电子自动焊锡机作业指导书
自动焊锡机设备操作说明书
第1页共2页
设备名称
自动焊锡机
设备功能
镀锡
文件编号
设备型号
无
厂商
大正
版次
B2
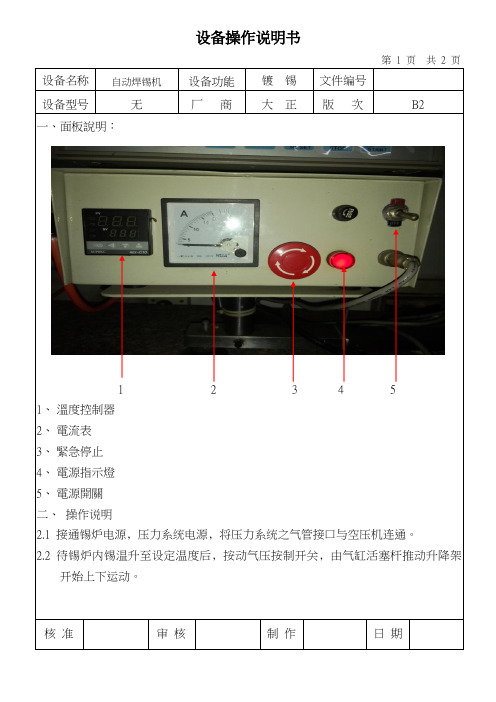
一、面板說明:
1 2 3 4 5
1、溫度控制器
2、電流表
3、緊急停止
4、電源指示燈
5、電源開關
二、操作说明
2.1接通锡炉电源﹐压力系统电源﹐将压力系统之气管接口与空压机连通。
2.2待锡炉内锡温升至设定温度后﹐按动气压按制开关﹐由气缸活塞杆推动升降架开始上下运动。
2.6气压规格0.45Mpa~0.68Mpa
三、注意﹕
3.1锡炉的锡未达到规定温度前﹐禁止触动气压控制开关。
3.2禁止按住气压控制开关不放松。
3.3浸锡时间经调整好后﹐禁止旋动时间控制旋钮。
3.4若有异常﹐按下急停停止作业﹐通知有关人员处理。
核准
审核
制作
日期
核准审核制作ຫໍສະໝຸດ 日期设备操作说明书
第2页共2页
设备名称
自动焊锡机
设备功能
镀锡
文件编号
设备型号
无
厂商
大正
版次
B2
2.3调整时间控制旋钮﹐设定所需温度。
2.4调整高度定位螺丝﹐选择合适高度﹐使产品端子正好接触锡面。
2.5将产品端子浸触助焊剂后﹐插入自动焊锡机的卡座内﹐按动气压控制开关﹐产品随升降架浸入锡炉﹐停顿规定时间以后﹐自动升起﹐抽回产品﹐完成一个作业过程。
焊锡作业指导书

焊锡作业指导书(二)引言概述:焊锡作业指导书(二)是为了提供专业且详细的焊锡作业指导,帮助操作人员正确使用焊锡设备,并掌握焊锡技巧,确保作业的安全与质量。
本指导书将从五个大点展开阐述,包括焊锡设备的选择与准备、焊锡操作步骤、焊锡技巧与注意事项、维护与保养以及常见问题解答。
通过本指导书的学习,您将能够有效地进行焊锡作业,并提高其准确性与效率。
一、焊锡设备的选择与准备:1.选择合适的焊锡设备1.1根据作业需求选择合适功率的焊锡烙铁1.2确保焊锡设备质量可靠1.3注意选择合适的附件与耗材2.焊锡设备的准备2.1检查焊锡设备的完好性2.2清洁并磨砂焊锡头2.3确保焊锡设备的供电稳定2.4准备适量的焊锡丝二、焊锡操作步骤:1.安全操作准备1.1确保操作场所通风良好1.2穿戴合适的防护装备1.3将焊锡设备放在稳定的工作台上2.焊锡操作步骤2.1加热焊锡烙铁2.2涂抹焊锡剂2.3连接焊接目标和焊锡烙铁2.4锡焊连接2.5检查焊接质量三、焊锡技巧与注意事项:1.热管理技巧1.1控制温度1.2使用适当的热传导材料1.3避免过热和过度加热2.焊锡技巧2.1确保焊接表面清洁2.2控制焊锡丝的流动2.3保持稳定的焊接速度2.4控制焊锡量的多少3.注意事项3.1避免碰触热的焊接表面3.2避免烟雾和有害气体的吸入3.3防止焊锡烙铁长时间处于高温状态3.4注意避免触碰带电部分四、维护与保养:1.焊锡设备的定期保养1.1清洁与润滑1.2检查电线、插头等1.3焊锡头的更换与调整2.储存要求与注意事项2.1存放在干燥、通风良好的地方2.2避免阳光直射2.3防止灰尘与湿气的侵入五、常见问题解答:1.如何解决焊接不稳定的问题?2.如何解决焊接表面氧化导致的连接质量下降问题?3.如何解决焊接过热引起的设备损坏问题?4.如何解决焊锡烙铁无法加热的问题?5.如何解决焊接不牢固的问题?总结:。
