GSK990MA系统连接参考图
项目二 数控系统硬件综合连接

●机床运动部件 限位开关、电磁 阀 ●液压、气压、 润滑装置 ●继电器电路 ●机床其它强电 电路
1.数控系统主板结构与接口(11)
(4)模拟主轴接口JA40
■如果采用非FANUC公司主轴电机,则可以采用变频器驱动。 ■变频器和CNC之间通过JA40接口连接,这时CNC通过JA40 接口给变频器提供-10V~+10V模拟指令信号。 ■CNC、变频器、主轴电机连接图如图所示。
2.数控系统电源模块PSM(Power Supply Module)接口(1)
(1)电源模块作用 ●电源模块的作用是将三相交流电转换成直流电,为主轴放大器和 伺服放大器提供300V直流电源。
●在运动指令控制下,主轴放大器和伺服放大器经过由IGBT模块组 成的三相逆变回路输出三相变频交流电,控制主轴电动机和伺服
用存储卡可以替代数据传输接口功能,此接口可以不连接。
1.数控系统主板结构与接口(14)
(6)MDI插座JA2
是MDI键盘与数控系统连接接口,数控系统出厂时已经
连接好,不需要改动,但要检查是否松动。
(7)软键接口CA122
是显示器下面软键与数控系统连接的接口,同样,数控 系统出厂时已经连接好,不需要改动。
③—CX1A
单相AC200V输入接口。
2.数控系统电源模块PSM(Power Supply Module)接口(6)
④—CX1B
单相200VAC输出接口。 ⑤—直流回路连接点状态指示 在该指示灯完全熄灭后,方可对模块电缆进 行各种操作,否则有危险。 ⑥—CX2A DC24V输出接口。
2.数控系统电源模块PSM(Power Supply Module)接口(7)
1.数控系统主板结构与接口(15)
冷轧机对中系统内部接线图

冷轧机对中系统探头内部接线图:
1、2端子24V,
3、4端子+15V,
4、5端子15V,
1、6端子24V。
调试步骤:面对轧机入口侧分左右
左侧探头调整对应大电路板
1、测量1、4端子时对应操作侧探头,测量电
压10VDC,首先将R1调至低于10VDC,
6-8VDC左右,松开探头螺丝,将探头前后
移动,找准一个最大值定位,定位后顺时针
调整R1电位器,使电压输出在10VDC.
2、右侧探头调整对应小电路板
测量1、2端子时对应操作侧探头,测量电
压10VDC,首先将R3调至低于10VDC,6-8VDC左右,松开探头螺丝,将探头前后移动,找准一个最大值定位,定位后顺时针调整R3电位器,使电压输出在10VDC.(注:逆时针减小,顺时针增大)
3、液压缸位移量210mm。
GSK990M系统操作教案

数控铣床GSK990M系统操作教案GSK990M是广州数控设备厂针对中国国情开发生产的操纵步进电机的经济型钻、镗、铣床及加工中心用数控系统,操纵电路采纳了高速微处置器,超大规模定制式集成电路芯片,多层印刷电路板,从而极大地提高了系统的靠得住性。
在操纵软件上,第一次将全功能数控系统的性能引入步进机操纵系统中,并针对步进机的特点增加了许多适合于步进电机的性能,使其发挥最正确的性能,从而使系统具有较高的性能价钱比。
CNC机床的一样操作用CNC机床加工零件时,第一要编制程序,然后用该程序操纵CNC机床。
(1) 第一,依照加工图纸编制零件加工程序。
说明书中“Ⅱ.编程篇”一篇中详细地介绍了编程方式。
(2) CNC读入程序后,把零件和刀具装在机床上,刀具按着程序运动,加工实际零件。
操作面板说明LCD/MDI面板GSK990M的LCD/MDI面板见图4.2.1.1显示性能键【POS】:位置。
【PRGRM】:程序。
【OFSET】:刀补。
【PARAM】:参数。
【DGNOS】:诊断。
【ALARM】:报警。
【GRAPH】:图形。
【SET】:设置。
【OPR/INDEX】:机床软操作面板/索引,两种显示画面由此键按键时切换显示。
当按这此显示性能键后,可直接显示对应的画面。
软菜单直接进入其中子目录。
注1:持续两次按同一显示功能键时,回到该显示的第一页。
性能软体键F4F3F5F1F2性能软体键是用于选择各类显示画面的菜单键。
每一主菜单下又细分为一些子菜单。
软体键对应要显示的内容显示在LCD的最下端。
