天圆地方接头
弯头三通天圆地方的展开图画法

弯头三通天圆地⽅的展开图画法弯头三通天圆地⽅的展开图画法⼀、弯头多节弯头俗称虾⽶腰,是⽤来改变通风管道⽅向及其它装置的配件。
按其断⾯形状,可分为圆形、⽅形(或矩形)两种。
从理论上说,弯头的形状为圆环⾯,是不展曲⾯,在实际构形设计当中,为了便于展开加⼯,只好改为分节的办法,将圆环⾯改为圆柱⾯。
不同节数的弯头(a)直⾓间节*头,(b)直⾓三节弯头,c)直⾓四节弯头,(d)直⾓五节弯头在直⾓多节弯头中,有三节、四节和五节或更多节不同节数,如图8-1所⽰。
节数的多少视⼯程要求⽽定,节数越多,空⽓流通阻⼒就越⼩。
展开多节弯头,当图纸没有尺⼨要求时,应⾸先确定弯头R。
按照通风管配件要求,对R曲率半径的长度规定在1D~1.5D(D=弯头直径)范围内。
如图(b)所⽰,从结合线的度数看,⾸尾每节为22,中间节为450,是⾸尾节的⼆倍。
如按份数分,即⾸尾备⼀份,中间节为⼆份。
其它多节依此类推,即⽆论多少节弯头,中间节等于⾸尾节。
(1) 等径三节直弯头1)图8—2所⽰为三节直⾓弯头。
⽤已知尺⼨画出主视图A、B、C、D,⽤图8—1(b)⽅法求出结合线E-F、G-H。
2) 6等分断⾯半圆周1……7,由各点向上作垂线,与G—H结合线相交点1……7,再由各点作F-H的平⾏线,在E-F结合线交1”……7”。
3)作C—D的延长线,在延长线上截取E1—E2等于断⾯圆周展开长度,均分12等分,由各点作上垂线,与G—H结合线上各点所引的⽔平线对应相交点10……70……10,将各点连圆滑曲线,即得尾节(⾸节)的展开图。
4)作△EOG的平分钱I—J并延长(中节基准线),在延长线上以7……1……7的顺序截取(因尾节咬⼝缝在G—C处,考虑咬⼝缝过厚的影响,中节咬⼝缝应与前咬⼝错开(中节改在F—H⾯),以避免咬⼝缝过厚带来加⼯困难。
5)在I⼀J延长线上,截取断⾯展开长度J1⼀J2,照录断⾯各等分点长得7……1……7点,过各点作J1⼀J2的直⾓钱,与E—F、G—H结合线上各点所引J 1⼀J2平⾏线对应相交点10……70……10,圆滑曲线连各点,即中间节展开图。
管道系列分类
管道系列分类:不锈钢钢管、碳钢钢管、合金钢钢管、铝管、铜管、无缝钢管、直缝钢管、螺旋钢管、钢板卷制焊接钢管。
弯管系列分类:不锈钢弯管、碳钢弯管、合金钢弯管、铝质弯管、铜质弯管、蛇形弯管、S型弯管、U型弯管、螺旋形弯管、矩形弯管、多节焊制弯管、双盘弯管、30度弯管、45度弯管、60度弯管、90度弯管、180度弯管。
弯头系列分类:不锈钢弯头、碳钢弯头、合金钢弯头、铝质弯头、铜质弯头、冲压弯头、热压弯头、对焊弯头、异径弯头、虾米腰弯头、变径弯头、多节焊制弯头、渐缩异径弯头、双盘弯头、双法弯头、矩形弯头、承插弯头、镀锌弯头、内丝弯头、卡箍弯头、保温弯头、耐磨弯头、防腐弯头、衬塑弯头、高压弯头、厚壁弯头、大口径弯头、丝扣弯头、焊接弯头、中低压弯头、长半径弯头、短半径弯头、30度弯头、45度弯头、60度弯头、90度弯头、180度弯头。
三通系列分类:不锈钢三通、碳钢三通、合金钢三通、铝质三通、铜质三通、异径三通、变径三通、等径三通、矩形三通、三盘三通、承插三通、排气三通、棑泥三通、单筋加强焊制三通、蝶式加强焊制三通、跨越三通、平行三通、保温三通、镀锌三通、内丝三通、卡箍三通、耐磨三通、衬塑三通、防腐三通、丝扣三通、高压三通、中低压三通、Y型三通、U型三通、45度斜三通、裤型三通、冲压三通。
