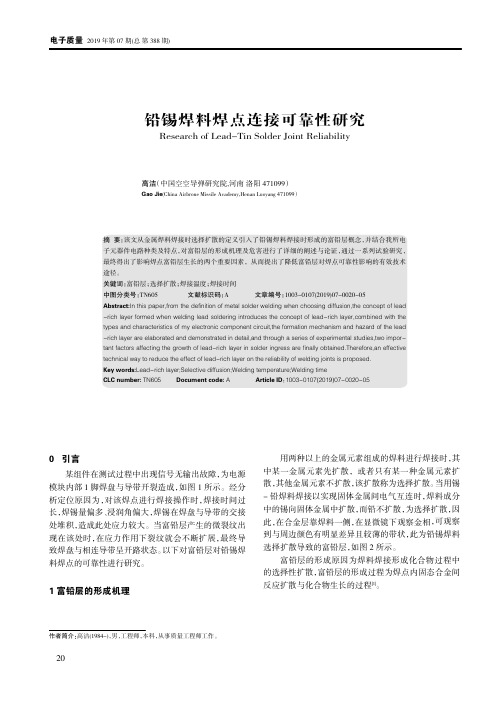
电子质量2019年第07期(总第388期)0引言某组件在测试过程中出现信号无输出故障,为电源模块内部1脚焊盘与导带开裂造成,如图1所示。
经分析定位原因为,对该焊点进行焊接操作时,焊接时间过长,焊锡量偏多、浸润角偏大,焊锡在焊盘与导带的交接处堆积,造成此处应力较大。
当富铅层产生的微裂纹出现在该处时,在应力作用下裂纹就会不断扩展,最终导致焊盘与相连导带呈开路状态。
以下对富铅层对铅锡焊料焊点的可靠性进行研究。
1富铅层的形成机理用两种以上的金属元素组成的焊料进行焊接时,其中某一金属元素先扩散,或者只有某一种金属元素扩散,其他金属元素不扩散,该扩散称为选择扩散。
当用锡-铅焊料焊接以实现固体金属间电气互连时,焊料成分中的锡向固体金属中扩散,而铅不扩散,为选择扩散,因此,在合金层靠焊料一侧,在显微镜下观察金相,可观察到与周边颜色有明显差异且较薄的带状,此为铅锡焊料选择扩散导致的富铅层,如图2所示。
富铅层的形成原因为焊料焊接形成化合物过程中的选择性扩散,富铅层的形成过程为焊点内固态合金间反应扩散与化合物生长的过程[1]。
作者简介院高洁(1984-),男,工程师,本科,从事质量工程师工作。
铅锡焊料焊点连接可靠性研究Research of Lead-Tin Solder Joint Reliability高洁(中国空空导弹研究院,河南洛阳471099)Gao Jie (China Airbrone Missile Academy,Henan Luoyang 471099)摘要:该文从金属焊料焊接时选择扩散的定义引入了铅锡焊料焊接时形成的富铅层概念,并结合我所电子元器件电路种类及特点,对富铅层的形成机理及危害进行了详细的阐述与论证,通过一系列试验研究,最终得出了影响焊点富铅层生长的两个重要因素,从而提出了降低富铅层对焊点可靠性影响的有效技术途径。
关键词:富铅层;选择扩散;焊接温度;焊接时间中图分类号:TN605文献标识码:A文章编号:1003-0107(2019)07-0020-05Abstract:In this paper,from the definition of metal solder welding when choosing diffusion,the concept of lead -rich layer formed when welding lead soldering introduces the concept of lead-rich layer,combined with the types and characteristics of my electronic component circuit,the formation mechanism and hazard of the lead -rich layer are elaborated and demonstrated in detail,and through a series of experimental studies,two impor-tant factors affecting the growth of lead-rich layer in solder ingress are finally obtained.Therefore,an effective technical way to reduce the effect of lead-rich layer on the reliability of welding joints is proposed.Key words:Lead-rich layer;Selective diffusion;Welding temperature;Welding time CLC number:TN605Document code:AArticle ID :1003-0107(2019)07-0020-05图11脚焊点与裂纹形态(b)(a)铅锡焊料焊接过程中的反应扩散及焊点形成后,焊点内部固态合金间的原子扩散,均遵循着菲克扩散定律,即:m=-SD dc dx·Dt(1)式(1)中:S --截面积;dc dx --扩散基材在焊料中的浓度梯度;m --基材扩散量;dt --时间;D--扩散系数。
锡铅焊料熔点
锡铅焊料熔点锡铅焊料是电子工业中常用的一种焊接材料,它具有良好的焊接性能和可靠的焊接质量。
但是,锡铅焊料的熔点对于焊接工艺和焊接质量也有着重要的影响。
本文将从锡铅焊料的熔点入手,探讨锡铅焊料在电子工业中的应用和研究。
一、锡铅焊料的熔点锡铅焊料的熔点是指在一定温度下,锡铅焊料开始熔化的温度。
锡铅焊料的熔点与焊接质量和焊接工艺密切相关。
通常情况下,锡铅焊料的熔点在183℃至240℃之间。
其中,含锡量越高的锡铅焊料熔点越低,含铅量越高的锡铅焊料熔点越高。
二、锡铅焊料的应用锡铅焊料在电子工业中广泛应用于电子元器件的焊接,如电子线路板、电容器、电感器、晶体管等。
锡铅焊料的应用主要有以下几个方面:1、焊接质量可靠:锡铅焊料的焊点强度高、耐热性好,能够保证焊接质量的可靠性。
