托辊加工工艺流程图
加工工艺流程图

加工工艺流程图加工工艺流程图是用来描述产品加工过程中各个环节之间的关系和顺序的图表。
下面我将为大家详细介绍一下加工工艺流程图。
加工工艺流程图主要包括3个方面的内容:加工过程、加工设备和加工参数。
加工过程是指从原材料到成品的一系列工序。
在加工过程中,首先需要对原材料进行选择和检验。
选择合适的原材料是保证产品质量的关键,而检验原材料的质量则是为了确保只有符合要求的原材料才能进入下一步加工。
之后,原材料需要进行预处理,包括切割、铣削、冲压等操作。
预处理完成后,接下来是产品的加工。
不同的产品需要不同的加工方式,比如焊接、折弯、钻孔等。
加工完成后,还需要对产品进行表面处理,如喷涂、镀铬等。
最后,通过组装和包装,将产品打包成成品。
加工设备是实现加工过程的工具和机械装置。
不同的加工工艺需要不同的设备。
比如,对于焊接工艺,需要焊接机;对于冲压工艺,需要冲床和模具。
选择合适的加工设备是保证加工过程顺利进行的关键。
在选择加工设备时,需要考虑设备的技术参数、性能指标和使用寿命等因素。
同时,还需要根据产品的要求选择合适的加工设备。
加工设备的使用和维护对加工工艺流程的顺利进行也起到重要的作用。
加工参数是指在加工过程中需要控制的参数。
不同的加工工艺需要不同的参数控制。
比如,焊接工艺中需要控制焊接电流和焊接时间,冲压工艺中需要控制冲床的冲程和冲速。
控制好加工参数可以保证产品的质量和稳定性。
加工工艺流程图绘制时,需要按照加工过程的顺序将各个环节连接起来。
加工设备和加工参数也需要与加工过程相对应。
在流程图中,加工过程一般用箭头表示,箭头的方向表示工序的顺序。
加工设备和加工参数可以用图表、表格或文字描述。
同时,还可以在流程图中标注工序的时间和所需人员。
总结一下,加工工艺流程图是用来描述产品加工过程中各个环节之间关系和顺序的图表。
它主要包括加工过程、加工设备和加工参数三个方面的内容。
加工过程描述了从原材料到成品的一系列工序。
加工设备是实现加工过程的工具和机械装置,而加工参数是在加工过程中需要控制的参数。
托辊维修工作流程

托辊维修工作流程
序号
维修步骤
描述
负责人
完成时间
备注
1
故障诊断
对托辊进行故障检测和诊断,确定维修方案
维ቤተ መጻሕፍቲ ባይዱ工程师A
2023-05-10
故障表现为轴承磨损
2
准备工具和材料
准备所需的维修工具、备件和材料
维修工程师B
2023-05-11
准备轴承、密封件等
3
拆卸托辊
按照操作规程,安全拆卸托辊
维修工程师A
2023-05-12
拆卸过程顺利
4
更换轴承
拆下旧轴承,安装新轴承,并检查安装质量
维修工程师B
2023-05-13
新轴承安装完毕,转动灵活
5
检查其他部件
检查托辊的其他部件,如密封件、支架等
维修工程师A
2023-05-14
密封件完好,支架无损坏
6
组装托辊
按照操作规程,将托辊组装好
维修工程师B
2023-05-15
组装完成,无异常
7
调试和测试
对维修后的托辊进行调试和测试,确保其正常运转
维修工程师A
2023-05-16
托辊运行平稳,无异常声音
8
清理现场
清理维修现场,恢复工作环境
维修工程师B
2023-05-17
现场清理完毕,工作区域整洁
9
记录维修信息
填写维修记录,记录维修过程、更换的备件和维修结果
维修工程师A
2023-05-18
(完整版)生产机器加工件工艺流程图

完整版)生产机器加工件工艺流程图
概述:
本文档旨在提供关于生产机器加工件的工艺流程图的完整版。