在主菜单时,其性能同2.1.3的性能键。
最左端的软体键:从子菜单返回主菜单的初始状态。
最右端的软体键:选择同级菜单的其它菜单内容。
在其显示行上面提示左,右箭头提示在该菜单下只能按其键。
而无提示时键无效。
A) 主菜单:有2页,由最右边的软菜单键进行切换,每页有5 个菜单画面可选择.第一页[位置]: 按下其下面的软体键, LCDT显示此刻位置。
图解电脑内外所有连线【组图】
图解电脑内外所有连线【组图】图解电脑内外所有连线【组图】多图解说电脑内外所有连线(新手必看的)作为一个新手,要组装一台可以使用的电脑,我们首先要解决的问题是如何将诸多电脑配件和连线顺利地连接起来?为了完成这个任务,就必须深入认识电脑内外各种连线。
笔者把这些连线分为主机外连线、主机内连线和主机内跳线三个部分来给大家讲解。
主机外连线主机外的连线虽然简单,但我们要一一弄清楚哪个接口插什么配件、作用是什么。
对于这些接口,最简单的连接方法就是对准针脚,向接口方向平直地插进去并固定好。
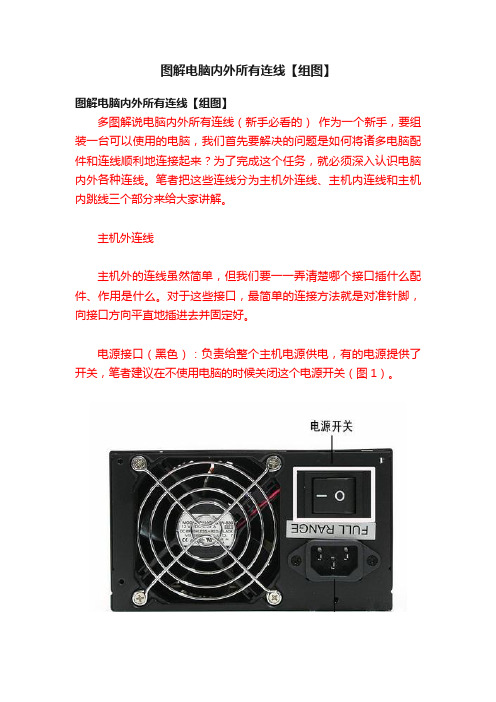
电源接口(黑色):负责给整个主机电源供电,有的电源提供了开关,笔者建议在不使用电脑的时候关闭这个电源开关(图1)。
Jps/2接口(蓝绿色):PS/2接口有二组,分别为下方(靠主板PCB方向)紫色的键盘接口和上方绿色的鼠标接口(图2),两组接口不能插反,否则将找不到相应硬件;在使用中也不能进行热拔插,否则会损坏相关芯片或电路。
USB接口(黑色):接口外形呈扁平状,是家用电脑外部接口中唯一支持热拔插的接口,可连接所有采用USB接口的外设,具有防呆设计,反向将不能插入。
LPT接口(朱红色):该接口为针角最多的接口,共25针。
可用来连接打印机,在连接好后应扭紧接口两边的旋转螺丝(其他类似配件设备的固定方法相同)。
COM接口(深蓝色):平均分布于并行接口下方,该接口有9个针脚,也称之为串口1和串口2。
可连接游戏手柄或手写板等配件。
Out接口(淡绿色):靠近COM接口,通过音频线用来连接音箱的Line接口,输出经过电脑处理的各种音频信号(图3)。
Out和Mic中间的那个接口,意为音频输入接口,需和其他音频专业设备相连,家庭用户一般闲置无用。
Mic接口(粉红色):粉红色是MM喜欢的颜色,而聊天也是MM喜欢的。
MIC接口可让二者兼得。
MIC接口与麦克风连接,用于聊天或者录音。
显卡接口(蓝色):蓝色的15针D-Sub接口是一种模拟信号输出接口(图4),用来双向传输视频信号到显示器。
fanuc系统硬件连接图

说明:代表可由FANUC 提供完整线缆或仅提供插头由MTB 自行制作线缆代表必须由FANUC 提供完整线缆代表需由MTB 自己制作的线缆注: 1.根据线标K*可由后面章节查看该端口的管脚连接图2.电池是在使用绝对式编码器时使用(非标准配置),如使用增量式编码器时可不接电池3.电机与放大器的最大电流必须匹配综合接线图(i说明:代表可由FANUC 提供完整线缆或仅提供插头由MTB 自行制作线缆代表必须由FANUC 提供完整线缆代表需由MTB 自己制作的线缆注: 1.根据线标K*可由后面章节查看该端口的管脚连接图2.电池是在使用绝对式编码器时使用(非标准配置),如使用增量式编码器时可不接电池3.电机与放大器的最大电流必须匹配说明:代表可由FANUC 提供完整线缆或仅提供插头由MTB 自行制作线缆代表必须由FANUC 提供完整线缆代表需由MTB 自己制作的线缆注: 1.根据线标K*可由后面章节查看该端口的管脚连接图2.电池是在使用绝对式编码器时使用(非标准配置),如使用增量式编码器时可不接电池3.电机与放大器的最大电流必须匹配说明:代表可由FANUC 提供完整线缆或仅提供插头由MTB 自行制作线缆代表必须由FANUC 提供完整线缆代表需由MTB 自己制作的线缆注:1.根据线标K*可由后面章节查看该端口的管脚连接图2.电池是在使用绝对式编码器时使用(非标准配置),如使用增量式编码器时可不接电池3.电机与放大器的最大电流必须匹配DC24Vii ipositioncoder24V24V接近开关制动插脚,制动插脚i 电源i 电源。
900连接手册

●接线示意说明:(具体的接线需查看伺服或变频器手册)
