双联滑移齿轮
CATIA三维教程实例-双联滑移齿轮
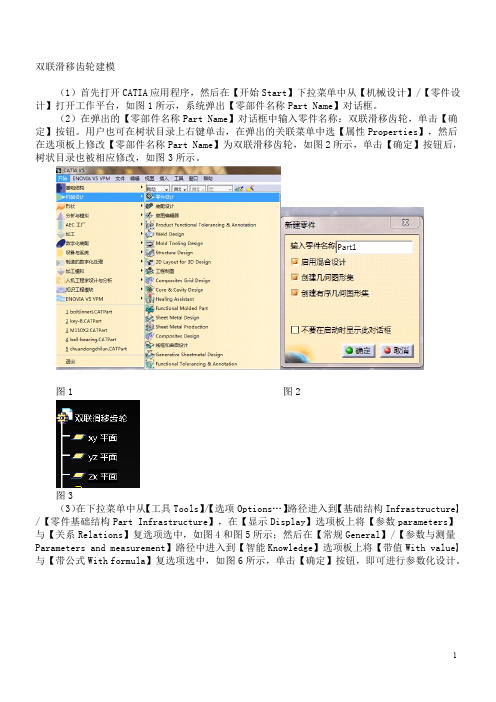
双联滑移齿轮建模(1)首先打开CATIA应用程序,然后在【开始Start】下拉菜单中从【机械设计】/【零件设计】打开工作平台,如图1所示,系统弹出【零部件名称Part Name】对话框。
(2)在弹出的【零部件名称Part Name】对话框中输入零件名称:双联滑移齿轮,单击【确定】按钮。
用户也可在树状目录上右键单击,在弹出的关联菜单中选【属性Properties】,然后在选项板上修改【零部件名称Part Name】为双联滑移齿轮,如图2所示,单击【确定】按钮后,树状目录也被相应修改,如图3所示。
图1图2图3(3)在下拉菜单中从【工具Tools】/【选项Options…】路径进入到【基础结构Infrastructure】/【零件基础结构Part Infrastructure】,在【显示Display】选项板上将【参数parameters】与【关系Relations】复选项选中,如图4和图5所示;然后在【常规General】/【参数与测量Parameters and measurement】路径中进入到【智能Knowledge】选项板上将【带值With value】与【带公式With formula】复选项选中,如图6所示,单击【确定】按钮,即可进行参数化设计。
图4图5图6(4)如图7所示,在【知识Knowledge】工具条中单击【公式formula】命令,系统弹出如图8所示的公式设置对话框,按【新参数类型New Parameter of type】按钮,然后在其后面的参数类型选项中、选择需要建立的参数,如图9所示。
图7图8图9(5)在零件设计平台选择YZ 平面,单击【草图Sketcher】工具栏上的,绘制如图10所示的圆,使圆点中心与坐标原点重合,然后进行尺寸约束。
图10(6)点击,创建一个点,其中点在yz平面上,点的距离为r,在v中右键选择编辑公式,输入r,点击确定,如下图所示图11(7)对做出的点进行旋转,进入创成式外形设计,点击,【旋转轴】选择x轴,【旋转角度】右键选择编辑公式,输入90°/z,如下图所示(8)点击,以旋转得到的点为圆心,支持面选择yz平面,【半径】右键选择编辑公式,输入r/3,如下图所示(9)点击,对做完的圆与基圆求出相交的点,如下图所示对求出的两个点只提取一个点,如下图所示(10)点击,以提取的到的点为圆心,支持面选择yz平面,半径仍然是r/3,如下图所示(11)点击分割命令,对做出的两个圆进行分割,如下图所示(12)点击对称命令,对切割后的图形进行对称操作,如下图所示(13)点击分割命令,对草图进行分割,如下图所示(14)点击圆角命令,进行圆角操作,半径输入参数0.38*m,如下图所示(15)对另一草图重复上述操作,如下图所示(16)点击直线命令,创作一条直线,如下图所示(17)同样点击直线命令,创建第二条直线,如下图所示(18)点击对称命令,对第一条直线以第二条直线为参考对称,如下图所示对第二条直线以第一条直线为参考进行对称,如下图所示对直线一,以对称3为参考进行对称,如下图所示(19)点击分割命令,对草图进行修饰,如下图所示再次点击分割命令,如下图所示点击修剪命令,如下图所示得到下图(20)点击接合命令,对得到的草图进行接合,如下图所示(21)进入零件设计界面,点击拉伸命令,对草图进行拉伸,拉伸距离为L,如下图所示(22)点击圆形阵列命令,对得到的实体进行圆形阵列,参数现则完全径向,实例选择z,参考元素为x轴,如下图所示得到的图形如下图所示(27)如下图建立凸台,拉伸1mm,然后继续建立草图,拉伸L=9mm(28)在另一面重复上步操作第二次拉伸4mm,操作后如下图(29)利用直径r2的通孔,如下图(30)利用作如下图平面(31)在刚完成的平面上做草图如所示,退出草图用开槽,完成键槽操作,然后利用阵列完成如下操作(32)最后完成如图所示(33)重复上述操作完成如下两图所示(34)启动CATIA程序,打开装配设计21(35)单击选中然后选择添加已画好的零件图(36)执行【约束】/【相合约束】,分别选择轴线进行约束,然后利用【操作】进行位置调整,所得如下图所示。
