五轴联动数控工具磨床加工模拟系统的开发
用于五轴联动数控系统研发的实验平台设计与实现
用于五轴联动数控系统研发的实验平台设计与实现摘要本文介绍了五轴联动机床的几种结构形式及其特点,并在三轴雕刻机的基础上,提出了一种五轴联动实验平台的设计方案,设计了一种简易五轴头,从而搭建了一个用于五轴联动数控系统研发的实验平台。
关键词五轴联动;五轴头;实验平台0引言五轴机床具有高效率、高精度的特点,工件一次装夹就可完成除装夹面外的多个表面的加工。
如配置五轴联动的高档数控系统,还可以对复杂的空间曲面进行高精度加工,是解决叶轮、叶片、船用螺旋桨、重型发电机转子、汽轮机转子、大型柴油机曲轴等复杂曲面加工的唯一手段[1]。
国际上普遍把五轴联动数控技术作为一个国家工业化水平的标志,西方工业发达国家都将五轴联动机床列为国家战略物资严格管理,限制出口到发展中国家。
在这种形式下,对五轴联动数控技术的研究显得愈发重要。
本文将讨论五轴联动数控机床的几种结构形式及其特点,并利用现有的三轴雕刻机,提出一种五轴联动实验平台的设计方案,从而搭建一个用于五轴联动数控系统研发的实验平台。
1 五轴联动机床的结构形式[2]五轴联动机床一般由3个直线轴和2个旋转轴组成,即由X,Y,Z3个直线轴和绕这3个直线轴旋转的3个旋转轴A,B,C中的两个组成。
根据两个旋转轴的位置,五轴联动机床分为刀具双摆动,刀具加工作台旋转和工作台双旋转3种结构形式。
下面将分别讨论这3种结构形式的特点。
刀具双摆动的五轴联动机床由刀具执行两个回转运动。
由于工作台不参与回转运动,工作台可按较大规格配置,所以这种形式的五轴联动机床承载能力大,加工范围大,可用来加工较大规格的零件。
而且由于两个回转运动复合在主轴头上,整体结构空间小,刀具运动较为灵活,但这也导致传动与结合环节较多,所以机构刚性较差。
刀具加工作台旋转的五轴联动机床由刀具执行一个回转运动,工作台执行另一个回转运动。
由于工作台参与了一个回转运动,所以这种结构形式的五轴联动机床的承载能力比刀具双摆动的五轴联动机床要低,加工范围也较小,主要用来加工中等规格的零件。
基于中望3D的五轴联动全机床加工仿真研究
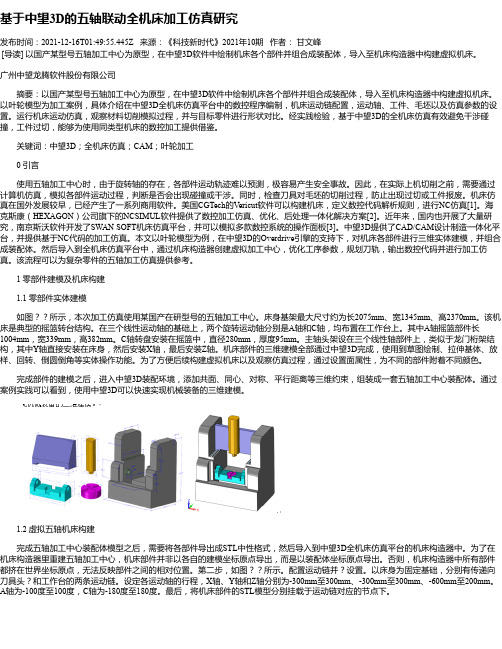
基于中望3D的五轴联动全机床加工仿真研究发布时间:2021-12-16T01:49:55.445Z 来源:《科技新时代》2021年10期作者:甘文峰[导读] 以国产某型号五轴加工中心为原型,在中望3D软件中绘制机床各个部件并组合成装配体,导入至机床构造器中构建虚拟机床。
广州中望龙腾软件股份有限公司摘要:以国产某型号五轴加工中心为原型,在中望3D软件中绘制机床各个部件并组合成装配体,导入至机床构造器中构建虚拟机床。
以叶轮模型为加工案例,具体介绍在中望3D全机床仿真平台中的数控程序编制,机床运动链配置,运动轴、工件、毛坯以及仿真参数的设置。
运行机床运动仿真,观察材料切削模拟过程,并与目标零件进行形状对比。
经实践检验,基于中望3D的全机床仿真有效避免干涉碰撞,工件过切,能够为使用同类型机床的数控加工提供借鉴。
关键词:中望3D;全机床仿真;CAM;叶轮加工0 引言使用五轴加工中心时,由于旋转轴的存在,各部件运动轨迹难以预测,极容易产生安全事故。
因此,在实际上机切削之前,需要通过计算机仿真,模拟各部件运动过程,判断是否会出现碰撞或干涉。
同时,检查刀具对毛坯的切削过程,防止出现过切或工件报废。
机床仿真在国外发展较早,已经产生了一系列商用软件。
美国CGTech的Vericut软件可以构建机床,定义数控代码解析规则,进行NC仿真[1]。
海克斯康(HEXAGON)公司旗下的NCSIMUL软件提供了数控加工仿真、优化、后处理一体化解决方案[2]。
近年来,国内也开展了大量研究,南京斯沃软件开发了SWAN SOFT机床仿真平台,并可以模拟多款数控系统的操作面板[3]。
中望3D提供了CAD/CAM设计制造一体化平台,并提供基于NC代码的加工仿真。
本文以叶轮模型为例,在中望3D的Overdrive引擎的支持下,对机床各部件进行三维实体建模,并组合成装配体。
然后导入到全机床仿真平台中,通过机床构造器创建虚拟加工中心,优化工序参数,规划刀轨,输出数控代码并进行加工仿真。
五轴联动数控工具磨床设计

