设备工装模具开发计划进度表
项目开发进度计划表(包含子计划)
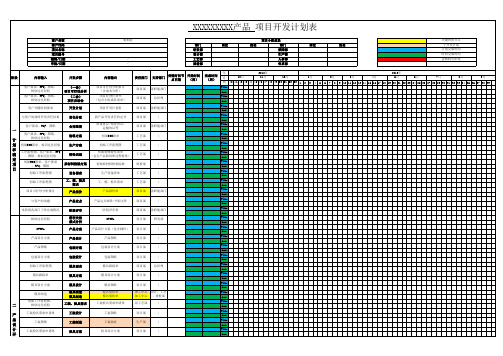
Plan Act
试生产工序流程图
产线布局
产线(设备)布局图
生产部
\
Plan Act
试工序流程图、 初始特殊特性清单
潜在失效模式 分析
初始PFMEA(持续更新)
工艺部
\
Plan Act
初始PFMEA
过程控制
试生产控制计划 (持续更新)
工艺部
\
Plan Act
三
试生产控制计划
关键工艺参数
初始关键工艺参数表
PPAP样件 本阶段各部门工作完成情况
资料整理 PPAP批准 阶段评审
分供方清单 合格供应商名录
(需要时) PPAP资料清单
PPAP批准报告
阶段评审表
五
PPAP批准
SOP
批量生产
批
批量生产
量 生
PPAP批准
产
数据统计
SPC 项目移交 持续改进
SPC分析报告(CPK) 项目移交报告 课题改善
延期
序
号
延期项
Plan
Act
Plan
Act
Plan
Act
Plan
Act
Plan
Act
Plan
Act
Plan
Act
Plan
Act
Plan
Act
Plan
Act
Plan
Act
Plan
Act
Plan
Act
Plan
Act
Plan
Act
Plan
Act
Plan
Act
Plan
Act
Plan
Act
Plan
Act
项目开发计划进度表

项目负责人:
联系电话:
编制日期:
项目编号:
产品/订单信息
开发目标
客户
目标成本
未知
型号/品名
总开发周期
接项目日期
产 品 别 □空压机A □空压机部件B ■园林机械C □高压清洗机D □汽车件E □其他F
研 发 别 □代研
□自研
■代旧
性能参数
研发流程 □按汽车件研发(1+2) ■按非汽车件研发/按两者结合研发(2)
32
1 编制测量装置计划(试制)
33
2 小组可行性评审与承诺*
34
第二阶段
顾客/产品/市场等信息 性能参数/目标市场/目标成本/交付
日期等 可行性分析报告
总经理及授权人签批
小组成员职责/分工表
《初始材料清单》PBOM 《开发进度计划表》
《产品/过程指标和设想》 《初始过程流程图》
《初始产品特性清单》 PAP
19
1
样件控制计划
20
2
材料配套零星采购
22 产 2 23 品 2 24 设 2
样产件工装设计与制作 自制工装 委外工装
25 计 2 和
26 开 2
样件制造* 原型样件评估*
27 发 2
2
28
2
编制产品标准(试制) 编制设计图纸(试制)
29
2 编制材料技术规范(试制)
30
2
工装模具计划(试制)
31
1 编制特殊特性清单(试制)
变更
起
止
起
止
实绩
起
止
备注 12月13日
PPK/CPK/废 品率/可靠性 /生产节拍等
APQP全套表单——新产品质量策划进度计划(APQP)

自检陈述
47
测量系统阐发评价
质保部
MSA
48
初始过程能力研究
工艺部
X—R控制图
49
出产件批准
质保部
PPAP
50
出产确认试验
质保部
试验陈述
51
设计确认
开发部,客户
设计确认记录表
52
包装评价
APQP小组
产物包装评价表
53
制定出产控制方案
开发、工艺
〔出产〕控制方案
TR-0701-19
控制方案查抄表
41
编制过程指导书
工艺部
作业指导书
42
制定测量系统阐发方案〔MSA〕
质保部
测量系统阐发方案
TR-0701-37
43
制定初始过程能力研究方案
工艺部
初始过程能力研究方案
TR-0701-38
44
制定包装尺度
工艺部
包装作业指导书
TR-0701-39
45
阶段总结及办理者撑持
APQP小组
阶段总结
TR-0701-15
新 产 品 质 量 策 划 进 度 计 划
