多功能充电器外壳注射模具设计
手机充电器外壳的成形模具设计

毕业设计题目手机充电器外壳的成形模具设计系别专业班级姓名学号指导教师日期设计任务书设计题目:手机外壳充电器设计要求:1.设计一个手机充电器外壳;2.了解所要生产塑料制品所用的设备;3.设计的思路要清晰、明确;4.正确分析并描绘塑件的工艺,材料的正确性及一些相关参数;5.选材要注意经济性、实用性等;设计进度:11月26日-11月30日收集资料;12月1 日-12月5日整理设计思路并计算;12月6日-12月14日模具的总体设计;12月15日-12月22日校核模具的相关参数;12月23日-12月25日打印并上缴论文;12月26日-12月31日论文答辩。
指导教师(签名):机电系20**届毕业生毕业设计答辩记录记录教师(签名):目录摘要 (6)前言 (7)一、塑件工艺分析 (8)1.1塑件设计要求 (8)1.2塑件生产批量要求 (8)1.3塑件的成型要求 (8)1.4丙烯腈-丁二烯-苯乙烯共聚物(ABS) (9)1.5材料的确定及相关参数 (9)二、基本结构 (12)2.1、模具的成形方法 (12)2.2、型腔的布置 (12)2.3选择浇注系统 (13)2.4冷却系统的设计 (15)2.5确定推出方式 (17)2.6侧向抽芯机构 (17)2.7模具的结构形式 (18)三、模具设计的有关计算 (18)3.1注射机的选择 (18)3.2、模具成形尺寸设计计算 (19)四、注塑机参数校核 (20)4.1最大注射量校核 (20)4.2锁模力校核 (21)4.3模具与注塑机安装部分相关尺寸校核 (21)4.4模具闭合高度校核 (21)4.5开模行程校核 (22)4.6模具结构、尺寸的设计计算 (22)4.7型腔结构 (22)4.8型芯结构 (23)4.9导向机构 (23)4.10复位杆 (24)4.11拉料杆 (25)4.12推件杆 (26)4.13推出结构 (26)五、塑料注射模具技术要求及总装技术要求 (28)5.1零件的技术要求 (28)5.2总装技术要求及装配图 (28)结论 (31)致谢 (32)参考文献 (32)这套设计共花我4周的时间从图书馆查资料、和同学们讨论、分析和整理成文,决定做手机充电器外壳的设计。
双色注射模具设计10个实例(经典案例)

双⾊注射模具设计10个实例(经典案例)这是⼀款⼿机护套,如下图产品分析:此款为某品牌⼿机的外圈护套,由⼆种塑料(PC+TPE)组成。
由于要求外形美观光滑,分模线必须做在内侧圆弧切点,所以外模要四⾯滑开,再看内侧,四周全部是内扣的,必须全⽅位内抽芯,也就是俗称的“爆炸芯”。
关于“爆炸芯”的模具结构,假如是普通的注塑模具,已经有⾮常经典的机构,我下⾯将有详细的介绍。
现在问题是双⾊模具,有⼆组动模和⼆组定模,⼆组动模的所有部件是完全⼀致的,要在双⾊注塑机的转盘上进⾏180度旋转,⼆种不同的塑料分别射进模腔,注射硬胶(PC)时动模的顶出机构和抽芯机构不动作,再注射软胶(TPE)并开模后,对准软胶料筒的⼀侧的动模的抽芯机构和顶出机构才开始动作,将完整的双⾊制品顶出。
由于动模旋转后,交换⼜合模后的浇⼝必须在同⼀位置,所以软胶和硬胶的浇⼝的处理显得令⼈困惑。
由于模具必须四周都要进⾏“内外同抽”,内、外滑块怎样排列,轨道设置在哪⾥?这个问题同样有被逼⼊墙⾓的感觉。
且不谈模具滑块机构的复杂性,我们从双⾊模具的基本原理来考虑,硬胶部分的成型和内外同抽机构是⼀定要设置在定模⼀侧的,软胶部分的成型机构也要设置在定模。
⽽且这个部分是由内外同抽的机构组成的凸起插⼊到动模的凹槽中。
转盘旋转180度后,这组凸起刚好插⼊到另外⼀个动模的凹槽中。
也就是说,⼆个定模上的由内外同抽滑块组成的凸起的外部形状和尺⼨是完全相同的。
仅仅是成型软胶和硬胶的型⾯不同⽽已。
问题的难点是,这个凸起会分成上下⼆层,⼀层向外移动,另⼀层向内移动,也就是俗称的“内外同抽”,合成的凸起的侧⾯是⼀个统⼀的斜⾯,但是,传统的滑块必须要有滑动轨道等必要的条件,怎样设置轨道?这便成了本案例的核⼼问题。
我是这样设置动模部分的凹槽和定模部分凸起的。
动模的凹槽是这样的。
下⾯我们来探讨定模部分的设计1.01定模内外同抽的设计基本机构是这样的当A板和定模底板分开35mm后拨块拨动内滑块,同时通过齿轮的传动,外滑块向外移动。
基于UG充电器外壳多工位级进模设计
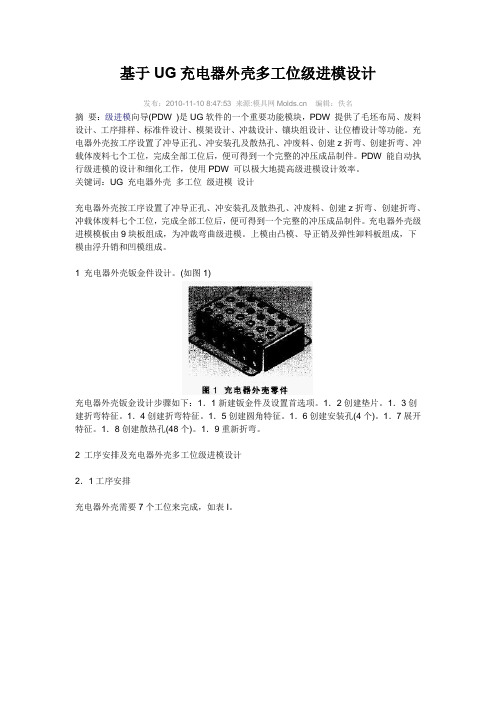
基于UG充电器外壳多工位级进模设计发布:2010-11-10 8:47:53 来源:模具网 编辑:佚名摘要:级进模向导(PDW )是UG软件的一个重要功能模块,PDW 提供了毛坯布局、废料设计、工序排样、标准件设计、模架设计、冲裁设计、镶块组设计、让位槽设计等功能。
充电器外壳按工序设置了冲导正孔、冲安装孔及散热孔、冲废料、创建z折弯、创建折弯、冲载体废料七个工位,完成全部工位后,便可得到一个完整的冲压成品制件。
PDW 能自动执行级进模的设计和细化工作,使用PDW 可以极大地提高级进模设计效率。
