压力容器合格证
法规、规范关于压力容器出厂资料的规定

国家法规、规范关于压力容器出厂资料的规定
一、《中华人民共和国特种设备安全法》
第二十一条特种设备出厂时,应当随附安全技术规范要求的设计文件、产品质量合格证明、安装及使用维护保养说明、监督检验证明等相关技术资料和文件,并在特种设备显著位置设置产品铭牌、安全警示标志及其说明。
二、《特种设备安全监察条例》
第十五条特种设备出厂时,应当附有安全技术规范要求的设计文件、产品质量合格证明、安装及使用维修说明、监督检验证明等文件。
三、《固定式压力容器安全技术监察规程》
4.1.4.1 产品出厂资料通用要求
压力容器出厂时,制造单位应当向用户至少提供以下技术文件和资料:
(1)竣工图样,竣工图样上应当有设计单位许可印章(复印章无效),并且加盖竣工图章(竣工图章上标准制造单位名称、制造许可证编号、审核人的签字和“竣工图”字样);如果制造中发生了材料代用、无损检测方法改变、加工尺寸变更等,制造单位按照设计单位书面批准文件的要求在竣工图样上作出清晰标注,标注处有修改人的签字及修改日期;
(2)压力容器产品合格证(含产品数据表,式样见附件B)、产品质量证明文件(包括主要受压部件材质证明书、材料清单、质量计划或者检验计划、结构尺寸检查报告、焊接记录、无损检测报告、热处理报告及自动记录曲线、耐压试验报告及泄漏试验报告等)和产品铭牌的拓印件或者复印件;
(3)特种设备制造监督检验证书(适用于实施监督检验的产品);
(4)设计单位提供的压力容器设计文件。
2020年6月9日整理。
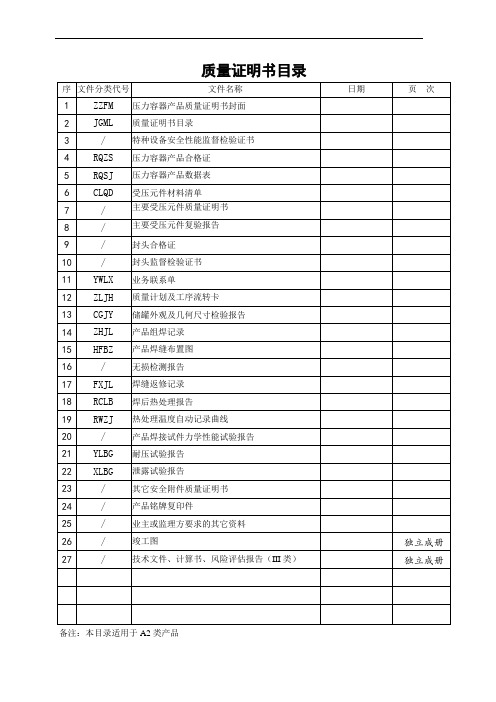
质量证明书目录
ZHJL
产品组焊记录
16
QHHC
球形储罐焊后几何尺寸检验报告
17
QZAJ
球形储罐支柱安装检验记录
18
/
焊接材料质量证明书
19
/
焊接材料复验报告
20
QHFX
球形储罐现场组焊焊缝返修记录
21
/
无损检测报告
22
QRCL
球形储罐焊后整体热处理报告
23
QRRF
球罐焊后整体热处理热电偶分布图
24
RCLJ
承压设备现场焊后热处理记录表
5
RQSJ
压力容器产品数据表
6
QGJG
球形储罐交工验收证明书
7
QHZP
球形储罐组焊质量评定书
8
YWLX
业务联系单
9
ZLJH
质量计划及工序流转卡
10
QZJY
球壳板、支柱到货检验报告
11
QJYS
球形储罐基础验收记录
12
QHQJ
球形储罐焊前组装检验记录
13
QZAH
球壳板制造与安装编号对照表
14
QHFG
球形储罐组焊焊缝及焊工分布图
独立成册
备注:本目录适用于球罐现场组焊
22
XLBG
泄露试验报告
23
/
其它安全附件质量证明书
24
/
产品铭牌复印件
25
/
业主或监理方要求的其它资料
26
/
竣工图
独立成册
27
/
技术文件、计算书、风险评估报告(III类)
独立成册
备注:本目录适用于A2类产品
质量证明书目录
压力容器使用登记管理规定
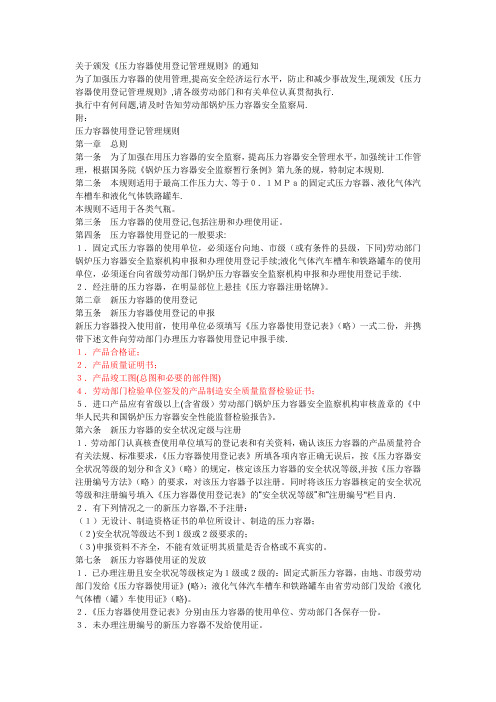
关于颁发《压力容器使用登记管理规则》的通知为了加强压力容器的使用管理,提高安全经济运行水平,防止和减少事故发生,现颁发《压力容器使用登记管理规则》,请各级劳动部门和有关单位认真贯彻执行.执行中有何问题,请及时告知劳动部锅炉压力容器安全监察局.附:压力容器使用登记管理规则第一章总则第一条为了加强在用压力容器的安全监察,提高压力容器安全管理水平,加强统计工作管理,根据国务院《锅炉压力容器安全监察暂行条例》第九条的规,特制定本规则.第二条本规则适用于最高工作压力大、等于0.1MPa的固定式压力容器、液化气体汽车槽车和液化气体铁路罐车.本规则不适用于各类气瓶。
