JIS Z3321-2003 不锈钢焊条和焊丝
气保焊丝成品标准

锦州锦泰金属工业有限公司文件记录书锦州锦泰金属工业有限公司________________________________________________________________________________ 1适用范围本标准适用于碳钢、低合金钢熔化极气体保护电弧焊用的实芯焊丝和用于钨极气体保护电弧焊和等离子弧焊的填充焊丝(简称焊丝)。
本标准规定了实芯焊丝和填充焊丝产品的技术要求、包装要求的要求。
2依据标准2.1GB/T 8110 气体保护电弧焊用碳钢、低合金钢焊丝2.2AWS A5.18 Carbon Steel Electrodes and Rods for Gas Shielded Arc Welding2.3AWS A5.28 Low-Alloy Steel Electrodes and Rods for Gas Shielded Arc Welding 2.4JIS Z3312 MAG welding solid wires for mild steel and high strength steel2.5GB/T 3323钢熔化焊对接接头射线照相和质量分级2.6GB/T 2652焊缝及熔敷金属拉伸试验方法2.7GB/T 2650焊接接头冲击试验方法3焊丝种类如附件5.1所示4成品特性4.1技术要求4.1.1焊丝化学成分符合附件5.2的规定。
4.1.2焊丝熔敷金属力学性能4.1.2.1熔敷金属拉伸试验结果符合附件5.3的规定。
4.1.2.2熔敷金属V型缺口冲击试验结果符合附件5.4的规定。
4.1.3焊丝焊缝射线探伤符合GB/T 3323中的Ⅱ级规定。
4.1.4焊丝的尺寸及允许偏差4.1.4.2填充焊丝的长度为1000±2mm,水平位置最大翘起高度≤2mm。
4.1.5焊丝的表面质量4.1.5.1焊丝表面须光滑平整,不应有毛刺、刮痕、锈蚀和氧化皮等现象,也不应有其他对焊接性能或焊接设备操作性能具有不良影响的杂质。
常用不锈钢推荐选用的焊条

______________________________________________________________________________________________________________“金桥焊材”分类一、碳钢焊条二、低合金结构钢焊条(含耐候钢及低合金耐蚀钢焊条)焊三、钼和铬钼耐热钢焊条四、低温钢焊条条五、不锈钢焊条六、堆焊焊条七、铸铁焊条八、管道焊接专用焊条气体保护焊焊丝实心焊丝焊埋弧焊丝CO2气体保护焊药芯焊丝丝药芯焊丝自保护药芯焊丝氩弧焊丝焊剂(烧结焊剂)____________________________________________________________________________________________________________________________________________________________________________________________________________________________碳钢焊条简明表精品资料精品资料_______________________________________________________________________________________________________________________________________________________________________________________________________________*J422CrCu属碳钢焊条,列入耐候钢焊条类。
______________________________________________________________________________________________________________低合金钢结构焊条简明表________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________钼和铬钼耐热钢焊条使用说明耐热钢在高温下具有化学稳定性和足够的强度,并有抗气体腐蚀的能力,根据化学成分和显微组织,耐热钢可分为珠光体钢、马氏体钢、铁素体钢和奥氏体纲。
中外焊条对照表