关键词:UG 充电器外壳多工位级进模设计充电器外壳按工序设置了冲导正孔、冲安装孔及散热孔、冲废料、创建z折弯、创建折弯、冲载体废料七个工位,完成全部工位后,便可得到一个完整的冲压成品制件。
充电器外壳级进模模板由9块板组成,为冲裁弯曲级进模。
上模由凸模、导正销及弹性卸料板组成,下模由浮升销和凹模组成。
1 充电器外壳钣金件设计。
(如图1)充电器外壳钣金设计步骤如下:1.1新建钣金件及设置首选项。
1.2创建垫片。
1.3创建折弯特征。
1.4创建折弯特征。
1.5创建圆角特征。
1.6创建安装孔(4个)。
1.7展开特征。
1.8创建散热孔(48个)。
1.9重新折弯。
2 工序安排及充电器外壳多工位级进模设计2.1工序安排充电器外壳需要7个工位来完成,如表I。
2.2充电器外壳多工位级进模设计2.2.1特征识别:对钣金零件的一些特征进行识别,并将零件的某些特征分类为某种冲压工序。
有12个特征无法构建,无法识别的特征是无法展开的。
2.2.2初始化项目和特征前处理(1)初始化项目:产生各种文件,文件以树的方式进行组织。
(2)特征前处理:将弯曲、冲孔等特征进行分类,通过分类可以确定该零件所需要的冲压工艺。
2.2.3 创建毛坯:将钣金件零件全部展开得到毛坯。
2.2.4 毛坯布局:即排样,它直接关系到成本、材料利用率以及模架结构合理性等方面,螺距为160mm,宽度为160ram。
5号电池充电器外壳的塑件注射模毕业设计说明书
第一章概论模具是工业生产中的重要工艺装备模具工业是国民经各部门发展的重要基础之一。
塑料模具是指用于成型塑料制件的模具,它是型腔模的一种类型。
模具设计水平的高低、加工设备的好坏、制造力量的强弱模具质量的优劣,直接影响着许多新产品的开发和老产品的更新换代,影响着产品质量和经济效益的提高。
在现代塑料制件的生产中,采用合理的加工工艺,高效设备,先进的模具。
塑料成型技术的发展趋势是:1.1模具的标准化。
在本次设计中,采用中小型标准注模架,标准件标准导向元件,标准模板等。
一、模具加工技术的革新。
二、各种新材料的研制和应用。
三、C A D/C A M/C A E技术的应用。
塑料成型加工技术发展很快,塑料模具的各种结构也在不断创新,所以我们在学习模具设计与成型工艺的同时还要了解塑料模具的新技术、新工艺、新材料的发展状态。
学习和掌握新知识,为振兴我国的塑料成型加工技术做出贡献。
第 1 页共24 页第二章设计任务书2.1设计题目本次设计的题目是5号电池充电器外壳的注射模设计。
2.2设计任务书1.一套产品零件图;2.模具总装配图一张(A1图纸);3.所有非标准件图纸;4.模具主要成型零件的加工工艺(凹模、凸模、型芯);5.说明书一份。
说明:所有图纸和说明书一律用计算机打印,严格按照要求完成设计。
第2页共24 页第三章产品零件的工艺分析3.1塑件分析初步了解毕业设计的内容——5号电池充电器外壳。
分析零件的产品图,研究其尺寸、公差、技术要求等。
初步拟订设计方案。
此产品是充电器外壳,所以在设计时要注意其表面的粗糙度,要使表面光滑,达到效果。
零件采用三向侧抽芯成型。
塑件的尺寸精度要求一般。
由于塑件表面光滑度较高,因此塑件采用潜伏浇口。
此塑件的零件图如下图(图1—1)图1—13.2 塑件的成型特性3.2.1 对零件的分析得塑件材料取A B S(丙烯腈-丁二-苯乙烯共聚物)。
第 3 页共24 页3.2.2ABS的基本特性1 ABS良好的综合力学性能,耐化学腐蚀性及表面硬度、韧性强,有良好的加工性和染色性能。
注射模设计说明说

《塑料成型工艺与模具设计》课程设计注射模具设计说明书姓名:陈滔所在院系:机电工程学院所学专业:模具设计与制造专业班级:模具0901班学号:200914200212指导老师:郑英成绩:湖南交通职业技术学院2011年6月设计任务书1 课程设计的任务与内容1、设计任务矩形盖材料为晴-丁二烯—苯乙烯(ABS)塑料制品的注塑模设计.2、设计依据根据塑料制品课程设计的产品进行注射模具设计3、设计内容(1)绘出产品图(用#2图纸)(2)模具设计绘出模具总装图(用#1图纸);型腔、型芯图(用#32图纸);~模具其余各零件图绘在说明书内容的相应位置中。
(3)编写出设计说明书2 时间与进度安排课程设计在2011年6月13日——28日内完成,设计进度大体安排如下:6月13——19日:完成产品图设计及模具设计的有关计算;6月19—-25日:完成模具设计;2011年6月28日交设计资料.3 设计要求(1)设计内容完整合理,文理通顺,层次分明。
(2)参数选取恰当,数据准确无误.(3)论理论据充分,资料来源可靠。
(4)图纸试图正确,图面整洁规范.(5)按时完成任务。
目录设计任务书 (2)1 课程设计的任务与内容 (2)2 时间与进度安排 (2)3 设计要求 (2)前言 (4)第一章模具工艺规程的编制 (5)1 塑件的原材料分析 (5)1.1塑件的结构和尺寸精度及表面质量分析 (5)1.2注塑模工艺 (6)第二章注射机的选择 (7)1 脱模力计算 (7)2 注射机选择 (7)第三章塑料在模具中的位置 (8)1 型腔数量及排列方式 (8)1。
