等离子切割机切割参数表A
等离子切割机 技术参数

等离子切割机技术参数
1、整机采用方管焊结构,具有刚性好,精度高,自重轻,惯量小的特点。
所有焊接件均振动时效去应力处理,有效的防止了结构变形;
2、纵、横向驱动:均采用精密斜齿齿轮齿条(7级精度)传动。
纵向导轨采用台湾进口的直线导轨,横向运行横梁整体铝结构,保证了切割机的运行平稳,精度高,且经久耐用,清洁美观;可以非常完美的保证运动的精度和平衡度;
3、简单易用的自动编程系统,使数控编程不再复杂,轻而易举;
4、数控控制系统采用中美合资北京斯达特的数控切割机控制系统,配合PLC作输入输出控制,使该电气系统具有优良稳定性和超强抗干扰。
产品主要技术性能指标:
1、切割形状:可编程切割直线和圆弧构成的任意平面形状钢板零件;
2、切割精度:国家标准JB/T100
45、3-99;
3、切割宽度:横向跨度1500mm,有效切割宽度1250mm,可以根据客户需求加长;
4、轨道长度:轨道长度3000mm,有效切割长度2500mm,可以根据客户需求加长;
6、切割厚度:视等离子电源而定
7、割炬系统数:异型切割系统1套,
8、数控系统:北京斯达特SHxxH数控切割控制系统,简单易用,稳定可靠;
9、数控编程:基于AutoCAD的全自动图形化编程软件;文泰雕刻软件
10、文件传输:配USB接口;
12、切割气体:压缩空气
13、调速范围:0---15000mm/min(米/分钟)。
等离子切割工艺参数

详细描述
热影响区的存在会导致材料性能发生变化, 特别是对于那些对热敏感的材料,如不锈钢 和铝合金等。合理的工艺参数设置可以有效
减小热影响区,提高切割边缘的稳定性。
切缝宽度与精度
总结词
切缝宽度和精度是反映等离子切割工艺精度的关键参数。
详细描述
切缝宽度直接关系到切割质量和材料利用率,较窄的切缝可 以减少材料浪费,同时提高工件的装配精度。精度则涉及到 切割位置的准确性,高精度的切割能够确保工件装配无误, 减少后续加工或调整的需求。
详细描述
气体流量决定了等离子射流的电弧特性和射流能量密度。适当的气体流量可以保持电弧的稳定性和射 流的聚焦性,提高切割质量和效率。但过大的气体流量可能会影响电弧的稳定性,导致切口质量下降 。因此,需要根据实际情况选择合适的气体流量。
切割高度
总结词
切割高度是指等离子割炬与切割表面之 间的距离。
VS
详细描述
适用范围
等离子切割适用于各种金属材料的切割,如钢铁 、铜、铝等。
切割质量
等离子切割能够获得较高的切割质量,切口平整 ,热影响区小。
工艺参数
等离子切割的工艺参数包括电流、气压、切割速 度和喷嘴高度等,需要根据不同的金属材料进行 调整。
非金属材料的等离子切割
切割速度
等离子切割对于非金属材料也能实现快速切割,但相对于金属材料略 有降低。
切割速度
总结词
切割速度是指在单位时间内完成切割的距离或长度。
详细描述
切割速度决定了切割效率,它与切割电流、气体流量、割嘴高度等因素有关。提高切割速度可以增加生产效率, 但过快的速度可能导致切口质量下降。因此,需要根据实际情况选择合适的切割速度,以获得最佳的切割效果和 生产效率。
等离子切割机说明书
便携式数控等离子切割机使用说明书大连华锐重工数控设备有限公司警 告安装、操作或维修小蜜蜂便携式数控切割机前,请通读该手册,了解掌握设备的性能特性。
该手册所含信息仅代表制造厂的最佳判断。
制造厂不承担使用责任。