五轴联动数控工具磨床设计摘要:现阶段,硬质合金刀具已经成为金属切削加工领域中主流工具,其自身存在硬度大和脆性大的特征,无法采取传统的加工机床来完成加工作业。
尤其是一些工作曲面形状较为复杂的硬质合金刀具的加工难度大幅度提升。
在此种发展背景下,研制出了五轴联动数控工具磨床,该种数控加工磨床具备加工精度高和自动化程度高等特点,不仅杜绝了人工操作的失误现象,也能满足硬质合金刀具复杂工作曲面的加工需求。
鉴于此,本文围绕五轴联动数控工具磨床的设计要点展开研究,旨在提升其在硬质合金刀具等复杂金属工件中的适用度,推动行业的进一步发展。
关键词:五轴联动数控系统;工具磨床;数控装备;机电一体化技术数控工具磨床属于制造高精密和复杂刀具的主要设备,在数控加工技术不断完善和升级的基础上,衍生了多轴联动数控工具磨床,无论是加工作业的精密化水平,还是结构复杂性均有所提升,这同时也对编程系统提出了高标准的要求。
其中,五轴联动数控工具磨床设计中融合了多种高新技术,且对机电一体化技术的应用程度较高。
相对来说,研发和制造的难度偏大,但在实际应用中表现出了突出的应用优势。
我国目前仅有少量厂家掌握关键生产技术,具备自主研发的能力。
从金属刀具制造的整体发展趋势来看,硬质合金成为重要的生产原料,很显然对五轴联动数控工具磨床的研发需求较大。
1.工具磨床的结构设计要点1.1工作台设计在对一些已有的典型机床工作台结构进行研究和分析可以发现,层叠式和立柱式工作台各具优势,其中的层叠式工作台具备结构紧凑的优势,可以有效减少空间占用,而立柱式工作台则具备较强的刚度,能够适用于硬质金属的加工作业工况。
本次研究中是基于已有的工作台形式,对其进行改良后融合层叠式和立柱式工作台的优势,制成三坐标工作台结构,既能保证合理的布局,减少空间占用,也能满足大部分金属工件的加工需求。
该工作台由X轴、Y轴、Z轴、A轴、C轴和U轴组成,其中的U轴为辅助轴,其余5轴为联动轴。
MasterCAM在5轴联动数控编程和仿真中的运用
MasterCAM在5轴联动数控编程和仿真中的运用一、概述5轴联动加工技术主要应用于加工具有复杂曲面的工件,和3轴联动数控加工相比,5轴联动加工可以加工出更高质量、更复杂的曲面,主要适用于飞机、模具、汽车等行业的特殊加工。
目前已经可以从理论上充分证明增加自由度可以提高表面加工质量。
机床行业的专家也曾预言,随着5轴加工技术的提高,5轴加工技术和5轴机床将在很大程度上取代3轴机床。
但是,由于生产制造技术的难度远远大于3轴机床,5轴加工机床很长时间没有解决国产化问题,国内有许多研究机构和大专院校正在研制和生产。
另外,5轴联动控制系统技术上难度大,国外限制进口,又由于国内工艺、装配、制造等技术的问题,在控制技术上也不容易实现。
另外,5轴联动曲面加工编程也比较困难。
这些原因使得5轴加工技术的推广和使用存在着一定的障碍。
二、5轴联动曲面编程的方法数控加工的质量与效率,很大程度上取决于所编程序的合理与否。
而仿真可以预现加工过程,以检查刀具参数设置得是否正确,夹头是否干涉,加工过程中刀具与工件是否干涉,是否产生过切等,这样在试切前就可以发现、解决部分问题,以节约制造成本。
因此,本文主要就5轴联动加工数控编程和仿真问题进行简单的探讨。
1.以往5轴编程的方法最初的5轴编程方法是编程员根据零件图样和有关加工工艺要求,用一种专用的数控编程语言来描述整个零件的加工过程,即零件的源程序。
然后将源程序输入计算机中,由计算机进行编译、计算,最后再由与所用数控机床相对应的后置处理程序处理后,自动生成相应的数控加工程序。
该编程方法直观性差,并且不便于进行阶段性检查,阻碍了设计与制造的一体化,编程过程比较复杂不易掌握,对用户的技术水平要求较高。
2.目前5轴编程的方法随着计算机技术的发展,“图形交互式自动编程”也应运而生。
它直接将零件的几何图形信息自动转化为数控加工程序。
该方法极大地提高了数控编程的效率,并具有精度高、直观性好、使用简便、便于检查等优点,因此,该种方法已成为目前国内外先进的CAD/CAM软件所普遍采用的数控编程方法。
五轴联动的数控加工技术的研究及应用

Yt Zt 刀具
Xt
坐标系关系如图 2。
( 2) 五轴机床坐标系的定义 机 床 坐 标 系:Om, 工 件 坐 标 系:Ow, 刀 具 坐 标 系:Ot 的 关 系 如 图 2 所示, 假设 B, C 两轴轴线 垂直相交, B 轴转动是随 C 轴