自动焊锡机操作手册
自动焊锡机使用操作手册操作前请仔细阅读本操作手册(以免因操作失误给机器与个人带来的损害)警告本机器所使用的电源电压为220V,50~60Hz ,触摸电源会产生致命事故本机器应放置在室内使用。
由于存在烫伤的危险,所以更换烙铁头或调机时,应关闭加温电源,待其冷却至室温,再更换烙铁头或调机。
高温危险,切勿触及烙铁头与附近的金属部份。
切勿以敲击烙铁头方式来清除焊接残余,此举可能严重震损发热芯与降低定位精度。
焊接时烙铁头冒烟,工场应有良好的通风设施。
使用烙铁时,不可作任何可能伤害身体或损坏物体的妄动。
一、概述本机器为全自动焊锡机,焊接简单容易。
结合人机界面触摸操作显示屏更使的操作简单;采用气动代替手工速度快且安全可靠。
夹具配有强力磁铁可使得定位准确且可靠;送锡丝采用步进电机驱动,出锡精确且可灵活控制。
送锡速度、时间、回锡量均可调节,工作效率显著提高。
组合结构优化,无须另配焊台,铬铁头更换快捷方便,所配烙铁发热体为日本进口陶瓷发热体,升温快且稳定,安全可靠。
二单套焊台与发热体1.规格:发热体工作电压 24V烙铁温度 200℃~480℃温度稳定±2℃烙铁头漏电压 <2mV对地电阻 <2Ω电机步进电机/直流变速电机出锡速度约2.7mm/s~27mm/s(36º/s~360º/S)出锡量 0~150mm锡线直径、、、、、、(mm)2.特点:烙铁发热体采用日本进口陶瓷发热体,RTD传感器控温,升温速度极快且温度稳定,加热电压24V。
防静电设计,能避免敏感电子零件因静电而受损坏。
全自动与手动送锡模式可供选择。
4. 烙铁头的使用与保养;a;选择适当的温度,过高的温度会减弱烙铁头的功能、加快其氧化,相对缩短使用寿命。
在能够工作的情况下,尽量使用较低的温度,较低的温度也可以充分焊接,且可分保护对于温度敏感之元件。
一般建议使用温度350~380度。
1.5mm以下小焊点350~360度,2.5mm以上大焊点370~380度B;烙铁头第一次使用时,务必先将烙铁头温度调至220度,让烙铁头的上锡部位充分吃锡,最好是浸泡在锡堆里5分钟,然后在清洁海绵上擦拭干净,并把烙铁温度再次调至300度,重复上述程序,最后把烙铁温度调至所需使用温度进行使用。
焊锡作业指导书

页码 1 / 13 1.0目的:1.1制定焊接作业指导书,以此确定、维持和保证产品的品质。
1.2作为生产焊锡员工指导性培训教材,提升焊锡操作技能,保证焊接工艺品质稳定。
2.0适用范围:本作业指导书适用于公司生产部焊接各类产品用。
3.0职责权限:3.1工程部:负责焊锡技术标准的制订完善,确认焊锡技术标准的实施。
3.2品质部:依焊锡技术标准检查,完成相关焊锡技术检验标准并进行产线监督。
3.3生产部:依焊锡技术标准作业,完成相关焊锡管理、培训,建立培训体系;负责相关设备的管理、维护。
4.0设备和工具:4.1烙铁:锡丝加温。
4.2锡丝:焊接介体。
4.3海绵:清洗烙铁头。
4.4助焊剂:溶解氧化物或污物。
