弹簧销规格表
钢板弹簧的设计(抹布)1

W0≥[FW(L-k s)]/4[σW]
(2)
式中,[σW]为许用弯曲应力。 对于 55SiMnVB 或 60Si2Mn 等材料,表面经喷丸处理后, 推荐[σW]在下列范围内选取: 前弹簧和平衡悬架弹簧为350-450MPa; 后副簧为220-250MPa。
●由式(1)、(2) 代入下式计算钢板弹簧平均厚度hp
③钢板弹簧卷耳和弹簧销的强度核算 ●主片卷耳 钢板弹簧主片卷耳受力如右图所示。 卷耳所受应力σ是由弯曲应力和拉(压)应力 合成的应力 σ=[3Fx(D+h1)]/bh12+Fx/bh1
图7.8
式中, Fx 为沿弹簧纵向作用在卷耳中心线上的力; D为卷耳内径; b为钢板弹簧宽度; h1为主片厚度。 许用应力[σ]取为 350 N/mm2。 ●钢板弹簧销 要验算钢板弹簧受静载荷时,钢板弹簧销受到挤压应力 σz=Fs / bd 其中,Fs为满载静止时钢板弹簧端部的载荷; b为卷耳处叶片宽; d为钢板弹簧销直径。
①钢板弹簧总成在自由状态下的弧高H0
定义:钢板弹簧各片装配后,在预压缩和U形螺栓夹紧前,其主片上表 面与两端(不包括卷耳孔半径)连线间的最大高度差(如上图),称 为钢板弹簧总成在自由状态下的弧高H0。
用下式计算: H0=(fc+fa+△f) 式中,fc 为静挠度; fa 为满载弧高; △f 为钢板弹簧总成用U形螺栓夹紧后引起的弧高变化。 s(3L s)( f a f c ) f 2 L2 式中, s 为U形螺栓中心距;L为钢板弹簧主片长度; 钢板弹簧总成在自由状态下的曲率半径 R0=L2/8H0 。
(5) 各片弹簧预应力的选取 ①要求做到 ●装配前各片弹簧片间间隙相差不大,且装配后各片能很好贴和; ●为保证主片及其相邻的长片有足够的使用寿命,应适当降低主片 及与其相邻的长片的应力。 两种预应力选取情况: ▲对于片厚相同的钢板弹簧,各片预应力值不宜选取过大; ▲对于片厚不相同的钢板弹簧,厚片预应力可取大些。
GB50173-2014-D类表格
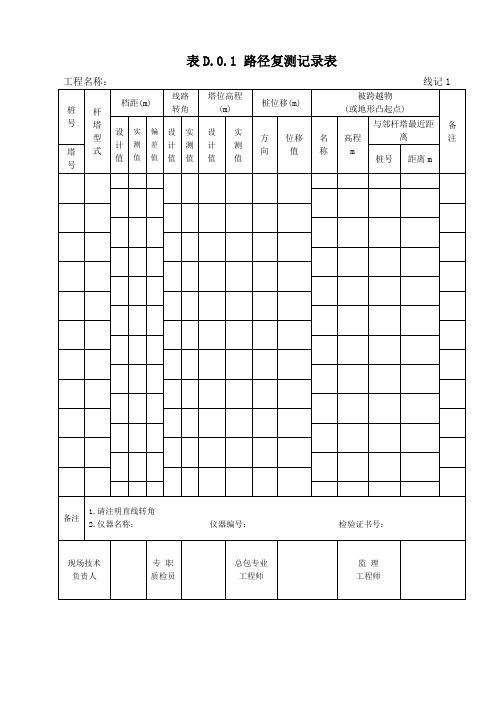
表D.0.1 路径复测记录表
工程名称:线记1
表D.0.2普通(掏挖)基础和拉线基础分坑及开挖检查记录表
工程名称:线记2
表D.0.3地基基坑(槽)检查记录表
工程名称:线记3
表D.0.7混凝土电杆基础检查记录表
表D.0.8铁塔组立检查记录表
表D.0.9混凝土电杆组立检查记录表
表D.0.11导、地线(光缆)展放施工检查记录表
表D.0.13导、地线(光缆)紧线施工检查及验收记录表
表D.0.14导地线(光缆)附件安装检查记录表
表D.0.15光缆测试报告
表D.0.16对地、风偏与交叉跨越检查记录表
表D.0.17接地装置施工检查记录表
表D.0.18杆上电气设备安装检查记录表。
绝缘子技术规格书

悬式瓷绝缘子1 用途:接触网中悬挂附加导线用。
※.2 性能:图1为防污型耳环悬式绝缘子,双层伞型,应包括铁帽球窝、扁钢脚及弹簧销。
图2为防污型杵头悬式绝缘子,双层伞型,应包括铁帽球窝、球头钢脚及弹簧销。
2.1.1尺寸及规格(见表1)表1类型尺寸防污耳环悬式绝缘子防污杵头悬式绝缘子D×H(mm)254×146 254×146d(mm)17φ(mm)192.1.2主要机电性能(见表2)表2类型机电性能防污耳环悬式绝缘子防污杵头悬式绝缘子额定电压(kV)25 25工频干闪电压有效值(kV)≥90 ≥90工频湿闪电压有效值(kV)≥45 ≥45工频击穿电压有效值(kV)≥110 ≥11050%全波冲击闪络电压峰值(kV)≥130 ≥130 抗拉机电破坏负荷(kN)70 70公称泄漏距离(mm)≥400 ≥4003其他技术要求3.1 打击破坏负荷不小于565N.cm。
3.2 1h机电负荷(试验值)为52.5kN。
4 由投标人提供绝缘子的结构尺寸图纸(包括组成零件的各部件的名称、材料、重量、尺寸等)及必要的说明、绝缘子与吊环及杵座鞍子的连接图。
5 由铁件、涂釉瓷件和钢脚组成,单件重量不超过7 kg。
铁件表面采用热浸镀锌防腐,其技术要求必须符合TB/T2073-98中三级镀锌的标准或JB/T8177。
镀锌层检验方法比照SD218《电力金具制造质量标准-钢铁件热镀锌层》的规定进行。
6瓷件采用高强瓷,并逐件进行红外线探伤检测。
7瓷釉颜色:白色8检查、试验、验收抽样方案及判别依据GB11030-89。