双联齿轮毕业设计
双联齿轮毕业设计双联齿轮毕业设计在现代机械设计领域中,齿轮是一种常见且重要的机械传动元件。
它通过齿轮之间的啮合,实现转动力的传递和转速的变换。
而双联齿轮则是一种特殊的齿轮传动机构,它具有独特的结构和功能,被广泛应用于各个领域。
双联齿轮的设计与优化是一个复杂而又具有挑战性的任务。
首先,设计者需要根据实际应用需求确定双联齿轮的参数,如齿轮模数、齿数、齿轮材料等。
其次,设计者需要考虑双联齿轮的传动效率和稳定性,以确保传动过程中的能量损失尽可能小,同时避免齿轮的振动和噪音问题。
最后,设计者还需要考虑双联齿轮的制造工艺和装配要求,以确保设计方案的可行性和可实施性。
在双联齿轮的设计过程中,数值模拟和仿真技术起到了至关重要的作用。
通过使用专业的计算机辅助设计软件,设计者可以对双联齿轮的运动学和动力学进行精确的分析和计算。
例如,设计者可以通过建立双联齿轮的三维模型,并应用有限元分析方法,预测齿轮啮合过程中的应力分布和变形情况。
这些分析结果可以帮助设计者优化双联齿轮的结构和材料选择,以提高其传动效率和工作寿命。
除了数值模拟和仿真技术外,实验验证也是双联齿轮设计的重要环节。
通过在实验室中搭建双联齿轮传动系统,并进行实际的运行测试,设计者可以验证数值模拟结果的准确性,并对设计方案进行进一步的优化。
例如,设计者可以通过测量齿轮传动过程中的转矩和转速,评估双联齿轮的传动效率和稳定性。
同时,设计者还可以通过振动和噪音测试,评估双联齿轮的工作状态和质量。
在双联齿轮的毕业设计中,除了技术方面的考虑,设计者还需要考虑实际应用的需求和限制。
例如,双联齿轮的设计需要考虑其在机械传动系统中的安装和调整问题,以确保其与其他传动元件的配合和协调。
此外,设计者还需要考虑双联齿轮的维护和保养问题,以确保其长期可靠的工作。
总之,双联齿轮的毕业设计是一个综合性强、技术难度较大的任务。
通过运用数值模拟和仿真技术,结合实验验证和实际应用需求,设计者可以完成一套优秀的双联齿轮设计方案。
0605-30双联花键滑移齿轮设计、制造及工艺改进

、
与 变速 箱 产 品 . 在振 动 噪 声与 疲 劳 寿命 方 面 与 国际 先进 水 平 差 距 明显 ,而 这 又 与 齿 轮 材 料 与 热处 理 装 备 及 工 艺 水 平 密切 相 关 。这 些 问 题 已成 为 中国 齿 轮 产 品赶 超 国际 水 平 的 瓶 颈 。 目 前 , 际齿 轮 产 品 的 发 展趋 势 主 要 有 以下 几 方 面 : 先 , 力 国 首 动 传 动齿 轮 装 置 正 沿 着 小 型 化 、 速 化 、 准 化 方 向发 展 , 是 高 标 于 特 殊 齿 轮 的 应 用 , 星 齿 轮 装 置 的 发 展 , 振 动 、 噪 声 齿 轮 行 低 低 装 置 的研 制 成 了 齿轮 设 计 方 面 的一 些 特 点 : 次 . 于机 械 设 其 由 备 向 大 型 化 发 展 , 轮 的工 作 参 数 提 高 了: 次 , 于 硬 齿 面 齿 再 由 齿 轮 广 泛应 用 , 以及 高 速 、 性 能 要 求 的齿 轮 益 增 多 , 此 高 因 要 求 磨 齿加 工 在 效 率 和 质 量 上 都 要 提 高 ; 后 , 于齿 轮 材 料 最 关 与 热 处 理 随着 硬 齿 面 齿轮 的发 展 也 逐 渐受 到人 们 的 重视 。 0 0 — 0 联 花 键 滑 移齿 轮为 0 0 变 速 箱 的 关键 零 件 . 