-
JB/T 4745—2002附录D等效采用AWS A5.16—1990
JB/T 4747.2—××承压设备用气体保护电弧焊钢焊丝技术条件
-
-
-
全国锅炉压力容器标准化技术委员会正组织编制
表3中外埋弧焊焊材国家标准对照表
中国
美国
日本
欧洲
备注
GB/T 5293—1999埋弧焊用碳钢焊丝和焊剂
AWS 3212—1990,高强度钢焊条
JIS Z3214—1999耐候钢焊条
JIS Z3223—1993钼及铬钼耐热钢焊条
JIS Z3241—1999低温钢用焊条
EN 499—1994碳钢及细晶粒钢焊条
EN 1599—1997耐热钢焊条
EN 757—1997高强度钢焊条
GB/T 5118等效采用AWS A5.5
JIS Z3351—1999碳钢和低合金钢埋弧焊焊丝
EN 756—碳钢及低合金钢埋弧焊焊丝
GB/T 5293—1999等效采用AWS A5.17—1989
GB/T 12470—2003埋弧焊用低合金钢焊丝和焊剂
AWS A5.23—1990低合金钢用埋弧焊焊丝和焊剂
JIS Z3352—1988碳钢和低合金钢埋弧焊焊剂
JIS Z3334—1999镍及镍合金焊丝和焊棒
DIN 1736—1985镍及镍合焊丝
GB/T 15620—1995参照采用AWS A5.14
GB/T 9460—1988铜及铜合金焊丝
AWS A5.7—1984铜及铜合金焊丝
JIS Z3341—1993铜及铜合金焊丝
DIN 1733—1988铜及铜合金焊丝
GB/T 983—1995不锈钢焊条
AWS A5.4—1992耐蚀铬钢及铬镍钢焊条
焊丝对照表
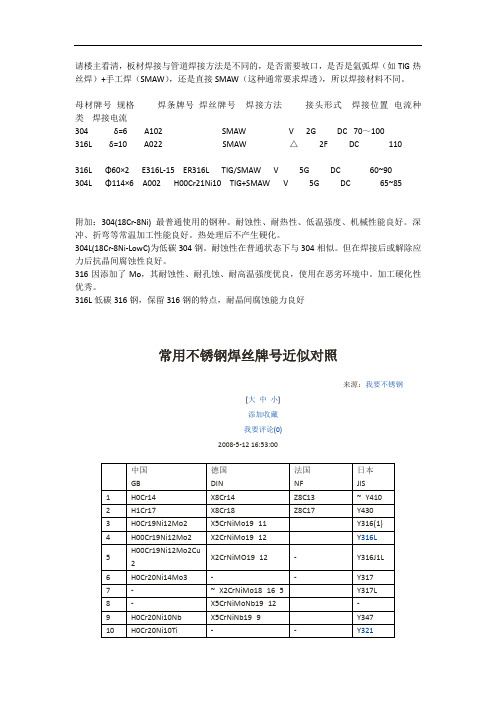
请楼主看清,板材焊接与管道焊接方法是不同的,是否需要坡口,是否是氩弧焊(如TIG热丝焊)+手工焊(SMAW),还是直接SMAW(这种通常要求焊透),所以焊接材料不同。
母材牌号规格焊条牌号焊丝牌号焊接方法接头形式焊接位置电流种类焊接电流304 δ=6 A102 SMAW V 2G DC 70~100316L δ=10 A022 SMAW △ 2F DC 110316L Φ60×2 E316L-15 ER316L TIG/SMAW V 5G DC 60~90304L Φ114×6 A002 H00Cr21Ni10 TIG+SMAW V 5G DC 65~85附加:304(18Cr-8Ni) 最普通使用的钢种。
耐蚀性、耐热性、低温强度、机械性能良好。
深冲、折弯等常温加工性能良好。
热处理后不产生硬化。
304L(18Cr-8Ni-LowC)为低碳304钢。
耐蚀性在普通状态下与304相似。
但在焊接后或解除应力后抗晶间腐蚀性良好。
316因添加了Mo,其耐蚀性、耐孔蚀、耐高温强度优良,使用在恶劣环境中。
加工硬化性优秀。
316L低碳316钢,保留316钢的特点,耐晶间腐蚀能力良好常用不锈钢焊丝牌号近似对照来源:我要不锈钢[大中小]添加收藏我要评论(0)2008-5-12 16:53:00中国德国法国日本GB DIN NF JIS1H0Cr14X8Cr14Z8C13~ Y4102H1Cr17X8Cr18Z8C17Y4303H0Cr19Ni12Mo2X5CrNiMo19 11Y316(1)4H00Cr19Ni12Mo2X2CrNiMo19 12Y316L5H00Cr19Ni12Mo2Cu2X2CrNiMO19 12-Y316J1L6H0Cr20Ni14Mo3--Y317 7-~ X2CrNiMo18 16 5Y317L 8-X5CrNiMoNb19 12-9H0Cr20Ni10Nb X5CrNiNb19 9Y347 10H0Cr20Ni10Ti--Y32111H0Cr21Ni10X5CrNi19 9Y308(1)12H00Cr21Ni10X2CrNi19 9Y308L(1)13H1Cr24Ni13X12CrNi22 