第三条压力容器的使用登记,包括注册和办理使用证。
第四条压力容器使用登记的一般要求:1.固定式压力容器的使用单位,必须逐台向地、市级(或有条件的县级,下同)劳动部门锅炉压力容器安全监察机构申报和办理使用登记手续;液化气体汽车槽车和铁路罐车的使用单位,必须逐台向省级劳动部门锅炉压力容器安全监察机构申报和办理使用登记手续. 2.经注册的压力容器,在明显部位上悬挂《压力容器注册铭牌》。
第二章新压力容器的使用登记第五条新压力容器使用登记的申报新压力容器投入使用前,使用单位必须填写《压力容器使用登记表》(略)一式二份,并携带下述文件向劳动部门办理压力容器使用登记申报手续.1.产品合格证;2.产品质量证明书;3.产品竣工图(总图和必要的部件图)4.劳动部门检验单位签发的产品制造安全质量监督检验证书;5.进口产品应有省级以上(含省级)劳动部门锅炉压力容器安全监察机构审核盖章的《中华人民共和国锅炉压力容器安全性能监督检验报告》。
第六条新压力容器的安全状况定级与注册1.劳动部门认真核查使用单位填写的登记表和有关资料,确认该压力容器的产品质量符合有关法规、标准要求,《压力容器使用登记表》所填各项内容正确无误后,按《压力容器安全状况等级的划分和含义》(略)的规定,核定该压力容器的安全状况等级,并按《压力容器注册编号方法》(略)的要求,对该压力容器予以注册。
TSG-R0004-2009《固定式压力容器安全技术监察规程》

释义:为了和国际接轨并为今后信息化管理创造条 件,增加了产品数据报告的要求,明确了产品质量证明 文件应包括的内容,增加了材料清单、质量计划或者检 验计划、焊接记录3种质量证明文件。材料清单中应列 出该容器产品各受压部件图纸代号、所用材料的牌号、 炉批号、质量证明书编号等。产品质量计划或者检验计 划是国际通用做法,是该容器所有检验要求、实施时间、 检验人员签字、工序流转的汇总记录表,能充分表明该 产品所经历的检验,并能有效地控制工序流转,目前的 质量体系要求制定质量计划,是应当推广的重要质量证 明文件。焊接记录应当记录各焊缝编号、焊接工艺 (WPS编号)、焊工代号、施焊时间等;焊接记录与施 焊记录不同,是针对整台容器的全面焊接情况记录,而 施焊记录一般是针对焊工的,是焊工进行焊接作业的详 细工作记录,包括焊缝编号、焊接工艺(WPS编号)、 焊工代号、施焊时间、焊材及其数量、焊接设备、电流、 电压、检验人员等。 为有效利用现代复制技术,将“产品铭牌的拓印件” 改为“产品铭牌的拓印件或者复印件”。
TSG
R0004—2009(4.5.3.2.1)基本比例要求 压力容器对接焊接接头的无损检测比例,一般分为全部 (100%)和局部(大于等于20%)两种。碳钢和低合金钢制低 温容器,局部无损检测的比例应当大于等于50%。 TSG R0004—2009(4.5.3.2.2)全部射线检测或超声检测 (1)设计压力大于等于1.6MPa的第Ⅲ类压力容器。 (2)按分析设计标准制造的压力容器。 (3)采用气压试验或者气液组合压力试验的压力容器。 (4)焊接接头系数取1.0的压力容器以及使用后无法进行内 部检验的压力容器。 (5)标准抗拉强度下限值大于或者等于540MPa的低合金钢制 压力容器,厚度大于20mm时,其对接接头还应当采用本规程 1.5.3.1第(1)项所规定的与原无损检测方法不同的检测方 法进行局部监测,该局部检测应当包括所有的焊缝交叉部位。 (6)设计图样和本规程引用标准要求时。