653双 65 通 过 滑 移 齿轮 0 0 — 0 6 5 3 在花 键 轴 0 0 — 2 的滑 移 并 与 其 它 轴 上 652上 不 同齿 数 齿 轮 的 啮 合 后 得 到 不 同 的转 速 ,从 而 达 到 变 速 的效 果 。所 以该 零 件 的 设 计及 制造 将 直 接 影 D 0 0 变 速 箱 整 体 的 1 65  ̄ 制 造精 度 。 在 变 速 箱 设 计 中 要 实 现变 速 通 常 较 多 采 用 花 键 轴 和 花键 滑移 齿 轮 这 种 结 构形 式 .花 键 又 可 分 为 矩 形 花 键 和 渐开 线 花 知 识 , 作 出 真正 属 于 自己的作 品 , 不 拘 泥 于一 些形 式 , 囿 创 而 不 于束 缚 。像 这 些 既 可巩 固所学 知 识 , 可基 于 理论 进 行 创造 性 又 思 维 的 作业 , 效 地 培养 了学 生 的创 新 意识 和 创新 能 力 。 有 五 、 理 评 价 。 高 课 堂教 学 有 效 性 合 提 教 学评 价 标 准 对 于 教 学 有 着 巨 大 的影 响力 。教 学 评 价 是 把 双 刃剑 , 如果 处 理 得 当 , 是 推 动课 程 发 展 进步 的动 力 : 它 如 果 处理 不 好 . 随 时都 可 能 成为 课 程前 进 路 上 的绊 脚 石 。一 节 它 课 结束 , 予学 生所 完 成 任 务 及 时 的 评 价 , 增 强 学 生 的 成 就 给 能 感 . 有助 于 学 生对 自己 的信 息 技 能掌 握 情况 、 息 素 养 、 也 信 各方 面 能力 有 个清 醒 的 认识 , 并做 及 时 的反 思 、 结 。 同时 , 在相 总 也 互 的交 流 与评 价 中锻炼 了能 力 , 弥补 了不 足 。 当前 新 课标 下 , 在 课 堂教 学 评价 己不 仅是 放 在 学会 知 识上 . 而且 更 加 注重 学会 学 习 、 握方 法 和 培 养 能 力 上 . 以在 对 学 生 信 息 技术 知识 进 行 掌 所 评 价 时 , 们更 注 重 对学 生 信 息 素养 和综 合 能 力 的评 价 。 我 六 、 造氛 围 。 养 学 生 的创 新 意 识 营 培 教 学 是 师 生共 同参 与 的教 与 学 双 边 活 动 , 有 建 立 平 等 、 只 友好 、 民主 的师 生 关 系 , 营造 情 感交 融 的 良好 气 氛 , 能使 学 生 才 敢 于 创新 。 讲 解 Fah 如 ls 软件 时 . 要 学生 能 应用 当前 老师 讲 的 只 知 识 点作 出效 果 即可 ( 不 同 ) 也 可 以在 此 基础 上 发 挥 自己的 可 , 想 象 , 合 前面 的 知识 , 出一 些有 价 值 的作 品 。 综 做 比如 老师 让 做 个 直线 的动 画 , 的 同学 却做 了个 曲线 的 动 画 。 样 , 高 了 有 这 提 他 们 的审 美感 和创 造想 象 力 , 而使 他 们 敢 于质 疑 , 于 冒险 。 从 敢 久 而久 之 养 成 了一 种敢 于 创 新 的精 神 , 益终 生 。 受 总之 , 教好信息技 术这 门课 程 , 要 我们在平 常 的教学 过程 中要 处处 留心 , 用易 于学生接 受的语 言和教学方 法 , 使 让一些枯燥 乏味 的知识变得 有趣 、生动 .使 学生能在 轻松 的氛 围 中学 到更多 的知 识, 提高他们 的信息 素养 , 为他们今后 的发展打下坚 实的基础。
双联齿轮的课程设计

双联齿轮的课程设计一、课程目标知识目标:1. 学生能理解并掌握双联齿轮的基本结构及其工作原理;2. 学生能够描述双联齿轮在机械传动中的应用,了解其优点与限制;3. 学生能够运用公式计算双联齿轮的传动比,并解释其计算过程。