P-COMMAND示意图
V-COMMAND示意图
*ENCODER接线与正反转指令接至伺服驱动器相对应接脚(请参阅伺服驱动
器使用手册),建议以对绞线配接以降低噪声干扰若能以隔离网包覆最佳。
*注意控制器及伺服驱动器接地良好以避免干扰,伺服线隔离网需与接头相接。
●ST440210M面板I/O定义
5.
5.1 Tapping
5.1.1
●X1~X4、Y1~Y4定义参见1.1.1章节XI1~XI3及XO1~XO3定义
●P1~P4口定义参见2.1.1章节
●MPG口定义
Pin
Signal
Pin
Signal
Pin
Signal
1
MPG_A+
6
MPG_Z-
11
IN60
2
●MPG口定义
Pin
Signal
Pin
Signal
Pin
Signal
1
MPG_A+
6
MPG_Z-
11
IN60
2
MPG_A-
7
IN56
12
IN61
3
MPG_B+
8
IN57
13
IN62
4
MPG_B-
9
IN58
14
GND
5
MPG_Z+
10
IN59
15
VCC(+5V)
单端MPG手轮接线示意图
●面板I/O定义
P-COMMAND示意图
●MPG口定义
Pin
Signal
图解主板各种插针接口的接法

全程图解:手把手教你主板各种插针接口与机箱(电源)的接法组装电脑的过程并不复杂,我们只需要按照顺序将CPU、内存、主板、显卡以及硬盘等装入机箱中即可,详细的攒机方法请参见:《菜鸟入门必修!图解DIY高手组装电脑全过程》。
在组装电脑的过程中,最难的是机箱电源接线与跳线的设置方法,这也是很多入门级用户非常头疼的问题。
如果各种接线连接不正确,电脑则无法点亮;特别需要注意的是,一旦接错机箱前置的USB接口,事故是相当严重的,极有可能烧毁主板。
由于各种主板与机箱的接线方法大同小异,这里笔者借一块Intel平台的主板和普通的机箱,将机箱电源的连接方法通过图片形式进行详细的介绍,以供参考。
由于目前大部分主板都不需要进行跳线的设置,因此这部分不做介绍。
一、机箱上我们需要完成的控制按钮开关键、重启键是机箱前面板上不可缺少的按钮,电源工作指示灯、硬盘工作指示灯、前置蜂鸣器需要我们正确的连接。
另外,前置的USB接口、音频接口以及一些高端机箱上带有的IEEE1394接口,也需要我们按照正确的方法与主板进行连接。
机箱前面板上的开关与重启按钮和各种扩展接口首先,我们来介绍一下开关键、重启键、电源工作指示灯、硬盘工作指示灯与前置蜂鸣器的连接方法,请看下图。
机箱前面板上的开关、重启按钮与指示灯的连线方法上图为主板说明书中自带的前置控制按钮的连接方法,图中我们可以非常清楚的看到不同插针的连接方法。
其中PLED即机箱前置电源工作指示灯插针,有“+”“-”两个针脚,对应机箱上的PLED接口;IDE_LED即硬盘工作指示灯,同样有“+”“-”两个针脚,对应机箱上的IDE_LED接口;PWRSW为机箱面板上的开关按钮,同样有两个针脚,由于开关键是通过两针短路实现的,因此没有“+”“-”之分,只要将机箱上对应的PWRSW接入正确的插针即可。
RESET是重启按钮,同样没有“+”“-”之分,以短路方式实现。
SPEAKER是前置的蜂鸣器,分为“+”“-”相位;普通的扬声器无论如何接都是可以发生的,但这里比较特殊。
GSK 梯图编辑器使用说明

GSK 梯形图编辑软件使用说明GSK 梯形图编辑软件是GSK 218M以及GSK 990MA系列铣床数控系统在PC上的梯形图编辑器,主要提供了GSK 218M以及GSK 990MA系列梯形图的编辑、转换、查错和打印功能。
本软件可运行于Windows 98、Windows Me、Windows 2000、Windows XP和Windows 2003。
1启动软件GSK 梯形图编辑软件是一个绿色软件,无须安装。
软件包内包含Lad Edit.exe 和Diag.mea两个文件和一个LadFile的文件夹,LadFile文件夹里含有系统的标准梯形图。
双击Lad Edit.exe便可运行软件,打开梯形图之后界面如下:2功能介绍2.1文件菜单文件菜单里包括新建、打开和保存程序文件,生成可执行的梯形图文件或二进制文件,打印、打印预览和打印设置,最近打开的文件列表等功能。
