初始过程能力分析报告(PPK)
初始制程能力(Ppk)分析表

測量單位 mm
製表 Người lập
審核 Xét duyệt
核准 Phêduyệt
管理值 規格幅度(T): 1.000
平均值(X): 9.663 標準差(σ): 0.067 製程能力(Pp): 2.495 製程能力(Ppk): 1.681
σ能力: 7.5 σ水準: 5.0
3.308
算術公式 規格的上限 - 下限值
Pp < 1.33
能力不足
※ 分析意見 ※
製程能力判定
○ (能力充分)
測定值的 平均
區分
○
σ = Σ(x-xi)² n-1
△
Pp = T/(6×σ)
×
Ppk=MIN[{(規格上限-M)/(3 ×σ)} ,{(M-規格上限)/(3 ×σ)}]
σ能力= Pp ×3
σ水準= Ppk ×3
判定基準及分析
重要度
工程特性
1.67 ≤Pp
能力充分
1.67 >Pp ≥1.33 需 改 善
工件編號
初始製程能力(Ppk)分析表
文件版次
A0
工件名稱
分析類別
PPAP
客戶名稱
抽樣數量
30PCS
生產線別 Chuyền sản xuất 重要檢查項目/數值: 尺寸高度 / 9.5 ±0.5
測定日期
2016/1/8
工 程
PP: 2.495
能
力
指 數
PPK: 1.681
1~10 11~20 21~30 31~40 41~50 51~60 61~70 71~80 81~90 91~100規格數值9.719.749.77
9.73
9.66
9.58
过程能力研究(CPK PPK)
基础统计学
Minitab简介
Improve
测量系统分析
Y的表现水平
及目标 确定改进目标
Control
流程能力 -2-
Six sigma GB Training-V3.0
目
录
流程能力介绍 计数型流程能力 计量型流程能力 流程能力指数 短期/长期流程能力分析 流程能力练习
流程能力 -3-
Six sigma GB Training-V3.0
0
1σ
2σ 3σ
4σ
5σ
6σ
流程能力 -21-
Six sigma GB Training-V3.0
尾部面积是多少?
µ 2.5
SL
我们从Z表获得尾 部的面积...…或者 我们可以使用 Minitab!
−5σ −4σ −3σ −2σ −1σ
0
1σ
2σ 3σ
4σ
5σ
6σ
流程能力 -22-
Six sigma GB Training-V3.0
最终结果物
-明确反映当前Process的短期及长期流程能力的报告书
流程能力 -6-
Six sigma GB Training-V3.0
什么导致缺陷? 额外的波动源于:
− − −
制造流程和测量系统 供给的材料波动 不合理的过窄的规格 (为了强化的设计,比顾客的要求更窄)
不适当的设计容限
不稳定的部 件和材料
正态分布
−3σ
−2σ
−1σ
0 Avg
1σ
2σ
3σ
-3
-2
-1
Z
平均 = 50 标准偏差 = 10
1
2
3
流程能力 -20-
过程能力分析CPK(完美版)
控制图
DATA OF SUBGROUPS 子组数据
1
2
3
4
5
6
7
8
9
10 AVERAGE
1
2
样本
36.6 36.0 36.8 36.0 36.8 35.4 36.5 37.2 35.9 36.4 36.36
36.7 36.0 36.6 37.2 37.0 36.7 36.0 35.5 35.7 37.2 36.46
合计 PPM
2313.57
37.50
UCL=36.961
__ X =36.403
LCL=35.846 3