通过详细描述每个步骤和相应的操作,工艺流程图可以帮助生产人员了解加工件的制造过程。
流程图:
下面是生产机器加工件的工艺流程图的完整版:
1.设计阶段:
与客户讨论机器加工件的需求和规格;
制定设计方案;
使用CAD软件绘制机器加工件的设计图。
2.原材料采购:
根据设计图所需的材料,选择合适的原材料;
与供应商联系,采购所需的原材料。
3.材料准备:
检查原材料的质量和规格;
进行必要的材料处理,如切割、研磨等。
4.加工工艺:
将原材料放入机器加工设备中;
根据设计图进行机器加工,如铣削、钻孔等;
检查加工过程中的尺寸和表面质量。
5.热处理(可选):
根据需要,对加工件进行热处理,如淬火、回火等;控制加热和冷却过程以达到所需的材料性能。
6.表面处理:
清洁加工件表面;
进行必要的表面处理,如喷涂、镀金属等。
7.检验和质量控制:
进行加工件的尺寸测量和外观检查;
根据规定的标准和要求,进行质量控制。
8.组装和包装:
如有需要,将多个加工件进行组装;
进行产品的包装和标识。
9.发货:
根据订单要求,安排产品的发货;
运输产品到指定的目的地。
总结:
本文档提供了生产机器加工件工艺流程图的完整版。
通过按照这个流程图进行操作,生产人员能够正确有效地加工和制造机器加工件。
该流程图需要根据具体情况进行调整和优化,以满足特定的产品要求。
皮带机工艺流程图

机头传动装置
机身部分
传动滚筒
改向滚筒
机尾装置
电 带阻 减 电 向储 中 架储置张扫弹 标 滚副滚主 轴 置传筒卸筒张筒机筒机 标 辊槽托平托上托下扫重 机 辊缓扫空 标
燃速
架带 间 带架紧器簧 准 筒传筒传 承 架动 载 紧 头 尾 准 形辊行辊调辊调器锤 尾 组冲器段 准
控 胶 机 机 转 架 仓 装 清 件 * 动* 动 座 装 滚 滚 滚 滚 件 托 下 心 心 清 架 托 清 件
F
F
Z
R2 二次热处理
Z 总 装 配 * 关键工序
TG 托辊加工
试验检验
T
F 分装配
T 涂漆包装
Байду номын сангаас
MH MH MH MH MH
J
JJJ
F
MH MH ZZ MH MH MH MH MH
RJJJJRRR
JR
JJJ
R2 J J R2
R2 R2 R2 J
JX
TG TG TG TG MH MH TG MH JJJJJJJJ
F
F
流程线
图
搬 运 MH 铆焊加工
例
材料储存 ZZ 铸造加工 J 机械加工
质量检验 DZ 锻造加工 R 热 处 理
辊子输送机操作流程图
辊子输送机操作流程(标准编号)1. 适用围、分类组成1.1 适用围本工艺标准适用于无动力式辊子输送机和动力式辊子输送机的安装工程。
1.2 分类按机型系列划分为:长辊类输送机、边辊类输送机和多辊类输送机按驱动特性划分为:无动力式辊子输送机和动力式辊子输送机。
按牵引构件型式划分为:单链式辊子输送机和双链式辊子输送机。
按结构特点划分为:限力式辊子输送机、超越式辊子输送机、圆柱形辊子输送机、圆锥形辊子输送机、轮形辊子输送机、定轴式辊子输送机和转轴式辊子输送机。
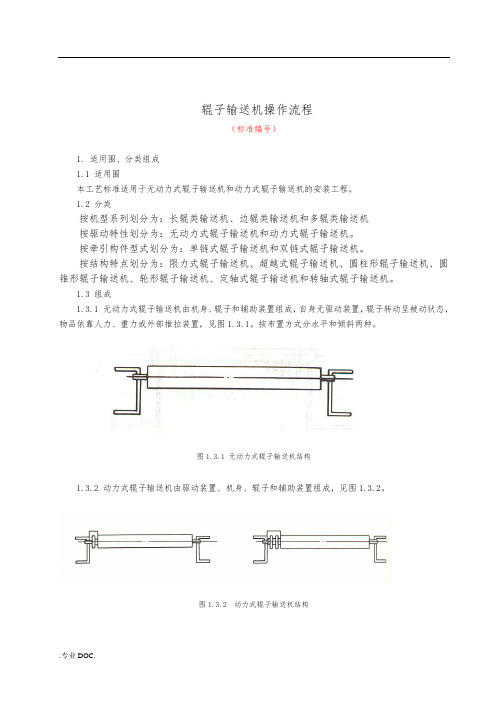
1.3 组成1.3.1 无动力式辊子输送机由机身、辊子和辅助装置组成,自身无驱动装置,辊子转动呈被动状态,物品依靠人力、重力或外部推拉装置,见图1.3.1。
按布置方式分水平和倾斜两种。
图1.3.1 无动力式辊子输送机结构1.3.2 动力式辊子输送机由驱动装置、机身、辊子和辅助装置组成,见图1.3.2。