4.5剪刀:修剪锡丝或镀锡芯线。
4.6烙铁温度检测仪:检测烙铁温度。
4.7放大镜:对30AWG以上芯线焊点或PCB IC锡点进行锡点检验。
5.0安全防范:5.1手与烙铁头保持一定距离,作业时需戴手指套,以免手指被烫伤或掐伤芯线。
5.2禁止将易燃/易爆物品靠近烙铁,避免爆炸或燃烧伤人。
5.3在维修机台或更换烙铁尖时需关闭电源,拔出电源插头。
5.4烙铁开启后,手不可以直接接触烙铁,防止烫伤。
5.5烙铁下方须有抽烟管,每次使用时需开启抽风机进行排烟。
员工作业须戴口罩,防止吸入锡烟。
6.0焊锡知识6.1焊接之方式:焊接的方式有:点焊、勾焊、环焊,目前我司较常用的为点焊和环焊。
页码 2 / 136.2连接器焊接形状分类:杯口型(如USB2.0 U型脚)、平面型(如PCB 平口焊盘,USB3.0平口焊盘)、引脚型(如 LED 引脚.M12 M8系列产品引脚)、穿孔型(如PCB插孔焊接以及机板端子焊接)。
6.3焊点的形成条件:7.5.1被焊材料应具有良好的可焊性;7.5.2被焊金属材料表面要清洁;7.5.3焊接要有适当的温度;7.5.4锡丝的成分与性能适应焊接要求。
6.4锡丝材质分类:主要有Sn-Cu(铜锡丝)、Sn-Ag(银锡丝)、Sn-Ag-Cu (银铜锡丝)三种最常见合金,公司最常用锡丝为Sn-Cu(0.8MM、1.0MM、1.5MM),以下以Sn-Cu锡丝规格说明:例如﹕Sn99.3,Cu0.7 1.0φ,flux2.0%,RoHS举例说明:Sn 99.3---锡成份99.3%Cu 0.7---铜成份0.7%1.0φ---锡丝直径1.0mmflux2.0%---助焊剂比例2.0%RoHS---锡丝符合环保要求6.5烙铁介绍:烙铁是提供温度的工具,温度的大小和稳定是焊接品质的先决条件,所以选择好烙铁尤其重要,目前市场有多种功率和种类的烙铁,其调节温度的范畴和稳定性各不相同,目前本公司主要使用的烙铁为恒温烙铁和手拿烙铁。
焊锡作业指导书

焊锡作业指导书一、背景焊锡是电子制造和维修过程中常见的焊接技术之一。
它广泛应用于电子产品、电路板和电缆的连接、修补和改装。
本指导书将介绍焊锡的基本知识、所需工具和操作步骤,帮助您正确并安全地进行焊锡作业。
二、所需工具和材料1. 焊锡台:用于加热焊锡的工作台,应具备稳定的温度控制和安全机制。
2. 焊锡笔或焊枪:用于加热焊锡并将其应用于连接部位。
3. 焊锡丝:用于提供焊锡材料,常见的规格为0.8mm至1.2mm。
4. 骨架支架:用于将待焊接的零件固定在工作台上。
5. 鼻子钳和剥线钳:用于固定电缆和剥去电缆绝缘层。
6. 放大镜或显微镜:用于查看并检查焊接细节。
7. 绝缘胶带:用于保护电缆和连接部位。
三、操作步骤1. 准备工作在进行焊锡作业前,请确保设备和工作区域安全。
检查焊锡台的电源和温度设置是否正确,确保操作过程中不会发生意外事故。
准备所需的工具和材料,并将其布置整齐。
2. 清洁连接部位如果待焊接的零件表面有污垢、氧化物或残留物,应先清洁。
可使用棉球蘸少量酒精或清洁剂轻轻擦拭,确保焊接处的表面光滑干净。
3. 固定工件使用骨架支架将待焊接的零件固定在工作台上,确保其稳定不会移动。
