FANUC系统铣床与加工中心工艺编程与操作实例
FANUC系统铣床与加工中心工艺编程与操作实例
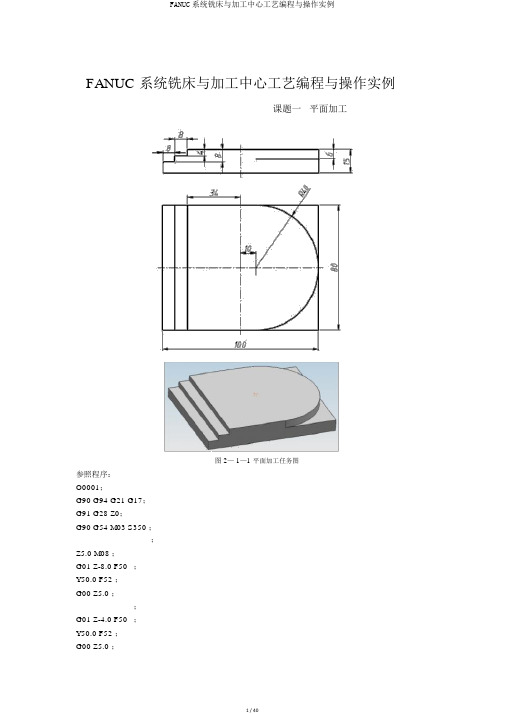
FANUC 系统铣床与加工中心工艺编程与操作实例课题一平面加工图 2— 1—1平面加工任务图参照程序:O0001;G90 G94 G21 G17;G91 G28 Z0;G90 G54 M03 S350 ;;Z5.0 M08 ;G01 Z-8.0 F50;Y50.0 F52 ;G00 Z5.0 ;;G01 Z-4.0 F50;Y50.0 F52 ;G00 Z5.0 ;X10. Y50.0 ;G01 Z-6.0 F50;G02 X10.0 Y-50.0 R50.0 F52;G00 Z20.0 M09 ;G91 G28 Z0;M30;课题二外形轮廓加工图 2—2—1零件加工任务图参照程序:(1)圆柱台加工程序○0001 ;G90 G94 G40 G17 G21 ;G91 G28 Z0;G90 G54 M3 S350 ;G00 X62.0 Y0 ;Z5.0 ;G01 Z-4.0 F52;G41 D02 G01 X47.0 Y0 F52;G02 I-47.0 J0;G40 G01 X62.0 Y0 ;G41 D02 G01 X31.0 YO ;G02 I-31.0 J0 ;G40 G01 X62.0 Y0 ;G41 D02 G01 X15.0 Y0 ;G02 I-15.0 J0 ;G40 G01 X62.0 Y0 ;G00 Z20.0 ;G91 G28 Z0;M30;(2)外轮廓加工程序○0002 ;G90 G94 G40 G17 G21 ;G91 G28 ZO;G90 G54 M03 S350 ;G00 X-62.0 Y52.0 M08 ;Z5.0 ;G01 Z-9.0 F52 ;G41 D02 G01 X-40.0 Y30.0 F52 ;G01 X-20.0 Y30.0 ;X30.0 ;G02 ;G01 Y-20.0 ;G02 ;G01 X-30.0 ;G02 X-40.0 Y-20.0 R10.0 ;G01 Y10.0 ;G03 ;G40 ;G00 Z20.0 M09 ;G91 G28 Z0;M30;粗加工时,采用Φ 20 的立铣刀,刀具号为T02,刀具半径补偿号为D02,补偿值为(0.2mm 是精加工余量)。
FANUC系统加工中心编程与操作实例

FANUC系统加工中心编程与操作实例教学要求:1.了解加工中心的分类及特点;掌握机床坐标系和工作坐标系的建立原则和方法。
2.掌握加工中心常用指令(FANUC系统)。
3.掌握固定循环的应用(FANUC系统)。
4.掌握宏程序的格式及应用。
5.掌握加工中心的操作。
6.运用数控编程的知识,进行零件加工工艺分析,完成典型零件的加工程序编制。
2.教学内容:⌝加工中心概述⌝FANUC系统加工中心常用指令⌝常用指令的综合应用⌝典型零件的加工⌝宏程序的应用⌝FANUC系统加工中心的操作第一节加工中心概述一、加工中心种类1.立式加工中心2.卧式加工中心3.立卧加工中心二、数控加工中心工具及辅助设备1.数控回转工作台和数控分度工作台(1)数控回转工作台(2)数控分度工作台2.常用工具。
(1)对刀器(2)找正器(3)光学数显对刀仪三、数控加工中心1.刀柄及刀具系统(1)刀柄(2)刀具系统加工中心常用的铣刀有面铣刀、立铣刀两种,也可用锯片铣刀、三刃面铣刀等2.镗铣加工中心刀库(1)刀库类型加工中心常用的有盘式和链式刀库两种。
(2)选刀方式常用的选刀方式有顺序选刀方式、光电识别选刀方式两种。
第二节FANUC系统加工中心常用指令一、G代码命令1.绝对值坐标指令G90和增量值坐标指令G912.平面选择指令G17、G18、G193.快速点定位G00指令,直线插补G01指令例1使用G00、G01指令,使刀具按如图2-24所示的路径进给。