Zw
Yw
Xw
零件
图 2 五轴机床坐标系
的转动而运动的, 所以定义为 C 基轴, B 为副轴。设定两
与轴 Z 相连, 旋转轴 B 与轴 C 采用螺旋进刀方式, 无需抬刀, 避免了接刀痕, 能够满足
机床
- 180
+180
相连, C 轴行程 - 180°~+ 180°, B 较高的表面加工精度要求, 同时鉴于人头像由若干曲面
轴 行 程 - 90°~+ 90°。利 用 UG 结合而成, 若直接用加工表面作为刀轴矢量的驱动面, 则
CAD/CAM 软件 UG 的多轴后处理方法和加工实例,并对某一新型的五轴联动机床阐述了其各轴的坐标变换关系,开发
了后处理系统,为多轴联动加工方案的制定提供了参考。
关键词: 五轴数控机床;加工工艺;数控编程;CAM
中图分类号: TG659
文献标识码: B
文章编号: 1002- 2333( 2007) 05- 0120- 03
图 1 五轴机床模型结构图 动机床一般由 3 个平动
轴和 2 个回转轴组成, 根据旋转轴具体结构的不同可分
为 3 种形式: 刀具双摆动、刀具加工工作台运动和工作台
双旋转。现定义旋转轴法向矢量不变的轴为定向轴, 旋转
轴法向矢量变化的轴为变向轴。由于刀具双摆动的五轴
机床具有定工作台, 动轴的特点, 能够加工大型复杂曲面
a=- 180 or 180( i=0 & j<
五轴联动开放化数控系统的设计

五轴联动开放化数控系统的设计1 概述从MIT开发出第一台三轴铣床数控系统判现在的四1多年中,数控系统的设计方法经历了巨大的变化。
特别是近I一年来,随着计算机技术的迅猛发展,数控系统从整体结构到详细设计,从软件设计到硬件设计,都与早期的数控系统有了很大不同。
一早期的数控系统出十效率的考虑,许多功能采用硬件电路实现,专用性很强,可维护性、可扩展性比较差二另一方而,通用计算机的运算速度随时间以指数规律不断提高,现在一台微机的运算能力已经达到或超过了早期的小型机,而且,通用型微机应用广泛,有完善和开放的标准,有众多外IIII硬件设备和丰富的软件资源的支持。
借助微机进行数控系统的开发可以达到事半功倍的效果,因此成为目前数控领域的国际趋势。
五轴联动数控系统联动轴数比较多,同时义涉及到两个回转运动,插补算法复余,而且其各组成部分,如伺服驱动单儿、位置反馈单元、误差补偿、电气控制、机床机械结构等在不同的应用场合有不同的特点,在系统整体设计时对此应有充分的考虑。
目前,多数数控系统不能满足这种多样性的需要,对不同的应用场合,就得选用不同型号的数控系统,这势必增加开发与维护费用。
研究开放式数控系统及其功能部件,就可以根据用户需要,比较容易地对整个数控系统进行重新组合,以提高系统的可移植性、可伸缩性、可维护性和兼容性。
2 数控系统硬件的开放化设计2.1 硬件设计的一般原则传统数控系统的硬件设计分为两个流派:采用专用芯片的大板结构与总线式体系结构。
人板结构对用户而言是一个封闭的系统,功能的扩展与系统维护都受到限制。
总线式结构有一定的灵活性,但由于这种总线由生产)一自己确定,缺乏共同的行业标准,不同)一商的产品之间不具备互换性,所以,这种设计方法已不适应现代制造业的需要。
另一方而,随着计算机技术的发展,微机的速度与}一儿年前相比是天壤之别。
在这种形势一「的软硬件设计中,人们关注的重点出现了由效率向互换性、可维护性转移。
受其影响,在数控系统的设计进程中,由大板结构或专用总线向标准总线、可重组的单儿模块发展成为国际趋势。
五轴联动数控工具磨床的研制与应用
五轴联动数控工具磨床的研制与应用凌秉达【摘要】Based on the characteristic andtechnical requirements of carbide tool grinding process, a five-axis NC tool grinder was developed. Its main mechanical structure and the software and hardware of its numerical control system were briefly introduced in this paper. The results of trial grinding process of carbide tools indicated that the self-made tool grinder can fully meet the production requirement of tools.