12Y30914-X2CrNi24 12Y309L15H1CrNi13Mo2--Y309Mo16H0Cr26Ni21X2CrNiNb24 12--17H1Cr26Ni21X12CrNi25 20Y31018-X40CrNi25 21--19-常用不锈钢焊丝牌号近似对照来源:我要不锈钢[大中小]添加收藏我要评论(0)2008-5-12 16:53:00中国德国法国日本GB DIN NF JIS1H0Cr14X8Cr14Z8C13~ Y4102H1Cr17X8Cr18Z8C17Y4303H0Cr19Ni12Mo2X5CrNiMo19 11Y316(1)4H00Cr19Ni12Mo2X2CrNiMo19 12Y316L5H00Cr19Ni12Mo2Cu2X2CrNiMO19 12-Y316J1L6H0Cr20Ni14Mo3--Y3177-~ X2CrNiMo18 16 5Y317L8-X5CrNiMoNb19 12-9H0Cr20Ni10Nb X5CrNiNb19 9Y34710H0Cr20Ni10Ti--Y32111H0Cr21Ni10X5CrNi19 9Y308(1)12H00Cr21Ni10X2CrNi19 9Y308L(1)13H1Cr24Ni13X12CrNi22 12Y30914-X2CrNi24 12Y309L15H1CrNi13Mo2--Y309Mo16H0Cr26Ni21X2CrNiNb24 12--17H1Cr26Ni21X12CrNi25 20Y31018-X40CrNi25 21--19-序号牌号型号序号牌号型号可以用型号和牌号来反映焊丝的主要性能特征及类别。
焊丝牌号对照表

J506E5016直流反接或交流350—400×2Q295、Q345、16Mn、16MnR等
J507E5015直流反接350—400×2Q295、Q345、16Mn、16MnR等
R402E6003-B3200℃×1h12Cr2Mo预热160~200℃,675~705℃回火处理
R407E6015-B3350℃×1h12Cr2Mo预热160~200℃,675~705℃回火处理
R417E5515-B3-VNb350℃×1h12Cr3Mo3SiTiB预热200~300℃,715~745℃回火处理
E5518-NM------镍钼钢;W6015-D1、D2、D3-------含锰量增加,锰钼钢;E××10-G、E××03-G等:其它低合金钢焊条。
三、低温钢焊条新旧牌号对照及适用范围
国家标准GB982-77国家标准GB5118-95烘干适用于焊接钢材
W707350℃×1h09Mo2V;09MnTiCuXi
R317E5515-B2-V350℃×1h12CrMoV预热250~300℃,715~745℃回火处理
R327E5515-B2-VW350℃×1h15CrMoV预热250~300℃,715~745℃回火处理
R337E5515-B2-VNb350℃×1h15CrMoV预热250~300℃,715~745℃回火处理
R507E15MoV-15350℃×1hCr5Mo预热300~400℃,740~760℃回火处理
R707E9Mo-15350℃×1hCr5Mo预热300~400℃,730~750℃回火处理
R802E11MoVNi-16350℃×1h1Cr11MoV预热300~400℃,730~750℃回火处理
日本不锈钢药芯焊丝的牌号及熔敷金属的化学成分
日本不锈钢药芯焊丝的牌号及熔敷金属的化学成分
1)日本不锈钢药芯焊丝的牌号。
日本不锈钢药芯焊丝标准JIS Z3323也是以熔敷金属化学成分及焊接中所采用的保护气体种类分类的,其保护气体种类分为三类
①C―表示采用体积分数100%的CO2气体或体积分数在20%以上Ar气的混合气体。
②S―表示无气体保护(自保护)。
③G―表示不规定气体保护。
JIS不锈钢药芯焊丝型号表示如下,例如YF308C:
Y―表示焊丝;
F―表示药芯焊丝;
308―表示按熔敷金属的化学成分微信公众号:hcsteel;
C―表示所用保护气体种类。
2)日本标准JIS Z3323 不锈钢药芯焊丝熔敷金属的化学成分。
