打磨、抛光通用检验规范
打磨抛光检验标准

页码
第2页,共2页
生效时间
2006年10月9日
工序
检验项目
检验工具
检验方法
标准等级和要求
缺陷分类
特性等级
抽查方式
不合格处置方式
一级
二级
三级
A类
B类
C类
打磨抛光
外观
毛刺披锋
卡尺
目测
手感
测量
不可见或无刮手感
可见,≤0.1mm且均匀不允齿状
≤0.3mm,且均匀不允齿状无明显刮手
>0.5mm以上
允许出现3mm长可见但不伤及材料的划痕
允许出现5mm长可见但不伤及材料的划痕工
允许出现8mm长的轻微划痕
超出30*30mm范围的深度划痕
出现20mm的一般划痕
出现10mm长的轻微划痕
一般
抽检
变形
卡尺直尺拉尺
目测测量
不可见,点线面轮廓清晰
≤0.1mm/M2,单面不超过3个点。
≤0.2mm/M2,单面不超过5个点。
≤0.5mm
>0.3 mm,<0.4mm
关键
全检
让步
返工
降级采用报废
编制
审核
批准
>0.5mm/ M2,单面超过5个点。
>0.3mm M2,单面超过5个点。
≤0.3/mm M2,单面超过2个点。
一般
抽检
锈迹
卡尺直尺拉尺
目测
不可见
重要
全检
漏底
目力
目测
不可见
可见8*8mm以下
5*5mm以上
可见5*5mm以下
3*3mm以上
可见3*3mm以下
严重
抽检
抛光要求及规范【详解】
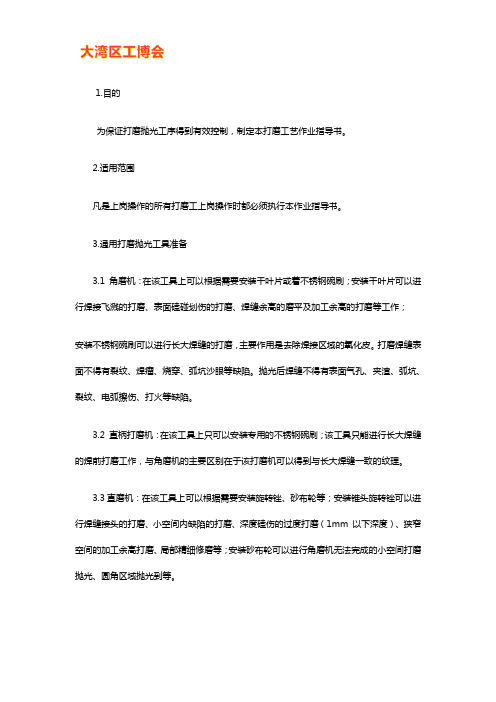
1.目的为保证打磨抛光工序得到有效控制,制定本打磨工艺作业指导书。
2.适用范围凡是上岗操作的所有打磨工上岗操作时都必须执行本作业指导书。
3.通用打磨抛光工具准备3.1 角磨机:在该工具上可以根据需要安装千叶片或着不锈钢碗刷;安装千叶片可以进行焊接飞溅的打磨、表面磕碰划伤的打磨、焊缝余高的磨平及加工余高的打磨等工作;安装不锈钢碗刷可以进行长大焊缝的打磨,主要作用是去除焊接区域的氧化皮。
打磨焊缝表面不得有裂纹、焊瘤、烧穿、弧坑沙眼等缺陷。
抛光后焊缝不得有表面气孔、夹渣、弧坑、裂纹、电弧擦伤、打火等缺陷。
3.2 直柄打磨机:在该工具上只可以安装专用的不锈钢碗刷;该工具只能进行长大焊缝的焊前打磨工作,与角磨机的主要区别在于该打磨机可以得到与长大焊缝一致的纹理。
3.3直磨机:在该工具上可以根据需要安装旋转锉、砂布轮等;安装锥头旋转锉可以进行焊缝接头的打磨、小空间内缺陷的打磨、深度磕伤的过度打磨(1mm 以下深度)、狭窄空间的加工余高打磨、局部精细修磨等;安装砂布轮可以进行角磨机无法完成的小空间打磨抛光、圆角区域抛光到等。
3.4刮刀:该工具可以进行棱角、毛刺的去除、使工件拐角区域圆滑过度。
3.5风枪:该工具用于打磨后清理工件表面的铝屑及灰尘;为了安全,禁止直接吹向人体。
3.6风管:该工具用于风源与风动工具之间的连接;为了安全及节约能源,风管有漏风的情况应及时关闭风源,并请维修人员进行维修。
3.7抛光机:用布轮把不锈钢产品抛光成有光泽的表面或焊接部位打磨后抛光。
抛光前需要把产品表面打砂处理,不能显亚光感觉,抛光后焊接表面不得有气孔、夹渣、弧坑、裂纹、电弧擦伤、打火等缺陷。