%根据硬质合金刀具加工的特点和技术要求,研制出五轴联动数控工具磨床.简要介绍其主要机械结构和数控系统的软硬件构成. 通过试加工表明,所研制的工具磨床完全能符合刀具的生产要求.【期刊名称】《机械工程师》【年(卷),期】2015(000)005【总页数】4页(P114-117)【关键词】五轴联动数控;工具磨床【作者】凌秉达【作者单位】厦门金鹭特种合金有限公司,福建厦门,361006【正文语种】中文【中图分类】TG580 引言在金属切削加工领域,普通高速钢刀具和焊接式硬质合金刀具将逐渐被整体硬质合金刀具和各种可转位刀片所替代。
与传统高速钢刀具相比,硬质合金刀具具有硬度高、脆性大等特点,因而对于工作曲面形状较为复杂的硬质合金刀具,利用传统加工方法一般难以满足要求,需要采用数控工具磨床来进行加工[1]。
数控工具磨床,特别是多轴联动数控工具磨床是高效、高质量磨削制造精密、复杂形状刀具的关键设备,与数控铣削和车削相比,多轴工具磨削加工对编程系统的要求更高,特别是需要控制砂轮与工件接触和所要求的工件精度标准参数。
日月贝零件5轴数控编程及加工仿真
日月贝零件5轴数控编程及加工仿真王新星,梁尚锋(珠海格力精密模具有限公司,广东珠海519070)【摘要】通过分析日月贝模型结构和加工工艺,并根据日月贝的形状特点和多轴加工方法,制定合理的加工工艺,使用PowerMill软件对日月贝进行5轴加工刀具路径编程,运用“3+2”定轴和5轴联动方法生成加工轨迹。
通过VERICUT软件模拟仿真加工,验证NC程序的正确性,再应用在德马吉HSC105linear5轴联动加工中心进行加工,保证机床安全和产品质量,同时也提高了生产效率,对要使用5轴机床加工的零件有借鉴意义。
关键词:日月贝;PowerMill;5轴加工;模拟仿真中图分类号:TG659文献标识码:BDOI:10.12147/ki.1671-3508.2023.04.0165-Axis NC Programming and MachiningSimulation of Riyuebei PartsWang Xinxing,Liang Shangfeng(Zhuhai GREE Precise Mould Co.,Ltd.,Zhuhai,Guangdong519070,CHN)【Abstract】By analyzing the structure and processing technology of Riyuebei model,and according to its shape and multi-axis processing method,reasonable processing technology is formulated.Five-axis machining tool path programming is carried out for Riyuebei with PowerMill software,and machining track is generated by using"3+2"fixed axis and five-axis linkage method.Verify the correctness of NC program by simulation machining with VERICUT software,and then apply it to the5-axis HSC105line machining center in Demaghi to ensure the safety and product quality of the machine tool,at the same time improve the production efficiency,which can be used as a reference for parts to be machined with5-axis machine tool. Key words:riyuebei;PowerMill;five-axis machining;simulation1引言珠海大剧院由一大一小两组“贝壳”组成,构成了歌剧院的整体形象,由此得称“日月贝”。