9技术文件9.1投标人提供制造厂的生产情况、产品样本、及相关产品的现场使用情况。
9.2当供货时,投标人应写明规格名称、附加质量良好的弹簧销子。
10质量保证10.1投标人应随生产过程提供必要的质量记录。
10.2产品制造应具有良好的生产条件、工艺装备、检测设备和试验设备。
10.3绝缘子的加工及金属件表面防腐处理应严格按照本技术规格书及相关标准执行。
钢板弹簧设计
7 钢板弹簧强度验算 (1)紧急制动时,前钢板弹簧承受的载荷最大,在它的后半段出现的
最大应力 σmax 用下 式计算 m G a 1 m x 1 'l 2 l 1 cl 1 l 2 W 0 (6-17) 式中,G1 为作用在前轮上的垂直静负荷;m1' 为制动时前轴负荷
相邻的长 片有足够的使用寿命,应适当降低主片及与其相邻的长片
的应力。 为此,选取各片预应力时,可分为下列两种情况:对于片
厚相同的钢板弹簧,各片预 应力值不宜选取过大;对于片厚不相同
的钢板弹簧,厚片预应力可取大些。推荐主片在根部 的工作应力与
预应力叠加后的合成应力在 300~350MPa内选取。在确定各片预
入,求得的刚度值为 钢板弹簧总成自由刚度 cj ;如果用有效长度,
即
代入式(6—9),求得的刚 度值是钢板弹簧总成的夹
l1' l1c0z.5ks 紧刚度 。
5 钢板弹簧总成在自由状态下的弧高及曲率半径计算
(1)钢板弹簧总成在自由状态下的弧高 H0
钢板弹簧各片装配后,在预压缩和 U 形螺栓夹紧前,其主片上 表面与两端(不包括卷耳孔半径)连线间的最大高度差(图 6—11),
钢板弹簧设计
1.钢板弹簧的布置方案 2.钢板弹簧主要参数的确定 3.钢板弹簧各片长度的确定 4.钢板弹簧刚度的验算 5.钢板弹簧总成在自由状态下的弧高及曲率半径计算 6.钢板弹簧总成弧高的核算 7.钢板弹簧的强度验算 8.少片弹簧
1.钢板弹簧的布置方案
• 钢板弹簧在汽车上可以纵置或者横置。 后者因为要传递纵向力, 必须设置附加的导向传力装置,使结构复杂、质量加大,所以 只在少数轻、微型车上应用。纵置钢板弹簧能传递各 种力和力 矩,并且结构简单,故在汽车上得到广泛应用。
钢板弹簧设计
2.钢板弹簧主要参数的确定
• 在进行钢板弹簧计算之前,应当知道下列初始条件:满载静止时 汽车前、后轴(桥)负荷G1 、 G2 和 簧 下 部 分 荷 重 Gu1 、 Gu2 , 并据此计算出单个钢板弹簧的载荷: Fw1 = (G1 − Gu1 ) / 2 和 Fw2 = (G2 − Gu2 ) / 2 ,悬架的静挠度 fc 和 动挠度 fd ,汽车的轴距等。 1.满载弧高 fa
• (2)钢板弹簧各片自由状态下曲率半径的确定
• 因钢板弹簧各片在自由状态下和装配后的曲率半径不同,各片自 由状态下做成不同曲率半径的目的是:使各片厚度相同的钢板弹 簧装配后能很好地贴 紧,减少主片工作应力,使各片寿命接近。
• 图 6—15 钢板弹簧各片自由率半径由下式确定
经重新选用各片预应力 再行核算。
7 钢板弹簧强度验算
• (1)紧急制动时,前钢板弹簧承受的载荷最大,在它的后半段出现
的最大应力 σmax 用下 式计算
max G1m1'l2 l1 c l1 l2 W0
(6-17)
式中,G1 为作用在前轮上的垂直静负荷;m1' 为制动时前轴负荷 转移系数, 轿车:m1' =1.2~ 1.4,货车: m1' =1.4~1.6; l1 、 l 2 为钢板弹簧前、后段长度; ϕ 为道路附着系数,取 0.8;W0 为钢板弹簧总截面系数;c 为弹簧固定点到路面的距离(图 6-
3 .钢板弹簧各片长度的确定
• 片厚不变宽度连续变化的单片钢板弹簧是等强度梁,形状为菱形
(两个三角形)。将由两 个三角形钢板组成的钢板弹簧分割成宽度
相同的若干片,然后按照长度大小不同依次排列、 叠放到一起,
就形成接近实用价值的钢板弹簧。实际上的钢板弹簧不可能是三
圆柱弹簧销使用方法
圆柱弹簧销使用方法圆柱弹簧销是一种机械传动元件,常用于连接轴和零件,通过相互间的嵌合和相互作用来进行传动。
圆柱弹簧销有各种各样的类型和用途,下面我们将详细介绍其使用方法和相关知识。
一、圆柱弹簧销的基本结构圆柱弹簧销主要由插销、弹簧和销套组成。
插销是固定在一侧的零件;弹簧是连接插销和销套,提供连接力;销套是设于另一侧零件上,使插销通过销套并被夹紧。
二、圆柱弹簧销的分类根据结构形式,圆柱弹簧销可以分为固定式、活动式、单弹簧式、双弹簧式、环形和楔形等几种类型。