图1.3.2 动力式辊子输送机结构2. 施工准备2.1 技术准备2.1.1 取得完整的设计文件和设备技术文件2.1.2 进行图纸会审并形成记录2.1.3 对其到货的辊子输送机进行现场察看,阅读其安装说明及试运转要求。
2.1.4 编制施工方案并获得监理单位(或其它相应权力部门)的批准,对施工班组进行技术交底。
2.1.5 相关标准规2.1.5.1 《连续输送设备安装工程施工及验收规》GB50270-982.1.5.2 《机械设备安装工程施工及验收通用规》GB50231-982.1.5.3 《现场设备、工业管道焊接工程施工及验收规》GB50236-982.1.5.4 《工业设备、管道防腐蚀工程施工及验收规》HGJ229-912.1.5.5 《化工建设安装工程起重施工规》HG20201-20002.1.5.6 《化学工业工程建设交工技术规定》HG20237-942.2 作业人员2.2.1 开工前对进场施工人员进行安装技能、安全、环境保护等相关方面的培训教育,做到熟悉螺旋输送机安装的有关标准、规。
托辊生产设备主要技术参数
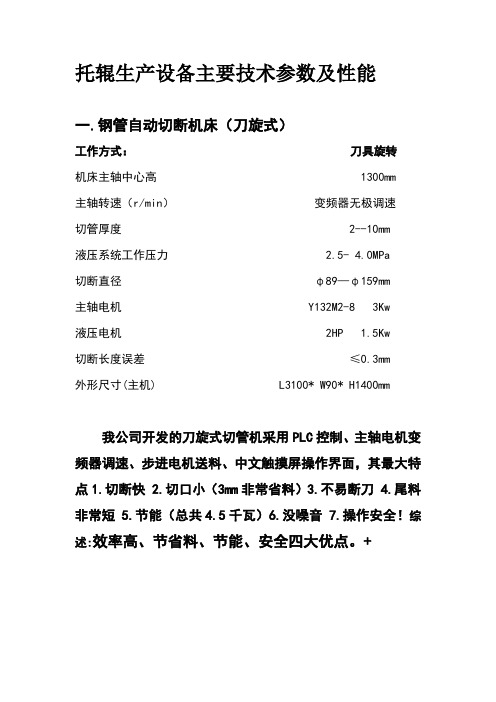
托辊生产设备主要技术参数及性能一.钢管自动切断机床(刀旋式)工作方式:刀具旋转机床主轴中心高 1300mm 主轴转速(r/min)变频器无极调速切管厚度 2--10mm 液压系统工作压力 2.5- 4.0MPa切断直径φ89—φ159mm主轴电机 Y132M2-8 3Kw 液压电机 2HP 1.5Kw切断长度误差≤0.3mm外形尺寸(主机) L3100* W90* H1400mm我公司开发的刀旋式切管机采用PLC控制、主轴电机变频器调速、步进电机送料、中文触摸屏操作界面,其最大特点1.切断快 2.切口小(3mm非常省料)3.不易断刀 4.尾料非常短 5.节能(总共4.5千瓦)6.没噪音 7.操作安全!综述:效率高、节省料、节能、安全四大优点。
+二.新型钢管双端车孔机床(同步带式)加工钢管外径:φ89—φ159mm加工钢管长度:200----2200mm加工两端止口深度: 0--60mm滑座移动速度3m/min主轴转速350,500r/min进给速度无级调速切削深度 0-5mm液压系统工作压力 2.5-4Mpa液压系统电动机功率 2.2Kw外形尺寸 L5600*W1200*H1200主轴电机 Y132M-6/4 4/5.5kw * 2台减速机 GSF67-Y3-4P-11.03工作电源 380V 220V 我公司独家研发的自动托料/卸料装置,可降低工人劳动强度,提高工效;传动系统采用同步带传动方式,动力传输效率更高(节能),设备运转时几乎没噪音,改善生产工作环境,有利于安全文明生产。
另我公司研发的最新数控双端车孔机床已交付客户使用,此设备适用金属、聚乙烯高分子(塑料)等管材的端口的任意形状加工(只需编好程序即可),体现出我公司不断追求技术创新、适应市场需求的经营理念和实力。
三.托辊双端自动焊接机床设备中心高 850mm焊接钢管外径:φ89—φ159mm焊管钢管长度:200----2200mm滑座移动速度8m/min主轴转速 0—7r/min焊接速度1m/min工作压力 2.5-4 Mp主轴电机直流电机工作电源 380V 220V外形尺寸 L4000*W620*H970mm1.焊机枪架系统为我公司独创三维立体任意角度可调,可方便精确的调整到焊接最佳角度;2.每把焊枪的地线都通过铜滑环与焊嘴在最短的距离内形成焊接电流回路,这样避免了其他厂家通过轴承过电流而烧毁轴承的弊端,且焊接电流稳定,焊缝精美。
