防护罩零件落料拉深冲孔复合模设计
落料拉伸冲孔复合模具设计1

落料冲孔复合模设计实例(一)零件工艺性分析工件为图1所示的落料冲孔件,材料为Q235钢,材料厚度2mm,生产批量为大批量。
工艺性分析内容如下:图1 工件图1.材料分析Q235为普通碳素结构钢,具有较好的冲裁成形性能。
2. 结构分析零件结构简单对称,无尖角,对冲裁加工较为有利。
零件中部有一异形孔,孔的最小尺寸为6mm,满足冲裁最小孔径≥的要求。
另外,经计算异形孔距零件外形之间的最小孔边距为5.5mm,满足冲裁件最小孔边距≥的要求。
所以,该零件的结构满足冲裁的要求。
3. 精度分析:零件上有4个尺寸标注了公差要求,由公差表查得其公差要求都属IT13,所以普通冲裁可以达到零件的精度要求。
对于未注公差尺寸按IT14精度等级查补。
由以上分析可知,该零件可以用普通冲裁的加工方法制得。
(二)冲裁工艺方案的确定零件为一落料冲孔件,可提出的加工方案如下:方案一:先落料,后冲孔。
采用两套单工序模生产。
方案二:落料—冲孔复合冲压,采用复合模生产。
方案三:冲孔—落料连续冲压,采用级进模生产。
方案一模具结构简单,但需两道工序、两副模具,生产效率低,零件精度较差,在生产批量较大的情况下不适用。
方案二只需一副模具,冲压件的形位精度和尺寸精度易保证,且生产效率高。
尽管模具结构较方案一复杂,但由于零件的几何形状较简单,模具制造并不困难。
方案三也只需一副模具,生产效率也很高,但与方案二比生产的零件精度稍差。
欲保证冲压件的形位精度,需在模具上设置导正销导正,模具制造、装配较复合模略复杂。
所以,比较三个方案欲采用方案二生产。
现对复合模中凸凹模壁厚进行校核,当材料厚度为2mm时,可查得凸凹模最小壁厚为4.9mm,现零件上的最小孔边距为5.5mm,所以可以采用复合模生产,即采用方案二。
(三)零件工艺计算1.刃口尺寸计算根据零件形状特点,刃口尺寸计算采用分开制造法。
(1)落料件尺寸的基本计算公式为尺寸,可查得凸、凹模最小间隙Zmin=0.246mm,最大间隙Zmax=0.360mm,凸模制造公差,凹模制造公差。
外壳落料、拉深、冲孔复合模

目录1 绪论........................................................31.1 现代模具的发展现状及发展趋势..............................31.2 本设计的基本工序.........................................52 零件的工艺性................................................82.1 制件资料.................................................82.2 零件工艺及其工艺分析分析.................................92.3 确定工艺方案和模具形式..................................103 主要工艺参数的计算..............................................123.1 落料尺寸的计算...........................................123.2 确定排样方案.............................................123.3 计算拉深次数........................................... 133.4 拉深冲压力的计算........................................ 143.5 冲压设备的选择.......................................... 174 模具设计..................................................... 184.1 模具结构的设计...........................................184.2 模具的闭合高度............................................194.3 模具工作部分尺寸及公差计算...............................195 冲模零件的设计................................................225.1 落料凹模的设计..........................................225.2 拉深凸模的设计...........................................235.3 落料凸模和拉深凹模的设计.................................265.4 冲模的导向装置...........................................275.5 定位装置............................................... 285.6 卸料装置............................................... 305.7 推件装置的设计.......................................... 316 其它冲模零件设计.............................................. 33 6.1 模柄的类型及选择........................................ 33 6.2 凸模固定板.............................................. 346.3 垫板.................................................... 35 6.4 紧固件.................................................. 356.5 定位销.................................................. 357 模具的装配................................................... 