1计算产品体积 (8)1.2脱模力计算 (8)1。
3型腔数量的确定 (8)2 分型面的设计 (9)第四章浇注系统与排溢系统的设计 (10)1 主流道的设计 (10)1。
1主流道的形式和尺寸如图四 (10)1。
2主浇道的体积计算 (10)2 浇口的设计 (11)3 排溢系统设置 (11)第五章成型零件设计 (12)1 成型零件的结构设计 (12)1.1凹模结构设计 (12)1。
塑料端盖注射模课程设计
目录一、塑件成型工艺性分析 (2)二、拟定模具的结构形式和初选注射机 (3)三、浇注系统的设计 (5)四、成型零件的结构设计及计算 (10)五、模架的确定 (11)六、排气槽的设计 (12)七、脱模推出机构的设计 (12)八、冷却系统的设计 (14)九、导向与定位结构的设计 (16)十、模具的装配 (16)结论 (19)参考文献 (20)错误!未找到引用源。
一、塑件成型工艺性分析1.1 塑件的分析(1)外形尺寸该塑件壁厚为3mm,塑件外形尺寸不大,塑料熔体流程不太长,塑件材料为热塑性塑料,流动性好,适合注射成型。
(2)精度等级每个尺寸公差不一样,按实际公差进行计算。
(3)脱模斜度HIPS成型性能良好,成型收缩率较小,参考文献[1]表2-10选择塑件上型芯和凹模统一脱模斜度为1°1.2 HIPS工程塑料性能分析HIPS为乳白色不透明颗粒。
密度为1.05g/cm3,熔融温度150℃―180℃,热分解温度300℃。
溶于芳香烃,氯化烃,酮类和酯类。
能耐许多矿物油,有机酸,盐,碱,低级醇及其水溶液,不耐沸水。
HIPS是最便宜的工程塑料之一。
其性能见表1—1。
【1】表1-11.3 HIPS的注射成型过程及工艺参数1)注射成型过程(1)成型前的准备。
对HIPS的色泽、粒度和均匀度进行检验,HIPS成型前需进行干燥,处理温度60℃—80℃,干燥时间2h。
(2)注射过程。
塑料在注射机料筒内经过加热、塑化达到流动状态后,由模具的浇注系统进入模具的型腔进行成型,其过程可分为充模、压实、保压、倒流和冷却五个阶段。
(3)塑件的后处理(退火)。
退火处理的方法为红外线灯、烘箱,处理温度为70℃,处理时间2h—4h。
2)注射工艺参数[1](1)注射机:螺杆式,螺杆转速为48r/min。
(2)料筒温度t/:前段170—190℃;中段170—190℃;后段140—160℃。
(3)模具温度t/: 32—65℃(4)注射压力p/M Pa:60—100M Pa.。
模具毕业设计84万能手机电池充电器外壳注塑模设计及编程
1 注射成形的基本过程
注射成形又称注射模塑,是热塑性塑料,是热塑性塑料制件的一种主要成形方法,除个别热塑性 塑料外,几乎所有的热塑性塑料都可以用此方法成形。 注射成形可成形各种形状的塑料制件, 它的特点是成形周期短, 能一次成形外形复杂, 尺寸精密, 带有嵌件的塑料制件,且生产效率高,易于实现自动化生产,所以广泛用于塑料制件的生产及批量较 小的塑料制件的生产。注射成形所用的设备式注射机,目前的注射机种类很多,但普遍采用的是柱塞 式注射机和螺杆式注射机。 1.1 注射成形的原理 注射成形的原理是将颗粒状态成粉状塑料从注射机的料斗送进加热的料筒中, 经过加热熔融塑化 成为粘流态熔体,在注射机柱塞或螺杆的高压推动下,以很大的流速通过喷嘴注入模具型腔,经一定 时间的保压冷却定型后可保持模具型腔所赋予的形状,然后开模分型获得成行塑件,这样就完成了一 次注射工作循环。 1.2 注射成形的工艺过程 注射成形工艺过程包括:成形前的准备、注射成形过程以及塑件的后处理三个阶段。 1.2.1 成形前的准备 A.原料外观的检验和工艺性能的测定,检验内容包括对色泽、粒度及均匀性流动性、热稳定性 及收缩率的检验。 B.物料的预热和干燥,对于吸水性强的塑料, ,在成形前应进行干燥处理,不然塑料制件表面会 出现斑纹和气泡等缺陷,甚至发生降解,严重影响塑料制件的外观和内在质量,故对物料应进行充分 的预热和干燥。 C.嵌件的预热,在成形带金属嵌件,特别是带较大的嵌件的塑件时,嵌件放入模具之前必须预 热,以减少物料和嵌件的温度差,降低嵌件周围塑件的收缩应力,保证塑件质量。 D.料筒的清洗,当改变产品,更换原料及颜色时均需清洗料筒,通常柱塞式料筒可拆卸清洗, 而螺杆式料筒可采用对空注射法清洗。 E.脱模剂的选用,塑料制件的脱模,主要依赖于合理的工艺条件和正确的模具设计,在生产上 为顺利脱模,通常使用脱模剂。 1.2.2 注射成形过程 注射成形过程包括加料、加热塑化、加压注射、保压、冷却定型、脱模等工序,但实质上将主要 是塑化、注射充模和冷却定型等基本过程。 (1)塑化是指粉状或粉状的物料在料筒内加热熔融成粘流态并具有良好的可塑性的全过程,对
手机充电器外壳的注塑模具设计
编号本科毕业设计题目:手机充电壳的注塑模具设计学院:机械工程学院专业:材料成型及控制工程年级: 13级姓名:冯旭阳指导教师:霍春明完成日期: 2017年5月8日充电器外壳注塑模设计摘要本文主对一种注塑模具的设计方法进行了详细的描述,这种注塑模具是一种充电器外壳的模具。