UCL=0.9812
_ S=0.5717
LCL=0.1622 3
组内 整体
潜在(组内)能力 Cp 1.13 CPL 1.36 CPU 0.91 Cpk 0.91
整体能力
Pp PPL PPU Ppk Cpm
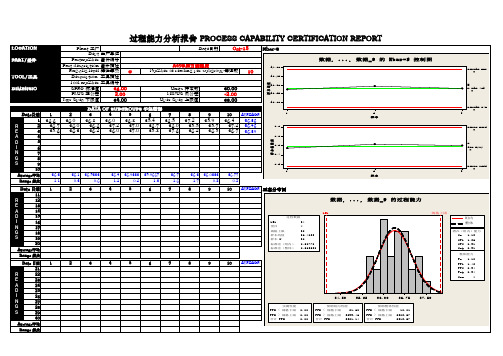
a8xbars10360030002002003400380010average3663603683603683543653723593643636367360366372370367360355357372364635636336236037035837636236536736391036336136533336436933335966736736336033336771103061202131617080810average正态分布图1112131415161718192010average21222324252627282930过程能力分析报告processcapabilitycertificationreportlocation位置plant工厂date日期十月15dept生产单位part零件partnumber零件编号partdescription零件描述a49b压力表精度engchglevel特性等级numberreadingpersubgroup每组数tool工具description工具描述toolnumber工具编号dimension尺寸spec标准值units样本数plus正公差minus负公差lwrspec下限值uperspec上限值datasubgroups子组数据date日期average平均range幅度date日期average平均range幅度date日期average平均range幅度370036
Ppk,Cpk,Cmk 三者的区别及计算

Cmk是德国汽车行业常采用的参数,称为临界机器能力指数,它仅考虑设备本身的影响,同时考虑分布的平均值与规范中心值的偏移;由于仅考虑设备本身的影响,因此在采样时对其他因素要严加控制,尽量避免其他因素的干扰,计算公式与Ppk相同,只是取样不同CP(或Cpk)工序能力指数,是指工序在一定时间里,处于控制状态(稳定状态)下的实际加工能力。
它是工序固有的能力,或者说它是工序保证质量的能力。
这里所指的工序,是指操作者、机器、原材料、工艺方法和生产环境等五个基本质量因素综合作用的过程,也就是产品质量的生产过程。
产品质量就是工序中的各个质量因素所起作用的综合表现CPK:强调的是过程固有变差和实际固有的能力;CMK:考虑短期离散,强调设备本身因素对质量的影响;CPK:分析前提是数据服从正态分布,且过程受控;(基于该前提,CPK一定>0)CMK:用于新机验收时、新产品试制时、设备大修后等情况;CPK:至少1.33CMK:至少1.67CMK一般在机器生产稳定后约一小时内抽样10组50样本CPK在过程稳定受控情况下适当频率抽25组至少100个样本一旦上限(USL, upper specification limit)与下限(LSL, lowe r specification limit)已经定义,cmk可用来计算贴装精度。
由于极限值一般是对称的,我们可以用简化的规格极限SL=US L=-LSL进行计算,如图一所示。
cmk= 规格极限-贴装偏移3x标准偏差= 3SL-&micr o; 3σ以下的cmk结果是针对图一所提出的条件和客户所定义的50& micro;m规格极限。