36 7.1 复合模的装配............................................ 367.2 凸、凹模间隙的调整....................................... 368 附加工序...................................................... 379 结论.......................................................... 38参考文献........................................................ 39 致谢.............................................................40附录...............................................................411 绪论1.1现代模具的发展现状及发展趋势模具被称为工业产品之母。
防护罩的冲压模具设计

2)为防磨损,应选用合金元素高的材料
3)对于大型冲模应选用淬透性好的材料
4)为保持钢材硬度能力,要选用耐回火性高的含铬、钼合金钢
综上所述,该工件的精度及结构尺寸都能满足冲压工艺要求,工件的拉深工艺性较好。该工件在满足冲压工艺性要求的前提下,采用的冲压基本工序是落料、拉深、翻边。
1.2 材料
冲压工艺对材料的基本要求主要是:
(1)对冲压成形性能的要求为了有利于冲压变形和制件质量的提高,材料应具有良好的冲压成形性能。 而冲压成形性能与材料的机械性能密切相关,通常要求材料应具有:良好的塑性,屈强比小, 弹性模量高,板厚方向性系大,板平面方向性系数小。
(2)对材料厚度公差的要求材料的厚度公差应符合国家规定标准。因为一定的模具间隙适用于一定厚度的材料, 材料厚度公差太大,不仅直接影响制件的质量,还可能导致模具和冲床的损坏。.对表面质量的要求材料的表面应光洁平整,无分层和机械性质的损伤,无锈斑、氧化皮及其它附着物。 表面质量好的材料,冲压时不易破裂,不易擦伤模具,工件表面质量好。
以电动机防护罩零件为例,结合其模具特有工艺性,进行了工艺性分析,并分析了成形过程的三种不同的冲压工艺方案, 然后选复合模作为该副模具的工艺生产方案。并对模具的各部分主要尺寸进行理论运算,以确定各冲模的尺寸,经过计算分析完成该模具的主要设计计算,凸、凹模工作部分的设计计算,还有主要零部件的结构设计,。完成一系列的计算后,画出总装图、凸凹模配合图等设计模具必备的图纸。
综上所述,冲压材料我选择钢08F作为冲压件的材料。
钢08F为优质碳素钢,碳的质量分数很低,塑性好,有较好的冲压、弯曲性能,取抗剪强度 ,抗拉强度 ,屈服点 , 断面收缩率 。
1.3结构形状
落料冲孔复合模设计方案实例
落料冲孔复合模设计方案实例一、引言随着工业制造技术的不断发展,冲压工艺在各个领域得到广泛应用。
而在冲压过程中,落料冲孔操作是一个非常重要的环节。
为了提高生产效率和产品质量,设计和制造一套高效可靠的落料冲孔复合模非常关键。
本文将以某企业生产的金属工件为例,介绍一种落料冲孔复合模设计方案。
二、设计目标在设计落料冲孔复合模时,需实现以下目标:1. 提高生产效率:减少生产过程中的冲孔次数和时间。
2. 保证产品质量:减少冲压产生的变形和裂纹,提高工件尺寸和形状的一致性。
3. 提高模具使用寿命:减少因冲压而导致的模具磨损和损坏。
三、设计要素1. 材料选择:选用高硬度和高耐磨性的冷作工具钢作为模具材料,以确保模具的使用寿命和稳定性。
2. 设计结构:根据金属工件的形状和尺寸要求,合理设计落料冲孔复合模的结构和布局。
模具的结构应有利于材料的流动和排气,并能够减小冲压时的变形和应力集中。
3. 润滑系统:在模具设计中,考虑设置润滑系统来减少摩擦和热量的产生,以延长模具寿命。
4. 加工工艺:考虑使用先进的数控加工设备和软件,进行精确的模具制造和调试,以确保模具的准确度和稳定性。
四、具体方案基于以上设计要素,我们提出以下具体方案:1. 模具结构设计:采用分层式复合模设计,将落料和冲孔的功能集成在同一个模具内。
同时,在模具底部设计合适的排气孔和排渣槽,以确保材料的流动性和排气性。
2. 润滑系统设计:在模具的摩擦面和冲孔孔径处设置润滑油槽和喷油装置,以减少热量的产生和模具磨损。
同时,结合自动化控制系统,实现润滑油的定量供给和循环利用,提高润滑效果。
3. 加工工艺设计:采用数控加工设备进行模具的制造和加工,结合CAD和CAM软件进行模具的设计和调试。
优化加工工艺参数,确保模具的精度和稳定性。
五、验证和改进在设计完成后,进行模具的试制和测试。
通过实际生产的验证,对设计方案进行评估和改进。
调整模具的结构和加工工艺参数,优化模具的性能和稳定性,以实现更好的生产效果和质量要求。
端盖落料拉深复合模和翻边冲孔复合模设计
摘要本文根据端盖的结构特点及技术要求通过对各工艺方案,进行比较设计了落料拉深复合模和翻边冲孔复合模,并利用proe cad 软件对其进行三维的分析。
对工件进行了工艺计算确定了各零件的尺寸及结构。
其中详细介绍了凸模、凹模、固定板、垫板、卸料板等零部件的设计与制造、以及压力机的选择和模架的选择。