这有助于焊接的准确性和精确性。
4. 剥线和整理导线如果需要焊接电缆或导线,使用剥线钳剥去电缆绝缘层,露出足够的导线长度。
将导线按照需要的长度和形状整理好,以便进行焊接。
5. 加热焊锡笔或焊枪接通焊锡台的电源,并将焊锡笔或焊枪插入台座。
等待几分钟,让焊锡笔或焊枪预热至适全温度。
6. 焊接连接部位将预热好的焊锡笔或焊枪轻轻接触连接部位,使其受热。
热量将使焊锡熔化并覆盖连接部位。
确保焊锡涂覆均匀,并够多以提供良好的连接。
7. 冷却焊接部位在焊接完成后,等待焊接部位冷却。
不要用手触摸或移动焊接部位,以避免烫伤或损坏焊接结果。
8. 检查焊接结果使用放大镜或显微镜检查焊接结果。
焊锡应覆盖连接部位并与其紧密结合。
确保焊接点没有短路、松动或其他不良现象。
焊锡机操作手册(双Y轴)

8 / 17
清洗点参数:
瑞安市鼎昆自动化科技有限公司
5、需要设置的点坐标和参数都确定后,点击保存进行存储。
教导界面其它功能介绍:
1、复位:点击后会弹出窗口让您确定是坐标正确复位(当前坐标和实 际坐标对应,复位速度会比较快)还是坐标错误复位(开机或撞机 了,导致系统坐标和实际坐标不对应,此时必须用坐标错误复位)
4 / 17
瑞安市鼎昆自动化科技有限公司
系统简介
感谢您购买我们的自动焊锡机, 本机采用先进的 plc 控 制技术,系统使用灵活:可随意选择某点为起始焊点,运行 中可跳点运行。同时系统具有友好的人机界面触摸屏作操作 显示屏,易操作的学习功能,电子手脉能精准调正每个焊点 个位置,快捷、方便。通过触摸屏操作,实现各个点的位置 定位和参数设置。各点的速度、是否送焊锡、送锡速度,送 锡长度、回锡速度、回锡长度、是否预送锡、预送锡长度等 参数可设置。烙铁头是否清洗、多少点后清洗、清洗时间可 设置;焊锡点、非焊锡点、暂停点、 结束点可设置。支持矩 阵模式,试运行模式,支持多种功能教导,修改焊接点参数: 焊点删除、焊点添加、 单(多)焊点复制、单(多)焊点坐标 偏移、单(多)焊点矩阵、单(多)焊点参数同时或单独修改。 送锡丝采用步进电机驱动,出锡精确且可灵活控制。送锡速度、 时间、回锡量均可调节。存储焊点容量:最大可支持 32 组程 序存储。
,点击PLC到U盘
,等待数据导出,拔出U盘即可。
。
15 / 17
瑞安市鼎昆自动化科技有限公司
点击I/O进入下图:
在此可以看到输入输出点的状态。
16 / 17
瑞安市鼎昆自动化科技有限公司
17 / 17
(阅读后请妥为保管,以便日后查阅)。
自动焊锡机简介和使用说明书
自动焊锡机简介和使用说明书一、自动焊锡机功能简介1. 用于焊接各类电子元件和线材,具有点焊和拖焊功能。
2. 海量存储,满足所有需求,可存储9999个型号,每个型号可以设定999步。
3. 具有4轴位置移动加1轴自动出锡功能。
4. 密码保护功能,确保系统和型号参数安全可靠。
5. 单步和试步功能方便用于调机测试。
6. 校准功能用于不同机器的参数复制后的位置校准。
7. 具有中文和英文版本供客户选择。
8. 具有多种灵活的型号调试和编辑方法。
9. 自动清洗焊头功能。