2、焊接工艺简单:锡铅焊料的熔点低,易于熔化和流动,适合手工、自动化和波峰焊接工艺等。
3、成本低廉:锡铅焊料的原材料价格低廉,生产成本也相对较低。
4、环保性好:锡铅焊料的环保性能较好,不会对环境造成污染。
三、锡铅焊料的研究锡铅焊料的研究主要集中在以下几个方面:1、锡铅焊料的合金化研究:通过添加其他金属元素,改善锡铅焊料的性能和焊接质量。
2、锡铅焊料的熔点控制研究:通过控制锡铅焊料的成分和加工工艺,调节锡铅焊料的熔点,以适应不同的焊接工艺和焊接材料。
3、锡铅焊料的环保性研究:通过寻找新的替代材料,改善锡铅焊料的环保性能,减少对环境的影响。
4、锡铅焊料的应用研究:通过研究锡铅焊料在不同电子元器件的焊接中的应用,提高焊接质量和生产效率。
四、总结锡铅焊料作为电子工业中常用的一种焊接材料,其熔点对于焊接质量和焊接工艺有着重要的影响。
锡铅焊料的应用和研究,不仅能够提高焊接质量和生产效率,还能够推动电子工业的发展和创新。
因此,我们需要加强对锡铅焊料的研究和应用,以满足电子工业的需求和要求。
锡焊料相关标准

铅及铅合金1.电解沉积用铅阳极板(YS/T498-2006)2.铅及铅锑合金板(GB/T1470-2014)3.铅及铅锑合金管(GB/T1472-2014)4.铅及铅锑合金棒和线材(YS/T636-2007)5.保险铅丝(GB3132-1982)6.高纯铅(YS/T265-2012)7.粗铅(YS/T71-2013)8.铅锭(GB/T469-2013)9.再生铅及铅合金锭(GB/T21181-2007)10.铅及铅合金废料(GB/T13588-2006)锡及锡合金1.锡阳极板(GB/T2056-2005)2.免清洗焊接用焊锡丝(SJ/T11168-1998)3.锡铅钎料(GB/T3131-2001)4.铸造锡铅焊料(GB/T8012-2013)5.无铅锡基焊料(YS/T747-2010)6.高纯锡(YS/T44-2011)7.锡粉(GB/T26304-2010)8.电子产品焊接用锡合金粉(SJ/T11391-2009)9.锡锭(GB/T1599-2014)10.锡阳极泥(YS/T992-2014)11.锡及锡合金废料(GB/T21180-2007)12.GBT 20422-2018 无铅钎料13.GBT 29089-2012球形焊锡粉14.GBT 31475-2015 电子装联高质量内部互连用焊锡膏15.GBT 6208-1995钎料型号表示方法16.GBT 728-2010 锡锭17.SJT11273-2002 免清洗液态助焊剂18.GBT 9491-2002 锡焊用液态焊剂(松香基)19.SJ 2660-1986 软钎焊用树脂系焊剂试验方法20.SJ-2659-86 电子工业用树脂芯焊锡丝和软钎焊用树脂系焊剂试验方法21.SJ_T 11319-2005 动态氧化渣试验方法22.GBT 15829-2008 软钎剂分类与性能要求23.GB-T 8146-2003 松香试验方法24.GBT 11364-2008 钎料润湿性试验方法25.SJ 11389-2009无铅焊接用助焊剂26.SJ 11390-2009无铅焊料试验方法27.GBT 10574.1-2003 锡铅焊料化学分析方法锡量的测定28.SJT 11186-1998 锡铅膏状焊料通用规范29.GB/T 11364-2008 钎料润湿性试验方法30.GB/T 31985-2015光伏涂锡焊带31.SJ/T 11519-2015电子连接用镀锡铜线规范32.GB/T 4910-2009镀锡圆铜线33.YS/T 866-2013电容器端面用无铅锡基喷金线34.YS/T 523-2011锡、铅及其合金箔和锌箔35.GB/T 2056-2005电镀用铜、锌、镉、镍、锡阳极板36.GB/T 3260.10-2013锡化学分析方法37.GB/T 2424.17-2008电工电子产品环境试验第2部分:试验方法试验T:锡焊试验导则38.电工电子产品环境试验第2部分:试验方法试验T:锡焊GB/T 2423.28-200539.ISO 9453:2014 焊料合金-化学成分与形式40.ISO 9455 也对一系列助焊剂(焊接辅料)各项性能指标测试41.ASTM B32-2004 金属软钎料规程42.GB/T 17461-1998金属覆盖层锡-铅合金电镀层43.GB/T 17462-1998金属覆盖层锡-镍合金电镀层44.J-STD-004助焊剂要求45.J-STD-005焊膏要求46.J-STD-006电子焊接领域电子级焊料合金及含助焊剂与不含助焊剂的固体焊料的要求47.TM-650所有试验检测方法48.IPC-HDBK-005焊膏评估指南\49.JIS Z 3197-1999 树脂型助焊剂试验方法50.JIS Z 3198 1-7 2003无铅焊料试验方法:熔化温度,机械拉伸,铺展,焊点拉伸与剪切,QFP拉伸,润湿平衡及接触角,片式元件焊点的剪切试验51.JIS Z 3282-2006树脂芯焊料52.JIS Z 3 284-2014锡膏53.JIS Z 3910-1990锡铅焊料化学分析方法。