2.2编辑菜单编辑菜单包括梯形图的剪切、复制、粘贴、查找、转换和编辑等功能。
2.3查看菜单控制工具栏、状态栏、输出窗口和指令表窗口的显示和隐藏。
2.4窗口菜单控制各个窗口口的选择和布局。
2.5帮助菜单本软件的版本信息。
3使用说明3.1编辑3.1.1图形的选择在梯形图的编辑视图中,以黑色的矩形阴影表示光标,在两条母线之间的图形编辑区单击鼠标左键,选择需要编辑图形单元的位置。
如下图:在进行块选择时,在块的起始位置按下鼠标左键,并拖动至块的结尾行,在松开左键之前,选择的区域周围以点线的矩形表示,松开后整块梯形图反色,即表示该范围内的梯形图被选定,可以进行下一步操作,如剪切,删除,复制等.3.1.2剪切选定需要编辑的梯形图区域后,有三种途径实现该操作:1.单击鼠标右键弹出环境菜单后选择剪切;2.选择主菜单的编辑[Alt+E]---剪切[Alt+T];3.直接快捷键[Ctrl+X];剪切掉的内容放入剪贴板中,可以通过粘贴操作将剪贴板上的内容复制在梯形图。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
GND XXX555...753 XXX544...175 XX44..31
主轴电机档
位控制部分
+24V XX55..64 XXX554...206 XX44..42 X4.0
+24V X3.6 XX33..24 XXX223...460 XX22..02
XXX+1112...4246V XXX001...460 X0.2 X0.0
C
限位、回零等开关检测信号部分
D
M3 电3机~
E
机
械
编码器
传 动
主轴
F 任选一种 主轴配制
机 械
主轴
编码器
传 动
G
1
2
机
械
传 动
主轴异步电机
机
械
传 动
主轴伺服电机
3
4
E
注:变频主轴报警信号输出 给XS23系统侧主轴信号接 口,见图号70/01
GSK990MA
部 件 名 称
F 总框架连线图
阶段标记
部件代号
990MA连接参考图
218M项目组全体职员祝您工作顺利!!
系统服务部热线:020-83969288(一号多线) 机床服务部热线:020-81790837/81786476 项目组服务热线: 020-81992188-8088/8306
2009年07月24号 更新
序号
代号
1
00
2
01
3
04
4
06
5
10
标记处数更改文件号 签 名 日期
设计
标准化
绘图
审核
总框架图
A
01
共 1 张 第 1 张
校对 工艺
批准 日期
CNC机床名称
广州数控设备有限公司 G
5
6
7
8
9
10
1
2
3
4
5
6
7
8
9
10
总电源开关 CNC及驱动器电源
A
L170A
QF0(70A)
U
L2
V
L3
W
主轴强电
冷却泵
3x10mm2黑线
排屑电机
主轴风扇
Y轴
Z轴
4TH 轴
相关图号:70-1
变频器
故障 RB
0~ 模拟
输出 RC
10V 电压
0V 输入 信号
正反 FWD
转控 REV 制端 COM 子
电机接线端子
U V W PE
相关图号:70-2/5
0~ 模拟 10V 电压
伺服驱动器
输 ZCP
0V 输入 信号
CN1
出 COIN 信 STR
A+/A- 码盘
号 COM-
RS232
XS21
XS22
XS23
CNC
XS30
XS31
XS32 XS33
A
输出到机床侧信号 机床侧输入的信号 XS40 XS41 XS42 XS43 XS44 XS45
刚性攻丝时,
B
注:外接手
所需的位置方式
B
指令信号,取
4TH轴的信号
任选一种控制方式
PC--RS232
轮XS21,XS22 信号都需要 用上
550W 380V 1.35A
M2 3~
280W 380V 0.67A
PE 1mm2黄绿线
4
5
M3 3~
200W M4 380V 3 ~ 0.48A
280W 380V 0.67A
PE 1mm2黄绿线
1mm2
PE 黄绿线
标记处数更改文件号 签 名 日期
设计
标准化
绘图
审核
校对
批准
工艺
日期
6
7
M5
-XT1:
GND YY33..75 YYYY3322....3175 Y2.3 Y2.1