我国不锈钢药芯焊丝的牌号及熔敷金属的化学成分和力学性能1)不锈钢药芯焊丝的牌号。
不锈钢药芯焊丝的牌号的编制方法如下:
①不锈钢药芯焊丝的牌号的第一个字母“Y”表示药芯焊丝,第二个字母“A”表示奥体不锈钢,后面的三个数字的意义与焊条牌号的编制方法相同。
②牌号“-”后的数字表示焊接时的保护方法,
以YA102-1为例:
YA―表示奥体不锈钢药芯焊丝;
1―表示熔敷金属主要的化学成分等级,wcr约为20%,wNi约为10%;0―牌号分类编号为0;
2―钛钙型药芯;
“-”后面的1―用于气体保护焊。
2)我国不锈钢药芯焊丝的牌号及熔敷金属的化学成分和力学性能(3)美国不锈钢药芯焊丝的牌号及熔敷金属的化学成分
1)美国不锈钢药芯焊丝的牌号。
美国不锈钢药芯焊丝标准AWS A5.22的分类是以熔敷金属的化学成分及焊接中所采用的保护气体种类为依据的。
分类代号和保护气体种类见表2-20.。
中外焊条国家标准对照表
中国
美国
日本
欧洲、德国
备注
GB/T 5117—1995碳钢焊条
AWS A5.1—1991碳钢手工电弧焊焊条
JIS Z3211—1991低碳钢焊条
EN 499—1994碳钢及细晶粒钢焊条
GB/T 5117等效采用AWS A5.1
GB/T 5118—1995低合金钢焊条
AWS A5.5—1996低合金钢焊条
GB/T14958—1994气体保护焊用钢丝(已废止)
GB/T8110—1995气保焊用碳钢、低合金钢焊丝
AWS A5.18—1993碳钢用气保焊焊丝和填充丝
AWS A5.28—1996低合金钢用气保焊焊丝和填充丝
JIS Z3312—1999碳钢及高强钢MAG焊接用实芯焊丝
JIS Z3325—1999低温钢MAG焊接用实芯焊丝
GB/T 10858—1989铝及铝合金焊丝
AWS A5.10—1999铝及铝合金焊丝和填充丝
JIS Z3232—1990铝及铝合金焊丝和填充丝
DIN 1732—1988铝及铝合金焊丝和填充丝
JB/T 4745—2002附录D压力容器用钛及钛合金焊丝
AWS A5.16—1990钛和钛合金焊丝和填充丝
JB/T 4745—2002附录D等效采用AWS A5.16—1990
JB/T 4747.2—××承压设备用气体保护电弧焊钢焊丝技术条件
全国锅炉压力容器标准化技术委员会正组织编制
表3中外埋弧焊焊材国家标准对照表
中国
美国
日本
欧洲
备注
GB/T 5293—1999埋弧焊用碳钢焊丝和焊剂
AWS A5.17—1997碳钢用埋弧焊焊丝和焊剂
中外焊接材料国家标准对照表
JISZ3325—1999低温钢MAG焊接用实芯焊丝
JISZ3316—1999低碳钢和低合金钢用TIG焊丝及焊棒
JISZ3317—1999
钼及铬钼钢MAG焊接用实芯焊丝
EN440—1994碳钢气保焊焊丝和填充丝
EN1668—1997碳钢及细晶粒钢TIG焊焊丝和填充丝
JISZ3324—1999不锈钢埋弧焊用实芯焊丝和焊剂
DIN8556—1986不锈钢用焊接材料
GB/T17854—1999等效采用JISZ3324—1988
JB/—××承压设备用埋弧焊钢焊丝和焊剂技术条件
全国锅炉压力容器标准化技术委员会正组织编制
—1992碳钢和低合金钢氧—可燃气焊接填充丝
—1997电渣焊用碳钢和低合金钢焊丝和焊剂
中外焊接材料国家标准对照表
中外焊接材料国家标准对照表
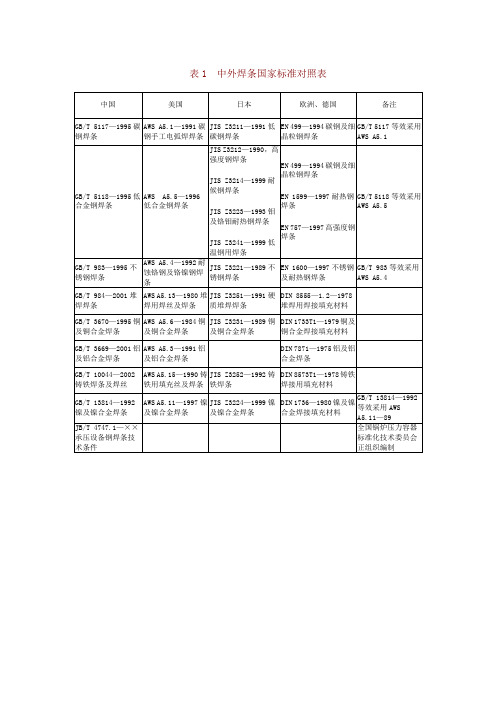
表1中外焊条国家标准对照表
中国
美国
日本
欧洲、德国
备注
GB/T5117—1995碳钢焊条
—1991碳钢手工电弧焊焊条
JISZ3211—1991低碳钢焊条
EN499—1994碳钢及细晶粒钢焊条
GB/T5117等效采用
GB/T5118—1995低合金钢焊条
GB/T5293—1999等效采用—1989
GB/T12470—2003埋弧焊用低合金钢焊丝和焊剂
—1990低合金钢用埋弧焊焊丝和焊剂
JISZ3352—1988碳钢和低合金钢埋弧焊焊剂
EN760—埋弧焊用焊剂
GB/T12470—2003中除焊丝外,其它基本与相同
GB/T17854—1999埋弧焊用不锈钢焊丝和焊剂
全国锅炉压力容器标准化技术委员会正组织编制