图2-24 G00、G01指令的使用程序:O0001;G90G54G00X20.0Y20.0;G01Y50.0F50;X50.0;Y20.0;X20.0;G00X0Y0;…4.圆弧插补指令G02、G03例2完成图2-25所示加工路径程序编制(刀具现位于A点上方,只进行轨迹运动)。
图2-25程序:O0002;G90G54G00X0Y25.0;G02X25.0Y0I0J-25.0;A—B点G02X0Y-25.0I-25.0J0;B—C点G02X-25.0Y0I0J25.0;C—D点G02X0Y25.0I25.0J0;D—A点或:G90G54G00X0Y25.0;G02X0Y25.0I0J-25.0;A—A点整圆5.自动原点返回(G28/G30)6.暂停指令G047.刀具半径补偿功能(G40/G41/G42)格式G41G0/G01X_Y_D_;G42G0/G01X_Y_D_;G40G0/G01X_Y_Z_;8.刀具长度补偿实现这种功能的G代码是G43、G44、G49。
法兰克数控铣床编程及操作

Y
35
实际路径 C B
30
10
A
编程路径 X
O
10
25
40
G01编程
3) 圆弧插补指令(G02/G03) 编程格式(XY平面):
; 其中G02为顺时针圆弧插补,G03为 逆时针圆弧插补; X、Y是圆弧终点 坐标值,在G90编程方式下,终点为 相对于工件坐标系原点的坐标;在 G91编程方式下,为圆弧终点相对于 圆弧起点的位移量; I、J为圆心相对于圆弧起点的偏移值, 如图所示,无论在G90还是在G91编 程方式下,都是以增量方式指定。若 某一分量为零时,圆心起点终点可省 略; 圆心位置亦可用圆弧半径R表示,当 圆弧圆心角≤180°时R为正值; >180°时R为负值;圆心角=360°时 为一整圆,则不能用 R编程,只能用 I、J编程。
3. 程序的一般结构
一个零件程序必须包括起始符和结束符,且零件程序是按程序段的输
入顺序执行而不是按程序段号的顺序执行。但书写程序时建议按升序 方式书写程序段号。 本系统的程序结构为: 程序起始符:%(或O)符,%(或O)后跟程序号; 程序体; 程序结束:M02或M30; 注释符:括号( )内或分号(;)后的内容为注释文字。
子程序的重复次数,固定循环 的重复次数
固定循环的参数
2. 程序段的格式 一个程序段定义一个将由数控装置执行的指令行。程序段的格式定义了每 个程序段中功能字的句法,程序段的一般格式如下所示。
N(数字)G△△X(数字)Y(数字)Z(数字)F(数字)S(数字)M△△;
N(数字)-- 程序段号,该项为任选项(即可不写); G△△--准备功能指令; X(数字)Y(数字)Z(数字) --尺寸字,分别表示沿X、Y、Z坐标方向 的位移量; I(数字)J(数字)K(数字)/R(数字) --圆弧插补时圆心相对于圆弧起 点的坐标或用半径值表示; D(数字)/H(数字) --刀具补偿号,指定刀具半径/长度补偿存储单 元号; F(数字) --进给速度指令; S(数字) --主轴转速指令; M△△--辅助功能指令; ;--程序段结束符。
FANUC系统铣床与加工中心工艺编程与操作实例

FANUC系统铣床与加工中心工艺编程与操作实例首先,我们先来介绍FANUC系统的编程语言G代码。
FANUC系统的编程语言主要是G代码和M代码,其中G代码用于控制加工的动作,M代码用于控制机床的各种辅助功能。
在编程时,需要先编写主程序,然后在主程序中调用子程序,可以实现复杂的工艺路径。