产品工艺装备能力及质量保证说明总结

产品工艺技术说明1、托辊1.1、各类托辊均采用专用优质有缝焊管制造,密封圈采用迷宫式密封、材质为尼龙6,防尘、防水冲压轴承座,冷拔小轴,轴承为KA大游隙托辊专用轴承,轴承内充锂基润滑脂。
托辊无偏心并具有较高的精度。
轴承座与辊体采用二氧化碳气体保护焊焊接。
托辊制造质量按JB/T53447-94技术质量分等中一等品的规定,出厂时提供各项性能检测报告。
(附:《托辊工艺流程图》)。
1.2、托辊阻力系数小于0.03。
1.3、托辊和生产本公司的托辊全部为专业化生产,其主要零部件加工方法为:轴:采用高精度自重轻的光拉冷拨圆钢,经两端用定位拉槽机拉槽和专用铣扁机铣扁而成。
管体:采用托辊专用焊管在切管机上下料。
为保证托辊的性能,我公司托辊的管体两端面止口是在托辊双面镗止口专机上完成的,从而使辊子的灵活性和径跳量得到了有效控制。
冲压轴承座:采用优质冷轧钢板,经落料、拉深、整形、冲孔、切边而成。
焊接:采用PC机控制的气体保护焊焊接。
焊接前,为防止因冲压轴承座生产过程中的润滑剂带入焊接过程,影响焊接和装配质量,冲压轴承座必须在除油剂中清洗除油,并经烘干后才能焊接、装配。
焊接时,两端用定位芯棒将管体止口与轴承座定位。
整个过程中,电流参数和选择、保护气体流量的大小、托辊的焊接速度全部由PC机控制,自动完成。
装配:托辊的装配是在托辊压装机上完成。
它们分别是装内密封、轴承、迷宫密封、密封盘、内外挡圈、卡簧。
托辊生产工艺流程图轴承座管轴装备能力资料主要生产设备表主要检测设备一览表质量保证及售后服务承诺1、质量的检验、验收、考核质量保证期1.1.产品检验1).鉴别、把关、报告、使不合格的原材料、外购、外协件不投产;不合格的零件不转序;不合格产品不出厂;及时汇总产品质量情况,并以质量简报形式上报总经理。
2).严格做好进货检验,中间检验,最终检验。
它包括五方面内容:材料内在质量的检查内容包括机械性能、硬度等理化性能。
铸、锻件必须由专职人员填写日记录,不合格零件开具报废单,标上红漆隔离处理。
托辊加工生产线

托辊加工生产线方案说明书唐山开元自动焊接装备有限公司2010-8-22一、用途:此生产线用于完成钢管(φ89、108、133、159、194、219mm)直径托辊的自动定长切断、托辊内部车孔,用于上述直径托辊的轴承204、205、305、206、306、307、308轴承座的压装、轴承座双头焊接及内密封、轴承、外密封的压装及托滚轴加工的切断、铣端面钻中心孔、铣槽扁、车卡圈槽。
二、主线工艺流程:钢管切断—双头车孔(孔内清扫)—压装轴承座—焊接—人工清扫穿托辊轴—压装轴承—(上挡圈压装迷宫式密封圈—压装挡盖—压装密封挡盖)—人工上挡圈——生产线结束注:字体加粗部分不在此装置范围内 三、每套设备组成: 1.主线序号 工位名称 型号规格数量生产厂家 备注 上料架1唐山开元伺服电机送料架 1 唐山开元主机 1 唐山开元 交流变频电机主轴、伺服电机进刀 出料架 1 唐山开元 气动 成品存料架 1 唐山开元 控制系统 1 唐山开元 三菱plc1钢管定长切割下料系统液压系统 1 唐山开元 主机 1 唐山开元 控制系统 1 唐山开元三菱plc液压系统 1 唐山开元 车管机自动对中上料机构1 唐山开元前备送料装置 1 唐山开元 切屑清扫装置 2 唐山开元 车孔后立即进行清扫2钢管双头自动车孔专机上下料接料架 2 唐山开元主机 1 唐山开元控制系统 1 唐山开元 三菱plc液压系统 10t 1 唐山开元 前备送料装置 1 唐山开元 