铣刀的切削速度
方肩铣刀切削参数

方肩铣刀切削参数一、背景介绍方肩铣刀是一种常用的金属加工工具,用于切削金属材料。
在使用方肩铣刀进行切削时,合理的切削参数是保证加工质量和提高生产效率的关键因素之一。
本文将详细介绍方肩铣刀切削参数的选择与调整。
二、方肩铣刀的结构和分类方肩铣刀主要由刀柄、主轴、夹持装置和刃部组成。
根据不同的加工需求,可以选择不同类型的方肩铣刀,包括高速钢方肩铣刀、硬质合金方肩铣刀等。
三、影响方肩铣刀切削参数的因素1.切削材料:不同材料具有不同的硬度和韧性,需要选择相应的方肩铣刀和合适的参数。
2.切削速度:决定了每分钟进给给量(mm/min)。
3.进给量:即每次进给移动的距离,影响加工表面粗糙度和加工效率。
4.切削深度:即每次下刀的深度,影响加工效率和切削力。
5.切削宽度:即每次切削的宽度,也是影响加工效率和切削力的因素之一。
四、方肩铣刀切削参数的选择1.切削速度的选择:–对于不锈钢、铜等硬材料,一般选择较低的切削速度,以避免过快磨损刀具。
–对于铝合金等软材料,一般可以选择较高的切削速度,提高生产效率。
2.进给量的选择:–进给量过大会导致加工表面粗糙度增大,进给量过小则会降低生产效率。
需要根据具体情况进行调整。
3.切削深度的选择:–切削深度过大会增大切削力和功耗,同时也容易导致振动和表面质量问题。
需要根据材料硬度和机床稳定性进行合理选择。
4.切削宽度的选择:–切削宽度过大会增大刀具磨损和功耗,同时也容易导致表面质量问题。
需要根据材料硬度和机床稳定性进行合理选择。
五、方肩铣刀切削参数的调整方法1.根据加工材料的硬度和韧性,选择合适的方肩铣刀。
2.根据加工要求和机床性能,选择合适的切削速度。
3.根据加工表面粗糙度要求和生产效率需求,调整进给量。
4.根据加工表面质量要求和机床稳定性,调整切削深度。
5.根据刀具磨损情况和加工效率需求,调整切削宽度。
六、方肩铣刀切削参数的优化1.利用先进的数控技术,实现自动化调整切削参数,提高生产效率和加工质量。
切削参数表
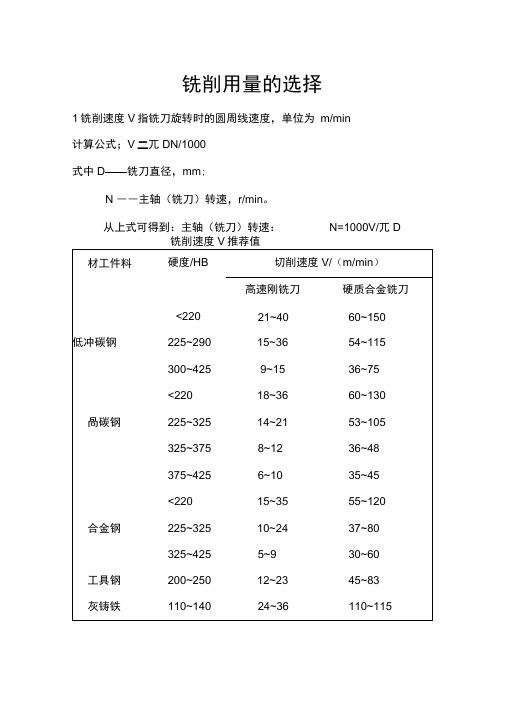
铣削用量的选择1铣削速度V指铣刀旋转时的圆周线速度,单位为m/min计算公式;V二兀DN/1000式中D——铣刀直径,mm;N ――主轴(铣刀)转速,r/min。
从上式可得到:主轴(铣刀)转速:N=1000V/兀D铣削速度V推荐值材工件料硬度/HB<220切削速度V/(m/min)高速刚铣刀21~40硬质合金铣刀60~150低冲碳钢225~290 15~36 54~115300~425 9~15 36~75<220 18~36 60~130 咼碳钢225~325 14~21 53~105325~375 8~12 36~48375~425 6~10 35~45<220 15~35 55~120 合金钢225~325 10~24 37~80325~425 5~9 30~60 工具钢200~250 12~23 45~83 灰铸铁110~140 24~36 110~1152进给量在铣削过程中,工件相对于铣刀的移动速度称为进给量•有三种表示方法:(1) 每齿进给量a f铣刀每转过一个齿,工件沿进•给方向移动的距离单位为mm/z。