技能目标:1. 学生能够通过观察和实验操作,分析双联齿轮的传动过程,培养观察与动手操作能力;2. 学生能够利用所学知识,解决与双联齿轮相关的实际问题,提高问题解决能力;3. 学生能够通过团队合作,共同完成双联齿轮模型的制作,提高团队协作能力。
情感态度价值观目标:1. 学生在学习过程中,培养对机械传动装置的兴趣和好奇心,激发学习动力;2. 学生通过实际操作,体会科学技术在实际应用中的价值,增强学以致用的意识;3. 学生在团队合作中,学会相互尊重、倾听他人意见,培养良好的沟通能力和团队精神。
二、教学内容本节课依据课程目标,以课本第五章“齿轮传动”为基础,主要包括以下内容:1. 双联齿轮的基本概念与结构:- 齿轮传动的原理与分类;- 双联齿轮的组成及其特点。
2. 双联齿轮的工作原理与传动比计算:- 双联齿轮的传动过程分析;- 传动比的公式推导及其应用。
3. 双联齿轮的应用案例与优缺点分析:- 双联齿轮在机械传动中的应用实例;- 双联齿轮的优点与局限性探讨。
4. 双联齿轮模型的制作与实验:- 实验器材准备与操作步骤;- 制作双联齿轮模型,观察并记录实验数据;- 分析实验结果,总结齿轮传动特点。
教学内容按照以下进度安排:第一课时:介绍齿轮传动原理与分类,学习双联齿轮的基本结构;第二课时:讲解双联齿轮工作原理,推导传动比计算公式;第三课时:分析双联齿轮的应用案例,探讨优缺点;第四课时:团队合作制作双联齿轮模型,进行实验操作与分析。
三、教学方法针对本节课的教学内容和学生特点,采用以下多样化的教学方法,以激发学生的学习兴趣和主动性:1. 讲授法:- 通过生动的语言和形象的比喻,讲解双联齿轮的基本概念、工作原理及传动比计算,使学生对抽象的理论知识有直观的认识;- 结合课本插图,展示双联齿轮的结构和传动过程,帮助学生理解并掌握相关知识。
哈尔滨理工大学机械系统设计试题及答案

考试科目:机械系统设计考试时间:110分钟试卷总分100分考试班级:机械05级一、选择填空(本大题共10小题,每小题1分,总计10分)1.机械工程学科由()和机械制造两部分组成。
A.机械原理B.机械零件C.机械学D.机械加工2.人们对机械系统进行功能原理设计时常采用的一种“抽象化”方法是()。
A.黑箱法B.白箱法C.类比法D.头脑风暴法3.机械系统结构总体设计的任务是()。
A.进行原理设计的构思B.进行功能原理设计C.将原理设计结构化D.确定总体参数4.在传动系统中,基本组的级比指数()。
A.小于1B.等于1C.大于1D.任意数5.双联滑移齿轮占用的最小轴向尺寸应不小于()。
A.3倍齿宽B.4倍齿宽C.5倍齿宽D.6倍齿宽6.执行系统是由执行末端件和与之相连的()组成。
A.运动机构B.导向机构C.定位机构D.执行机构7.预紧可以有效提高滚动轴承的()。
A.承载能力B.工作转速C.精度D.刚度8.我们可以用镶条来调整()的间隙。
A.三角形导轨B.燕尾形导轨C.车床主轴D.铣床主轴9.支承系统是机械系统中具有支承和()作用的子系统。
A.连接B.导向C.定位D.夹紧10.隔板的布置方向应与载荷的方向()。
A.平行B.垂直C.倾斜D.任意二、名词解释(本大题共5小题,每小题2分,总计10分)1.机械系统2.功能原理设计3.级比4.执行系统5.自身刚度三、简答题(本大题共6小题,每小题4分,总计24分)1.机械系统设计有哪些基本原则?2.什么是功能元?有那些种基本功能元?3.扩大传动系统变速范围有哪些方法?4.导轨有何功用?滑动导轨按其运动性质可分为哪几种类型?5.什么是支承件的接触刚度?提高接触刚度有哪些有效措施?6.常用的典型控制系统有哪几种类型?四、填空题(本大题含2小题共8个空,每空2分,总计16分)1.某台数控机床,主轴最高转速为4000r/min,最低转速为30r/min,计算转速为145r/min。
双联齿轮
The end,thank you!