〔A P Q P〕
标识:TR0701-07
制定部分: 开发部 制定日期: 年 月 日 第 页 共 页
产物名称
客户名称
产物图号
序
号
工 作 内 容 / 项 目
负责部分
预计开始
日 期
预计完成
日 期
实际完成
日 期
所需成立的资料
表单编号
1
第一阶段
方案和确定工程
新产物开发需求
95
建议事项及综合评价:
技术部项目开发计划及进度表(1)

3月12日 3月17日 3月18日 4月8日
技术
业务/技 术
总室/业 务
全员
4月7日 4月8日 技术
3月20日 3月20日 技术
3月17日 3月20日 机加
4月3日
技术/生 管
品检
3月25日
机加/技 术
4月7日
技术 机加/技
术
,
小
6 产 模具样品入厂 品
7 制 小批加工试制/组装*
8.1 作 设计验证→全尺寸检查 ,
8.2 测 设计验证→全性能测试-1*
试
8.3
设计验证→性能测试-2*
确定减压/稳压孔板尺寸及弹簧规格!! 旋转功能及密封性能
预留测试失败修改方案,再制小样测试
4月11日 4月16日 4月15日 4月18日 4月16日 4月18日 4月20日 4月21日 4月21日 4月23日
9
小批样品评估会,图纸修订* 根据加工,组装,测试的问题点提出调整
备料→锻造→热处理→机加车→铣→阳极灰?
4月3日 5月10日
3
三银有两个配件要确认后再 订!
方形卡环D65.5*□3x3、压缩弹簧47.*3.5*36±1 4/25订 5/10入
4
巨帆锻件确认合格可以先下单
阀杆螺母、SN65阀座、阀杆 SNZ65上阀座,SNZ65下支座(开模已通知备料)
4/15订 5/6入
客户 订单型号 接单日期 3月17日
备注
项目开发计划/进度表
产品/订单信息
福建广远科技股份有限公司
SNW65-III 数量:772套 / SNZ65 数量:308套 / SNZW65-III:860套
订单要求交付日期
客户其他要求
新产品项目APQP开发计划(共五个阶段)

产品名称
公司内产品图号
产品原图号
顾客名称
序
号
工 作 内 容 / 项 目
负 责
部 门
负 责
人 员
开 发 时 程
所需建立的资料
计划开始日期
计划完成日期
实际完成日期
53
第四阶段:产品和过程确认
小批试生产作业(★)
车间
试生产作业计划表
54
测量系统分析评价(★)
APQP小组
测量系统分析评价表格
产品名称
公司内产品图号
产品原图号
顾客名称
序
号
工 作 内 容 / 项 目
负 责
部 门
负 责
人 员
开 发 时 程
所需建立的资料
计划开始日期
计划完成日期
实际完成日期
37
第三阶段:过程设计和开发
制造过程设计输入和评审(★)
APQP小组
设计评审记录表
38
编制产品包装标准
技术部
产品包装标准
39
评审产品/过程质量体系
APQP小组
(试生产)控制计划
控制计划检查表
45
编制过程指导书(★)
技术部
相关过程作业指导书
46
制定测量系统分析计划(MSA)(★)
APQP小组
测量系统分析计划
制定初始过程能力研究计划(★)
APQP小组
初始过程能力研究计划
制定包装规范(★)
技术部
产品包装规范
制造过程设计验证/确认及其评审(试生产作业)(★)
计划完成日期
实际完成日期
63
第五阶段
批量生产
零部件开发计划及进度监控表

★
★
设计 评审 对供应商提交的工装制作计划(按主机厂方提供
的格式)进行确认并会签
《工装制作计划》
★
对供应商的产品工艺设计、工装图纸进行确认并 《会签记录》、《项目接口人委托 会签,确认供应商项目接口人 书》 主机厂公司与供应商根据产品技术标准要求共同 确定样件认证、全尺寸测量等检验方法(按主机 《检查基准书》 厂方提供的格式) 样件制造、提交并实验检验 相关实验/检验报告