四通系列分类:不锈钢四通、碳钢四通、合金钢四通、铝质四通、铜质四通、变径四通、等径四通、异径四通、矩形四通、冲压四通、保温四通、承插四通、镀锌四通、内丝四通、卡箍四通、丝扣四通、耐磨四通、衬塑四通、防腐四通、全盘四通、高压四通、中低压四通。
异径管(大小头)系列分类:不锈钢异径管、碳钢异径管、合金钢异径管、铝质异径管、铜质异径管、冲压异径管、矩形异径管、偏心异径管、同心异径管、斜偏心异径管、承插异径管、镀锌异径管、防腐异径管、耐磨异径管、保温异径管、衬塑异径管、内丝异径管、卡箍异径管、丝扣异径管、双盘异径管、高压异径管、中低压异径管、热压异径管、吸水喇叭口、吸水喇叭管、喇叭口、戏水喇叭管支架。
“天圆地方”构件的钣金操作

1.“天圆地方”构件的钣金操作(字幕)“天圆地方”是常见的一种钣金构件,它的上底面为圆形,下底面通常为长方形或者正方形,在管道施工中也叫作变径,可以作为一种过渡接头,用来将圆形截面变成方形截面。
下面,我们就来看看在已知底面边长、直径以及棱长的条件下,加工一个“天圆地方”构件的操作过程。
(1)画展开图。
展开图一般是先画在硬塑料板上,然后从塑料板上将展开图剪下,再按塑料板的形状来裁剪板料。
(动画)我们知道,“天圆地方”构件的表面可以看作是由4个侧面大三角形和若干小三角形组合而成的,在这里大三角形的底边与构件的底边相同,侧边近似等于构件的棱长;同样的,小三角形的侧边也近似的等于构件的棱长,这时如果我们假设构件表面由n个小三角形组成,那么这些小三角形的底边长度就近似的等于构件上底面圆周长的1/n。
因此,在画“天圆地方”展开图时,只要将这些大、小三角形按原来的顺序铺展开来就可以了。
画展开图的具体步骤是:1.画侧面三角形的展开图。
在硬塑料板上画一条线段,长度为构件的底面边长,分别以线段的两个端点为圆心、构件的棱长为半径画圆弧,两个圆弧在线段的正上方会有一个相交点,该点与线段组成的三角形即为“天圆地方”构件的一个侧面三角形的展开图。
2.画小三角形的展开图。
以侧面三角形的顶点为起点,使用圆规以构件上底面圆周长的1/12长度向顶点的一侧画等长的3个圆弧,第3个圆弧会与刚刚画侧面三角形展开图时用到的长圆弧相交于一点,这一交点与侧面三角形的顶点、底边的一个端点组成的图形即为“天圆地方”构件表面3个小三角形的展开图。
3.画半侧面三角形的展开图。
继续以画小三角形展开图时获得的交点为圆心,构件的棱长为半径画圆弧,它会与以底边端点为圆心、底面边长的1/2为半径画的圆弧交于一点,最后,放好三角尺,使用划针依次连接好这三点,获得的图形可以看作是“天圆地方”构件侧面三角形的半个展开图。
使用同样的方法画出另外3个小三角形的展开图和另一个半侧面三角形的展开图,依次连接各小三角形的顶点,可以得到一个近似于圆弧的折线,它的长度应该约等于构件底面圆周长的一半。
暖通空调中风管三通四通变径制作

暖通空调中风管三通四通变径制作1 变径分管制作变径管是用以连接不同断面的通风管,以及通风管尺寸变更的部位。
变径管有:矩形变径管及天圆地方。
1)矩形变径管的制作矩形变径管用以连接2个不同口径的矩形风管。
矩形变径管有正心和偏心2种。
正心矩形变径管的展开,可用三角形法进行展开,根据已知大口管边尺寸、小口管边尺寸和变径管的高度尺寸,做出主视图和俯视图,再按三角形法进行展开,其画法如下图所示。
偏心矩形变径管的展开方法与正心矩形变径管基本相同,仍采用三角形法进行展开,其画法如下图所示。
展开后,考虑与圆形变径管相同的一段短直管,使之与法兰紧密地连接。
2)天圆地方变径管的制作天圆地方用于通风管与通风机、空调器、空气加热器等设备的连接,以及由圆形断面变为矩形断面部位的连接。