(2) 每转进给量f铣刀每转过一转,工件沿进.给方向移动的位为距离,单位为mm/r.。
(3) 每分钟进给量V铣刀每旋转1min,工件沿进.给方向移动的位为距离,单位为mm/ min。
.三种进给量的关系为:V =a f zn式中 a --------- 每齿进给量,mm/z。
.z ---- 铣刀(主轴)转速,r/min。
n ---- 铣刀齿数.。
铣刀每齿进给量,a (mm/z.)推荐值3铣削层用量(1)铣削宽度a e铣刀在一次进给中所切掉工件表面的宽度,单位为mm。
.一般立铣刀和端铣刀的铣削宽度约为铣刀直径的50% ~60%左右。
(2)背吃刀量a p(切削深度)铣刀在一次进给中所切掉工件表面的厚度,即工件的已加工表面和待加工表面间的垂直距离,单位为mm。
一般立铣刀粗铣时的背吃刀量以不超过铣刀半径为原则,以防背吃刀量过大而造成刀具的损坏,精铣时约为0.05~0.30mm端铣刀粗铣时约为2~5mm,精铣时约为0.10~0.50mm.。
铣刀铣削速度的确定
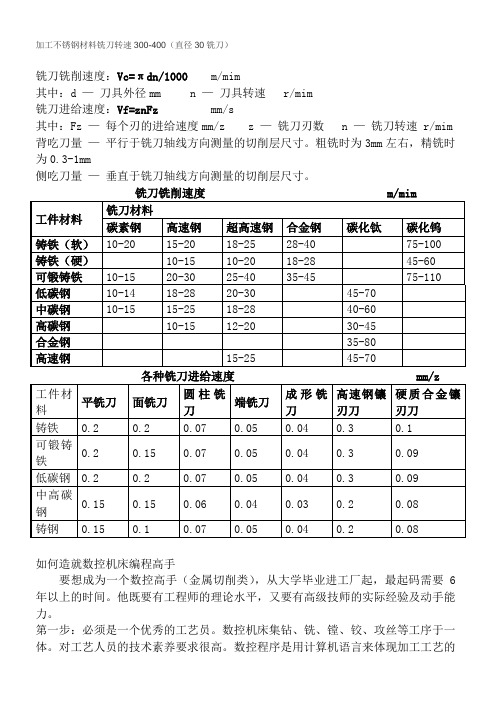
加工不锈钢材料铣刀转速300-400(直径30铣刀)铣刀铣削速度:Vc=πdn/1000 m/mim其中:d —刀具外径mm n —刀具转速 r/mim铣刀进给速度:Vf=znFz mm/s其中:Fz —每个刃的进给速度mm/z z —铣刀刃数 n —铣刀转速 r/mim 背吃刀量—平行于铣刀轴线方向测量的切削层尺寸。
粗铣时为3mm左右,精铣时为0.3-1mm侧吃刀量—垂直于铣刀轴线方向测量的切削层尺寸。
如何造就数控机床编程高手要想成为一个数控高手(金属切削类),从大学毕业进工厂起,最起码需要6年以上的时间。
他既要有工程师的理论水平,又要有高级技师的实际经验及动手能力。
第一步:必须是一个优秀的工艺员。
数控机床集钻、铣、镗、铰、攻丝等工序于一体。
对工艺人员的技术素养要求很高。
数控程序是用计算机语言来体现加工工艺的过程。
工艺是编程的基础。
不懂工艺,绝不能称会编程。
通过长时间的学习与积累,你应达到下列技术水准和要求:1、熟悉钻、铣、镗、磨、刨床的结构、工艺特点,2、熟悉加工材料的性能。
3、扎实的刀具理论基础知识,掌握刀具的常规切削用量等。
4、熟悉本企业的工艺规范、准则及各种工艺加工能达到的一般要求,常规零件的工艺路线。
合理的材料消耗及工时定额等。
5、收集一定量的刀具、机床、机械标准的资料。
特别要熟悉数控机床用的刀具系统。
6、熟悉冷却液的选用及维护。
7、对相关工种要有常识性的了解。
比如:铸造、电加工、热处理等。
8、有较好的夹具基础。
9、了解被加工零件的装配要求、使用要求。
10、有较好的测量技术基础。
第二步:精通数控编程和计算机软件的应用。
这一点,我觉得比较容易,编程指令也就几十个,各种系统大同小异。
一般花1-2个月就能非常熟悉。
自动编程软件稍复杂些,需学造型。