双联齿轮
目录
单击此处添加标题文字 双联齿轮应用前景
单击此处添加文字内容 单击此处添加文字内容 单击此处添加文字内容
单击此处添加标题文字 双联齿轮的功能
单击此处添加文字内容 单击此处添加文字内容 单击此处添加文字内容
单击此处添加标题文字 双联齿轮的结构图
单击此处添加文字内容 单击此处添加文字内容 单击此处添加文字内容
双联齿轮的功能
• 双联齿轮就是两个齿轮连成一体.这种双联齿轮在 轮系中(变速器)被称为滑移齿轮,它的作用就是改 变输出轴的转速或速度.齿轮箱里,有滑移齿轮就可 以有多种转速或速度,没有滑移齿轮就只有一种转 速或速度.
双联齿轮的结构图
双联齿轮们采用FMS生产理念 • (1)柔性高,适应多品种中小批量生产; • (2)系统内的机床工艺能力上是相互补充和相互 替代的; • (3)可混流加工不同的零件; • (4)系统局部调整或维修不中断整个系统的运作; (5)多层计算机控制,可以和上层计算机联网; (6)可进行三班无人干预生产。
单击此处添加标题文字 双联齿轮生产加工方法 单击此处添加标题文字 双联齿轮优势
单击此处添加文字内容 单击此处添加文字内容 单击此处添加文字内容
单击此处添加文字内容 单击此处添加文字内容 单击此处添加文字内容
双联齿轮应用前景
• 齿轮传动装置是由多个齿轮组成的传动机构,利 用齿轮的啮合原理,将原动机的转速转换到所需 要的转速,并得到相应扭矩。齿轮传动装置是机 械装备的重要基础件,因此决定了它在通用机械 装备领域中的不可替代性。其中双联齿轮主要应 用于机床减速器主轴箱,汽车变速箱中以及其他 机械领域。随着时代的发展,多轴数控机床的发 展以及汽车行业的昌盛,双联齿轮会有很大的发 展空间。
双联滑移齿轮加工工艺流程
双联滑移齿轮加工工艺流程英文版:Process for Manufacturing Double-Spur Gear with Sliding Meshing1. Material PreparationSelect high-quality materials that meet the process requirements to ensure the mechanical properties and service life of the gear.2. Gear DesignDesign reasonable gear parameters, including the number of teeth, modulus, tooth profile, etc., based on actual needs and usage scenarios.3. Rough MachiningConduct preliminary machining of the material through turning, milling, and other processes to form the basic shape of the gear.4. Heat TreatmentEnhance the hardness and wear resistance of the gear through heat treatment processes such as quenching and tempering.5. Precision MachiningUtilize numerical control machines and other equipment for precise machining to ensure dimensional accuracy and surface quality of the gear.6. Quality InspectionConduct comprehensive inspection of the completed gear, including dimensions, geometric tolerances, surface roughness, etc., to ensure product qualification.7. Surface TreatmentApply surface coating, sandblasting, polishing, and other treatments as needed to improve the corrosion resistance and appearance quality of the gear.8. Assembly & DebuggingAssemble the gear with other components and conduct necessary debugging to ensure its smooth operation.中文版:一、材料准备选择符合工艺要求的优质材料,确保齿轮的机械性能和使用寿命。