天圆地方有正心和偏心2种。
正心天圆地方的展开,可用三角形法,也可用近似的圆锥体展开法展开。
采用三角形法是根据已知的圆管直径D,矩形风管管边尺寸A-B、B-C和高度h,画出主视图和俯视图,并将上部圆形管口等分编号,再用三角形法展开图。
其画法如下图所示。
采用圆锥体法展开的画法如下图所示,此方法比较简便,圆口和方口尺寸正确,但高度比规定高度稍小,一般加工制作时可在加长法兰的短直管上进行修正。
2 风管弯头导流叶片制作1)对于需要安装导流片的内外矩形风管弯头需按以下规定制作并安装导流片:长边长度R,内弦弦长a;当R/a∈[0.35,0.5)时加1片导流片间距由内到外别是0.35a,0.65a;当R/a∈[0.14,0.35)时加2片导流片间距由内到外别是0.2a,0.3a,0.5a;当R/a∈[0.067,0.14)时加3片导流片间距由内到外别是0.1a,0.15a,.0.25a,0.5a。
2)导流片采用和风管弯头内弦相同弧度,据两侧法兰各10CM间距。
3)导流片采用与其所在风管相同材质厚度的板材,镀锌铆钉Φ4 固定;4)导流片安装弧度与所在风管弯头弧度一直,安装时圆滑无变形。
天圆地方放样方法

1.天圆地方及其放样过程概述天圆地方又名方圆变径管,被广泛应用于圆断面与矩形断面的风管与设备间的连接。
如圆通风管与风机出口,空调机组与风机进口等场合的连接。
其放样过程简要如下:(1)先将上圆均分为若干等分,并将上圆各等分点与矩形角点依次相连,即将其分成若干个小三角形(如图1)。
(2)利用直角三角形定理先求出其在投影面上的长,再利用该值与天圆地方的高求出各连线空间实长。
并同时求出圆上任意两个相邻点间的弧长。
(3)用(2)中求得的空间实长与圆上任意两个相邻点间的弧长作展开图(如图2)。
由上述步骤可知传统放样过程的确较为繁琐,当天圆地方为偏心或制作精度要求较高的情形时则更为繁琐。
因此,寻找其快捷方式具有一定的现实意义。
2.计算公式的推导本文以两个方向偏心的天圆地方为例进行推导,以求出天圆地方放样参数的通用公式。
假设现需制作一天圆地方,其上圆半径为r,矩形长为a宽为b,其上下端面在长边方向上的偏心矩为e1,在短边方向上的偏心矩e2,天圆地方的高为h,同时结合实际将上圆等分数定为n(n 一般为4的倍数,图中取为12)。
2.1建立三维坐标本文通过建立三维坐标将原来所需的两次计算减为经一次计算即可得出结果。
先以X轴平行于矩形长边,丫轴平等于矩形短边,Z轴过圆心并平行于天圆地方的高,建立三维直角坐标系。
同时根据实际情况将圆周进行n 等分,并将各等分点与矩形角点相连(如图1)。
则各相关点的坐标分别为:A(,, 0); B(,, 0); C(,, 0); D(,, 0); E(, 0, 0) ; Fi (rcosi 9 ,rsini 9 ,h )其中i=0 , 1, ,n ; 9 =2 n /n。
如图所示A、B C D为矩形角点,E为AD与X轴的交点,F为圆上等分点。
2.2公式推导:结合上述各点坐标再利用空间两点间的距离公式可求出各连线在空间实长:AFi= 其中i=0, 1, , , n/4;BFi= 其中i=n/4 , n/4+1 , , , n/2;CFi= 其中i=n/2 , n/2+1 , , , n/4 ;DFi= 其中i=3n/4 , 3n/4+1 , , , n;EF0= ;2.3计算公式优化:由于圆的等分量n 为可变量故要在Excel 中逐行编辑公式显然行不通, 而对矩形角点A、B、C、D 分区域编辑又因其区域分界点不甚明显,且若所编辑的内容过于繁琐既影响运算速度又易出错。
