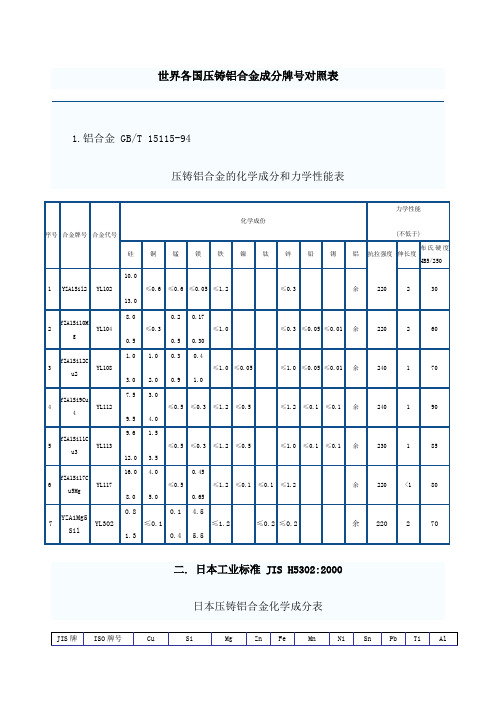
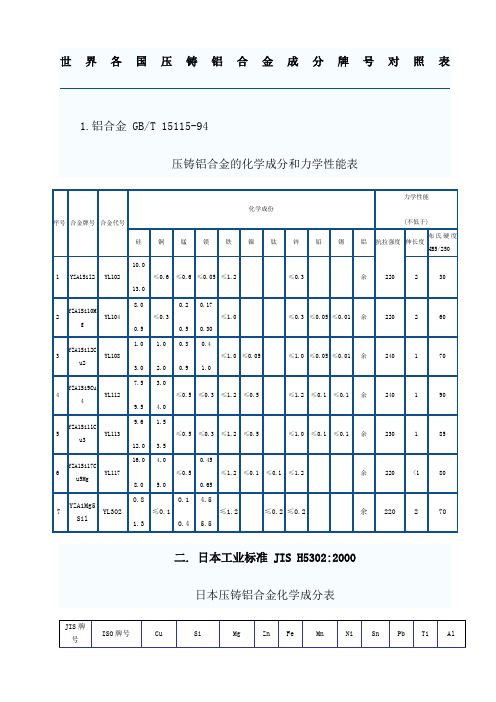
压铸铝合金材料成分力学、物理及压铸性能 (1)
铝合金成分和压铸标准

国内外主要压铸AI合金化学成分表铝合金压铸标准---美国标准三.美国标准ASTM B85-96美国压铸铝合金化学成分表铝合金压铸标准---欧盟标准四.欧盟标准EN1706:1998欧盟压铸铝合金化学成分和力学性能表铝合金压铸标准---日本标准二.日本工业标准JIS H5302:2000日本压铸铝合金化学成分表铝合金压铸标准---中国标准一.中华人民共和国国家铝合金压铸标准压铸铝合金的化学成分和力学性能表. 铝合金压铸件GB/T 15114-941.主题内容与适用范围本标准规定了铝合金压铸件的技术要求,质量保证,试验方法及检验规则和交货条件等.本标准适用于铝合金压铸件.2.引用标准GB1182 形状和位置公差代号及其标准GB2828 逐批检查计数抽样程序及抽样表(适用于连续的检查)GB2829 周期检查计数抽样程序及抽样表(适用于生产过程稳定性的检查)GB6060.1 表面粗糙度比较样块铸造表面GB6060.4 表面粗糙度比较样块抛光加工表面GB6060.5 表面粗糙度比较样块抛(喷)丸,喷砂加工表面GB6414 铸件尺寸公差GB/T11350 铸件机械加工余量GB/T15115 压铸铝合金3.技术要求3.1化学成分合金的化学成分应符合GB/T15115的规定.3.2力学性能3.2.1当采用压铸试样检验时,其力学性能应符合GB/T15115的规定3.2.2当采用压铸件本体试验时,其指定部位切取度样的力学性能不得低于单铸试样的75%,若有特殊要求,可由供需双方商定.3.3压铸件尺寸3.3.1压铸件的几何形状和尺寸应符合铸件图样的规定3.3.2压铸件尺寸公差应按GB6414的规定执行,有特殊规定和要求时,须在图样上注明.3.3.3压铸件有形位公差要求时,其标注方法按GB1182的规定.3.3.4压铸件的尺寸公差不包括铸造斜度,其不加工表面:包容面以小端为基准,有特殊规定和要求时,须在图样上注明.3.4压铸件需要机械加工时,其加工余量按GB/T11350的规定执行.若有特殊规定和要求时,其加工作量须在图样上注明.3.5表面质量3.5.1铸件表面粗糙度应符合GB6060.1的规定3.5.2铸件不允许有裂纹,欠铸,疏松,气泡和任何穿透性缺陷.3.5.3铸件不允许有擦伤,凹陷,缺肉和网状毛刺等腰三角形缺陷,但其缺陷的程度和数量应该与供需双方同意的标准相一致.3.5.4铸件的浇口,飞边,溢流口,隔皮,顶杆痕迹等腰三角形应清理干净,但允许留有痕迹.3.5.5若图样无特别规定,有关压铸工艺部分的设置,如顶杆位置,分型线的位置,浇口和溢流口的位置等由生产厂自行规定;否则图样上应注明或由供需双方商定.3.5.6压铸件需要特殊加工的表面,如抛光,喷丸,镀铬,涂覆,阳极氧化,化学氧化等须在图样上注明或由供需双方商定.3.6内部质量3.6.1压铸件若能满足其使用要求,则压铸件本质缺陷不作为报废的依据.3.6.2对压铸件的气压密封性,液压密封性,热处理,高温涂覆,内部缺陷(气孔,疏孔,冷隔,夹杂)及本标准未列项目有要求时,可由供需双方商定.3.6.3在不影响压铸件使用的条件下,当征得需方同意,供方可以对压铸件进行浸渗和修补(如焊补,变形校整等)处理.4质量保证4.1当供需双方合同或协议中有规定时,供方对合同中规定的所有试验或检验负责.