压力管道、压力容器申报流程

3、申请单位提交压力管道、压力容器相关材料→组织资料审核→到当地技术质量监督局办理批准手续。
4、在办理过程中,对压力管道、压力容器上所用的安全阀、压力表到当地校验检测单位进行校验,为工程安装做准备。
5、通知建设单位将以后的压力管道、压力容器操作人员到当地培训拿压力管道、压力容器的操作工证书,为办理压力管道、压力容器使用证书做准备。
压力管道、压力容器申报流程
1、项目压力管道、压力容器在安装施工前先熟悉蓝图内管道、容器的类型及类别。
2、准备好如下申报开工告知内容给予当地质量技术监督局申报:
特种设备安装改造维修告知书(一式四份);
压力管道、压力容器安装合同;
压力管道、压力容器施工蓝图一份(蓝图上必须有工程施工图设计出图专用章、特种设备设计许可印章);
压力容器产品质量证明书、合格证;
建设单位根据当地要求进行编制压力管道、压力容器管理制度;
压力管道按照质量证明书;
压力管道按照竣工图(单线图);
10、以上资料齐全后一般在10-15个工作日内完成办理使用登记证书。
9办理压力管道压力容器使用登记证书申报如下压力管道压力容器安全性能监督检验证书压力管道注册登记表压力容器登记卡一式三份每页盖公章建设单位操作人员的特种设备作业人员资格证压力容器压力管道使用安全管理的有关规章制度和事故应急救援预案建设单位营业执照组织机构代码压力容器设计文件图纸压力容器产品质量证明书合格证建设单位根据当地要求进行编制压力管道压力容器管理制度压力管道按照质量证明书压力管道按照竣工图单线图10以上资料齐全后一般在1015个工作日内完成办理使用登记证书
6、技监局办理批准到施工现场进行检查、监检。
7、在施工完成至压力管道、压力容器系统水压(空压)时,需请当地锅检所、监理、业主(管理公司)、施工方到现场进行检查、验收,并办理试压的资料登记。
TSG07-2019压力管道产品质量证明书-合格证+检验记录

MR3.10-04 压力容器
产
品
质
量
证
明
书
湖北·仙桃市XXXXXX有限公司
目录
压力容器
产品质量证明书产品名称
产品编号
质量保证工程师(签章)
单位法定代表人(签章)
质量检验专用(公章)
产品合格证
制造单位
制造许可证编号
产品名称类别
设计单位设计批准书编号
图号订货单位
产品编号制造编号
制造完成日期年月日
本压力容器产品经质量检验符合《压力容器安全技术监察规程》、设计图样和技术条件的要求
质量总检验员签字年月日
质量检验专用(公章)年月日
产品技术特性
产品编号
年月日
产品主要受压元件使用材料一览表
产品编号:
注:含焊接材料审核人:填表人:年月日
年月日
产品焊接试板力学和弯曲性能检验报告
理化责任师:填表人:年月日
压力容器外观及几何尺寸检验报告
检验责任师:检验员:年月
焊缝射线检查报告
渗透检测报告
焊缝超声波检测报告产品编号
钢板、锻件超声波检测报告产品编号
热处理检验报告
产品编号
审核人:检查员:年月日
压 力 试 验 检 验 报 告
水压
产品制造变更报告
产品质量信息反馈单
电话:。