五轴联动数控工具磨床加工模拟系统的开发
五轴联动数控工具磨床加工模拟系统的开发作者:李建刚毛世民苏智剑姚斌在加工领域,随着生产发展和技术进步,迫切需要采用先进的加工模拟系统来提高加工质量和效率。
目前已有多种加工仿真软件系统(如Mater-CAM,ProE等)投入实际使用,但由于它们提供的加工工艺类型有限,尚不能完全满足实际生产需要。
为此,需要针对一些专用数控机床设计出效率更高、适应性更好的加工模拟软件。
本文的研究内容就是针对某厂生产的五轴联动数控工具磨床开发方便适用的切削加工过程模拟系统。
AutoDesk公司开发的Auto CAD设计软件是CAD市场的主流产品,利用它可进行各种用途的二次开发,但将其用于加工模拟软件的开发还不多见,本文在这方面作了一些探索。
1 加工模拟系统的主要功能及结构框图与一般的数控加工模拟软件一样,本文开发的加工模拟系统也具有加工任务选择、工艺分析、工具轨迹形成、图象图形模拟仿真、结果分析及数据保存等主要功能。
五轴联动数控工具磨床的主要加工对象是各种异形回转面刀具(如旋转锉、模具铣刀等),所用砂轮主要有碟形、碗形、平形、单角和双角锥面等形状。
由于工件和砂轮的形状比较复杂,所以开发该加工模拟系统的主要难点在于图象图形模拟仿真,而该模块的功能水平将直接影响系统的实际使用效果。
针对这种情况,我们建立了参数化工件库和砂轮库,既方便了用户使用,又可使系统自动生成砂轮轨迹或导入已有砂轮轨迹数据,增加了系统的灵活性和适用性。
该加工模拟系统的结构框图如图1 所示。
图1 加工模拟系统结构框图2 用VB、AutoCAD开发切削加工模拟系统的关键技术2.1 VB 与AutoCAD的接口为使应用程序具有通用性,将与AutoCAD连接的程序放在一个通用模板中,命名为MautoCAD,其程序代码如下:’定义autocad 变量Public acadApp As Object’应用程序Public acadDoc As Object’当前应用程序Public moSpace As Object’模型空间Public Sub LoadAutocadR14()’调用AutocadR14On Error Resume NextSet acadApp = GetObjec(t “,AutoCA D.Application”)If Err Then ’如果没有一个autocad 副本在运行Err. ClearSet acadAp = CreateObjec(t“AutoCAD.Application”)If Err ThenMsgBox Err.Description ’如果失败给个提示Exit SubEnd IfEnd IfSet acadDoc = acadApp.ActiveDocumentSet moSpace = acadDoc.ModelSpaceEnd Sub2.2 参数化零件库的建立为使软件系统具有较好适用性,在参数化零件库中,各类零件以带入口参数的公用子函数的形式存在。
机床大讲堂第31讲——五轴机器人加工系统的开发(下)
机床大讲堂第31讲——五轴机器人加工系统的开发(下)3 控制和编程系统如图1a是机器人加工系统开放结构控制(OAC)系统的第一原型,表示实验中的五轴立式加工关节机器人。
图2表示基于多轴加工系统可重构机器人的概念特色,即机器人可由数控机床编程人员使用现有的CAD/CAM系统或G代码直接进行编程。
在OAC的解决方案中,是要开发最低成本的控制系统原型。
本原型基于用于机床、机器人和并联机等计算机控制EMC2软件的PC实时Linux平台。
EMC2是由美国国家标准与技术研究所创建的一个免费软件。
此加工机器人控制系统原型开发分为几个阶段:逆向运动学和正向运动学的功能测试、机器人离线编程、实时控制系统的特性测试、碰撞监测及虚拟机器人的配置等。
3.1 控制系统的结构图4显示低成本控制系统的第一原型的结构,其中EMC2软件是基本构成。
EMC2软件系统由4个模块组成:运动控制器(EMCMOT),离散I/O控制器(EMCIO),任务协调模块(EMCTASK),图形用户接口(GUI)。