3.8拉丝机:用拉丝轮把不锈钢产品表面或焊接部位以XXX 目拉丝处理,拉丝后产品表面丝向方向一致,且粗细一致。
不能存在明显分层、发黑、发黄现象。
4.操作规程4.1 操作前准备工作4.1.1 将机台及作业场所清理干净。
4.1.2 依据《派工单》要求的生产数量,准备好待打磨抛光加工工件,并放置于方便作业的位置,准备好加工完成品放置备用的托架。
打磨前段检验规范-家具厂

打磨前段检验规范1.目的:控制部件质量,防止不合格品流转。
2.范围:适用于所有经木磨、批灰、底漆、底磨后的产品质量控制。
3.抽样标准:按抽样计划进行。
4.检验内容及质量标准4.1 木磨4.1.14.1.24.1.3 所有部件表面必须平整光滑、无刀痕、无波浪状及毛刺。
打磨后的产品不可改变原来的形状,如厚薄程度、拉手距离、弧度等。
手扫透明封固底漆必须均匀一致,涂过封固底漆的部件打磨后不得有纤毛外露及明显的毛孔等现象。
4.2批灰4.2.14.2.24.2.34.3底漆4.3.14.3.24.3.3 4.4底磨4.4.1灰无塞孔、塞槽,砂磨后不改变设计要求的形状,并作除尘处理。
批灰部件的表面和边角要均匀,厚薄一致。
有钉孔、崩角的地方用原子灰或502胶水修补好打平后方可批灰。
加工前的产品不得有灰尘,杂质、破损、缺角、崩边等。
所有批过灰的产品部件都必须喷油。
喷油后的部件待干透后方可交打磨,时间为4小时以上。
底磨后的产品手感光滑,目视平稳,不得附有颗粒状异物,更不能改变原来的形状。
4.4.2 4.4.3 4.4.4 所有部位不能把底漆磨得透底,也不能打磨不到位除特别订单的产品外(如新加坡订单),反面的保护纸严禁撕开打磨。
底磨后的产品不能有裂边现象,有裂边的部件要丿好边角,直至光滑为止。
502胶好打磨修5.检验结果记录及处理5.1 品管员依抽样计划进行抽检,检验合格在“产品标识卡”内签名,若不合格率达到10%^判定整批不合格,检验结果记录于“工序检验日报表” 中。
5.2对于拒收的不合格品,由品管开立“不合格品处理通知单“退回责任人处理,返工、返修后的产品须重新提交检查,如发生严重质量问题时,应填写“纠正/预防措施通知单”,并由品管追踪结果。
核准: 审核: 制定:。
抛光外观检验标准
(1)(非抛光面)不平的地方抛平,尺寸按图纸规定,公差不得超过0.5 mm。
(2)加工部位不能变形。
备注:1.以上A面指主要面,B面指次要面,C面指隐蔽面,D面指非抛光面。
2.所有的内孔或螺纹内孔不能有抛光膏。
(11)酸铜露底:颜色逐渐变淡,酸铜线条不完整。
(12)退镀产品:装配尺寸不允许明显抛小。
1、目测:在光照度不低于400LX距离物体300mm进行正常目测检验。
2、实物装配。
相应产品零件。
不允许出现(1)~(7)所述情况。
A面
(1)若有明显质点,可抛1000#砂带修平擦亮后镀酸铜。
(2)须镀酸铜产品,允许1000#砂带痕最多可留1 mm长,针孔小于0.05 mm²,点距大于300 mm以内一点。
(4)镀酸铜1000#砂带痕小于1 mm长,点距大于30 mm以内二处,气孔小于0.1mm²,点距大于30 mm以内二点(一次性镀铬不能存在本项所述缺陷),同一平面轻微焊疤(小于φ10 mm) 少于2个。
检验