3托辊轴承座自动压装机轴承座自动上下料装置2 唐山开元交流伺服电机 主机 1 唐山开元 直线导轨 控制系统 1 唐山开元 三菱plc焊接电源500KR 高速焊 2 唐山松下 冷却水箱YX-09KG C1HGF2唐山松下气路系统 1 亚德客 前备送料装置 1 唐山开元 上下料接料架 2 唐山开元4托辊双头自动焊接机主机 1 唐山开元控制系统 1 唐山开元 三菱plc液压系统 1 唐山开元 前备送料装置 1 唐山开元 5托辊密封圈压装机上下料接料架 2 唐山开元主机 1 唐山开元 控制系统 1 唐山开元 三菱plc液压系统 1 唐山开元 6托辊轴承及密封 挡盖压装机前备送料装置 1 唐山开元上下料接料架 2唐山开元7性能检测机托辊三项性能数控检测机1唐山开元2.托辊轴加工物流线序号工位名称型号规格数量生产厂家备注1 托辊轴定长切割上料托辊轴定长切割上料架1唐山开元带锯机用户自备2 托辊轴铣端面钻中心孔机床托辊轴铣端面钻中心孔机床QXZ-4.5×2701 唐山开元人工上下件3 托辊轴槽扁双端铣床托辊轴槽扁双端铣床XZ36-6×2701 唐山开元人工上下件4 车卡圈槽机床双端车卡圈槽机床 1唐山开元人工上下件5 托滚轴动力传送线 1唐山开元6 托辊轴存料架 1唐山开元四.设备参数:每套设备占地面积:41m*11m钢管定长切割下料系统:液压系统额定压力:(带冷却装置) 7Mpa适用管子直径(外径)范围:φ89、φ108、φ133、φ159、φ194、219mm适用管子壁厚范围:3~12mm适用管子原料最大长度: 9000mm主机中心高: 1000主轴(刀盘)转速: 50~250r/min(无级可调)进刀速度:0~60mm/min(无级可调)快进、快退刀速度:0~1500mm/min(无级可调)主电机功率: 15KW同时参与切削的刀具数量:2把切断长度范围:180mm – 2600mm输出端挟臂:有效挟持以上切断长度范围内的管件设备加工精度:切断管子长度≤800 mm时切断长度误差:≤0.2mm切断管子长度大于800 mm时切断长度误差达到IT9级精度切断两端面平行度公差9级切断、倒角表面粗糙度 6.3—12.5送料输送辊道(近主机端)托辊间距: 200mm(1000mm范围内)送料输送辊道(其余部分)托辊间距: 1000mm输出分料架长度: 2090mm钢管双头自动车孔专机机床安装平面至主轴中心高920mm加工钢管外径φ89、φ108、φ133、φ159、φ194、φ219mm 加工钢管长度 300-2600mm加工两端止口深度0-70mm滑座移动速度2m/min主轴转速250,500r/min进给速度- 液压无级调速切削深度0-3mm刀架径向进给刻度值每格 0.05mm刀架径向让刀重复定位精度 0.05mm主传动电机 15KW 1450r/min工件卡紧电机 4KW 1450r/min液压系统工作压力(带冷却装置) 2.5-4Mpa流量25L/min主机外形尺寸(长×宽×高) (5828×1120×1200mm)加工精度钢管两端止口直径公差-----------------------IT8车削表面粗糙度Ra-------------------------- 3.2两端止口加工端面间距公差-------------------IT9两端止口直径同轴度-------------------------IT8输料架对中装置对中速度4m/min前备送料装置存料φ159直径8根车管机自动对中上料机构的回转、升降及抓取均采用气动,机构的行走采用交流伺服电机齿轮齿条驱动,导轨采用精加工P30钢轨。