基于catia天圆地方展开

基于CATIA天圆地方参数化展开作者:李川单位:华菱星马汽车(集团)有限公司前言在通风管道的制造中常用到异形接头,天圆地方接头是异形接头中最常见的一种。
为便于加工制造,往往先画出天圆地方的放样图,画放样图的关键就是如何立体展开成平面。
传统画展开图的方法一般是计算法和图解法,计算法的精度虽高,但是计算繁琐。
而图解法简单,但精度不高。
随着生产中引入数字化建模,我们可以利用三维设计软件来进行精确展开,结合参数化可以展开不同形式的天圆地方。
本次是利用catia对天圆地方进行参数化展开。
1.构造参数在进行天圆地方展开之前,我们先构造天圆地方的参数。
由于天圆地方有偏心和非偏心形式,为此还得构造偏心参数。
图1为天圆地方的三视图,点O为长方形的形心,点P为圆心。
以点O为坐标原点,x轴的正向向右建立直角坐标系见图2。
参照图1和图2构造的参数见表1。
图1 天圆地方的三视图图2 直角坐标系表1参数列表参数代号参数名称初始数值(mm)D 圆的直径100L 长方形的长度200S 长方形的宽度150H 天圆地方的高度100P1 点P的纵坐标 3P2 点P的横坐标 22.创建天圆地方线框选择【Start 开始】—【Shape 形状】—【Generative Shape Design 创成式曲面设计】进入创成式曲面设计界面,【formulas 公式】命令创建表1中的参数。
单击【Line 直线】命令,弹出【Line Definition 定义直线】对话框,【Line type 直线类型】选择【Point-Direction 点和方向】,在【Point 点】的输入框内单击右键,在弹出的关联菜单里面选择【Create Point 创建点】,弹出【Point Definition 定义点】对话框。
在x的输入框里面单击右键,在弹出的关联菜单里面选择【Edit formula 编辑公式】,弹出公式编辑对话框,在输入框里面输入L/2,然后单击【OK 确定】。
·天圆地方结构组装过程的同心度控制

[12]陈大雄.管 子 与 管 板 的 自 动 焊 接 [J].化 工 炼 油 机 械,1984 (2):2935.
CHEN D X.Automaticweldingoftubetotubesheetjoint [J].Petrochemicalequipment,1984(2):2935. [13]王天先,徐 红,雷 万 庆.高 压 换 热 器 管 子管 板 自 动 脉 冲 钨 极氩弧焊[J].石油化工设备,2007,36(4):6669. WANG TX,XU H,LEIW Q.Automaticpulsedtungsten
H L Helmbrecht.Understanding and application of ASME BPVC.IX in welding procedure qualification [J].Pressurevesseltechnology,1988,5(1):6375. [17] 刘俊伟,赵 滨 江,李 晓 陶.ASME、ISO 及 GB 管 子 管 板 接头检验 探 讨 [J].化 工 设 备 与 管 道,2013,50(3):36
犓犲狔狑狅狉犱狊:roundtopandsquarebottomconnectionpipe;assembly;concentric;control;meth
钣金展开方式不难!图文并茂讲解天圆地方通风管画法,收好不谢
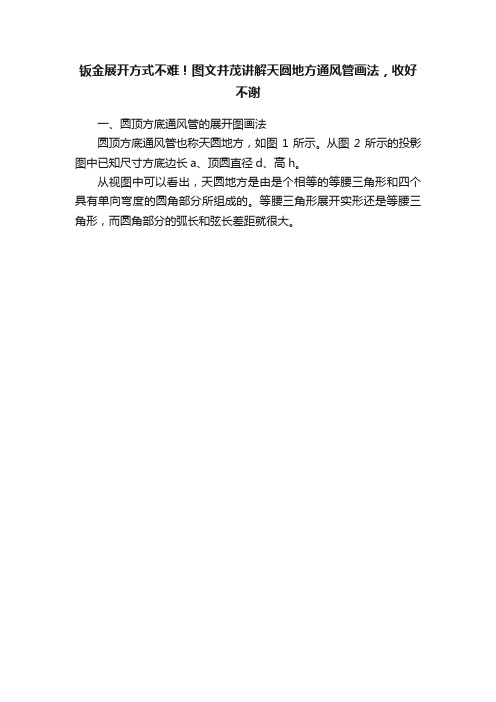