合同或协议中无规定时,经需方同意,供方可以用自已适宜的手段执行本标准所规定的试验和要求,需方有权对标准中的任何试验和检验项目进行检验,其质量保证标准应根据供需双方之间的协议而定.4.2根据压铸生产特点,规定一个检验批量是指每台压铸设备在正常操作情况下一个班次的生产量,设备,化学成分,铸型和操作连续性的任何重大变化都应被认为是新是一个批量开始.供方对每批压铸件都要随机或统计地抽样检验,确定是否符合全部技术要求和合同或铸件图样的规定要求,检验结果应予以记录.5试验方法及检验规则5.1化学成分5.1.1合金化学成分的检验方法,检验规则和复检应符合GB/T15115的规定.5.1.2化学成分的试样也可取自压铸件,但必须符合GB/T15115的规定5.2力学性能5.2.1力学性能的检验方法,检验频率和检验规则就符合GB/T15115的规定.5.2.2采用压铸件本体为试样时,切取部位尺寸,测试形式由供需双方商定.5.3压铸件几何尺寸的检验可按检验批量抽验或按GB2828,GB2829的规定进行,抽检结果必须符合标准3.3的规定.5.4压铸件表面质量就逐检查,检查结果应符合本标准3.5的规定.5.5压铸件表面粗糙度按GB6060.1的规定执行.5.6压铸件需抛光加工的表面按GB6060.4的规定执行,5.7压铸件需喷丸,喷砂加工的表面按GB6060.5的规定执行.5.8压铸件内部质量的试验方法检验规则由供需双方商定,可以包括:X射线照片,无损探伤,耐压试验,金相图片和压铸件剖面等,其检难结果应符合3.6的规定.5.9经浸渗和修补处理后的压铸件应做相应的质量检验.6压铸件的交付,包装,运输与储存6.1当在合同或协议中有要求时,供方应提供需方一份检验证明,用来说明每批压铸件的取样,试验和检验符合标准的规定.6.2合格压铸件交付时,必须有附有检验合格证,其上应写明下列内容:产品名称,产品号,合金牌号,数量,交付状态,制造厂名,检验合格印记和交付时间.有特殊检验项目者,应在检验员合格证上注明检验的条件和结果.6.3压铸件的包装,运输与储存,由供需双方商定.。
世界各国压铸铝合金成分牌号对照表
YZA1Si17C
6
YL117
u5Mg
16.0 8.0
4.0
0.45
≤0.5
≤1.2 ≤0.1 ≤0.1 ≤1.2
5.0
0.65
余
220
<1
80
YZA1Mg5
7
YL302
Sil
0.8
0.1
≤0.1
1.3
0.4
4.5 ≤1.2
5.5
≤0.2 ≤0.2
余 220 2
70
二. 日本工业标准 JIS H5302:2000
13.5 1.1 1.2
0.45
8.0
ENAC-51200 2.5
0.10 0.55
0.10 0.25 0.10 0.10 0.15 200 130 1 0
0.9
10.5
国内外主要压铸 AI 合金化学成分表