10. 可根据客户需要定制功能。
二、应用范围焊锡机器人应用于电子制造业,主要针对回流焊、波峰焊等生产设备很难达到的工艺制程,特别适用于混装电路板、热敏感元器件、SMT后段工序中敏感器件的焊接。
焊锡机器人代替人工焊接,提高工作效率,改善焊接质量。
三、硬件安装要求1. 外接220V/50Hz市制交流电。
2. 确保机箱外接地线,以确保机器稳定运行和保护PCB版。
3. 清洗功能需要配置压缩气体。
四、软件配置1. 系统参数设置注意:进入系统参数设置前需要输入系统密码;系统参数修改后请按复位按键2. 型号参数设置4. 厂家参数设置五、操作例子1. 系统参数设置在主界面点击”系统参数设置”按键。
屏幕显示虚拟键盘要求输入系统密码。
输入正确后进入系统参数设置界面。
查看并确认需要修改系统参数后,点击参数数字框。
点击参数数字框后,系统显示虚拟键盘和需要设置的参数值。
修改完毕保存并退出虚拟键盘。
修改完成所有参数后,按”保存”按键将参数存入U盘。
最后按”复位”按键应用系统参数(注意:没有执行该步骤会造成系统混乱或损坏电机)。
2. 型号参数设置在主界面点击”型号参数设置”按键。
屏幕显示虚拟键盘要求输入型号密码。
输入正确后进入型号参数设置界面。
通过遥控器控制XYZR各轴移动到合适的坐标位置定位结束后,按”存XX坐标”保存各点坐标点击参数数字框后,系统显示虚拟键盘和需要设置的参数值。
全自动双波峰焊锡机操作与保养作业指导书
到要求,气压是否调整为需要值,紧急掣是否已弹起,松香、酒精容量是否适宜等。
2. 打开设备电源总开关.电源指示三色灯中黄色的灯亮.在操作面板上将预热项目1和2都置为"开",设定温度
150℃,预热时间15MIN,锡炉开始预热.同时将抽风项目也置为"开".然后在操作面板上将锡温项目置为"开",
锡炉升温时间180MIN,设定温度260℃.
6. 锡波峰高度不能调得太高,以免PCBA浸锡或损坏元件。
7. 经常观察锡炉内锡面的高度,在锡泵不工作的状态下,液面不得低于炉面15MM.及时清除炉内的氧化物,补充
防氧化蜡. 8. 请根据设备的维护与保养要求,切实做好机器的维护和保养工作. 9. 维护工具及辅料:工具箱(专用扳手两把,内六角扳手一套,温度表一支,高温手套一副,变频器使用说明书一
文件编号: MLK-W/I-045
版本: A.1
修订:
0
全自动双波峰焊锡机操作指导书
设备名称 全自动无铅双波峰焊机 制作
一操作使用說ቤተ መጻሕፍቲ ባይዱ:
设备型号 审核
WS-35OPC-LF 制作部门 批准
工程部 使用部门 编写日期
PCBA
1、首先检查设备有无异常情况.如供给电源是否是三相四线制电源,设备是否良好的接底,锡炉内锡容量是否达
峰1置为'开'".
5、助焊剂容量为6升,喷雾气压:0.25MPA--0.4MPA,电源:3P,380VAC、50HZ、60A,额定功率:12KW,启动功率:
28KW,锡炉最高温度:300℃.
6、锡炉正常工作时的温度一般在270±10度之间,PCB预热温度在80--150度之间.
7、以上为抽略的操作步骤,具体操作应参照《用户手册》和变频器使用说明书.