下面是一个简单的FANUC 系统的G代码实例:```O0001(主程序)G00G17G20G40G80G90(设定绝对坐标系,单位为英寸,取消刀具半径补偿,取消切削速度平滑,取消跟随错误)T01M06(刀具切换)S3000M03(主轴转速设定)G54(刀具补偿坐标系选择)G00X1.0Y1.0Z1.0(快速定位到工件零点)G43H01Z0.1M08(刀具长度补偿,冷却液开启)G01X2.0Y2.0Z-2.0F100.0(线性插补,以F100进给速度向X2.0Y2.0Z-2.0点移动)G02X3.0Y3.0Z-2.0I1.0J1.0F50.0(顺时针圆弧插补,以F50进给速度沿着半径为1.0的圆弧移动到X3.0Y3.0Z-2.0点)G01X4.0Y4.0Z-2.0(线性插补,以F100进给速度向X4.0Y4.0Z-2.0点移动)G00Z1.0(快速定位到Z轴1.0点)G49(取消刀具长度补偿)M05(主轴停止)M09(冷却液停止)M30(程序结束)```接下来,我们将以一个铣床加工工件的实例来介绍FANUC系统的操作。
首先,我们需要设置机床的工作坐标系,并安装好需要使用的刀具。
然后,在FANUC系统的操作界面上选择刀具形状以及工具长度信息,以便进行刀具补偿。
接下来,我们需要编写工艺程序,输入上述的G代码。
在输入完G代码后,我们按下循环启动按钮,FANUC系统会根据G代码的指令依次执行相应的加工动作。
在加工的过程中,FANUC系统会自动控制刀具的进给速度、主轴转速以及冷却液的开启。
在加工过程中,如果需要改变加工速度或者停止加工,我们可以通过FANUC系统的操作界面来进行相应的操作。
《数控加工工艺与编程》第5章 FANUC系统宏程序编程

的数值则不会丢失。当我们需要长期保存一些数据时,我们可以把这些数据存放到变量#500~
#599 中。
刘书溢
陈英
陈英
王庆成 梅
8
3 宏程序函数
(FA1N)UC 0i 系统可利用多种公式和变换,对现有的变量执行许多算术、代数、三角函数、辅助和 逻辑运算。在变量的定义格式中,不但可以用常数为变量赋值,还可以用表达式为变量赋值。宏 程序函数为宏程序的编写提供了强有力的工具。
我们必须对变量中的数据进行处理,以符合程序要求。
ROUND 是四舍五入,例:ROUND [9.8]=10;ROUND [9.1]=9FIX 是下取整(截尾取整),例:
FIX [9.8]=9;FIX [9.1]=9 ,FUP 是上取整(进位取整),例:FUP [9.8]=10;FUP [9.1]=10
把确定的变量分别用数控编程中允许的 表示方法表达出来即可。由图5-4可知椭圆 长半轴45mm,短半轴35mm。用直径Ф8mm立 铣刀加工。以上为FANUC系统的表示方式。 编程见表5-7所示:内轮廓切削深度编程 见表5-8所示。
椭圆的宏程序设计
椭圆的宏程序设计
椭圆的宏程序设计
半球(凸凹球)宏程序设计
32
数控铣床(加工中心)切削深度宏程序设计
铣外轮廓由直线和圆弧组成,68mm×68mm×30mm的铝料,外轮廓铣深10mm,无 法一次切深10mm,此时,用直径16的立铣刀使用宏程序分次铣削深度比较简便。编 程见表5-11。
33
数控铣床(加工中心)切削深度宏程序设计
34
数控铣床(加工中心)切削深度宏程序设计
宏编程就是一种手工编写工件加工程序的方法,它附加于标准 CNC 程序,使数控编程功能 更强大、更灵活。从编程特点上说,具有计算机高级语言(例如:BASIC)编程的特征。 用户宏程序是用户知识、技巧、经验的积累和总结。
FANUC MC系统数控铣床加工中心操作

附录A FANUC 0i-MC系统数控铣床/加工中心操作一、记住操作面板外观及按键作用图A-1FANUC 0i-MC系统VDF-850型加工中心系统及机床操作面板FANUC 0i-MC系统VDF-850型加工中心系统及机床操作面板见图A-1。
1.数控系统MDI面板数控系统MDI面板如图A-2所示,各键说明见表A-1。