合金 列
系
WB/%
国别 合金牌号 i
S u
C g
M Fe
中国 102
YL 10.0-1 3.0
413.0 S12B A04130 11.0-13.0 2.0 1.0
0.35
0.10 0.50 0.50 0.15
0.25
余量 余量 余量
A413.0 S12A A14130 11.0-13.0 1.3 1.0
0.35
0.10 0.50 0.50 0.15
0.25 余量
C433.0 S5C A34430 4.5-6.0 2.0 0.6
Fe
Cu
0.45 0.9
0.08
Mn 0.55
化学成分
Mg
Ni
Zn
世界各国压铸铝合金成分牌号对照表
<0.5
<0.5
<0.2
余量
ADC10Z
2.0-4.0
7.5-9.5
<0.3
<3.0
<1.3
<0.5
<0.5
<0.2
余量
ADC11
A1-Si8Cu3Fe
2.5-4.0
7.5-9.5
<0.3
<1.2
<1.3
<0.6
<0.5
<0.2
<0.3
<0.2
余量
ADC12
1.5-3.5
9.6-12.0
<0.3
<0.30
0.17-0.30
<1.0
余量
GB/T15115-94
日本
ADC3
9.0-10.0
<0.60
0.40-0.60
<1.3
JISH5302-82
美国
360
9.0-10.0
<0.60
0.40-0.60
<2.0
ASTMB85-82
俄罗斯
AJl4
8.0-10.5
<0.10
0.17-0.30
<1.0
TOCT2685-82
Pb
Ti
Al
ADC1
<1.0
11.0-13.0
<0.3
<0.5
<1.3
<0.3
<0.5
<0.1
余量
ADC1C
A1-Sil2CuFe
<1.2
11.0-13.5
铝合金材料性能
铝合金材料性能
铝合金是一种常见的金属材料,具有优异的性能,被广泛应用于航空航天、汽
车制造、建筑工程等领域。
铝合金的性能主要包括力学性能、物理性能、化学性能和加工性能等方面。
首先,铝合金的力学性能表现出较高的强度和硬度。
相比于纯铝,铝合金的抗
拉强度和屈服强度更高,能够承受较大的载荷和变形。
这使得铝合金在工程结构中具有更好的抗压性和抗拉性,能够保证结构的稳定和安全。
其次,铝合金具有良好的物理性能。
铝合金的密度较低,具有较轻的重量,因
此在航空航天和汽车制造领域有着广泛的应用。
同时,铝合金具有良好的导热性和导电性,能够有效地传递热量和电能,适用于制造散热器、导电线等产品。
另外,铝合金的化学性能也值得关注。
铝合金具有较好的耐腐蚀性,能够在一
定环境下保持稳定的表面状态,不易受到氧化和腐蚀的影响。
这使得铝合金在户外建筑和海洋工程中有着广泛的应用前景。
最后,铝合金具有良好的加工性能。
铝合金可以通过压铸、挤压、锻造等多种
加工工艺进行成型,能够制造出各种复杂形状的零件和构件。
与此同时,铝合金还可以进行表面处理,如阳极氧化、喷涂等,以提高其表面性能和装饰效果。
总的来说,铝合金作为一种重要的结构材料,具有优异的力学性能、物理性能、化学性能和加工性能,被广泛应用于各个领域。