在分析了充电器外壳制作流程中的材料的性能、成型和结构工艺性等特点以后,对相关的成型设备的进行了选型。
并且在此基础上选取了注塑模合适的分型面,确定了合适数目的型腔并对其位置进行了布置。
同时对在成型过程中的各个系统和结构的设计进行了详细的分析和介绍,包括浇注系统和冷却系统的设计以及定向机构和脱模机构等机构。
本文还对模具的材料进行了选择,并且给出了注射机的相关的工作参数。
在经过具体的分析和设计的基础上,详细了解释了本模具的工作原理和安装调试的具体的过程,并且对在这个过程中可能出现的问题进行分析和优化。
关键词:注塑模具;充电器外壳;三板模;浇注系统;脱模机构;定距分型机构。
The mould injection design of charger shell AbstractThis paper describes the design of an injection mold in detail, this injection mold is a charger shell mold. After analyzing the performance, molding and structural process of the material in the manufacturing process of the charger shell, the relevant molding equipment was selected. And the appropriate parting surface of the injection mold is selected, and the appropriate number of cavities are determined and their positions are arranged. At the same time, the design of each system and structure in the forming process is analyzed and introduced in detail, including the design of the pouring system and the cooling system, as well as the orientation mechanism and the stripping mechanism. The material of the mold is also selected, and the relevant working parameters of the injection machine are given. Based on the detailed analysis and design, the paper explains in detail the working principle of the mold and the specific process of installation and commissioning, and analyzes and optimizes the problems that may arise in this process.Keyword:injection mold; charger shell; three plate mold; pouring system;stripping mechanism; fixed pitch classification mechanism.目录摘要................................................................................................................................. Abstract ........................................................................................................................... 第一章绪论....................................................................................................................1.1 选题的依据及意义..................................................................................................1.2 国内外研究现状及发展趋势.................................................................................. 