项目
允 收 标 准
C面
(1)允许拖尾巴长不大于0.5 mm,点距大于30 mm以内一点。
(2)杂质(组织缩松面)面积小于1 mm²,点距大于30 mm以内两处,但没有气孔。
(3)同一平面轻微焊疤(小于φ10 mm)只允许有1个。
B面
(1)明显质点抛1000#砂带修平擦亮后镀酸铜。
(2)允许杂质小于0.2 mm²,点距大于30 mm以内一点,小于0.1 mm²,点距大于30 mm以内2点,但没有气孔。
(3)气孔小于0.1 mm²,点距大于30 mm以内一点,小于0.08 mm²,点距大于30 mm以内二点。
抛光外观检验标准
修订
抛光检验标准

不锈钢抛光检验标准1范围本标准规定了产品的表面分区、抛光后的表面质量要求和检验方法。
2表面分区产品在安装之后,按照人们观察产品的习惯,是否容易观察到产品的表面来区分产品的主要外露面、次要外露面和不易看见的面。
见表 1 表1 抛光产品表面的分区3表面质量要求。
不锈钢镜面抛光产品(食品级)按磨光抛光工艺抛磨完工后,不锈钢镜光产品合格的表面质量按表2执行表2 不锈钢镜光产品表面要求不锈钢拉丝产品按磨光抛光工艺抛磨完工后,不锈钢拉丝产品表面质量按表3执行表3 不锈钢拉丝表面要求4检验方法目力测试,视力大于,在220V50HZ18/40V萤光灯和220V50HZ40W的日光灯下,目测距离为45 ± 5cm。
双手带作业手套握持抛光件。
产品水平放置,目测该面,检查完后,以两手为轴旋转到相邻的一面,的角度目测,逐步检查每一面。
上一方向目测完工后,旋转90度,变为南北方向,先上下旋转一定的角度目测,逐步检查每面。
5补充注意点抛光严格按照图纸要求表面加工精度操作,除特殊标注之外,A面所有的抛光要求按照图纸要求,不能出现未抛光的部分,不能留有电焊后的黄黑色色斑。
抛光纹路必须保持一致,不能有乱纹。
比如料斗盖透气管周围的色差必须抛光一致A面不能有焊接留下的杂质,包含焊渣以及滴落凝固在表面的金属除标准法兰外的自制法兰表面属于易忽视部位,注意抛光A面上焊缝内黑色杂质必须处理干净。
如若使用钝化膏处理必须擦拭干净所留痕迹。
料仓出料口处法兰与料仓桶体连接处焊缝必须抛光圆滑过渡,不能存在台阶,防止堆积物料。
叶片螺杆叶片连接处抛光一致,不能留有痕迹。
可拿取的人工加料盖,周围折边处,A面焊缝满焊后抛光圆滑,C面断续焊。
例如T17料斗上的人工加料盖。
C面焊缝不能有毛刺,必须打磨去除。
料斗折弯痕迹,A面抛光光滑过渡,C面抛光(按照图纸要求)。
料斗和料仓筒身焊接的焊缝整形处理后圆滑过渡,外部不能有明显的拼接痕迹。
抛光检验通用标准
抛光产品通用检验标准编号:HYL/QMS-03-05 1范围本标准规定了产品的表面分区、抛光后的表面质量要求、降级接收要求和检验方法。
本标准适用于锌合金,铁,不锈钢抛光产品表面质量检验。
2表面分区产品在安装之后,按照人们观察产品的习惯,是否容易观察到产品的表面来区分产品的主要外露面、次要外露面和不易看见的面。
见表1注:可接收的A级面、B级面、C级面、缺陷不能影响装配和功能,否则仍判不合格。
3表面质量要求。
注:1、缺陷点所在的表面积是指A面、B面和C面的表面积。