但对于cad基础好的人来说,不是难事。
另外,如果是手工编程,解析几何基础也要好!读书人对这些知识的学习是最适应的。
在实践中,一个好程序的标准是:1、易懂,有条理,操作者人人都能看懂。
铣刀进给速度计算公式(一)

铣刀进给速度计算公式(一)
铣刀进给速度计算公式与解释
1. 什么是铣刀进给速度?
铣刀进给速度是指铣削加工过程中,工件在与刀具接触时的移动
速度。
它是决定铣削效率和加工质量的重要参数之一。
2. 铣刀进给速度计算公式
铣刀进给速度的计算公式如下:
铣刀进给速度(mm/min)= 铣刀齿数× 主轴转速× 进给量
其中: - 铣刀齿数:铣刀上的齿数,表示每分钟切削一次的次数。
- 主轴转速:铣床主轴的旋转速度,通常以转/分钟为单位。
- 进给量:每次切削时,工件在刀具方向上移动的距离。
3. 铣刀进给速度计算公式举例
假设一台铣床上有一把4齿的铣刀,主轴转速为1000转/分钟,
进给量为/刀齿。
我们利用计算公式计算出铣刀进给速度:
铣刀进给速度 = 4齿× 1000转/分钟× /刀齿
根据公式计算可得:铣刀进给速度 = 800mm/min
因此,在这个案例中,铣刀的进给速度为每分钟800毫米。
4. 结论
铣刀进给速度是铣削加工中的重要参数,通过合理调整铣刀齿数、主轴转速和进给量,可以实现高效的铣削加工。
通过使用上述计算公式,我们可以准确计算出铣刀的进给速度,并根据具体要求进行调整,以达到最佳铣削效果。
铣刀铣削速度

铣刀铣削速度:Vc=πdn/1000 m/mim其中:d —刀具外径mm n —刀具转速 r/mim铣刀进给速度:Vf=znFz mm/s其中:Fz —每个刃的进给速度mm/z z —铣刀刃数 n —铣刀转速 r/mim 背吃刀量—平行于铣刀轴线方向测量的切削层尺寸。
粗铣时为3mm左右,精铣时为0.3-1mm侧吃刀量—垂直于铣刀轴线方向测量的切削层尺寸。
如何造就数控机床编程高手要想成为一个数控高手(金属切削类),从大学毕业进工厂起,最起码需要6年以上的时间。
他既要有工程师的理论水平,又要有高级技师的实际经验及动手能力。
第一步:必须是一个优秀的工艺员。
数控机床集钻、铣、镗、铰、攻丝等工序于一体。
对工艺人员的技术素养要求很高。
数控程序是用计算机语言来体现加工工艺的过程。
工艺是编程的基础。
不懂工艺,绝不能称会编程。
通过长时间的学习与积累,你应达到下列技术水准和要求:1、熟悉钻、铣、镗、磨、刨床的结构、工艺特点,2、熟悉加工材料的性能。
3、扎实的刀具理论基础知识,掌握刀具的常规切削用量等。
4、熟悉本企业的工艺规范、准则及各种工艺加工能达到的一般要求,常规零件的工艺路线。
合理的材料消耗及工时定额等。
5、收集一定量的刀具、机床、机械标准的资料。
特别要熟悉数控机床用的刀具系统。
6、熟悉冷却液的选用及维护。
7、对相关工种要有常识性的了解。
比如:铸造、电加工、热处理等。
8、有较好的夹具基础。
9、了解被加工零件的装配要求、使用要求。
10、有较好的测量技术基础。
第二步:精通数控编程和计算机软件的应用。