表A-1 FANUC 0i-MC系统MDI面板各键名称及功能说明步骤中文英文功能说明1 地址/数据键O/P、7/A等输入字母、数字等文字通过SHIFT键切换,可输入按键右下角所示字符2 分号键EOB 输入程序段结束符号“;”3 功能键POS 在CRT上显示当前机床位置的坐标PROG在EDIT方式,编辑和显示程序;在MDI方式,输入和显示MDI数据;在AUTO方式下显示程序及执行进度。
OFFSETSETTING设定刀补、工件坐标系、变量等SYSTEM 设置、编辑参数;显示、编辑 PMC 程序等MESSAGE 显示报警信息CUSTOMGRAPH动态显示刀具路径4 换档键SHIFT 按下该键可以在同一键的两个字符间切换图A-2 数控系统MDI面板5 取消键 CAN 删除最后一个进入输入行的字符或符号6 输入键 INPUT 非EDIT 方式下程序段及各种数据的输入7 编辑键 替换键 ALTER 由输入字替换光标所在字 插入键 INSERT 在光标后输入字 删除键 DELETE 删除光标所在位置的字10换页键PAGE↓向程序结束方向翻页,↑向程序开始方向翻页11 光标移动键分别向四个方向移动光标12 帮助键 HELP 显示帮助信息 13 复位键RESET解除报警,CNC 复位2.CRT 显示操作软键按下MDI 面板某一功能键(如POS 键),属于所选功能的一组软键就会出现(见图A-3)。
按下一个“章节选择软键”,所选章节的屏幕就会显示出来;若目标章节的屏幕没有显示出来,可按下“菜单继续软键”进行搜索,直到目标章节显示后,按“操作选择软键”以显示要进行操作的数据。
电子课件-《数控铣床加工中心编程与操作(FANUC系统)(第二版)》-A0第二章 数控铣床加工中心的操作
机床操作面板
第二节 数控铣床/加工中心的基本操作
第二节 数控铣床/加工中心的基本操作
一、 开机与关机操作
1. 开机准备 2. 机床开机操作 3. 机床关机操作
第二节 数控铣床/加工中心的基本操作
二、 回原点操作
1. 操作步骤 (1)按下回原点键 ,系统进入回原点模式。 (2)依次选择相应的坐标轴如 “ 、 、 ”,然后按下正向移动键 , 使各轴分别回原点。 2. 注意事项
(2)用 G54~G59指令建立工件坐标系 1)参数输入。 2)实例。
G54参数设置
输入参数
第二节 数控铣床/加工中心的基本操作
建立工件坐标系
第二节 数控铣床/加工中心的基本操作
参考程序
第二节 数控铣床/加工中心的基本操作
五、 程序的输入与编辑
1. 程序的新建与传输 (1)新建一个程序 (2)程序的传输
第二节 数控铣床/加工中心的基本操作
2. 程序的编辑 (1)翻页及光标移动 (2)插入字符 (3)删除输入域中的数据 (4)删除字符 (5)查找 (6)替换
第二节 数控铣床/加工中心的基本操作
3. 程序管理 (1)选择程序 (2)删除一个数控程序 (3)删除全部数控程序
第二节 数控铣床/加工中心的基本操作
六、 程序校验与自动加工
1. 程序校验 2. 自动加工 (1)自动连续加工 (2)加工的暂停与停止 (3)单段加工
第二节 数控铣床/加工中心的基本操作
七、 数控机床的操作规程
1. 机床启动前的注意事项 2. 调整程序时的注意事项 3. 机床运转中的注意事项 4. 加工完毕时的注意事项
第三节 数控铣床/加工中心的维护与保养
2. 数控铣床/加工中心常用的对刀方法 (1)X、Y 向对刀 1)试切对刀法。 2)刚性靠棒对刀法。 3)寻边器对刀法。 4)百分表对刀法。 5)对刀仪对刀法。
第四章FANUC系统数控铣床与加工中心编程
6)固定循环指令和辅助功能在同一程序段中,在定位前执行M功能。进给次数 指定(K)时,只在初次送出M码,以后不送出。