相关实验/检验报告 ★ ★
★
★
对工装样件进行实验检验确认,同时将其装配于 《试制产品质量鉴定单》 系统和/或车辆以验证设计和装配 对反馈问题进行整改并确认 《 质量问题反馈单》
主机厂公司与供应商根据产品技术标准要求共同 确定样件认证、全尺寸测量等检验方法(按主机 《进货检验控制计划》 厂方提供的格式)
★ ★ ★ ★
★ ★ ★
计 划 确 认
设计人员会签/日期 设计主管审核/日期
项目总监批准/日期
备注:1、此表由供方APQP项目经理与客户设计人员协商确认后执行;2、此表用于监控供方自立项至SOP阶段的供方开发进 程与整车进程的协调性;4、双方对计划节点时间的任何修改都应及时更改双方的A表。5、计划进度管理根据任务节点要求 按周或按日管理,6、带*为在开发过程中根据PPAP提交等级等实际情况,供应商与主机厂确定是否需要将具体输出文件主 机厂确认
OTS
整车开发计划 整车开发计划 整车开发计划 整车开发计划
2012年12月21日
2013年03月09日 2012年10月13日 2012年12月10日
GW 制造 计划
PPAP 小批量试生产 SOP 正常生产
对供应商的设计文件资料进行补充并确认 ,并 与供应商达成对质量目标、成本、开发周期初步 《产品定义书》 共识。 在供应商的开发计划、质量、价格都满足主机厂 公司要求的情况下,与供应商签订《开发技术协 《开发技术协议》、《开模指令》 前期 议》
APQP项目进度计划表
工装图纸评审, 工装图纸下发登记表 下发 、工装图纸存档 工装加工 工装检验 制定过程流程图 生产计划 检验报告 过程流程图
生产场地平面布 生产场地平面布置图 局规划 制定控制计划 制定作业指导书 质量控制与检验 文件的制定 样件检验 提交PPAP申请 制定包装规范 试生产 生产确认试验 PPAP批准 包装评价 批量生产 顾客满意 支付和服务 控制计划 作业指导书 产品检验规程 检验报告 PPAP申请表单 包装规范 生产计划 试验报告 PPAP批准通知单 包装评价表 生产计划 顾客满意度调查表 顾客服务反馈记录表
APQP
产品名称:
序 阶段 号 1 第一 阶段 项目 计划 和确 定 3 4 5 6 第二 阶段 产品 设计 和开 发 7 8 9 10 11 12 13 第三 阶段 14 过程 设计 和开 15 发 16 17 18 19 第四 阶段 20 产品 和过 程确 21 认 22 第五 23 阶段 反 馈, 24 评定 和纠 25 正 工作内容 输出文件 负责人
文件编号:
5/9 5/10 5/11 5/12 5/13 5/14 5/15 5/16 5/17 5/18 5/19 5/20 5/21 5/22 5/23 5/24 5/25 5/26 5/27 5/28 5/29 5/30 5/31 6/1
产品图纸评审
图纸
技术部
确定项目进度计 APQP开发进度计划表 APQP小组 划 确定初始物料清 单 制定产品保证计 划 图纸转换 工装设计 初始物料清单 产品保证计划 内部图纸 工装图纸 技术部 APQP小组 技术部 技术部 技术部 技术部 质量部 APQP小组 生产部 APQP小组 技术部 质量部 质量部 技术部 技术部 生产部 质量部 市场部 APQP小组 生产部 市场部 市场部
APQP流程管理各阶段输出资料一览表
P2-18试制原材料采购计划 原材料及零件检验
P2-19C?零件全尺寸检验记录 P2-19A?材质报告 P2-19B?首样试装单 采购员提交,质量部确认
P2-20OTS样件制造计划 P2-19 P2-20 编制OTS样件制造计划 供应商OTS提交 P2-21供应商OTS提交通知 结构硬件设计师