cmk= SL-µ 3σ= (50-6)µm 24µ m =1.83Cmk (machine capability index)机器能力指数机器能力指数,是最适合评估机器对于一个特殊要求的可适用性。
APQP初始过程能力(CPK)研究计划样板
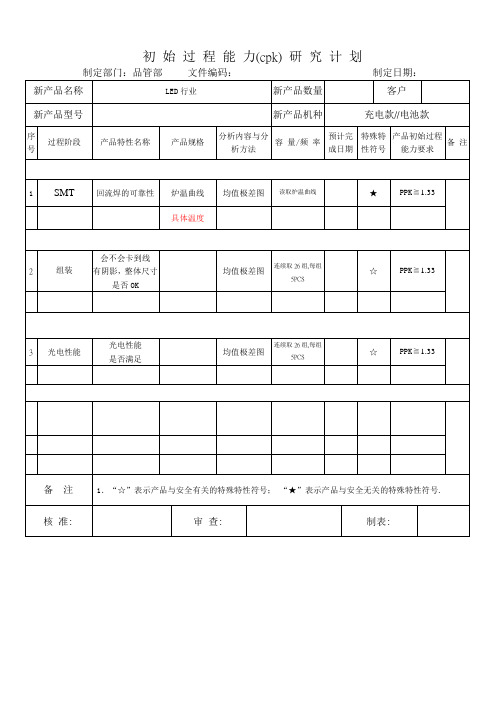
制定部门:品管部文件编码:制定日期:
新产品名称
LED行业
新产品数量
客户
新产品型号
新产品机种
充电款//电池款
序号
过程阶段
产品特性名称
产品规格
分析内容与分析方法
容量/频率
预计完成日期
特殊特性符号
产品初始过程能力要求
备注
1
SMT
回流焊的可靠性
炉温曲线
均值极差图
读取炉温曲线
★
PPK≧1.33
具体温度
2
组装
会不会卡到线
有阴影,整体尺寸是否OK
均值极差图
连续取26组,每组5PCS
☆
PPK≧1.33
3
光电性能光电Βιβλιοθήκη 能是否满足均值极差图
连续取26组,每组5PCS
☆
PPK≧1.33
备注
1.“☆”表示产品与安全有关的特殊特性符号; “★”表示产品与安全无关的特殊特性符号.
核准:
审查:
制表:
初始过程能力分析报告 PPK
1 2 3 4 5 TOTAL AVERAGE(X) CLX UCLX LCLX MAX-MIN(R) CLR UCLR LCLR
制表/日期:
X-CHART ● R-CHART 检 查 记 录
2.130
组容
2.100
A2
1.88
D3
*
D4
3.27 2.57 2.28 2.11 2.00 1.92 1.86 1.82 1.78
2.170 2.160 2.174 2.170 2.160
2.1668 2.1509 2.1864 2.1153 0.0140 0.0127 0.0268 0.0000
2.150 2.150 2.150 2.140 2.150
2.1480 2.1509 2.1864 2.1153 0.0109 0.0127 0.0268 0.0000
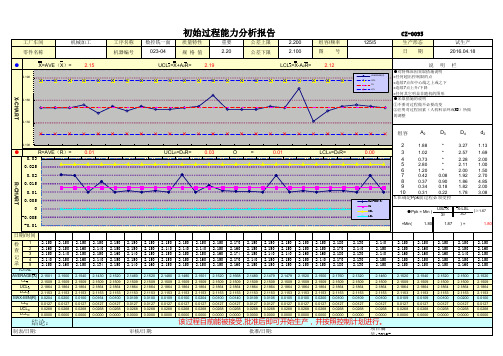
初始过程能力分析报告
工厂车间 零件名称 ● X=AVE(X)=
2.190
CZ-0095
2.200 2.100 LCLX=X-A2R= 组容/频率 图 2.12
AVERAGE(X)
机械加工
工序名称 机器编号
数控铣一面 023-04
质量特性 规 格 值 2.19
重要 2.20
公差上限 公差下限
125/5
2.150 2.150 2.140 2.150 2.160
2.1500 2.1509 2.1864 2.1153 0.0200 0.0127 0.0268 0.0000
2.150 2.160 2.150 2.160 2.150
2.1540 2.1509 2.1864 2.1153 0.0100 0.0127 0.0268 0.0000
PPK的含义
PPK是上偏差SPC中控制图中用来计算工序能力或叫过程能力的指数。
PP(Performance Indies of Process):定义为不考虑过程有无偏移时,容差范围除以过程性能,一般表达式为:ppk:是指考虑过程有偏差时,样本数据的过程性能。
ppk是spc第二版中提到的新内容。
(该指数仅用来与Cp及Cpk对比,或/和Cp、Cpk一起去度量和确认一段时间内改进的优先次序)CPU:稳定过程的上限能力指数,定义为容差范围上限除以实际过程分布宽度上限:CPL:稳定过程的下限能力指数,定义为容差范围下限除以实际过程分布宽度下限。