压力容器报审材料
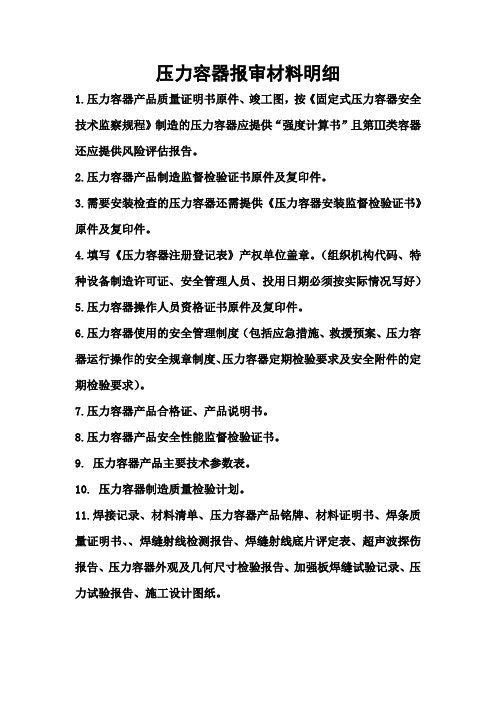
压力容器报审材料明细
1.压力容器产品质量证明书原件、竣工图,按《固定式压力容器安全技术监察规程》制造的压力容器应提供“强度计算书”且第Ⅲ类容器还应提供风险评估报告。
2.压力容器产品制造监督检验证书原件及复印件。
3.需要安装检查的压力容器还需提供《压力容器安装监督检验证书》原件及复印件。
4.填写《压力容器注册登记表》产权单位盖章。
(组织机构代码、特种设备制造许可证、安全管理人员、投用日期必须按实际情况写好)
5.压力容器操作人员资格证书原件及复印件。
6.压力容器使用的安全管理制度(包括应急措施、救援预案、压力容器运行操作的安全规章制度、压力容器定期检验要求及安全附件的定期检验要求)。
7.压力容器产品合格证、产品说明书。
8.压力容器产品安全性能监督检验证书。
9. 压力容器产品主要技术参数表。
10. 压力容器制造质量检验计划。
11.焊接记录、材料清单、压力容器产品铭牌、材料证明书、焊条质量证明书、、焊缝射线检测报告、焊缝射线底片评定表、超声波探伤报告、压力容器外观及几何尺寸检验报告、加强板焊缝试验记录、压力试验报告、施工设计图纸。
压力容器产品合格证产品数据表及产品铭牌

日期:)签章(质量保证工程师:
产品质量检验专用章月年日
注:本合格证包括所附的压力容器产品数据表,制造单位应当按照特种设备信息化的要求,将其信息输入特种设备的设备数据库。.
b
附表压力容器产品数据表编号:
设备类别
压力容器品种固定式压力容器
产品名称
产品编号
设备代码
压力容器类别
产品标准
设计使用年限
主要参数
容器容积
3m
mm容器内径
容器高(长)
mm
材料
壳体
厚度
mm壳体
壳体和封头重量
kg
封头
mm封头
内件重量
kg
内衬
mm内衬
充装重量
kg
夹套
mm夹套
设计压力
壳程
MPa
设计温度
℃壳程
最高允许工作压力
壳程
管程
MPa
℃管程
管程
夹套
MPa
℃夹套
夹套
壳程介质
管程介质
夹套介质
结构型式
主体结构型式
设计压力产品编号.
●
壳体壳程()MPa
耐压试验压力容器MPa
MPa
压力类别最高允许MPa月日制造日期MPa
年工作压力
设计温度kg℃容器净重℃
2工作介质换热面积m
折流板间距mm主体材料
制造许可制造许可产品标准证编号级别
制造单位
使用登记证编号设备代码
铭牌的拓印件或者复印件存于压力容器产品质量证明书中
产品名称压力容器产品编号制造日期类别
最高允许耐压试验MPa
MPa设计压力压力工作压力kg℃主体材料设计温度容器净重
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
本产品在制造过程中经过质量检验,符合《固定式压力容器安全技术监察规程》及设计图样、相 关技术标准和订货合同的要求。
检验责任工程师(签章)
:
日期:
质量保证工程师(签章)
:
日期:
产品质量检验专用章
20年 月
日
XXX有限公司
压力容器产品合格证
记录编号
XXXX-XX-XX-X
工程名称:XXXXXXX
有限公司
CNG加气站
制造单位
XXXXXXX有限公司
组织机构代码
制造许可证编号
产品名称
储气井
制造许可证级别
A1级
产口口编号
设备代码
产品图号
压力容器类别
三类
设计单位
组织机构代码
设计许可证编号
设计日期