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
自动焊锡机使用说明书警告本机器包含运动、电气和高温部件,应遵守安全事项,以免发生事故。
本说明书中,指出了预防事故发生的注意事项和产品的使用方法,请仔细阅读本说明书,安全使用本机器。
阅读后,请将此说明书妥善保管!安全事项1、仅支持使用指定规格的电压(见“1.1对使用环境的要求”)。
2、电路必须可靠接地,否则有可能导致损坏机器,危及人员安全。
3、机器人的使用环境为:温度0℃~40℃,相对湿度10%~90%。
4、烙铁头未完全冷却时,请不要试图去接触它。
5、请小心搬动机器!如果机器跌落或遭遇大的振动或冲击,将会导致机器故障。
6、机器如果很长时间不使用,请关闭电源,并拨除电源线。
7、如果机器有故障,请立即关闭电源,并联系您的分销商或制造商。
8、更多安全注意事项,参见“1.2使用中的安全注意事项”)。
免责声明1、由于误操作、意外事故、使用于非许可环境条件下或诸如地震、火灾等不可抗拒的自然灾害而引起的损坏。
2、因进行本说明书未提及过的操作而造成的损坏。
3、由于与其它设备非法联接而造成的损坏。
4、因未经本公司书面许可而擅自进行的更改或修改而导致的损坏。
但客户可以使用必需的工具来调节或更换烙铁头,并可通过焊接控制器进行任何必需的调节。
本说明书所涉及到的全部文字和图片,深圳市欣力通科技有限公司拥有版权,受法律保护。
目录:安全篇1.1、对使用环境的要求 (4)1.2、使用中的安全注意事项 (4)1.3、运输中的安全注意事项 (5)认识篇2.1、机器人结构及参数介绍 (5)2.2、示教控制器介绍 (10)2.3、送锡器介绍 (15)2.4、烙铁组介绍 (16)应用篇3.1、发热芯的安装 (16)3.2、焊锡丝及送锡管的安装 (17)3.3、使用前的注意事项 (20)3.4、系统参数的设置 (20)3.5、示教控制器上部分按键应用说明 (22)3.6、点焊程序的编写 (23)3.7、拉焊程序的编写 (24)3.8、人工输入模式下焊锡程序的编写 (24)3.9、焊锡参数设置步骤 (25)3.10机器在实际应用中的注意事项 (25)3.11、机器日常操作使用流程 (26)维护篇4.1、常见故障的排除方法 (28)4.2、日常维护 (29)公司联系方式 (31)安全篇1.1、对使用环境的要求适宜的工作环境,可提高工作效率,延长焊锡机器人的使用寿命。
焊锡机器人对使用环境的要求如下:2、为保障人身安全和保护产品免受静电损坏,请确保机器接地良好,对地电阻小于1欧姆;3、该焊锡机器人为桌面型设备,请为其提供稳定、坚固的承重台面上;4、请确保X、Y轴运动于水平面上,轴线倾斜角度小于3度;5、请做好防尘、防止外物侵入、防水工作,该系列机器外罩防护等级为IEC IP31。
1.2、使用中的安全注意事项2、焊接过程中产生的锡珠有可能进入机器内部引起电气线路短路,应及时清理和做好相应的防范措施。
1.3、运输中的安全注意事项:为确保运输过程中机器免受损坏,请遵守以下事项:1、活动部件请紧固好,防止运输过程中晃动;2、示教控制器应单独包装,以防损坏;3、长途运输前,机器人应装入专用的包装木箱内,机器底板用螺栓紧固在木箱底板上,木箱内装填适当的柔性填充物,木箱外除用铁钉固定外,还应用金属包装带捆扎好;4、木箱的正面或侧面应喷涂“向上”、“防潮”、“小心轻放”等标识。