随着科学技术的不断进步,相信铝合金材料的性能将会得到进一步的提升,为各行各业带来更多的发展机遇。
铝合金压铸的介绍

铝合金压铸的介绍铝合金压铸是一种用于生产复杂形状铝合金零件的工艺。
压铸是指将铝合金熔融后注入到特殊的铸造模具中,利用模具的压力将熔融铝合金充填到模具腔内,随后冷却固化形成所需零件。
铝合金压铸具有以下特点:1.复杂形状:铝合金压铸能够生产出复杂形状的零件,如薄壁结构、内腔、槽形等。
这得益于压铸模具能够精确复制设计图纸的形状,使铝合金在固化后能够保持原有的细节和精度。
2.高精度:铝合金压铸具有较高的尺寸精度和表面质量,能够满足对精度要求较高的零件生产。
这是由于压铸过程中,熔融铝合金通过模具的压力充填到腔内,形成接近模具表面的铸件。
3.高效生产:铝合金压铸是一种高效的生产工艺,可实现大批量、连续、自动化的生产。
这使得铝合金压铸成为一种经济实用的生产方式,能够满足工业生产对大规模生产的需求。
4.材料性能优越:铝合金具有低密度、优良的导热性能和机械性能,使得压铸的铝合金零件具有较好的强度和刚性。
此外,铝合金还具有良好的耐腐蚀性和可靠的耐用性。
5.可加工性强:铝合金容易加工,可进行切削、冲压、焊接等工艺。
这为铝合金压铸零件的二次加工提供了便利,例如孔加工、表面处理、组装等。
铝合金压铸广泛应用于各行业,如汽车、航空航天、电子、建筑等。
其中,汽车行业是铝合金压铸的主要应用领域,利用铝合金压铸可以生产轻量化的零部件,提高汽车的燃油效率和性能。
而航空航天行业也广泛使用铝合金压铸零件,以满足轻质化、高强度和高精度的要求。
总的来说,铝合金压铸是一种重要的铝合金加工工艺,具有复杂形状、高精度、高效生产等优点,广泛应用于各个领域。
通过铝合金压铸,可以生产出高质量、高性能的铝合金零件,推动各行业的发展与进步。
金属材料的化学成分和力学性能表
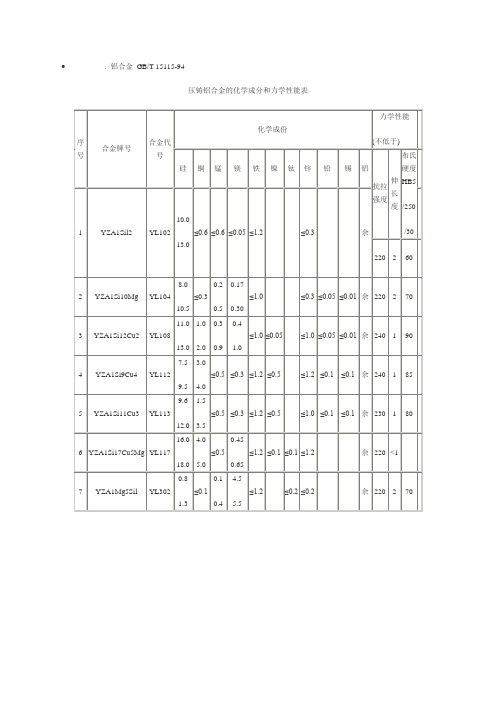
•. 铝合金GB/T 15115-94压铸铝合金的化学成分和力学性能表铸造铝合金化学成分表铸造生铁的化学成分表几种碳钢的化学成分及力学性能点击次数:46 发布时间:2009-8-5 10:19:30 化学成分冷冲压用沸腾钢含硅量不大于0.03%。
氧气转炉冶炼的钢其含氮量应不大于0.008%。
供方能保证合格时,可不做分析。
经供需双方协议,08~25钢可供应硅含量不大于0.17%的半镇静钢,其牌号为08b 25b。
钢材(或坯)的化学成分允许偏差应符合GB/T 222--1984标准中表2的规定。
表2切削加工用钢材或冷拔坯料用钢材交货状态硬度应符合表3规定。
不退火钢的硬度,供方若能保证合格时,可不作检验。
高温回火或正火后的硬度指标,由供需双方协商确定。
表3A3钢:是低碳钢中的一种钢材,低碳钢分A1\A2\A3\B1\B2\B3\.A表示钢的力学性能,B表示钢的化学成分。
A3钢化学成分及力学性能,与Q235钢基本相同。
45钢:中碳钢平均碳含量为0.45%的钢。
45号钢为优质碳素结构用钢 ,硬度不高易切削加工,模具中常用来做模板,梢子,导柱等。