EQ140变速箱二轴三档齿轮工艺刀具及夹具设计
2.2
2.2.1
技术要求:小端面、内端面、大齿轮的粗糙度都为0.8,内孔为0.4,都要进行精加工才能达到要求。大、小两端面的端面跳动为:0.03,台阶端面的端面跳动量为0.1,接触精度按7级,齿2齿圈径向跳动<0.12,热处理:表面碳氮共渗,深度:0.8~1.1;表面硬度:HRC58~64,心部硬度:HRC33~48,其余部位硬度>HRC53。
(b)磨齿方案
轮齿加工的主要工艺路线为:滚—淬火—磨齿。磨齿是目前齿轮加工中精度最高的方法。一般精度可以达到5~6级,最高精度可以达3~4级。齿面光洁度可达到 7~ 9。用来加工高精度的淬硬或不淬硬的齿轮。但是由于在一般齿轮磨床的传动中,不象其他展成法那样连续分度而是单齿分度,带来了回程和分度时的时间损失,所以生产效率很低,成本很高,一般只用于单件小批生产。
关键词:齿轮加工;节圆夹具;插齿刀;滚刀
The development of machine manufacturing industry, the dependence is at the machine manufacturing of forerunner technique, and the share of market.How therefore the improvement process a craft, exaltation process accuracy, decrease process man-hour, create sex exploitation work to equip have, economy cost, exaltation product of forerunner and usage, exaltation product of market competition ability, will be us design core problem within process.This time design main aim at tradition of the double be allied slippery move wheel gear to process craft route to carry on research and design.The wheel gear which include a tradition among them process the knife, work equip to have and inside the bore process tongs of improvement design, and improve manufacturingqualityandefficientof tow axis, threegears ofEQ140 truck’sgear-box.
浅谈双联滑移齿轮的修复工艺
浅谈双联滑移齿轮的修复工艺作者:李明来源:《职业·中旬》2010年第08期在齿轮机构的修理工作中,大模数、低速齿轮轮齿折断的传统修复工艺主要采用镶齿法,而小齿轮由于加工比采购成本要高,一般采用更换的方法。
随着电火花线切割技术中齿轮加工功能的成熟及应用,给齿轮的修理工作带来极大便利,一些小齿轮也可采用电火花线切割直接加工,不仅成本较低,也缩短了修理周期。
车床进给箱双联齿轮损坏,利用电火花线切割加工与焊接工艺相结合的修理工艺进行了尝试,取得了较好的效果。
一、故障现象某厂一台沈阳CA6140车床由于使用不当,造成进给箱中一个双联齿轮小端轮齿折断。
双联齿轮由于结构限制,在修理时不能采用传统修复工艺,只能整体更换。
如果将折断的轮齿切除,用电火花线切割加工出新齿轮,再进行焊接修复,则可以缩短维修时间,节约维修成本。
二、制定修理方案进给箱内双联齿轮主要用于进给量的变换,轮齿强度应能承受啮合时的冲击载荷,而传动扭矩主要由花键轴承受。
通过查找设计手册与齿轮零件图,采用线切割加工出的齿轮齿面接触疲劳强度与齿根疲劳强度可满足此工况下的使用要求。
齿轮与轴套焊接后焊缝主要承受变速时拨叉对轮齿的侧向压力。
因此决定采用电火花线切割加工新齿轮,再与花键轴套焊接的工艺进行修理。
采用这种工艺进行修理,应解决以下几个方面的问题:1. 材料强度问题齿轮一般采用45钢锻打并经调质处理以保证良好的综合机械性能和使用寿命。