1、固定式:插销和销套之间没有间隔,将插销压入销套内,两者之间不存在相对运动,适用于需要脱卸又不需要频繁移动的场合。
2、活动式:插销和销套之间有一定间隙,插销可以自由滑动,适用于需要频繁拆卸和移动的场合。
3、单弹簧式:通常用于连接钢板或非铸造材料零件的连接处,其弹性转动性能强,适用于需要一定稳定性的场合。
4、双弹簧式:在单弹簧式的基础上增加了弹性,其连接性更稳健,适用于承受重负荷的场合。
5、环形:环形圆柱弹簧销外形呈圆环状,广泛应用于滑动支架、担架和滑动导轨等。
6、楔形:在插销两端的销套上加装扁平垫片或斜垫片,形成楔形结构,用于提供更大的承载能力。
三、圆柱弹簧销的使用方法1、选择合适的型号:根据需要连接的两个零件的要求,选择合适型号、规格和质量。
2、加油润滑:在插销、销套和弹簧的表面涂上适量的润滑剂,以减少摩擦、延长寿命。
3、装配:将插销插入销套,并在插销一端的销套处固定连接,确保连接牢固。
4、拆卸:先将连接零件的负荷卸除,用工具将销套慢慢击退,最后取出插销。
四、圆柱弹簧销的优缺点优点:1、连接灵活:无需使用螺纹等固定件,装卸方便。
2、承载能力:圆柱弹簧销由于加强结构和设计,可以承受较大的荷载。
3、适用性广:可以在不同厚度的材料间使用,适用性广泛。
缺点:1、使用过程中可能会造成松动:如果连接的零件摆动幅度大,势必会产生松动。
2、适用温度范围小:受制于材料的特征,适用温度范围比较小,一般在200℃以下。
纵向开口销的技术要点
纵向开口销的技术要点
开口销标准为GB/T91-2000,是一种金属五金件,俗名弹簧销、安全销,常用优质钢,弹性好材料制作而成。
1.标准范围公称规格为0.6~20mm,开口销材料:碳素钢,铜合金,不锈钢,特点:开口销每一个脚能经受反复多次的弯曲,并且在弯曲部分不发生断裂或裂缝。
次品的开口销:开口销表面有毛刺、形状不规则和有害的缺陷。
2.开口销的作用:开口销、闭口销一般使用在各类金具的螺栓上,主要起限位作用。
优点:闭口销适用于很多金具上,适用面大、使用方便。
缺点:容易松动,普通开口销易被腐蚀。
W型和R型的类型区别:W型紧锁销一般使用在盘型绝缘子上,R型紧锁销一般使用在绝缘子上。
3.关于开口销装配:范围,适用于使用开口销固定带孔圆柱销或带槽螺母等的装配操作。
开口销的选择,禁止重复使用开口销。
表
1mm未尽圆柱销孔径的情况,在选择开口销直径时,在现有开口销的规格中(详见附录一开口销规格表),应选用最接近圆柱销孔径大小的开口销。
开口销的标准长度,开口销的长度L(mm)。
L=1.5D , (D>12),L=D+6 ,(D≤12)D─圆柱销的直径应使用剪切钳剪断开口销。
被剪断部位必须清理干净,切勿残留在装置内。
卷制弹簧销生产工艺
卷制弹簧销生产工艺英文回答:Step 1: Raw Material Selection.The type of steel used for spring pins depends on the desired characteristics of the pin, such as strength, corrosion resistance, and heat resistance. Common materials include spring steel (e.g., SAE 1070) and stainless steel (e.g., 302, 316).Step 2: Wire Drawing.The steel wire is drawn through a series of dies to reduce its diameter and increase its strength. This process can be repeated multiple times to achieve the desired diameter and mechanical properties.Step 3: Coiling.The wire is coiled into a spiral shape using a coiling machine. The pitch and diameter of the coils can be adjusted based on the specifications of the spring pin.Step 4: Forming.The coiled