其实,公式中的K是定义分布中心μ与公差中心M的偏离度,μ与M的偏离为ε=| M-μ|关于Cpk与Ppk的关系,这里引用QS9000中PPAP手册中的一句话:“当可能得到历史的数据或有足够的初始数据来绘制控制图时(至少100个个体样本),可以在过程稳定时计算Cpk。
对于输出满足规格要求且呈可预测图形的长期不稳定过程,应该使用Ppk。
”所谓PPK,是进入大批量生产前,对小批生产的能力评价,一般要求≥;而CPK,是进入大批量生产后,为保证批量生产下的产品的品质状况不至于下降,且为保证与小批生产具有同样的控制能力,所进行的生产能力的评价,一般要求≥;一般来说,CPK需要借助PPK的控制界限来作控制cpk和ppk区别PPK是过程性能指数,也就是说它所表示的是过程在过去一段时间内的表现。
CPK是过程能力指数,也就是说它所表示的是过程本身所具有的能力,是一种理想的状态下的指数。
虽然两者都是依据过去所收集的数据计算出来的,但PPK为了获得过去一段时间内的过程的表现,考虑了所有数据之间的变差。
而CPK则提出了子组内数据之间的变差(通过使用子组均值来剔除),仅考虑子组之间的变差。
说得通俗一点,PPK和CPK的区别就好像是一个人的工作表现和工作能力之间的差别一样。
1、Cpk计算之前,一定要检查过程是否稳定。
CPK(过程能力分析报告方法)
过程能力分析过程能力也称工序能力,是指过程加工方面满足加工质量的能力,它是衡量过程加工内在一致性的,最稳态下的最小波动。
当过程处于稳态时,产品的质量特性值有99.73%散布在区间[μ-3σ,μ+3σ],(其中μ为产品特性值的总体均值,σ为产品特性值总体标准差)也即几乎全部产品特性值都落在6σ的范围内﹔因此,通常用6σ表示过程能力,它的值越小越好。
为什么要进行过程能力分析进行过程能力分析,实质上就是通过系统地分析和研究来评定过程能力与指定需求的一致性。
之所以要进行过程能力分析,有两个主要原因。
首先,我们需要知道过程度量所能够提供的基线在数量上的受控性;其次,由于我们的度量计划还相当"不成熟",因此需要对过程度量基线进行评估,来决定是否对其进行改动以反映过程能力的改进情况。
根据过程能力的数量指标,我们可以相应地放宽或缩小基线的控制条件。
工序过程能力分析工序过程能力指该工序过程在5M1E正常的状态下,能稳定地生产合格品的实际加工能力。
过程能力取决于机器设备、材料、工艺、工艺装备的精度、工人的工作质量以及其他技术条件。
过程能力指数用Cp 、Cpk表示。
非正态数据的过程能力分析方法当需要进行过程能力分析的计量数据呈非正态分布时,直接按普通的计数数据过程能力分析的方法处理会有很大的风险。
一般解决方案的原则有两大类:一类是设法将非正态数据转换成正态数据,然后就可按正态数据的计算方法进行分析;另一类是根据以非参数统计方法为基础,推导出一套新的计算方法进行分析。
遵循这两大类原则,在实际工作中成熟的实现方法主要有三种,现在简要介绍每种方法的操作步骤。
非正态数据的过程能力分析方法1:Box-Cox变换法非正态数据的过程能力分析方法2:Johnson变换法非正态数据的过程能力分析方法3:非参数计算法当第一种、第二种方法无法适用,即均无法找到合适的转换方法时,还有第三种方法可供尝试,即以非参数方法为基数,不需对原始数据做任何转换,直接按以下数学公式就可进行过程能力指数CP和CPK的计算和分析。
PPK初始过程能力研究报告表
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
AVG.
研究评定:由以上计算结果可知PPK= ##### >1.67,初始能力指数足够.若批准,开始生产并按照已批准的控制计划进行.