P2阶段输出资料清单 P2-2 P2-3 P2-4 P2-5 P2-6 P2-7 P2-8 P2-9 P2-11 产品设计质量功能展开QFD P2-1C产品需求说明书评审报告 技术条件
P2-2A《产品技术条件》 P2-2B《实验大纲》 P2-2C《硬件设计说明书》 硬件设计师
产品设计师编制、实验室汇总
P2-15B新工装、量具、检具设计评审报告 P2-15C新工装、量具、检具制造进度计划 P2-15D《软件功能测试用例》 P2-15E《编程文档》 工程部
测试设计师
包装标准规范
P2-16A包装2D图 P2-16B包装设计评审 P2-16C供应商包装方案确认结构设计师 P2-24 P2-26 样件控制计划(几轮样件的控制 P2-17A《样件控制计划》 P2-17B《功能测试报告》 P2-17C《出厂检验报告》 测试工程师
4.6生产控制计划 生产控制计划
4.7 P-FMEA P-FMEA 4.8 PPAP 首批样件送样报告
客户信息反馈及不断的改进
4.9产品审核 产品审核报告
4.10过程审核 过程审核报告
4.11型式试验大纲 总成型式试验大纲
功能性能报告
敏锋公司试验报告(自检报告)
总成试验报告(第三方)附实验室认可文件
P2-7A《分供方清单表》 P2-7B《设计制造职能矩阵表》 采购员
项目管理APQP计划一览表
编制MSA分析计划,在试生产或生产前完成MSA 报告 编制初始能力研究计划,在试生产或生产前完 成初始能力研究报告 结合试生产情况,对相关工装的使用情况进行 评价,确认其是否满足生产及检测要求 阶段总结,包括工作进度、任务分派等是否完 成
第四阶段 产品及过程确认
按照客户要求的进度计划安排试生产
2.4 样件控制计划
如需要,应编制样件制造计划和样件控制计划
对项目所需要的工装进行配置,根据项目进度 2.5 配置相关的工装及设备 计划编制相关的工装进度计划及任务书,包括
模具、检具、夹具、治具等
对项目所需要的工装进行配置,根据项目进度 2.5 配置相关的工装及设备 计划编制相关的工装进度计划及任务书,包括
模具、检具、夹具、治具等
2.6 二级供应商选定
按公司供应商评价流程,进行供应商评价,并 提出要求,对项目所需的外购件、外协件及原 材料厂家进行选定
2.7 供应商PPAP提交要求
根据项目进度计划及供应商的选定,对供应商 提出PPAP要求
2.7 样件控制计划及样件制造
编制样件制造计划和样件控制计划
2.8 对快速样件质量的确认 对样件及二级供应商提供的样件质量进行评价
4.2 试生产
按照试生产计划完成试生产,并完成生产过程 的有效评估
4.3 测量系统分析
按照MSA计划,完成MSA分析并出报告
4.4 初始过程能力研究
按照初始过程能力研究与评价
按照检验及实验要求,对试生产零件进行检验 及实验
4.6 包装评价
按顾客要求,结合包装规范,完成顾客对产品 包装的包装批准
不断的改进产品和管理质量,减少变差
说明:在对新产品APQP资料包进行汇总时,不包括第五阶段的资料,第五阶段的资料是在顾客认定可以批量生产之后,由各部 品和过程(PPAP)及公司编制了文件化的程序规定进行,所有资料的准备由各部门按职责的归口进行,在新项目资料汇总中不
APQP项目开发进度表
25 PFMEA风险评估
26 PFMEA对策确认
27 注塑成型工艺卡(冻结)
28 MSA,PPk,Cmk计划
29 A-3新设备、工装和试验设备检查表
30 A-4产品/过程质量检查表
31 A-5工厂平面布置图检查表
32 A-6过程流程图检查表
33 A-7过程FMEA检查表
34 A-8控制计划检查表
35 阶段评审表
1 三大文件制作
2 作业指导书
3 检验标准书
4 人员培训计划/实施
5 试生产审核及验收报告
6 试生产确认报告
C试生 产阶段
7 8
两天生产评审及验收报告 全尺寸报告