2、当表面出现2个缺陷点以上时,两个缺陷点的距离应大于20毫米。
3、表中限定了A面和B面缺陷点的总个数,A面和B面缺陷点的总个数之和,为产品表面缺陷点的总个数。
4检验方法4.1.1目力测试,视力大于1.2,在220V50HZ18/40W萤光灯和220V50HZ40W的日光灯下,目测距离为25±5cm。
4.1.2双手带作业手套握持抛光件。
产品水平放置,目测该面,检查完后,以两手为轴旋转到相邻的一面,的角度目测,逐步检查每一面。
上一方向目测完工后,旋转90度,变为南北方向,先上下旋转一定的角度目测,逐步检查每一面。
5.1锌合金压铸,不锈钢精铸抛光产品5.1.1锌合金压铸,不锈钢精铸镜光产品按磨光抛光工艺磨抛完工后,合格的镜光产品表面质量按表25.1.2锌合金压铸,不锈钢精铸拉丝产品按磨光抛光工艺磨抛完工后,锌合金拉丝产品表面质量按表3执行。
5.2.1金属冲压件镜光产品按磨光抛光工艺抛磨完工后,金属冲压件合格的表面质量按表4执行;5.2.2金属冲压件拉丝产品按磨光抛光工艺抛磨完工后,金属冲压件拉丝产品表面质量按表5执行。
欢迎您的下载,资料仅供参考!致力为企业和个人提供合同协议,策划案计划书,学习资料等等打造全网一站式需求。
敲铲打磨作业质量检验标准
敲铲打磨作业质量检验标准
1、产品打磨表面必须光滑、平整,尤其应注意铆榫结合处、
对接拼缝必须平整、无缝。
2、产品表面存在的轻微劈裂、疤节等应修补良好,修补后残
留的腻子、胶水应彻底清理干净。
3、所有打磨产品表面不得出现横砂。
4、产品直角棱部位需要倒棱的必须打磨圆滑。
5、打磨过的产品必须光滑、平整,无疤、无抢茬。
打磨砂纸型号应达到150。
6打磨后整体尺寸是否符合产品尺寸要求。
7打磨后部件表面需光滑,无凹凸孔或者焊接不良处;
8部件表面无明显打磨不均匀现象。
当产品打磨完成后,先经过车间质检人员全面检验合格后,由质检部质检员进行抽检,抽检方式和抽检比例数依具体产品情况而定,但抽检比例至少应在打磨产品总数的20%以上。
打磨、抛光通用检验规范
10.产品表面有棱角或圆弧时,注意控制打磨不可塌边,保持边角或圆弧线条形状
11.针孔、凹坑等现象应进行刮灰处理,不能出现漏刮灰现象,否则会造成后续喷涂不良(铜排无需进行此处理)
目测
1.非汔车类产品依据GB/T-2828.1抽样计划.
2.
汔车类产品依据C=0抽样计划
1.如有变更将以最新图纸进行检测。
2.如有新的外观要求以最新版本为准。
2.线条完整,无明显变形、抛塌现,尖角自然不刺手。
3.装配位置不允许加工。
4.孔位处无明显抛塌,(最低保证装配后不影响外观)。
5.产品不允许出现变形等现象
6.表面有镀层产品,打磨完毕以后必须马上进行喷涂处理,防止产品生锈。
7.不能出现漏打磨或打磨不干净的情况,焊点、毛刺等需打磨干净。
8.打磨后产品表面需平整,不能凹凸现象,不能影响产品外观及装配。
1.适用范围:
所有打磨、抛光工件
2.检验目的:
产品打磨以后满足后续喷涂/电镀等要求
3.检验条件:
在1000±100Lux(相当于40W的日光灯)光源下检验,且光源距离材料75±5cm;
检验员目视距离:眼睛到材料的距离为30~45cm。
No.