锻打毛坯板料可要求钢材供应商提供,但时间较长,而学校材料库有直径合适的40Cr棒料(比齿轮直径大20mm左右)可满足坯料要求,考虑40Cr的机械性能比45钢优异及此双联齿轮的使用要求,决定采用40Cr棒料代替45钢锻打坯料。
2. 热处理与硬度测定齿坯的调质硬度要符合技术要求,以防硬度太低,降低使用寿命,但也不能高于与其啮合的齿轮硬度,以免造成更大的损失。
使用学校的热处理炉进行调质,并用硬度计检测硬度,使硬度比技术要求低1~2度,以保证使用要求。
浅谈双联齿轮的加工工艺(已修改)
浅谈双联齿轮的加工工艺叶尘超摘要:齿轮是能互相啮合的有齿的机械零件,其功用是按规定的传动比传递运动和动力,它在机械传动及整个机械领域中的应用极其广泛。
齿轮的组成结构一般有轮齿、齿槽、端面、法面、齿顶圆、齿根圆、基圆、分度圆。
齿轮还可按其外形分为圆柱齿轮、锥齿轮、非圆齿轮、齿条、蜗杆蜗轮;按齿线形状分为直齿轮、斜齿轮、人字齿轮、曲线齿轮。
本次设计通过对双联齿轮的结构分析,制定相应的加工路线,制作一个双联齿轮零件,并设计相配套的量规量具。
关键词:双联齿轮加工工艺加工阶段绪言双联齿轮就是两个齿轮连成一体.这种双联齿轮在轮系中(变速器)被称为滑移齿轮,它的作用就是改变输出轴的转速或速度.齿轮箱里,有滑移齿轮就可以有多种转速或速度,没有滑移齿轮就只有一种转速或速度。
齿轮传动在现代机器和仪器中的应用极为广泛,其功用是按规定的速比传递运动和动力。
齿轮的结构由于使用要求不同而具有各种不同的形状,但从工艺角度可将齿轮看成是由齿圈和轮体两部分构成。
按照齿圈上轮齿的分布形式,可分为直齿、斜齿、人字齿等;按照轮体的结构特点,齿轮大致分为盘形齿轮、套筒齿轮、轴齿轮、扇形齿轮和齿条等等。
1 齿轮的功用与结构特点齿轮传动在现代机器和仪器中的应用极为广泛,其功用是按规定的速比传递运动和动力。
齿轮的结构由于使用要求不同而具有各种不同的形状,但从工艺角度可将齿轮看成是由齿圈和轮体两部分构成。
按照齿圈上轮齿的分布形式,可分为直齿、斜齿、人字齿等;按照轮体的结构特点,齿轮大致分为盘形齿轮、套筒齿轮、轴齿轮、扇形齿轮和齿条等等,如图1所示。
图1 圆柱齿轮的结构形式在上述各种齿轮中,以盘形齿轮应用最广。
盘形齿轮的内孔多为精度较高的圆柱孔和花键孔。
其轮缘具有一个或几个齿圈。
单齿圈齿轮的结构工艺性最好,可采用任何一种齿形加工方法加工轮齿;双联或三联等多齿圈齿轮(图1b、c)。
当其轮缘间的轴向距离较小时,小齿圈齿形的加工方法的选择就受到限制,通常只能选用插齿。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
Y3150
1
夹具编号
夹具名称
切削液
上心轴装夹
工位器具编号
工位器具名称
工序工时/min
准终
单件
工步号
工步内容
工艺装备
主n)
进给量/(mm/r)
背吃刀量/mm
走刀
次数
公步工时/min
机动
辅助
1
滚齿(Z=50),留剃余量0.06-0.08mm
心轴
120
92
1
设备编号
同时加工件数
车床
CA6140
1
夹具编号
夹具名称
切削液
三爪卡盘
工位器具编号
工位器具名称
工序工时/min
准终
单件
工步号
工步内容
工艺装备
主轴转速
/(r/min)
切削速度
/(m/min)
进给量/(mm/r)
背吃刀量/mm
走刀
次数
公步工时/min
机动
辅助
1
车倒角
三爪自定心卡盘
560
120
0.5
1.5
1
120
0.5
1.5
1
设计
(日期)
校对
(日期)
审核
(日期)
标准化(日期)
会签
(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
机械加工工序卡片
产品型号
零件图号
共15页
产品名称
变速箱
零件名称
双联滑移齿轮
第5页
车间
工序号
工序名称
材料牌号
机加工车间
拉
45
毛坯种类
毛坯外形尺寸
每件毛坯可制件数
每台件数
125
90
0.2
0.5
1
设计
(日期)
校对
(日期)
审核
(日期)
标准化(日期)
会签
(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
机械加工工序卡片
产品型号
零件图号
共15页
产品名称
变速箱
零件名称
双联滑移齿轮
第13页
车间
工序号
工序名称
材料牌号
机加工车间
推孔
45
毛坯种类
毛坯外形尺寸
每件毛坯可制件数
签字
日期
标记
处数
更改文件号
签字
日期
机械加工工序卡片
产品型号
零件图号
共15页
产品名称
变速箱
零件名称
双联滑移齿轮