第二章充电器外壳工艺性分析....................................................................................2.1 材料性能.................................................................................................................. 第三章充电器外壳注塑模具的结构设计....................................................................3.4.2 分流道截面设计及布局.......................................................................................3.4.3 浇口设计及位置选择...........................................................................................3.4.4 冷料穴设计...........................................................................................................3.4.5 浇口套的设计.......................................................................................................3.5.1 型腔、型芯结构设计...........................................................................................3.5.2 成型零件工作尺寸计算.......................................................................................3.7.1 脱模力计算...........................................................................................................3.7.2 浇注系统凝料脱出机构....................................................................................... 第四章注射机相关参数校核........................................................................................ 第五章模具的工作原理及安装、调试........................................................................5.1模具的工作原理.......................................................................................................5.2 试模.......................................................................................................................... 总结.................................................................................................................................. 参考文献..........................................................................................................................1绪论1.1 选题的依据及意义现在在人们的生活中塑料产品已经十分的普及,尤其是在玩具产业中,现在的绝大多数的玩具的材料都是以塑料为主的。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
目录1绪论 (5)1.1模具工业的意义 (5)1.2中国模具工业的现状 (6)1.3中国模具工业的未来 (7)2 产品零件的工艺分析 (9)2.1塑件分析 (9)2.2塑件的成型特性 (10)2.3abs的工艺参数 (10)2.4塑件的工艺要求 (11)3 设备的选择 (12)3.1注射机的参数校核 (12)3.1.1注射量校核 (12)3.1.2注射压力的校核 (12)3.1.3锁模力校核 (12)3.1.4模具安装尺寸校核 (13)3.2 模具外形尺寸 (13)3.2.1模具厚度 (13)3.2.2开模行程的校核 (13)4 浇注系统的设计 (15)4.1主流道的设计 (15)4.1.1喷嘴形状 (15)4.1.2在设计主流道时的要点 (15)4.2分流道的设计 (15)4.2.1分流道断面形状 (16)4.2.2 分流道的布置 (16)4.3冷料穴的设计 (16)4.4浇口的形状 (17)5 成型零部件的设计与计算 (18)5.1凹模的设计与计算 (18)5.1.1 型腔的径向尺寸和深度尺寸 (18)5.2凸模的设计与计算 (19)5.2.1型芯的径向尺寸、高度尺寸和中心距尺寸 (19)5.3模具的装配工艺及零件工艺 (21)6 脱模机构的设计 (23)6.1脱模机构的设计 (23)6.2脱模机构的计算 (23)7 合模导向及抽芯的设计 (25)7.1合模导向机构的设计 (25)7.2侧抽芯机构的设计 (25)7.2.1抽芯距的确定 (26)7.2.2抽芯力得计算 (26)7.2.3斜导柱的设计 (26)7.2.4侧滑块与导滑槽的设计 (27)7.2.5楔紧块的设计 (27)7.2.6二次分型限位装置的设计 (27)7.2.7滑块的精确导向 (27)8 温度调节系统的设计 (28)9 模具材料的选择与经济性及环保分析 (29)9.1模具材料的选择 (29)9.2模具经济性与环保分析 (30)9.2.1模具生产周期 (30)9.2.2模具的生产成本 (31)9.2.3模具的寿命 (31)9.2.4绿色制造 (32)总结 (33)致谢 (33)参考文献 (35)毕业设计(论文)知识产权声明.................................... 错误!未定义书签。
毕业设计(论文)独创性声明. (36)附录 (37)多功能充电器外壳注射模具设计摘要本次毕业设计的题目是:多功能充电器外壳注射模具设计。
本次设计主要是通过对塑件的形状、尺寸及其精度的要求来进行注射成型工艺的可行性分析。
塑件的成型工艺性主要包括塑件的壁厚,斜度和圆角以及是否有抽芯机构。
通过以上的分析来确定模具分型面、型腔数目、浇口形式、位置大小;其中最重要的是确定型芯和型腔的结构,例如是采用整体式还是镶拼式,以及它们的定位和固紧方式。
此外还分析了模具受力,脱模机构的设计,合模导向机构的设计,冷却系统的设计等。
最后绘制完整的模具装配总图和主要的模具零件土及编制成型零部件的制造加工工艺过程卡片。
关键词:分型面、浇口、型腔。
The multifunctional charger shell injection mold designAbstractThis graduate that design is: The piece that shouts the on board cap injects the mold. This design primarily possesses to piece viability assessment for request for of shape, size and its accuracy coming proceeding injecting type craft. The piece the wall for of type craft primarily including the piece is thick, slope and circle angle and whether to have core-pulling or not mechanism. Pass the above analysis to come the certain molding tool cent the type the surface, type the number, gate the form, place the size; The among them and most important is a certain type core and the construction of the type , for example adopt the whole the type of type still , and their fixed position and tight way of .In addition and still analyzed the molding tool to suffer force, mold that design that the design of the pattern draw mechanism, match the design etc. to lead to the mechanism, cooling system. Finally draw the production that complete molding tool assemble the general drawing sum the soil and establishment of principal molding tool parts type zero the parts process the craft process the card.Key words:parting line, the gate, slide block.1 绪论1.1 模具工业的意义模具工业是国民经济的基础工业,是国际上公认的关键工业。