检验项
检验标准
检验
方法工具
检验水准
备注
1
外
观
1.产品表面不允许有严重变形、波浪、砂痕、布轮痕、锈迹、碰刮伤等不良。
打磨抛光检验标准
出现10mm长的轻微划痕
一般
抽检
变形
卡尺直尺拉尺
目测测量
不可见,点线面轮廓清晰
≤M2,单面不超过3个点。
超过5个点。
≤mm M2,单面超过2个点。
一般
抽检
锈迹
卡尺直尺拉尺
目测
不可见
重要
全检
漏底
目力
目测
不可见
可见8*8mm以下
>mm,<
关键
全检
让步
返工
降级采用报废
编制
审核
批准
XXXX金属制品有限公司工作文件
文件编号
XXXXXX
打磨抛光工序检验标准
页码
第1页,共2页
生效时间
2006年10月9日
工序
检验项目
检验工具
检验方法
标准等级和要求
缺陷分类
特性等级
抽查方式
不合格处置方式
一级
二级
三级
A类
B类
C类
打磨抛光
外观
表面光度
光度量块或实物样板
目测手感
无明显可见波浪印,▽11级以上镜光。
文件编号
XXXXXX
打磨抛光工序检验标准
页码
第2页,共2页
生效时间
2006年10月9日
工序
检验项目
检验工具
检验方法
标准等级和要求
缺陷分类
特性等级
抽查方式
不合格处置方式
一级
二级
三级
A类
B类
C类
打磨抛光
外观
毛刺披锋
卡尺
目测
手感
测量
不可见或无刮手感
五金抛光品质检验
浸泡测试
注意事项
1、抛光前要检查产品是否有严重划伤、碰伤、凹凸印等;如果发现产品未抛光前不良品比例超过10%,抛光则可以退货。
2、抛光过送检的产品,抛光必须自行全检,然后由品质部品质检验人员抽检。
√
内底
目测
1、无需喷涂的内底为镜光 ,不能有麻点,碰伤、凹凸印、划痕等。
2、需做喷涂的,不能有涂层盖不到的麻点,碰伤、凹凸印、划痕等。
√
外底
目测
1、外底为砂光的锅体,无麻点、碰伤、凹凸印、变形,无严重材料纹,砂光纹路均匀 。2、外底为镜光的锅体,要能照出人的影子,并且无麻点、碰伤、凹凸印、变形,无严重材料纹,砂光纹路均匀 。
MI
口边
手感、 目测
锅口部、边沿不能有毛刺、批锋、手感需光滑,不可有刮手。
√
锅体
目测
1、锅体为砂光或镜光;都不允许有明显料纹、砂纹,砂光的纹路不能乱、需整体较均匀。
2、不需要喷涂的锅体内部为镜光的,须把抛光腊清理干净,并且不允许有发黑发黄现象未抛透,不可有明显料纹或划痕等。
3、抛光后锅体不可有碰撞痕迹,凹凸印、变形。
文件名称
抛光品质检验规范(SIP)
文件版本
A0
文件编号
页次
1OF1
制定单位
品质部
审核
核准
1、目的:明确产品抛光品质要求,指导QC检验工作。
2、检验依据:样品及相关资料要求;品质部QC对每批进行抽检,依据AQL抽样标准或不良率超过10%判定退货。
准
判定
CR
MA
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
所有打磨、抛光工件
2.检验目的:
产品打磨以后满足后续喷涂/电镀等要求
3.检验条件:
在1000±100Lux(相当于40W的日光灯)光源下检验,且光源距离材料75±5cm;
检验员目视距离:眼睛到材料的距离为30~45cm。
No.
检验项
检验标准
检验
方法工具
检验水准
备注
1
外
观
1.产品表面不允许有严重变形、波浪、砂痕、布轮痕、锈迹、碰刮伤等不良。?
汔车类产品依据C=0抽样计划
1.如有变更将以最新图纸进行检测。
2.如有新的外观要求以最新版本为准。
2.线条完整,无明显变形、抛塌现象,尖角自然不刺手。?
3.装配位置不允许加工。
4.孔位处无明显抛塌,(最低保证装配后不影响外观)。?
5.产品不允许出现变形等现象
6.表面有镀层产品,打磨完毕以后必须马上进行喷涂处理,防止产品生锈。
7.不能出现漏打磨或打磨不干净的情况,焊点、毛刺等需打磨干净。
8.打磨后产品表面需平整,不能凹凸现象,不能影响产品外观及装配。
9.打磨凹凸不平以无手感为限,尤其是ห้องสมุดไป่ตู้镀和平光粉的产品表面尽可能控制打磨
10.产品表面有棱角或圆弧时,注意控制打磨不可塌边,保持边角或圆弧线条形状
11.针孔、凹坑等现象应进行刮灰处理,不能出现漏刮灰现象,否则会造成后续喷涂不良(铜排无需进行此处理)
目测
1.非汔车类产品依据GB/T-2828.1抽样计划.