GND YYY555...357 YYY445...571 YY44..13
系统侧输 入(主轴)
YYY+1112...4642V YYY100...064 YY00..20
+24V Y3.6 YY33..42 YYY322...064 YY22..20
设计
标准化
控制回路图
绘图
审核
校对 工艺
批准 日期
CNC机床名称
5
6
7
8
部 件 AC110V电源
F
名 称 控制回路
阶段标记 A
部件代号
06
共 2 张 第 1 张
广州数控设备有限公司 G
9
10
1
2
3
4
5
A
04/02/F2
B
电源开/关控制 主轴夹紧刀 101
刀库前进
刀库后退
SB3
KA20
KA5
KA17
+24V YY55..46 YYY455...602 YY44..24 Y4.0
系统侧输 出(主轴)
I/O转接板(输入)
inputc inputB inputA
GND X1.7 XXXXX00111.....57135 XX00..13
GND XX33..57 XXXX2233....5713 X2.3 X2.1
张数
1 1 3 2 4 4 1 3
9 9 2 2 1
备注
标记处数更改文件号 签 名 日期
设计
标准化
绘图
审核
校对
批准
工艺
日期
GSK990MA 文件清单
CNC机床名称
部 件 名 称
文件清单
阶段标记 A
部件代号
00
共 1 张 第 1 张
广州数控设备有限公司
1
2
3
4
5
6
7
8
9
10
A
GSK 990MA
1mm 2 红线
1mm2 白线
24A
24C
1mm2 白线
QF6
1A
110C 110A
QF7
1mm2 白线
3A
-XT1:
1mm2 白线
QF8
1A
QF9
1A
D
KA10
220D 220E 220A
220C 220A
102
KA11
-XT1:
-XT1:
E
QF4 3A
-XT1: 100
101
F
06/02/B1 80/02/A5
8
部 件 系统电源连接图 F 名 称
阶段标记 A
部件代号
04
共 3 张 第 3 张
广州数控设备有限公司 G
9
10
1
2
3
4
5
6
7
8
9
A
CNC及驱动器电源 主轴强电
冷却泵
排屑电机
冲屑电机 刀库电机正转 刀库电机反转
04/02/E5
110A
B
KA20
C
D
KA4
KA9
KA14
KA15
KA16
23
25
KM7 24
B+/B- 差分 Z+/Z- 信号
输 入
STAO CON
PULS+/PULSSIGN+/SIGNCN3
DAP03时的位置方式信号
CN2
电机接线端子
U V W PE
信 FWD 号 REV
COM+
电控柜
I/O转接板(输出)
outputc ouputB ouputA
GND Y1.7 YYYYY11100.....53175 YY00..31
GND 12 +5V 13 +5V 14 GND 15 GND
XS32:DB15孔座(Z轴)
1 ZCP+
23 ZDIR+ ZPC
54
+24V ZDALM
6空 7 ZEN 8 GND
部 件 主电路控制电源 F 名 称
标记处数更改文件号 签 名 日期
设计
标准化
绘图
审核
校对
批准
工艺
日期
6
7
强电回路图
CNC机床名称
8
阶段标记
部件代号
A
04
共 3 张 第 2 张
广州数控设备有限公司 G
9
10
1
2
3
R
A 3-AC220V
S
04/01/F2
T
B
C
4
5
6
7
8
9
10
A
3X2.5mm2 黑线
32A
D
KM2 RC2
06/01/E8
D
U1 V1 W1
-XT1:
-XT1:
-XT1:
RC6
U3 V3 W3
U4 V4 W4
U5 V5 W5
E
F
G
1
06/01/E2 KM1
U2 V2 W2
RC1 -XT1:
RST
60/01/A1 04/03/A1
70/01/B8
70/02/B8 70/03/B8
2
3
空4 IOGND 3
MPG REMOTEMPG
空2
+24V 1
DB25针座 DB25针座 DB25针座 DB25孔座 DB25孔座 DB25孔座
DB15孔座 DB15孔座 DB15孔座 DB15孔座 DB15针座