Q235=A3的化学成分2007-09-17 09:30 A.M.Q235分A、B、C、D四级(GB700-88)Q235A级含C0.14~0.22% Mn0.30~0.65Si≤0.30S≤0.050P≤0.045Q235B级含C0.12~0.20% Mn0.30~0.670Si≤0.30S≤0.045P≤0.045Q235C级含C≤0.18% Mn0.35~0.80Si≤0.30S≤0.040P≤0.040Q235D级含C≤0.17% Mn0.35~0.80Si≤0.35S≤0.040P≤0.035青华Q235碳素结构钢化学成分(国家标准)级别 C Mn Si S PA0.14-0.22 0.30-0.65 0.30 0.0 50 0.45B0.12-0.20 0.30-0.70 0.30 0.0450.040C≤0.18 0.35-0.80 0.30 0.0400.040D≤0.18 0.35-0.80 0.30 0.03540cr钢材化学成分和力学性能成分:碳0.37~0.45%,硅0.17~0.37%,锰0.5~0.8,铬0.8~1.1%退火硬度:小于207HBS正火硬度:小于250HBS调质处理:试样直径:25mm,850度淬火加热油淬,520度回火后:抗拉1000兆帕,屈服800兆帕,延伸9%,断面收缩45%,冲击韧性588.3千焦/平方米。
铝合金压铸件的标准
铝合金压铸件的标准铝合金压铸件是一种广泛应用于工业生产中的金属制品。
压铸是一种将熔化的金属注入到高压铸模中,并通过压力使其形成所需形状的工艺过程。
铝合金压铸件广泛应用于汽车制造、航空航天、电子设备、家庭电器以及建筑等领域。
为了保证铝合金压铸件的质量和性能,相关部门制定了一系列的标准,这些标准包括了材料、工艺、尺寸、机械性能、机加工余量、表面处理等方面的要求。
1.材料标准:铝合金压铸件通常采用铝合金材料制造,常用的铝合金材料有ADC12、A380、A383等。
这些材料在压铸过程中具有良好的流动性和可加工性,在使用中具有较好的耐热、抗腐蚀和机械性能。
2.工艺标准:铝合金压铸件的生产过程通常包括铸型设计、合金熔化、模具制造、压铸成型、去毛刺、机械加工、表面处理等环节。
相关标准规定了每个环节的工艺参数、工艺流程和操作要求,以确保产品具有良好的品质。
3.尺寸标准:铝合金压铸件的尺寸要求通常参照国际标准,如ISO、ASTM等。
它们规定了铸件的长度、宽度、高度、厚度等尺寸参数,以及相关公差的限制,保证铸件能够满足设计要求。
4.机械性能标准:铝合金压铸件的机械性能是评价其质量的重要指标。
相关标准规定了铝合金压铸件的抗拉强度、屈服强度、延伸性、硬度等机械性能指标,以确保产品在使用中具有足够的强度和韧性。
5.机加工余量标准:铝合金压铸件通常需要进行进一步的机械加工,比如铣削、切割、钻孔等。
相关标准规定了机加工余量的限制,以确保在机加工过程中不会影响铝合金压铸件的尺寸和性能。
6.表面处理标准:铝合金压铸件在生产后通常需要进行表面处理,以提高其耐腐蚀性、耐磨性和美观度。
常用的表面处理方法包括喷涂、阳极氧化、电泳涂装等。
相关标准规定了表面处理的方法、工艺和要求,以确保产品具有所需的表面性能。