产品型号:HBST2005D、HBST2008D标配等离子切割电源:美国飞马特CutMaster™ 151印制人:大连华锐重工数控设备有限公司地址:辽宁省大连市甘井子区营城子镇营辉路12号网址:传真:0411-********电话:0411-********版权所有人:大连华锐重工数控设备有限公司版权所有,翻版必究。
未经出版人书面许可,任何个人和单位无权部分或全部翻印本操作手册。
出版人郑重声明:由于本手册内容错误或不足造成任何方有任何损失或损坏,不管这种损失或损坏是因工作疏忽、意外事故或任何其它情况引起的,出版人对此均不负责。
出版日期:2008年9月24日为了担保请登记下列信息:采购日期:_____________________________制造编号:_____________________________机床工号: ______________________________目录第一章 安 全 (3)一、综 述 (3)(一)说明、注意、警告 (3)(二)重要安全预防事项 (3)第二章 简 介 (6)一、本手册涵盖内容 (6)二、机床主要参数 (6)三、机床主要配件 (6)四、设定等离子电源分压输出值 (8)第三章 操 作 (10)一、系统功能介绍 (10)(一)控制面板 (10)(二)等离子切割方式参数设置 (11)二、等离子电源功能介绍 (13)(一)等离子电源面板 (14)(二)数控切割机外部接线 (15)(三)便携式数控切割机简易操作流程 (16)第四章 常见故障处理 (17)一、常见故障 (17)二、故障排除基本原则 (18)三、维修方案 (23)第一章 安 全一、综 述(一)说明、注意、警告本手册中的说明、注意、警告信息是用户要高度关注的内容。
LGK8系列 空气等离子弧切割机 说明书

-I 017I 焊接设备类相数频率(Hz)额定输入电流(A)额定输入容量(kVA)额定工作电压(V)额定负载持续率(%)空载电压(V)切割厚度(mm)空气压力(Mpa)气体流量(L/min)割炬电缆长度(m)绝缘等级防护等级冷却方式重量(kg)外形尺寸(mm)3501711.290602401~120.41105F IP2190445×400×7703501711.29060240112~0.41105F IP21100480×660×770350211412060240~2180.411305F IP21100445×400×770强迫风冷350211412060240~2180.51305F IP21110480×660×700350362412060240~330~0.40.451305F IP21140545×475×9203503624120602403~300.61305F IP21155515×715×700空气等离子弧切割机LGK8系列LGK8系列空气等离子弧切割机是利用高速、高温、高能量的等离子气流来加热和熔化被切割材料,利用普通空气压缩机提供的压缩空气作为工作气体和排除已熔化金属的气流,从而达到切割金属的目的。
由于等离子温度非常高,可以切割碳钢、高速钢、工具钢、合金钢、不锈钢、铸造用铜、钢、铝及合金等绝大部分黑色及有色金属,特别适用于切割30mm以下的不锈钢及碳钢类板材。
而且割缝小、切口平整、工件不变形、材料利用率高、切割费用低。
L G K 8 - □额定焊接电流(A)手工等离子 空气等离子 切割 等离子弧焊机和切割机 询我公司技术部门。
例如:LGK8-100KⅡ 380V 10台订货单位须注明产品的型式特征,电压等级,电流等级,极数,操作方式及数量等,特殊订货请咨1 适用范围2 型号及含义3 主要参数及技术性能4 订货须知强迫风冷强迫风冷强迫风冷强迫风冷强迫风冷。
机械加工下料通用工艺
99.5%以上.