模具生产技术水平的高低是衡量一个国家产品制造水平高低的重要标志,它在很大程度上决定着产品的质量,效益和新产品的开发能力。
振兴和发展我国的模具工业,正日益受到人们的关注。
模具工业既是高新技术产业的一个组成部分,又是高新技术产业化的重要领域。
模具在机械,电子,轻工,汽车,纺织,航空,航天等工业领域里,日益成为使用最广泛的主要工艺装备,它承担了这些工业领域中60%~90%的产品的零件,组件和部件的生产加工。
模具制造的重要性主要体现在市场的需求上,仅以汽车,摩托车行业的模具市场为例。
汽车,摩托车行业是模具最大的市场,在工业发达的国家,这一市场占整个模具市场一半左右。
汽车工业是我国国民经济五大支柱产业之一,汽车工业重点是发展零部件,经济型轿车和重型汽车,汽车模具作为发展重点,已在汽车工业产业政策中得到了明确。
汽车基本车型不断增加,2005年将达到170种。
一个型号的汽车所需模具达几千副,价值上亿元。
为了适应市场的需求,汽车将不断换型,汽车换型时约有80%的模具需要更换。
中国摩托车产量位居世界第一,据统计,中国摩托车共有14种排量80多个车型,1000多个型号。
单辆摩托车约有零件2000种,共计5000多个,其中一半以上需要模具生产。
一个型号的摩托车生产需1000副模具,总价值为1000多万元。
其他行业,如电子及通讯,家电,建筑等,也存在巨大的模具市场。
目前世界模具市场供不应求,模具的主要出口国是美国,日本,法国,瑞士等国家。
中国模具出口数量极少,但中国模具钳工技术水平高,劳动成本低,只要配备一些先进的数控制模设备,提高模具加工质量,缩短生产周期,沟通外贸渠道,模具出口将会有很大发展。
研究和发展模具技术,提高模具技术水平,对于促进国民经济的发展有着特别重要的意义。
模具主要类型有:冲模,锻摸,塑料模,压铸模,粉末冶金模,玻璃模,橡胶模,陶瓷模等。
除部分冲模以外的的上述各种模具都属于腔型模,因为他们一般都是依靠三维的模具形腔是材料成型。
模具所涉及的工艺繁多,包括机械设计制造,塑料,橡胶加工,金属材料,铸造(凝固理论),塑性加工,玻璃等诸多学科和行业,是一个多学科的综合,其复杂程度显而易见。
自20世纪80年代以来,我国的经济逐渐起飞,也为模具产业的发展提供了巨大的动力。
20世纪90年代以后,大陆的工业发展十分迅速,模具工业的总产值在1990年仅60亿元人民币,1994年增长到130亿元人民币,1999年已达到245亿元人民币,2000年增至260~270亿元人民币。
今后预计每年仍会以10℅~15℅的速度快速增长。
1.2 中国模具工业的现状目前,我国17000多个模具生产厂点,从业人数五十多万。
除了国有的专业模具厂外,其他所有制形式的模具厂家,包括集体企业,合资企业,独资企业和私营企业等,都得到了快速发展。
其中,集体和私营的模具企业在广东和浙江等省发展得最为迅速。
例如,浙江宁波和黄岩地区,从事模具制造的集体企业和私营企业多达数千家,成为我国国内知名的“模具之乡”和最具发展活力的地区之一。
在广东,一些大集团公司和迅速崛起的乡镇企业,为了提高其产品的市场竞争能力,纷纷加入了对模具制造的投入。
例如,科龙,美的,康佳和威力等知名集团都建立了自己的模具制造中心。
中外合资和外商独资的模具企业则多集中于沿海工业发达地区,现已有几千家。
在模具工业的总产值中,企业自产自用的约占三分之二,作为商品销售的约占三分之一。
其中,冲压模具约占50℅(中国台湾:40℅),塑料模具约占33℅(中国台湾:48℅),压铸模具约占6℅(中国台湾:5℅),其他各类模具约占11(中国台湾:7℅)。
中国台湾模具产业的成长,分为萌芽期(1961—1981),成长期(1981—1991),成熟期(1991—2001)三个阶段。
萌芽期,工业产品生产设备与技术的不断改进。
由于纺织,电子,电气,电机和机械业等产品外销表现畅旺,连带使得模具制造,维修业者和周边厂商(如热处理产业等)逐年增加。
在此阶段的模具包括:一般民生用品模具,铸造用模具,锻造用模具,木模,玻璃,陶瓷用模具,以及橡胶模具等。
1981年—1991年是台湾模具产业发展最为迅速且高度成长的时期。
有鉴于模具产业对工业发展的重要性日益彰显,自1982年起,台湾地区就将模具产业纳入“策略性工业适用范围”,大力推动模具工业的发展,以配合相关工业产品的外销策略,全力发展整体经济。
随着民生工业,机械五金业,汽机车及家电业发展,冲压模具与塑料模具,逐渐形成台湾模具工业两大主流。
从1985年起,模具产业已在推行计算机辅助模具设计和制造等CAD/CAM技术,所以台湾模具业接触CAD/CAM/CAE/CAT技术的时间相当早。