wire is formed into the desired shape using a press or other forming equipment. This step involves creating the head, body, and tail of the spring pin.Step 5: Heat Treatment.The formed spring pins undergo heat treatment to improve their strength and hardness. This process typically involves heating the pins to a specific temperature and then quenching them in oil or water.Step 6: Grinding.The ends of the spring pins are ground to remove burrs and ensure a smooth surface. This step is important to prevent wear and tear during installation and usage.Step 7: Inspection and Testing.The spring pins are inspected and tested to verifytheir dimensions, mechanical properties, and surface finish. This ensures that they meet the specified requirements and quality standards.中文回答:卷制弹簧销生产工艺。
汽车装配用紧固件及拧紧工具介绍
电动轮胎拧紧机
2020年11月10
基础工艺知识培训
10/11
拧紧工具 三、气动拧紧工具
2020年11月10
基础工艺知识培训
11/11
拧紧工具
■ JB/T 8411-2006 冲击式气扳机型号与参数表
2020年11月10
基础工艺知识培训
12/11
谢谢!
2020年11月10
基础工艺知识培训
13/11
Q1480820-F7
Q32016-0ZD
2020年11月10
Q32014-F7
基础工艺知识培训
Q32012
5/11
紧固件
三、紧固件拧紧原理
■拧紧原理 螺栓插入被连接件,利用螺母或内螺纹拧
紧使螺栓拉伸变形,这种弹性变形产生了轴向
的拉力,将被夹零件挤压在了一起,称为预 紧力。
理论上,只要产生了足够的夹紧力,完全可 以保证被夹零件在震动、高低温等恶劣环境下安 全工作,而不必使用涂胶等辅助方法。
基础工艺知识培训
紧固件及拧紧工具
2020年11月10
基础工艺知识培训
1/11
紧固件 一、总装常用紧固件类型
1型螺栓、法兰面螺栓、方头螺栓、双头螺柱、螺栓和垫圈组合件 普通螺母、自锁螺母、法兰面螺母、平垫、弹垫、锯齿垫片等
2020年11月10
基础工艺知识培训
2/11
紧固件
二、紧固件编号规则
和汽车行业推荐 标准一致
常用
Q341 细牙1型六角螺母 弹簧销等
Q353 六角较薄螺母
隔壁式接头用
Q361 2型六角螺母
推力杆用
Q363 六角特厚螺母 Q381 六角开槽螺母
U型螺栓用 消声器
GB879.1弹性圆柱销优质弹簧销 定位销 销子 65Mn
产品介绍
弹性圆柱销又称弹簧销,无头中空圆柱形体,轴向开槽,两头端部倒角,在零件之间起定位,连接,固定等作用,销的外径比装配孔径稍大一点。
广泛应用于机械设备、电子器材、音响备、五金灯饰、家具建材等相关行业。
尺寸规格说明
标记:公称直径d=6mm、公称长度L=30mm、材料为钢(St)、热处理硬度500~560HV30、表面氧化处理、直槽、重型弹性圆柱销的标记:销GB/T879.1 6*30
技术条件和引用标准
材料
钢
化学成分、%
优质碳素钢硅锰钢
C>0.65、Mn>0.50.淬火并回火硬度:
420-520HV30或奥氏体回火硬度:
500-560HC30
C>0.50.Si>1.50.Mn>0.70.淬
火并回火硬度420-560HV30
直槽槽的形状和宽度由制造者任选
表面缺陷不允许有不规则的和有害的缺陷.销的任何部位不得有毛刺剪切试验GB/T13683
表面处理不经处理
验收及包装GB/T90。