板厚(mm)
割嘴号(#) 割缝半径(mm)
预热时间(s)
切割速度(mm/min)
5~10
1
1.0
10~13
500~700
10~20
2
1.2
12~15
380~600
20~40
3
1.4
14~17
350~500
共 5 页 第3 页
40~60
4
1.7
16~19
300~420
60~100
5
2.0
3.1 看清下料单上的材质、规格、尺寸及数量等。 3.2 各种零件的材料必须严格按工艺要求(或图纸要求)选用,不得随意更改。对代用材料必须由有 关部门申请代用手续后方可使用。 3.3 查看材料的外观质量(疤痕、夹层、变形、锈蚀等)是否符合有关质量规定。 3.4 将不同工件所用相同材质、规格的料单集中,考虑能否套料。 3.5 号料
机械加工下料通用工艺
批准:
1.适用范围
本通用工艺规定了下料(剪板、等离子、火焰割、锯床)的工艺规则,适用于本公司的产品材料的 下料。
2.使用设备和工具
2.1 剪板机 2.2 数控等离子切割机 2.3 精细等离子切割机 2.4 带锯机和圆锯机 2.5 盒尺 2.6 直角尺 2.7 扳手
3.下料前的准备
4.7.1 从电脑中拷贝出来的程序插入机器读出,查看切割图形与图纸是否相符,对所割零件进行排版
以达到最佳排列顺序。
4.7.2 切割之前擦去钢板上的生锈部分保证钢板的整洁,钢板放到工作台上后,调整钢板保证钢板不
歪斜,根据钢板厚度设置相关参数,具体如下:
表 1 精细等离子下料系统参数
切割厚度
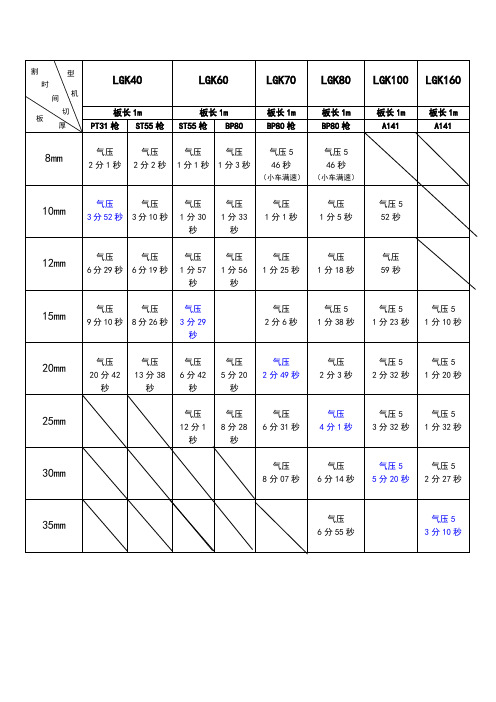
等离子切割机切割参数表
LGK60
LGK70
LGK80
LGK100
LGK160
板长1m
板长1m
板长1m
板长1m
板长1m
板长1m
PT31枪
ST55枪
ST55枪
BP80
BP80枪
BP80枪
A141
A141
8mm
气压
2分1秒
气压
2分2秒
气压
1分1秒
气压
1分3秒
气压5
46秒
(小车满速)
气压5
46秒
(小车满速)
10mm
气压
6分55秒ቤተ መጻሕፍቲ ባይዱ
气压5
3分10秒
20mm
气压
20分42秒
气压
13分38秒
气压
6分42秒
气压
5分20秒
气压
2分49秒
气压
2分3秒
气压5
2分32秒
气压5
1分20秒
25mm
气压
12分1秒
气压
8分28秒
气压
6分31秒
气压
4分1秒
气压5
3分32秒
气压5
1分32秒
30mm
气压
8分07秒
气压
6分14秒
气压5
5分20秒
气压5
2分27秒
35mm
气压
3分52秒
气压
3分10秒
气压
1分30秒
气压
1分33秒
气压
1分1秒
气压
1分5秒
气压5
52秒
12mm
气压
6分29秒
气压
6分19秒
气压
数控等离子说明书

我们按一下<复位>键,然后按一下<左>箭头,液晶上将会出现提示:通过<菜单上>或<菜单下>选择文件,根据提示选择需要的文件,按<确认>键读取文件。文件读取完成后按任意键退出。这时我们可以将U盘拔出。不拔出也可以,不影响切割。
(一)、设置幅面:17
(二)、雕刻设置:17
(三)、颜色设置:18
(四)、设置切割文件格式:19
八、产品的主要结构19
九、CAD图形转换20
(一)、图形的切割工艺制作20
(二)、工艺制作软件链接20
(三)、制作引入线和引出线20
(四)、图形套料21
十、U盘操作21
(一)、对U盘的要求21
(二)、文件存储及存储格式22
选中“切线进/出”,在“进/出距离”框内输入“10”,“进/出刀具半径”框内输入“10”,然后点“确定”即可。这两个数是设置引线的长度,一般而言,板材越厚,设置的数值越大。路径做好后,在原图的外面将会出现路径。我们可以模拟刀具走的方向和起始点。