在这4个模块中,只有EMCMOT是一个实时模块。
模块EMCMOT与非实时模块EMCTASK之间的通信由共享内存或由RT-Linux的先进先出进程实现。
EMCMOT模块进行轨迹规划,正向与逆向运动学计算,计算电动机驱动器所需的输出功率。
凡是不直接涉及到机器实际轴运动的I/O功能,都由EMCIO模块处理。
EMCTASK模块用于RS-274NGC机床编程语言任务级的命令处理器和程序译码器,这种机床的编程语言称为G代码。
为EMC2软件系统开发了几个用户接口。
AXIS是最先进的图形用户接口,具有互动G代码预览特点,这将扩展到机器人加工系统的应用中。
硬件抽象层提供从EMC2到机器人控制硬件或虚拟机器人的实时数据传输。
在控制系统启动时,需要在实时或虚拟机器人控制之间作出相应的配置选择(图4)。
通常用虚拟机器人视觉检测可能的碰撞而启动第一控制系统配置,并作出最后核查程序。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
收稿日期:2001年2月
五轴联动数控工具磨床加工模拟系统的开发
西安交通大学机械工程学院(710049) 李建刚 毛世民 苏智剑 姚 斌 吴序堂
摘 要:以AutoC AD R14为操作平台,利用ActiveX Automation 技术开发了五轴联动数控工具磨床的加工模拟软件系统,该系统能模拟使用各种类型的砂轮磨削各类回转面刀具的加工过程。
关键词:加工模拟, 工具磨床, AutoC AD R14, VB6, 二次开发
Development of Machining Simulation System for
52axle Coordinated CNC Tool G rinder
Li Jiangang et al
Abstract :T aking AutoC AD R14as the operating platform ,a machining simulation system for 52axle coordinated C NC tool grinder is developed by using ActiveX Automation technology.The machining
processes of cutters with rev olution surface using dif 2ferent kinds of grinding wheels can be simulated by this system.
K eyw ords :machining simulation , tool grinder , AutoC AD R14, VB6, redevelopment
在加工领域,随着生产发展和技术进步,迫切需
要采用先进的加工模拟系统来提高加工质量和效率。
目前已有多种加工仿真软件系统(如Mater 2C AM ,ProE 等)投入实际使用,但由于它们提供的加工工艺类型有限,尚不能完全满足实际生产需要。
为此,需要针对一些专用数控机床设计出效率更高、适应性更好的加工模拟软件。
本文的研究内容就是针对某厂生产的五轴联动数控工具磨床开发方便适用的切削加工过程模拟系统。
AutoDesk 公司开发的AutoC AD 设计软件是C AD 市场的主流产品,利用它可进行各种用途的二次开发,但将其用于加工模拟软件的开发还不多见,本文在这方面作了一些探索。
1 加工模拟系统的主要功能及结构框
图
与一般的数控加工模拟软件一样,本文开发的加工模拟系统也具有加工任务选择、工艺分析、工具轨迹形成、图象图形模拟仿真、结果分析及数据保存等主要功能。
五轴联动数控工具磨床的主要加工对象是各种异形回转面刀具(如旋转锉、模具铣刀等),所用砂轮主要有碟形、碗形、平形、单角和双角锥面等形状。
由于工件和砂轮的形状比较复杂,所以开发该加工模拟系统的主要难点在于图象图形模拟仿真,而该模块的功能水平将直接影响系统的实际使用效果。
针对这种情况,我们建立了参数化工件库和砂轮库,既方便了用户使用,又可使系统自动生成砂轮轨迹或导入已有砂轮轨迹数据,增加了系统的
灵活性和适用性。
该加工模拟系统的结构框图如图
1所示。
图1 加工模拟系统结构框图
2 用VB 、AutoCAD 开发切削加工模拟