认 识 篇2.1、机器人结构及参数介绍1、PBT 系列焊锡机器人由机架、示教控制器(也称示教盒)、电源箱、送锡器、烙铁组五部分组成,见下图2.1-1~2.1-6:图 2.1-1:S3030PBT-4(3)焊锡机器人整机图 2.1-2:后电气安装板图 2.1-3:S2020PBT-4(3)焊锡机器人整机图2.1-4:前电气安装板图2.1-5:控制按钮安装板2、聪明人系列S3030-PBT-4-100(3)焊锡机器人主要尺寸(单位:mm)见下图:3、聪明人系列S2020-PBT-4-50(3)焊锡机器人主要尺寸(单位:mm)见下图:4,聪明人系列S3030-PBT-4-100(3)焊锡机器人主要参数:5,聪明人系列S2020-PBT-4-50(3)焊锡机器人主要参数:注:()中3表示三轴机器人(产品包含S3030PBT-3-100及S2020PBT-3-50两款),只有X 轴、Y轴、Z轴,其外形尺寸与四轴机器人相同,参数同四轴机器人的X轴、Y轴、Z 轴相同,整机功率(Max)为300W。
2.2、示教控制器介绍1、示教控制器起着监视机器运行、编写焊锡程序、保存焊点位置数据和焊锡数据的作用,它由状态指示灯、键盘区、显示区三部分组成,见下图:2、状态指示灯说明如下:4、显示区说明如下:b .程序数据修改界面(上图)c .系统参数设置界面(上图)2.3、送锡器介绍1、送锡器在焊锡过程中起着精确运送焊锡丝至烙铁头部位的作用,它由驱动步进电机、锡丝安装支架、运送锡丝组件、杠杆开关及锡丝检测开关和堵锡检测开关组成,见下图:2、为适应不同直径的的锡丝精准运送,根据不同锡丝,送锡器需作调整,具体方法如下:2.4、烙铁组介绍1、烙铁组用于对点和焊接,它的结构形状见下图:应用篇3.1、发热芯的安装烙铁组上锡丝定位部份及发热芯部份如下图所示:安装热芯的具体步骤为:1、 根椐产品焊点特性选择适合的发热芯,将2、 将发热芯插入烙铁组上的发热芯安装套管中,小心旋转发热芯,让定位销正确落入卡槽中,见下图:3、 装入白色硅胶档烟片:3.2、焊锡丝及送锡管的安装1、将锡丝圈套进锡丝圈固定杆,旋上锡丝圈固定杆端旋扭2、将杠杆开关手柄抬起,打开有机玻璃盖:3、将焊锡丝从导锡管内套穿入,并从V型凹槽送锡轮与剖锡齿轮正中通过;4、将杠杆开关手柄复位,让剖锡刀片压位焊锡丝;5、将锡丝置于锡丝检测开关上(用锡丝压迫锡丝检测开关动作杠杆,让其工作),并从锡丝导轮下面凹槽中间通过;6、将锡丝绕入导锡弹簧内,并确保锡丝拉动顺畅;7、合上有机玻璃盖,将露出的焊锡丝穿入送锡管中,再将送锡管装入导锡装置上,并用手动螺丝紧固;8、将送锡管带金属头部分装入烙铁组的锡丝夹持器上并锁紧;9、用手向上拔动“进/退锡丝”开关,将锡丝送至烙铁头位置;10、如果锡丝运送过程中出现打滑、堵锡现象,请用2.0mm的内六角板手调节锡丝压紧度可调螺丝;11、调节锡丝夹持器上的锡丝定位,使锡丝能准确到达烙铁头的上锡面上.3.3、使用前的注意事项:1、请检查各电气接头是否连接可靠;2、请检查各运动轴是否灵活顺畅,无异常声响;3、打开电源开关后,观察电压表所显示数值是否正常:3.4、系统参数的设置1、按下“MENU”键,将光标移至“系统参数设置”(系统参数设置界面包括焊锡参数和定位参数),然后按“ENTER”键,可对焊锡参数进行设置:2(无特殊要求以备注中的数值为标准进行更改。
)3、定位参数的设置:在“系统参数设置”界面,将蓝光标移至右边,可进行“定位参数”的设置(见下图):4、定位参数数据范围见下表:3.5、示教控制器上部分按键应用说明1、“”:进入子菜单后,该键作为“退出子菜单”使用;而在“程序数据修改”时,起“取消”数据修改的作用。
2、“”:该键在主界面下为自动运行模式中“单次”运行模式与“循环”运行模式切换用(通过“参数显示”区“运行模式”显示出来);而在“程序数据修改”菜单中为“示教手动模式”与“人工输入模式”切换用,在该菜单界面的右上角可观察到。
3、“”:该键在“示教手动模式”下,起着X轴、Y轴、Z轴、R轴手动移动速度切换的作用,“手动”为快速,“微动”为慢速,“手动”与“微动”字样在该菜单界面的右上角可显示出来。