7)在固定循环模式中刀具半径补无效。 8)在固定循环模式指定刀具长度补偿(G43、G44、G49)时,当刀具位于R点时 (图4-15中动作2)生效。
一、孔加工的固定循环功能
1.孔的固定循环功能概述
(1)孔加工指令 加工孔的固定循环指令如表4-3所示
(2)固定循环的动作组成
固定循环 动作的组成
固定循环的动作组成如图所示,固定循环一般由六个动作组成,动作说明见表4-
4。
(3)固定循环的代码组成 组成一个固定循环,要用到以下三组G代码: 1)数据格式代码 G90/G91 2)返回点代码 G98(返回初始点)/G99(返回R点) 3)孔加工方式代码 G73~G89 在使用固定循环编程时一定要在前面程序段中指定M03(或M04),使主轴起动。
G82循环
(6)深孔排屑(G83) 书写格式: G83 X Y Z Q__R__F__;
以上指令指定钻深孔循环。Q是每次切削量,用增 量值指定。在第二次及以后切入执行时,在切入到d mm(或in)的位置,快速进给转换成切削进给。指定的Q 值是正值。如果指令负值,则负号无效。d值用参数 (No.5115)设定。
G17 G02 X Y R+R1; 若编程对象为以D为圆心的圆弧时有: G17 G02 X Y R-R2; 其中R1、R2为半径值。
半径编程
(4)整圆的编程 【例4-2】如图所示,整圆程序的编写如下:
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
单元二外轮廓零件加工课题一平面加工图2—1—1 平面加工任务图参考程序:O0001;G90 G94 G21 G17;G91 G28 Z0;G90 G54 M03 S350;G00 ;Z5.0 M08;G01 Z-8.0 F50;Y50.0 F52;G00 ;;G01 Z-4.0 F50;Y50.0 F52;G00 ;X10. ;G01 Z-6.0 F50;G02 R50.0 F52;G00 Z20.0 M09;G91 G28 Z0;M30;课题二外形轮廓加工图2—2—1 零件加工任务图参考程序:(1)圆柱台加工程序○0001;G90 G94 G40 G17 G21;G91 G28 Z0;G90 G54 M3 S350;G00 Y0;;G01 Z-4.0 F52;G41 D02 G01 Y0 F52;G02 J0;G40 G01 Y0;G41 D02 G01 YO;G02 J0;G40 G01 Y0;G41 D02 G01 Y0;G02 J0;G40 G01 Y0;G00 ;G91 G28 Z0;M30;(2)外轮廓加工程序○0002;G90 G94 G40 G17 G21;G91 G28 ZO;G90 G54 M03 S350;G00 Y52.0 M08;;G01 Z-9.0 F52;G41 D02 G01 Y30.0 F52;G01 ;;G02 ;G01 ;G02 ;G01 ;G02 ;G01 ;G03 ;G40 G01 ;G00 Z20.0 M09;G91 G28 Z0;M30;粗加工时,选用Φ20的立铣刀,刀具号为T02,刀具半径补偿号为D02,补偿值为10.2mm (0.2mm是精加工余量)。
精加工时,选用Φ12的立铣刀,刀具号为T03,刀具半径补偿号为D03,补偿值为6mm。