系统的关键技术
2.1 VB 与AutoCAD 的接口
为使应用程序具有通用性,将与AutoC AD 连接的程序放在一个通用模板中,命名为MautoC AD ,其程序代码如下:
’定义autocad 变量
Public acadApp As Object ’应用程序Public acadD oc As Object ’当前应用程序Public m oS pace As Object ’模型空间
Public Sub LoadAutocadR14()’调用AutocadR14
On Error Resume Next
Set acadApp =G etObject (,“AutoC AD.Application ”
) I f Err Then ’如果没有一个autocad 副本在运行
8
1工具技术
Err.Clear
Set acadAp=CreateObject(“AutoC AD.Application”)
I f Err Then
Msg Box Err.Description’如果失败给个提示 Exit Sub
End I f
End I f
Set acadD oc=acadApp.ActiveD ocument
Set m oS pace=acadD oc.M odelS pace
End Sub
2.2 参数化零件库的建立
为使软件系统具有较好适用性,在参数化零件库中,各类零件以带入口参数的公用子函数的形式存在。
同时,为了便于准确控制零件,必须给定零件的初始位置。
由于该加工模拟系统的对象零件均为回转体,因此可根据零件上一点坐标和零件轴线方向来确定零件的空间位置。
为符合实际加工情况,对于砂轮,这一点可取大圆中心点;对于零件,则可取位于零件轴线上的柄部末端端点。
以所选点作为坐标原点(0,0,0),以零件轴线为Z轴,通过移动这些点的位置和零件轴线方向即可控制模拟加工过程。
根据造型方式的不同,可将零件库中的零件分为两类:第一类是标准实体(如圆柱、球、圆锥、立方体等),可通过VB直接调用AutoC AD提供的函数生成;第二类是复杂实体,可根据实体特征通过标准实体布尔运算、平面切除或面域拉深、旋转等操作而得到。
对于五轴联动数控工具磨床,砂轮可分别通过平面切圆锥、面域旋转、直接调用等方法生成;零件可根据实际情况生成。
最后将砂轮和零件均放入同一单独的零件库模板中,在软件中作为一个数据库存在。
现以单角锥面砂轮为例说明其生成过程。
造型入口参数包括锥角、大圆直径和厚度。
首先根据入口锥角及大圆直径直接调用AutoC AD命令生成圆锥体,然后用距离等于入口厚度且平行于大圆的平面切去该平面以上的圆锥部分,即可得到所要求的单角砂轮。
2.3 加工过程的模拟
以加工等螺旋角等法向前角球头旋转锉(直径<12mm,螺旋角20°)为例说明加工模拟过程。
单角锥面砂轮大圆直径为50mm,锥角为60°,厚度为5mm,所需刀具轨迹数据可通过本系统程序生成,也可直接导入格式为ASCII的数据文件(包括x、y、z 三个方向的直线运动数据和绕A、
C两个轴的旋转运动数据)。
在模拟过程中,工件在水平面内绕Z 轴旋转(C轴),同时又绕自身轴线以角度A回转;砂轮中心点(x,y,z)的位置坐标在加工过程中不断变化,而砂轮轴线方向不变,且与Y轴平行,如图2所示。
模拟过程中的每一加工位置点均可利用砂轮与工件进行相减布尔运算而得到,最终即可实现对磨削加工的模拟。
图3所示为加工模拟结果示意图。
图2 加工位置示意图
图3 加工模拟结果示意图
3 结语
本文针对五轴联动数控工具磨床的加工特点,以VB6为编程环境,利用ActiveX Automation技术开发了基于AutoC AD操作平台的加工模拟软件系统。
通过一段时间的试验研究及实例验证,证明该方法行之有效。
该方法不但为加工模拟软件的开发提供了新的途径,而且由于AutoC AD应用广泛,因此该类软件具有良好的推广应用前景,有助于实现加工过程的自动化及网络化,有利于提高加工效率和降低生产成本。
参考文献
1 郭朝勇等.AutoC AD R14二次开发技术.清华大学出版社, 1999
2 N oel Jerk著,京京翻译组译.Visual Basic6开发人员指南.
机械工业出版社,1998
编辑:汪 莉
91
2001年第35卷№6。