这一点,我觉得比较容易,编程指令也就几十个,各种系统大同小异。
一般花1-2个月就能非常熟悉。
自动编程软件稍复杂些,需学造型。
但对于cad基础好的人来说,不是难事。
另外,如果是手工编程,解析几何基础也要好!读书人对这些知识的学习是最适应的。
在实践中,一个好程序的标准是:1、易懂,有条理,操作者人人都能看懂。
2、一个程序段中指令越少越好,以简单、实用、可靠为目的。
锯片铣刀切削速度计算【干货经验】
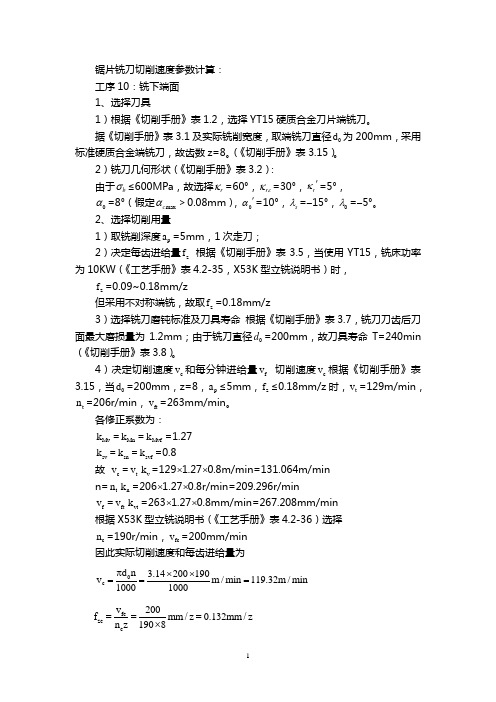
锯片铣刀切削速度参数计算: 工序10:铣下端面 1、选择刀具1)根据《切削手册》表1.2,选择YT15硬质合金刀片端铣刀。
据《切削手册》表3.1及实际铣削宽度,取端铣刀直径0d 为200mm ,采用标准硬质合金端铣刀,故齿数z=8。
(《切削手册》表3.15)。
2)铣刀几何形状(《切削手册》表3.2):由于b σ≤600MPa ,故选择r κ=60°,r εκ=30°,r κ'=5°,0α=8°(假定max c α>0.08mm ),0α'=10°,s λ=-15°,0λ=-5°。
2、选择切削用量1)取铣削深度p a =5mm ,1次走刀;2)决定每齿进给量z f 根据《切削手册》表3.5,当使用YT15,铣床功率为10KW (《工艺手册》表4.2-35,X53K 型立铣说明书)时,z f =0.09~0.18mm/z但采用不对称端铣,故取z f =0.18mm/z3)选择铣刀磨钝标准及刀具寿命 根据《切削手册》表3.7,铣刀刀齿后刀面最大磨损量为1.2mm ;由于铣刀直径0d =200mm ,故刀具寿命T=240min (《切削手册》表3.8)。
4)决定切削速度c v 和每分钟进给量f v 切削速度c v 根据《切削手册》表3.15,当0d =200mm ,z=8,p a ≤5mm ,z f ≤0.18mm/z 时,t v =129m/min ,t n =206r/min ,ft v =263mm/min 。
各修正系数为:Mv k =Mn k =Mvf k =1.27 sv k =sn k =svf k =0.8故 c v =t v v k =129⨯1.27⨯0.8m/min=131.064m/min n=t n n k =206⨯1.27⨯0.8r/min=209.296r/minf v =ft v vt k =263⨯1.27⨯0.8mm/min=267.208mm/min 根据X53K 型立铣说明书(《工艺手册》表4.2-36)选择c n =190r/min ,fc v =200mm/min 因此实际切削速度和每齿进给量为0c d n 3.14200190v m /min 119.32m /min 10001000π⨯⨯=== fc zc c v 200f mm /z 0.132mm /z n z 1908===⨯5)校验机床功率 根据《切削手册》表3.23,当b σ<560MPa ,e a ≤138mm ,p a ≤5.9mm ,0d =200mm ,z=8,f v =200mm/min ,近视为cc P =7.8KW根据X53K 型立铣说明书(《工艺手册》表4.2-35),机床主轴允许的功率为cM P =10⨯0.85KW=8.5KW故cc P <cM P ,因此所选择的切削用量可以采用,即p a =5mm ,f v =200mm/min ,n=190r/min ,c v =119.32m/min ,z f =0.132mm/z 。