方法:在“刀具路径表”(下图)中右击,点刀具路径模拟,我们即可看到路径走向。
在液晶的下面是一系列开关:
总开关:开启总电源。
氧—炔:开启氧炔合气体。
点火:用自动点火器点火。
切割:试风。
调高:用调高器控制割距高低。
USB口:插优盘,用来传送数据。
在面板的右侧是一块面膜,现在我们来一一介绍面膜上这些按键的功能。
在面膜上,可以看到<前>、<后>、<左>、<右>、<上>和<下>的箭头,如上图所示。<左>、<右>两个箭头代表X正方向和负方向,按住它们可以调整X轴左右移动,<前>、<后>箭头代表Y轴正负方向,按住它们控制Y轴前后移动。<上>、<下>箭头控制Z轴上下移动。现在我们用调高器控制z轴。<上>、<下>箭头主要用来调整参数。这些箭头主要用来定位。<左>、<右>、<前>、<后>箭头还可以切换参数设置,这一点我们在后面将会系统介绍。
等离子切割机切割参数表精编

LGK40
LGK60
LGK70
LGK80
LGK100
LGK160
板长1m
板长1m
板长1m
板长1m
板长1m
板长1m
PT31枪
ST55枪
ST55枪
BP80
BP80枪
BP80枪
A141
A141
8mm
气压
2分1秒
气压
2分2秒
气压
1分1秒
气压
1分3秒
气压5
46秒
(小车满速)
气压5
46秒
35mm
气压
6分55秒
气压5
3分10秒
(小车满速)
10mm
气压
3分52秒
气压
3分10秒
气压
1分30秒
气压
1分33秒
气压
1分1秒
气压
1分5秒
气压5
52秒
12mm
气压
6分29秒
气压
6分19秒
气压
1分57秒
气压
1分56秒
气压
1分25秒
气压
1分18秒
气压
59秒
15mm
气压
9分10秒气压8分26秒 Nhomakorabea气压
3分29秒
气压
2分6秒
气压5
1分38秒
气压5
1分23秒
气压5
1分10秒
20mm
气压
20分42秒
气压
13分38秒
气压
6分42秒
气压
5分20秒
气压
2分49秒
气压
2分3秒
气压5
2分32秒
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
9分10秒
气压3.5
8分26秒
气压4.6
3分29秒
气压4.5
2分6秒
气压5
1分38秒
气压5
1分23秒
气压5
1分10秒
20mm
气压3.5
20分42秒
气压3.5
13分38秒
气压4.6
6分42秒
气压4.6
5分20秒
气压4.8
2分49秒
气压4.8
2分3秒
气压5
2分32秒
气压5
1分20秒
25mm
气压4.6
12分1秒
气压4.6
8分28秒
气压4.7
6分31秒
气压4.8
4分1秒
气压5
3分32秒
气压5
1分32秒
30mm
气压4.5
8分07秒
气压4.8
6分14秒
气压55分2Βιβλιοθήκη 秒气压52分27秒
35mm
气压4.8
6分55秒
气压5
3分10秒
(小车满速)
10mm
气压3.5
3分52秒
气压3.5
3分10秒
气压4.5
1分30秒
气压4.5
1分33秒
气压4.5
1分1秒
气压4.5
1分5秒
气压5
52秒
12mm
气压3.5
6分29秒
气压3.5
6分19秒
气压4.5
1分57秒
气压4.5
1分56秒
气压4.5
1分25秒
气压4.6
1分18秒
气压4.8
59秒
15mm
LGK40
LGK60
LGK70
LGK80
LGK100
LGK160
板长1m
板长1m
板长1m
板长1m
板长1m
板长1m
PT31枪
ST55枪
ST55枪
BP80
BP80枪
BP80枪
A141
A141
8mm
气压3.5
2分1秒
气压3.5
2分2秒
气压4.6
1分1秒
气压4.6
1分3秒
气压5
46秒
(小车满速)
气压5
46秒