总结起来,铝合金压铸件的标准涵盖了材料、工艺、尺寸、机械性能、机加工余量和表面处理等方面的要求,以确保产品的质量和性能。
这些标准不仅适用于压铸生产厂家,也为用户提供了选择和评估铝合金压铸件的指导依据。
常用铸造铝合金的牌号、成分、性能和用途

ZL107
6.5~7.5
Hale Waihona Puke 3.5~4.5——
170
2
65
承受中等载荷和<250℃工作温度的零件,如汽化器零件、电气设备外壳、砂箱模具等。铸态机械性能较高,适于作压铸合金
ZL111
8.0~10.0
1.3~1.8
0.4~0.6
Mn、Ti各0.1~0.35
210(金属型)
2
80
较高的力学性能、良好的铸造性能、切削加工性能和焊补性。用作高压下工作的大型零件,如汽缸体、压铸水泵叶轮、大型壳体(军工)
铝锌 合金
ZL401
6.0~ 8.0
—
0.1~0.3
Zn 9.0~13.0
200
2
80
在铸铝中比例最大。作<200℃条件下工作的零件,如模具、型板和某些设计的支架
注:牌号中“ZL”表示铸造铝合金代号,其后第一位数字表示合金的类别,第二、三位数字表示顺序号。
常用铸造铝合金的牌号、成分、性能和用途
类别
牌号举例
添加元素(质量分数)/ %
力学性能 (砂型) ≥
用 途
Si
Cu
Mg
其 他
抗拉强度/
N·mm-2
伸长
率/%
硬底
HBS
铝
ZL101
6.0~8.0
—
0.2~0.4
—
160
2
50
热处理后力学性能较高,可作承受较在动载和静载的气钢体、缸盖、泵壳体、齿轮箱(工作温度<150℃)
牌号举例添加元素质量分数sicumgnmm2zl1016080020450热处理后力学性能较高可作承受较在动zl10210013050共晶成分铸造性能最好用作薄壁形状复杂强度要求不高的铸件和压铸件如各种仪表的壳体发动机活塞zl1048010501703mn020515050用途广泛可作承受较大载荷而形状复杂的大型铸件如气缸体汽缸盖曲轴箱增压器壳体航空发动机压zl1076575354565承受中等载荷和250工作温度的零件如汽化器零件电气设备外壳砂箱模具等
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
11.0-13.0 ≤0.15 ≤0.15
≤0.25 ≤0.25 ≤0.25 ≤0.2 ≤0.1 ≤0.1 <0.05 <0.05 ≤0.15 ≤0.15 <0.20 <0.15
ห้องสมุดไป่ตู้
≤0.55 ≤1.2 ≤0.55 ≤1.2 ≤0.3 ≤0.3 <0.15 <0.15 ≤1.2 ≤1.2 <0.15 <0.15 < 0.4
原材料
材料名称 A360(产品) A360(铝锭) A413(产品) A413(铝锭) ADC12(产品) ADC12(铝锭) AlSi9Cu3(Fe)(产品) AlSi9Cu3(Fe)(铝锭) AlSi9Cu3(产品) AlSi9Cu3(铝锭) ALSi10Mg(产品) 余量 余量 余量 余量 余量 余量 余量 余量 余量 AL 余量 / Ca / / / / / / / / / / / / Cu ≤0.6 ≤0.6 ≤1.0 ≤1.0 1.5-3.5 