铣削加工参数

铣削加工参数
1铣削要素
铣削速度v:铣刀旋转运动的线速度,单位为m/min。
铣削深度ap:平行于铣刀轴线测量的切削层尺寸,单位为mm。
铣削宽度ae:垂直于铣刀轴线测量的切削层尺寸,单位为mm。
每齿进给量af:铣刀每转过一个刀齿,工件与铣刀的相对位移量,单位为mm/z。
Ra:以轮廓算术平均偏差评定的表面粗糙度参数,单位为μm。
dd:刀具直径,单位为mm。
切削速度与转速关系:
m/min
r/min
v:切削速度,铣刀旋转运动的线速度,单位为m/min。
n:刀具的转速,单位为r/min。
d:刀具观察点直径,单位为mm。
2铣削参数。
铣刀参数计算公式
铣刀参数计算公式铣刀是一种常用的切削工具,广泛应用于金属加工领域。
铣刀参数的选择对于加工效率和加工质量都有重要影响。
本文将介绍铣刀参数计算公式及其应用。
一、铣刀参数的重要性铣刀参数是指铣刀的刃数、进给量、切削速度等参数。
这些参数的选择直接影响到铣削过程中切削力、切削温度、切削效率等因素。
合理选择铣刀参数可以提高加工效率,降低切削力和切削温度,减少刀具磨损,保证加工质量。
1. 切削速度(Vc)的计算公式为:Vc = π × 刀具直径× 转速。
其中,π取3.14,刀具直径单位为mm,转速单位为r/min。
2. 进给量(f)的计算公式为:f = 铣削速度× 切削宽度× 切削深度。
其中,切削宽度单位为mm,切削深度单位为mm。
3. 切削时间(t)的计算公式为:t = 加工长度 / 进给量。
其中,加工长度单位为mm,进给量单位为mm/刀齿。
4. 铣削力(F)的计算公式为:F = 切削力系数× 主轴功率× 切削时间。
其中,切削力系数与材料有关,主轴功率单位为W,切削时间单位为s。
三、铣刀参数的应用1. 切削速度的选择:根据材料的硬度和刀具的材质,选择合适的切削速度。
一般来说,切削速度越高,切削效率越高,但过高的切削速度会导致刀具磨损加剧。
2. 进给量的选择:根据加工要求和切削力的承受能力,选择合适的进给量。
进给量过大会增加切削力,进给量过小则会降低加工效率。
3. 切削时间的计算:根据加工长度和进给量,计算出切削时间,以便合理安排加工时间和提高生产效率。
4. 铣削力的计算:根据切削力系数、主轴功率和切削时间,计算出铣削力。
通过对铣削力的分析,可以选择合适的刀具和加工方式,减少切削力,延长刀具寿命。
四、铣刀参数的优化为了提高加工效率和降低刀具磨损,可以通过优化铣刀参数来实现。
具体措施包括:1. 提高切削速度:选择合适的切削速度,尽可能提高切削效率。
2. 降低进给量:根据加工要求和切削力的承受能力,选择合适的进给量,降低切削力和切削温度。