钣金展开方式不难!图文并茂讲解天圆地方通风管画法,收好不谢一、圆顶方底通风管的展开图画法圆顶方底通风管也称天圆地方,如图1所示。
从图2所示的投影图中已知尺寸方底边长a、顶圆直径d、高h。
从视图中可以看出,天圆地方是由是个相等的等腰三角形和四个具有单向弯度的圆角部分所组成的。
等腰三角形展开实形还是等腰三角形,而圆角部分的弧长和弦长差距就很大。
因此,必须将圆周分成若干等分,以便达到弦长近似等于弧长,再加画辅助线才能作出圆角部分的展开图。
将图2的俯视图圆周分成12等分,同时画出辅助线,这些辅助线可以叫做投影线。
再将俯视图的等分点投影到主视图顶口,画出辅助线,如图3、图4所示。
从视图中可以看出,这些投影线都是倾斜的。
在主视图向里倾斜,投影高度为h。
因此,这些投影线都不表示实长。
求实长的方法,一般常用的有俩种:一种是用俯视图投影线和主视图高度支线求出,如图5所示。
另一种是用主视图投影线和俯视图投影线的两点水平距离支线求出,如图6.下面用各投影线的实长线,画出展开图。
展开图画法1、先画ADH三角形部分画一条水平线DH,使DH等于方底边长的一半,即DHEH/2,过D点,作DH的垂线AD,使AD等于实长线c′,即AD=c,联接AH,侧AH等于实长线f′。
2、画AHL单向弯度的圆角部分作出实长线e′和实长线f以H点为圆心,分别以e’和f′为半径画圆弧。
以A点为圆心,1、2点弧长为半径画圆弧交Re′弧于点2,以点2为圆心,1、2点弧长为半径画圆弧交Re′弧于点3,以点3为圆心,1、2点弧长为半径画圆弧交Rf′弧于点4。
3、画LHG等腰三角形部分:以L为圆心,f′长为半径画圆弧,以H点为圆心,HG长为半径画圆弧,两弧交于点G:4、画LGB单向弯度的圆角部分:以G点为圆心,分别以e′和f’为半径曲圆弧。
以L点为圆心1、2点弧长为半径画圆弧交Re′弧于点3,以点3为圆心,1、2点弧长为半径画圆弧交Re′弧于点2,以点2为圆心,1、2点弧长为半径画圆弧交Rf弧于点1(即B点)。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
天圆地方接头
7.1 天圆地方(圆心在第一象限)
1.说明
圆方接头也称天圆地方或叫天方地圆,图7-1-1为立体图,图7—1-2为主视图和水平投影图,图7—1—3为展开图。
对于此类构件的展开计算可采用建立直角坐标系的方法,将坐标系的原点O设立在矩形的中心点上,圆心Q 在直角坐标系Oxyz的x坐标设为E2,y坐标设为E1,由于构件上下底平行,Q的Z坐标等于H。
在图7—1—2的水平图中,对四个放射形弧面上各素线的展开计算,仍然是在坐标系内求得圆周上各等分点以及矩形四个角顶点的坐标值,然后利用空间两点坐标求线段实长的公式求出各展开素线Fi的长度,尔后作出展开图。
本节程序能对上圆下方或上方下圆的偏心圆方接头(即天圆地方)作出精确的展开计算,本节程序(包括以后几节的程序)对展开素线输出的顺序是将水平图中左上角第一根素线作为F1,按反时针旋转方向依次为F2,P3,F4……FN+4。
FN+,为编号最大的一根素线,若等分数N=12,则最大编号的素线为F16,N=16时为F20,依此类推。
为便于正确作出展开图,程序输出时已用空行将四个放射弧面的展开数据分开,这样可以避免错用数据。
当E2=K/2时,展开图的接缝线K(扣缝或焊缝位置)或Fl(或FN+4)重合,当丘>A/2时,接缝线K已无实际意义,此时可根据工件易于组装焊接或扣接的位置另设接缝。
第238页。