1.5-3.5 Cr / / / / / / Fe ≤1.3 ≤0.9 ≤1.3 ≤1.0 ≤1.2 ≤0.9 Ni ≤0.5 ≤0.5 ≤0.5 ≤0.5 ≤0.5 ≤0.5 Mn ≤0.35 ≤0.35 ≤0.35 ≤0.35 ≤0.5 ≤0.5 Mg 0.4-0.6 0.5-0.6 ≤0.10 ≤0.10 ≤0.3 ≤0.3 0.05-0.55 0.15-0.55 0.1-0.5 0.1-0.5 0.2-0.50 0.25-0.50
原材料汇总表
Pb / / / / 11.0-13.0 / / ≤0.1 9.6-12 9.6-11.5 8.0-11.0 ≤0.3 ≤0.3 / / ≤0.5 ≤0.5 ≤1.0 ≤1.0 / / / / / / <0.15 <0.15 < 0.2 / / / / / / / / / / Si 9.0-10 9.0-10 Sn ≤0.15 ≤0.15 Ti / / / / Ni ≤0.5 ≤0.5 ≤0.5 ≤0.5 Zn ≤0.5 ≤0.5 ≤0.5 ≤0.5 其它 / / / / ≤0.25 ≤0.25 除铝之外其他 成分(总量) ≤0.25 /
ALSi10Mg(Fe)(铝锭) 余量 ALSi12(产品) AlSi12(铝锭)
0.45-0.7 <0.15 0.6-1 < 0.1
85.1-88.3 < 0.004
0.15-0.35 0.2-0.4 0.3-0.5
85.1-88.3 <0.0044 ≤0.06
0.6-0.75 <0.08 0.2-0.35
2.0-4.0 ≤0.15 ≤1.3 2.0-4.0 ≤0.15 0.6-1.1 2.0-3.5 2.0-3.5 <0.1 <0.08 < 0.1 / / / / / / ≤1.2 ≤1.0 <1.0
≤0.55 ≤0.55 ≤0.55 0.55 ≤0.3 ≤0.3 <0.15 0.1-0.5 0.1-0.4 <0.55 <0.55
≤0.1 ≤0.25 ≤0.2 ≤0.2 8.0-11.0 8.0-11.0
<0.15 9.0-11.0 <0.15 9.0-11.0 / /
11.0-12.5 < 0.1 10.5-12.0 <0.1
0.05-0.2 < 0.1 <0.15
<0.08 <0.25 <0.2(符合RoHS标准)
备 注 注意:Mg、Si成份为重点控制部分. 注意:Mg、Si成份为重点控制部分. 注意:Cu、Fe、Zn成份为重点控制部分. 注意:Cu、Fe、Zn成份为重点控制部分. 注意:Cu、Fe、Zn成份为重点控制部分. 注意:Cu、Fe、Zn成份为重点控制部分.铝锭成份 要符合RoHS标准,定期铝锭请提供RoHS报告。 注意:Cu、Fe、Zn成份为重点控制部分. 注意:Cu、Fe、Zn成份为重点控制部分. 注意:Cu、Fe、Zn成份为重点控制部分. 注意:Cu、Fe、Zn成份为重点控制部分. 注意:Cu、Fe、Zn成份为重点控制部分. 注意:Cu、Fe、Zn成份为重点控制部分. 注意:Cu、Fe、Zn成份为重点控制部分. 注意:Cu、Fe、Zn成分为重点控制部分;铝锭成 分要符合RoHS标准,定期铝锭请提供RoHS报告。