第2页
车间
工序号
工序名称
材料牌号
车工车间
车
45
毛坯种类
毛坯外形尺寸
每件毛坯可制件数
每台件数
锻件
1
1
设备名称
设备型号
设备编号
同时加工件数
车床
CA6140
1
夹具编号
夹具名称
切削液
三爪卡盘
工位器具编号
心轴
120
92
1
1.5
3
设计
(日期)
校对
(日期)
审核
(日期)
标准化(日期)
会签
(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
机械加工工序卡片
产品型号
零件图号
共15页
产品名称
变速箱
零件名称
双联滑移齿轮
第11页
车间
工序号
工序名称
材料牌号
机加工车间
倒角
45
毛坯种类
毛坯外形尺寸
每件毛坯可制件数
设计
(日期)
校对
(日期)
审核
(日期)
标准化(日期)
会签
(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
(日期)
标准化(日期)
会签
(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
机械加工工序卡片
产品型号
零件图号
共15页
产品名称
变速箱
零件名称
双联滑移齿轮
第6页
车间
工序号
工序名称
材料牌号
车工车间
车
45
毛坯种类
毛坯外形尺寸
每件毛坯可制件数
每台件数
锻件
1
1
设备名称
设备型号
设备编号
同时加工件数
车床
CA6140
锻件
1
1
设备名称
设备型号
设备编号
同时加工件数
拉床
L6120
1
夹具编号
夹具名称
切削液
拉床夹具
工位器具编号
工位器具名称
工序工时/min
准终
单件
工步号
工步内容
工艺装备
主轴转速
/(r/min)
切削速度
/(m/min)
进给量/(mm/r)
背吃刀量/mm
走刀
次数
公步工时/min
机动
辅助
1
拉花键孔
拉床夹具
250
90
每台件数
锻件
1
1
设备名称
设备型号
设备编号
同时加工件数
车床
CA6140
1
夹具编号
夹具名称
切削液
上心轴装夹
工位器具编号
工位器具名称
工序工时/min
准终
单件
工步号
工步内容
工艺装备
主轴转速
/(r/min)
切削速度
/(m/min)
进给量/(mm/r)
背吃刀量/mm
走刀
次数
公步工时/min
机动
辅助
1
倒角
心轴
250
设备名称
设备型号
设备编号
同时加工件数
插齿机
1
夹具编号
夹具名称
切削液
上心轴装夹
工位器具编号
工位器具名称
工序工时/min
准终
单件
工步号
工步内容
工艺装备
主轴转速
/(r/min)
切削速度
/(m/min)
进给量/(mm/r)
背吃刀量/mm
走刀
次数
公步工时/min
机动
辅助
1
插齿(Z=24),留剃余量0.03-0.05mm
每台件数
锻件
1
1
设备名称
设备型号
设备编号
同时加工件数
车床
CA6140
1
夹具编号
夹具名称
切削液
推孔夹具
工位器具编号
工位器具名称
工序工时/min
准终
单件
工步号
工步内容
工艺装备
主轴转速
/(r/min)
切削速度
/(m/min)
进给量/(mm/r)
背吃刀量/mm
走刀
次数
公步工时/min
机动
辅助
1
推孔
推孔夹具
250
1
夹具编号
夹具名称
切削液
三爪卡盘
工位器具编号
工位器具名称
工序工时/min
准终
单件
工步号
工步内容
工艺装备
主轴转速
/(r/min)
切削速度
/(m/min)
进给量/(mm/r)
背吃刀量/mm
走刀
次数
公步工时/min
机动
辅助
1
用心轴定位,精车外圆至尺寸要求
心轴
250
120
0.5
1.5
1
设计
(日期)
校对
(日期)
标准化(日期)
会签
(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
机械加工工序卡片
产品型号
零件图号
共15页
产品名称
变速箱
零件名称
双联滑移齿轮
第8页
车间
工序号
工序名称
材料牌号
车工工间
车
45
毛坯种类
毛坯外形尺寸
每件毛坯可制件数
每台件数
锻件
1
1
设备名称
设备型号
设备编号
同时加工件数
车床
CA6140
设计
(日期)
校对
(日期)
审核
(日期)
标准化(日期)
会签
(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
机械加工工序卡片
产品型号
零件图号
共15页
产品名称
变速箱
零件名称
双联滑移齿轮
第4页
车间
工序号
工序名称
材料牌号
车工车间
车
45
毛坯种类
毛坯外形尺寸
每件毛坯可制件数