单元三内轮廓零件加工课题一槽加工图3—1—1 槽加工任务图参考程序:(1)十字槽粗加工程序○0001;G90 G40 G21 G17 G94;G91 G28 Z0;G90 G54 M3 S480;G00 Y0;Z5.0 M08;G01 Z-4.0 F40;X-30.0 F60;Z-8.0 F40;X30.0 F60;G00 ;X0 ;G01 Z-4.0 F40;;Z-8.0 F40;Y25.0 F60;G00 Z5.0 M09;G91 G28 Z0;M30;(2)十字槽精加工程序○0002;(主程序)G90 G40 G21 G94 G17;G91 G28 Z0;G90 G54 M3 S800;G00 X0 Y0;Z5.0 M08;G01 Z0 F40;M98 P0003 L02;G90 G00 Z5.0 M09;G91 G28 Z0;M30;○0003;(子程序)G91 G01 Z-4.0 F40;G90 G41 D03 G01 Y7.5 F50;G02 ;G01 ;G03 ;G01 ;G02 ;G01 ;G03 ;G01 ;G02 ;G01 ;G03 ;G01 ;G02 ;G01 ;G03 ;G01 ;G02 ;G40 G01 X0 Y0;M99;课题二型腔加工图3—3—1 型腔加工任务图参考程序:(1)型腔内粗加工程序○0001;(主程序)G90 G40 G21 G94 G17;G91 G28 Z0;G90 G54 M3 S480;G00 X0 Y0;Z5.0 M08;G01 Z0 F50;M98 P0002 L02;G00 Z20.0 M09;G91 G28 Z0;M30;○0002;(子程序)G91 G01 Z-4.0 F40;G90 G01 Y0 F48;G03 J0;G01 Y0;G03 J0;G01 X0 Y0 F100;M99;(2)型腔内轮廓精加工程序○0003;(主程序)G90 G40 G21 G94 G17;G91 G28 Z0;G90 G54 M3 S480;G00 Y0;Z5.0 M08;G01 Z0 F80;M98 P0004 L02;G00 Z20.0 M09;G91 G28 Z0;M30;○0004;(子程序)G91 G01 Z-4.0 F80;G90 G41 D01 G01 Y-15.0 F48;G03 Y0 ;G01 ;G03 ;G02 ;G03 ;G01 ;G03 ;GO2 ;G03 ;G01 ;G03 ;G02 ;G03 ;G01 ;G03 ;G02 ;G03 ;G01 Y0;G03 ;G40 G01 Y0;M99;单元四孔加工课题一钻孔、攻丝加工图4—1—1 孔类零件加工任务图参考程序:○0001;G91 G28 Z0;M06 T1;G90 G17 G49 G21 G94;G54 M3 S1200;G00 Y100.0 M08;G43 H01 G00 ;G99 G81 R5.0 F80;G98 ;G00 ;;G99 G81 R5.0 F80;G98 ;G91 G28 Z0 M09;M06 T02;G90 G49 G54 M3 S550;G00 Y100.0 M08;G43 H02 G00 Z50. ;G99 G73 Q2.0 F60;G98 ;G00 ;;G99 G73 Q2.0 F60;G98 ;G91 G28 Z0 M09;M06 T03;G90 G49 G54 M3 S500;G00 Y100.0 M08;G43 H03 G00 Z50. ;G98 G83 Q2.0 F60;G00 ;;G98 G83 Q2.0 F60;G91 G28 Z0 M09;M06 T04;G90 G49 G54 M3 S450;G00 Y100.0 M08;G43 H04 G00 Z50. ;G98 G81 R5.0 F50;G00 ;;G98 G81 R5.0 F50;G91 G28 Z0 M09;M06 T05;G90 G49 G54 M3 S350;G00 Y100.0 M08;G43 H05 G00 ;G99 G82 P2000 F60;G98 ;G00 ;;G99 G82 P2000 F60;G98 ;G91 G28 Z0 M09;M06 T06;G90 G49 G54 M3 S50;G00 Y100.0 M08;G43 H06 G00 ;G98 G85 R5.0 F40;G00 ;;G98 G85 R5.0 F40;G91 G28 Z0 M09;M06 T07;G90 G49 G54 M3 S100;G00 Y100.0 M08;G43 H07 G00 ;G98 G84 R5.0 F175;G00 ;;G98 G84 R5.0 F175;G91 G28 Z0 M09;M30;课题二镗孔加工图4—2—1 零件加工任务图参考程序:○0001;G91 G28 Z0;M06 TO1;G90 G94 G49 G17 G40 G21;G54 M03 S400;G43 H01 G00 Z50.0 M08;;;G01 Z-4.0 F80;Y-55.0 F60;X46.0 F1000;Y55.0 F60;G41 D01 G01 Y30.0 F60;Y0;;;Y0;;;G40 G01 Y55.0 F300;G91 G28 Z0 M09;M06 T03;G90 G54 G49 G40 M03 S1200;G43 H03 G00 Z50.0 M08;G98 G81 X0 Y0 R5.0 F60;G91 G28 Z0 M09;M06 T04;G90 G54 G49 G40 M03 S500;G43 H04 G00 Z50.0 M08;G98 G81 X0 Y0 R5.0 F60;G91 G28 Z0 M09;G28 X0 Y0;M06 T05;G90 G54 G49 G40 M03 S350;G43 H05 G00 Z50.0 M08;G98 G73 X0 Y0 Q2.0 F50;G91 G28 Z0 M09;G28 X0 Y0;M06 T06;G90 G54 G49 G40 M03 S250;G43 H06 G00 Z50.0 M08;G98 G73 X0 Y0 Q2.0 F45;G91 G28 Z0 M09;G28 X0 Y0;M06 T07;G90 G54 G49 G40 M03 S200;G43 H07 G00 Z50.0 M08;G98 G73 X0 Y0 Q2.0 F40;G91 G28 Z0 M09;M06 T02;G90 G54 G49 G40 M03 S800;G43 H02 G00 Z50.0 M08;;;G01 Z-4.0 F80;G41 D02 G01 Y30.0 F60;Y0;;;Y0;;;G40 G01 Y55.0 F300;G91 G28 Z0 M09;M06 T08;G90 G54 G49 G40 M03 S800;G43 H08 G00 Z60.0 M08;G98 G85 X0 Y0 R5.0 F60;G91 G28 Z0 M09;M06 T09;G90 G54 G49 G40 M03 S1500;G43 H09 G00 Z60.0 M08;G98 G85 X0 Y0 R5.0 F50;G91 G28 Z0 M09;G28 X0 Y0;M30;单元五综合课题加工课题一镜像加工图5—1—1 加工任务图参考程序:○0001;(主程序)G90 G40 G21 G17 G94;X0 Y0G91 G28 Z0;G90 G54 M3 S680;M98 P0002X0M98 P0002X0M09M30○0002;(子程序)G00 ;;;G01 Z-3.0 F50;G41 D01 G01 Y-45.0 F100;;;G03 ;G01 ;G03 ;G01 ;;;G02 ;G01 ;;;G40 G01 ;G00 ;课题二极坐标加工图5—2—1 加工任务图参考程序:○0001;G54 G40;M08;G15;M03 S700;;;G01 Z-5.0 F50;G41 D01 G16 G01 Y-5.0 F100;G02 R6.;G03 ;G02 ;G02 ;G40 G15 G01 ;G00 ;M09;M30;课题三旋转加工图5—3—1 