说明:试生产时前期质量部连续取样125件对产品特性进行测量并记录结果,提交前期质量科长审批签字后存档,下发至相关责任单位,并将结果反馈至项目经理。
2
1.13 1.88 1.69 1.02 2.06 0.73 2.33 0.58 2.53 0.48
Ppk1= (USL-X)/3δ s= ####
2.7 0.42 0.08 1.92 1 2.85 0.37 0.14 1.86 2 2.97 0.34 0.18 1.82 3 3.08 0.31 0.22 1.78 4 5。
初始过程能力研究报告(PPK)
表单编号: 工 厂 Rev:A 部 日 门 期 X-R控 制 图 数 据 表 格 工 特 序 性 计算控制限日期 样本容量/频率 工程规范 零件编号 保存期限 3年
机器编号 日期/时间 1 读 2 3 数 4 5 和
0.000 #### #### #### 0.000 #### #### 0.000 #### #### #### #### #### #### #### #### #### #### #### #### #### #### #### #### ####
X=和/读数数量 ##### #### #### #### ##### #### #### ##### #### #### #### #### #### #### #### #### #### #### #### #### #### #### #### #### #### R=最高—最低 0.000 #### #### #### 0.000 #### #### 0.000 #### #### #### #### #### #### #### #### #### #### #### #### #### #### #### #### #### S=STDEV(C6:V10)=δ s= #### 参 数 d2 X= ##### R= #### 子 2 3 4 UCLX=X+A2R= USL= ##### 4.400 UCLR=D4R= 0 组 5 6 容 LCLX=X A2R= ##### 4.000 LCLR=D3R= 0 量 7 8 9 10 A2 表 D3 * * * * * D4 3.27 2.57 2.28 2.11 2.00 采取措施的说明: 对特殊原因采取的措施的说明: * 任何超出控制限的点。 * 连续7点全在中心线之上或之下。 * 连续7点上升或下降。 * 任何其它明显非随机的图形。
初始过程能力研究报告-PPK
初始过程能力研究报告-PPK1. 引言1.1 研究背景与意义随着全球经济一体化的推进,市场竞争日益激烈,企业对产品和过程的质量要求也在不断提高。
初始过程能力(Process Performance Index, PPK)作为衡量生产过程稳定性的重要指标,是企业在生产初期就确保产品质量,降低成本,提高竞争力的关键。
在我国,许多企业在初始过程能力方面仍存在不足,导致生产效率低下,资源浪费严重。
因此,深入研究初始过程能力PPK,对提高我国制造业的整体水平具有重要的现实意义。
1.2 研究目的与内容本研究旨在探讨初始过程能力PPK的评估与改进方法,以期为企业提供有效的过程优化策略。
研究内容主要包括:PPK的定义与计算方法、应用领域、评估指标与标准、评估流程与步骤以及改进策略等。
通过案例分析,验证所提出方法的有效性,为企业提供实际操作指导。
2. 初始过程能力PPK概述2.1 PPK的定义与计算方法PPK(Process Performance Index)即过程性能指数,是衡量初始过程能力的一个重要参数。
它是通过对过程数据的统计分析得出的,反映了过程输出满足规格要求的程度。
PPK的计算基于过程均值和标准差,其公式如下:[ PPK = ]其中,USL(Upper Specification Limit)为规格上限,LSL(Lower Specification Limit)为规格下限,σ(sigma)为过程标准差。
PPK的取值范围为0到1,PPK值越大,表示过程能力越强,过程输出满足规格要求的概率越高。
通常,PPK值在0.67以上被认为是过程能力良好。
2.2 PPK的应用领域PPK在制造业中有着广泛的应用,主要表现在以下几个方面:1.新产品开发:在新产品开发阶段,通过计算PPK值,可以评估过程能力是否满足设计要求,从而为产品的设计和生产提供依据。
2.过程改进:通过对PPK值的监测,可以发现过程中的问题,指导企业进行过程改进,提高产品质量。