9 MSA
D生产 阶段
10 PPK 11 包装评价 12 A-8控制计划检查表 13 产品质量策划及认定 14 PPAP提交 15 阶段评审表-3 阶段文件归档 1 PPAP后顾客投诉处理满意度计划 2 交付服务 3 过程审核 4 阶段评审表-4(阶段文件归档)
计划完成时间
实际完成时 间
-
责任部门/责任人
2 工装初步验收(提供检测报告及操作说明书)
Байду номын сангаас
3 测量方案的制定
4 模具T1试模
5 模具T1试模问题点会议纪要
6 模具T1产品尺寸测量
7 模具T1问题检讨及修模方案确认
8 模具T2试模
9 模具T2试模问题点会议纪要
10 模具T2产品尺寸测量
11 模具T2问题检讨及修模方案确认
12 模具T3试模
13 模具T3试模问题点会议纪要
14 模具T3产品尺寸测量 15 模具T3问题检讨及修模方案确认 16 工装验收(提供检测报告及操作说明书) B过程开 17 试制三大文件 发阶段 18 试制包装作业指导书 19 试制生产作业指导书 20 试制检验标准书 21 OTS送样(样品确认书) 22 OTS检测报告 23 BOM表
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
乐清市五星电机科技有限公司
新设备、模具、工装、开发计划进度表
日期:年月日
产品名称换向器规格型号300B 顾客名称计划完成日期
新开发项目名称参考图纸图纸编号制作方式□内制□外制
电器项目负责人完成日期机
箱
标
准
件
项目负责人完成日期
机
械
项目负责人完成日期项目负责人完成日期采购采购设计安装
安装
安装
备料调试
程序加工维护
备注:备注:备注:
需求明细1 电器标准件
气
缸
类
CDJ2B/16-50(3个)/16-30(2个);
CDM2B/20-30(1个);SDA/20-20(5个);
TN16×50-S(1个);CXSM/15-20(1个);
滑台气缸(6个);真空发生器(1个);
气源处理器(1个);
CDJPB10-10D(1个)/10-5D(2个);
MH22-20D(1个)。
气
阀
类
气管(Φ4、Φ6、Φ8);
Φ6三通(10个);8转6三通(10个);
PC06-R02(30个);PC04-R02(30个);
PC08-R02(10个);SCF6(6个);
SCF4(12个);SC06-M5(15个);
M12消声器(10个);SC04-M5(15个)
电
子
元
器
件
伺服电机驱动;步进电机驱动(86HS8040A4J5/42HD0401-24B);
触摸屏;基恩士PLC;24V开关电源;5V开关电源;
振动调频器6(个);继电器(6只);继电器座(6只);
光纤放大器(8个);光纤感应线(8条);D-A93感应器(15条);
CS1-S(15条);急停开关;电线(红/黄/蓝);排线;线槽+槽盖;
电池阀24V(24个)/2V025-08(2个);汇流板12位(2条);
接近开关(4个)。
2 机箱机箱、接料盒、触摸屏支撑架、机箱支撑脚。
(其它详见设计图要求)
3 机械非标件
振动盘、直振、支撑架、滑到、工装、定位块、转盘、模芯、支撑柱、机台定位板(6块)、陀螺(链接分割器与转盘间用)、导轨、弹簧。
(其它详见设计图要求)
4 机械标准件 6.0分割器、同步轮、同步带、缓冲器M8(12个)/M10(5个)、螺母(M6/M10)、螺栓(M3/M4/M5//M6/M8/M10)。
(其它详见设计图要求)
新品项目负责人意见/日期:总经理意见/日期:进度延迟说明:
备注:所有参加新品开发的人员必须根据会议安排的计划日期内完成各项工作,如遇人力而无法抗拒的原因或其它客观原因导致工作推迟必须由总经理核实同意。