加工任务图参考程序:○0001;G54 G40;G69;M03 S700;G68 X0 Y0 ;G00 X0 Y0;Z50.0 M08;;G01 Z-5.0 F50;G41 D01 G01 Y10.0 F100;G03 ;G01 ;G03 ;G01 ;G03 ;G01 ;G03 ;G01 ;G40 G01 X0 Y0;G00 Z150.0 M09;M30;课题四综合零件的加工图5—4—1 加工任务图参考程序:(1)正六边形加工程序○0001;G90 G40 G21 G17 G94;G91 G28 Z0;G90 G54 M03 S400;G00 X0 ;Z5.0 M08;G01 Z-6. F60;G41 D01 G01 X0 Y29.0 F100;;G02 ;G01 ;G02 ;G01 ;G02 ;G01 ;G02 ;G01 ;G02 ;G02 ;G01 X0;G40 G01 X0 ;G00 Z50.0 M09;G91 G28 Z0;M30;(2)斜六边形加工主程序○0002;(主程序)G90 G40 G21 G17 G94 G69;G91 G28 Z0;G90 G68 X0 Y0 ;M98 P0003;G69;G91 G28 Z0;M30;○0003;(子程序)G90 G54 M03 S400;G00 X0 ;Z5.0 M08;G01 Z-4. F60;G41 D01 G01 X0 Y25.0 F100;;G02 ;G01 ;G02 ;G02 ;G01 ;G02 ;G01 ;G02 ;G01 ;G02 ;G01 X0;G40 G01 X0 ;G00 Z50.0 M09;M99;(3)凹槽加工程序○0004;(主程序)G90 G40 G21 G17 G94;G54 M03 S680;GO0 X60 Y-50;Z5.0 M08;M98 P0005;X0 Y0 ;M98 P0005;X0 Y0 ;G0 Z100.0 M09;M30○0005;(子程序)G00 ;G01 Z-8.0 F50;G41 D04 G01 Y-33.55 F ;;G3 ;G1 ;G40 G01 ;G00 ;M99;(4)孔加工程序○0006;G91 G28 Z0;M06 T05;G90 G40 G21 G17 G94 G15;G54 M03 S1500;GO0 X0 Y0;G43 H05 G00 ;G16 G00 ;G99 G81 R5.0 F60;G00 ;G98 G81 R5.0 F60;G15;G91 G28 Z0;M06 T06;G90 G15 G54 M3 S500;GO0 X0 Y0;G43 H06 G00 ;G16 G00 ;G99 G81 R5.0 F60;G00 ;G98 G81 R5.0 F60;G15;G91 G28 Z0;M06 T07;G90 G15 G54 M03 S450;GO0 X0 Y0;G43 H07 G00 ;G16 G00 ;G99 G81 R5.0 F50;G00 ;G98 G81 R5.0 F50;G15;G91 G28 Z0;M06 T08;G90 G15 G54 M03 S500;GO0 X0 Y0;G43 H08 G00 Z20;G16 G00 ;G99 G82 P2000 F60;G00 ;G99 G82 P2000 F60;G15;G91 G28 Z0;M06 T09;G90 G15 G54 M03 S50;GO0 X0 Y0;G43 H09 G00 ;G16 G00 ;G99 G85 R5.0 F40;G00G98 G85 R5.0 F40;G15;G91 G28 Z0;M30;数控编程实例1.根据图样要求、毛坯及前道工序加工情况,确定工艺方案及加工路线1)以已加工过的底面为定位基准,用通用台虎钳夹紧工件前后两侧面,台虎钳固定于铣床工作台上。