4、“”:该键的作用为在当前焊点号前面“插入一个焊点”,在“人工输入模式”与“示教手动模式”下均可使用。
5、“”+“”:“SA VE”在“人工输入模式”与“示教手动模式”下编辑焊点时(“定位参数”界面)起到保存当前焊点并进入下一焊点编辑状态的作用,但在全部焊点数据整体保存时需按“CTRL”+“SA VE”同时使用。
【在修改“焊锡参数”时,修改完成以后需先按“SA VE”键保存,再跳入另外不同的焊锡参数代码界面,进行确认保存,然后按“CTRL”+“SA VE”整体保存,修改过的焊锡参数才有效。
】6、“+”:程序数据修改界面时,进入程序文件管理。
7、“+”:程序数据修改界面时,进入焊前偏移功能。
8、“+”:程序数据修改界面时,进入阵列功能。
9、“+”:程序命名或者调取程序名时选择字母。
10、“”:该键在“单次”运行模式,按下后机器停止运行,起“暂停”作用;在“循环”运行模式,按下后机器需当次焊接完成后才停止。
11、“”、“”、“”、“”、“”、“”、“”、“”:该八个按键作为手动移动X轴、Y轴、Z轴、R轴用,只在“程序数据修改”菜单的“示教手动/示教微动模式”下才能使用,其移动速度的快慢通过“SPEED”键切换成“手动”或“微动”获得。
3.6、点焊程序的编写1、将所需焊接产品利用治具固定在机器人工作平台上,即Y轴的“平台连接盖板”上;2、根据产品的焊点类型选择适当的焊锡丝、送锡管及发热芯,参照第3.1、发热芯的安装以及3.2、焊锡丝及送锡管的安装将焊锡丝、送锡管及发热芯安装好;3、开启电源开关,根据示教控制器显示屏提示按“HOME”键回零,并观察机器各轴动作是否正常;4、按下“MENU”键将蓝光标移至“程序数据修改”按“ENTER”键进入;5、在“程序数据修改界面”按“MODE”键进入“示教手动模式”,并将蓝光标移至右边“定位参数”区域的“当前程序号”;6、为您将要编写的程序写入一个程序号(“ctrl+8”组合键选择字母,程序名可以使用数字加字母构成);7、蓝光标移至“该点焊锡参数”位置,输入数字“1 ~8”中的任一数值,然后按“ENTER”键确认(清洁用焊锡参数代号,共8组),开始编辑“清洁烙铁头”功能;8、移动Z轴、R轴,将烙铁头调至适当位置,按下“烙铁头动作”按钮开关或“I_U/D”键,观察清洁烙铁头时吹气管的位置是否正确,并适当调整锡渣盒位置;注意:对点以按下“烙铁头动作”按钮或“I_U/D”键为准,不能直接把烙铁头移至焊点接触到焊盘!(S3030PBT-3-100及S2020PBT-3-50两款机型除外)9、为清洁位置坐标点写入Z轴抬高值,以防止机器人自动运行至下一焊点时对锡碴盒或治具造成碰撞;10、按下“SAVE”键将“清洁烙铁头”定位参数进行保存并自动跳至下一点进行编辑;11、手动移动X轴、Y轴、Z轴、R轴使烙铁头到达第一个焊点位置,按下“烙铁头动作”按钮或“I_U/D”键进行对点;12、移动蓝光标至“该点焊锡参数”位置写入数字“101 ~188”中的任一组数据(“101 ~188”点焊用焊锡参数代号,共88组);13、根据产品特征将蓝光标移至“Z轴抬高”位置,为完成当前焊点的焊接后Z轴向上抬高量写入一个数值,如产品焊点在同一平面上且无其他零件阻挡,该数值可以默认为“0”;14、按下“SAVE”键,保存当前焊点位置相关数据并开始编辑下一焊点;15、参照第11~14步的方法继续编辑焊点,直至全部焊点定位参数编写完成保存后,再按组合键“CTRL”+“SAVE”进行程序整体保存;16、按“ESC”键退出“程序数据修改”菜单,将蓝光标移至“温度设置”,根据产品焊点情况设置适当的温度后,再将蓝光标移至“选择程序”写入编好的程序号。