关键词:冲压模具工艺方案复合模零件压力机plans,design the blanking-drawing gang dies and trimming-piercing gang dies, and carries on the three dimensional analysis using the UG software to it Launched the process computation,determine the size and structure of all parts.In which in detail introduced the designs and the manufacture of convex die,concave die,fixed plante,pad,stripper plate ,as well as the press choice and thepould frame choice. Keywords: Punching die process plans gang dies a part a press Abstract Punching die has been widely used in industri This article based on design features and technical requirements of a gland,by analyzing process al production.In the traditional industrial production,the worker work very hard,and there are toomuch work,so the efficiency is low.With the development of the science and technology nowadays,the use of punching die in the industial production gain more attention, and be used in the industrial production more and more.Self-acting feed technology of punching die is also used in production, punching die could increase the efficience of production and could alleviate the work burden so it has significant meaning in technologic progress and the pould frame choice.摘要 ................................................................................................................ 错误!未定义书签。
落料-冲孔-拉深-切边复合模设计【完整版】
落料-冲孔-拉深-切边复合模设计【完整版】(文档可以直接使用,也可根据实际需要修订后使用,可编辑放心下载)目录前言 (1).摘要.................................................................................2. 第一章零件工艺性分析及确定工艺方案 (3). 零件工艺分析 (3)第1.2节工艺方案确定 (4)第1.3节排样确定 (4)第二章工艺与设计计算 (5)第2.1节模具的设计和加工 (5)第2.2节冲裁力的计算 (6)第2.3节计算各主要零件的尺寸 (8)第2.4节定位零件的设计 (17)第三章模具的装配 (21)第四章结论与展望 (24)结束语 (25)谢鸣 (26)参考文献 (27)前言冲压加工在汽车、电子、电器、仪表、航空和航天产品及日用品生产中得到了广泛的应用。
20多年来,我国工业开展迅速,产品更新换代快。
冲压模具设计与制造的课程设计的目的是陪养学生对冲压工艺规程编制方法、掌握应用现代化设计手段和运用CAD/CAM软件设计中等复杂程度的冲压模具、编制模具零件的加工工艺和程序并能数控机床进行加工。
冲压件的生产过程一般都是从原材料剪切下料开始的,经过各种工序和其他必要的辅助工序加工出图纸要求的零件,对于某些组合冲压和精度要求较高的冲压件,还需要经过切削、焊接或铆接等加工才能完成。
进行冲压模具设计与制造就是根据已有的生产条件,综合考虑影响生产过程顺利进行的各方面的因素,合理安排零件生产工序,最优的选用并确定各工艺参数,合理设计模具结构、选择加工方法和设备等。
本次设计的是一副落料-冲孔-拉深-切边复合模,这次设计是在老师认真、耐心的指导下进行的,是在对模具的经济、模具的寿命、生产周期及生产本钱等因素进行了全面的仔细的分析下而进行设计的。
由于初次设计,水平有限,毕业设计中不妥和错误之处在所难免,还请老师同学多提珍贵意见,以便得以修正,以臻完善,那么不盛感谢。
落料拉深复合模具设计

落料拉深复合模具设计1. 引言复合模具是一种常用于塑料加工、金属成型等工业领域的生产工具,其由多个组成部分组合而成,用于制造具有特定形状和尺寸的零件。
落料拉深复合模具是一种用于金属加工的模具类型,广泛应用于汽车、航空航天和家电等领域。
本文将介绍落料拉深复合模具的设计原理、材料选择、结构优化以及加工工艺等方面的内容。
2. 设计原理落料拉深复合模具的设计原理基于金属板材经过拉伸和拉深过程,使其产生特定形状和尺寸的成品零件。
在设计过程中,需要考虑以下几个方面:2.1 材料选择选择合适的材料对模具的性能和寿命至关重要。
常用的材料包括工具钢、合金钢和硬质合金等。
根据零件要求的材料强度和耐磨性,选择合适的材料可以提高模具的使用寿命和稳定性。
2.2 结构设计模具的结构设计是模具性能的关键因素之一。
在设计过程中,需要考虑到板材的拉伸和拉深过程中的受力情况,合理布置结构和增加加固部位,可以提高模具的刚性和稳定性。
2.3 加工工艺落料拉深复合模具的加工工艺包括材料预处理、数控加工、热处理和表面处理等过程。
合理选择和控制加工工艺可以确保模具的精度和质量。
3. 模具设计步骤模具的设计步骤可以分为以下几个阶段:3.1 需求分析根据零件的要求,确定模具的设计目标和参数。
包括零件的形状、尺寸和材料等要求。
3.2 结构设计根据需求分析的结果,进行模具的结构设计。
考虑到荷载情况、刚性要求和加工工艺等因素,合理布置结构和增加加固措施。
3.3 零件设计根据结构设计的结果,进行各部件的设计和绘制。
包括模具底板、上模、下模和滑块等部件。
3.4 材料选择根据模具的使用要求和工作环境,选择合适的材料。
考虑到材料强度、耐磨性和加工性能等因素。
3.5 工艺设计根据加工工艺要求,进行模具的工艺设计。
包括数控加工程序、热处理工艺和表面处理工艺等。
4. 模具结构优化为了提高模具的使用寿命和稳定性,可以通过结构优化的方法进行设计改进。
常用的优化方法包括有限元分析、参数化设计和材料优化等。
汽车配件轮边防尘罩的落料拉深冲孔修边冲压复合模具设计
中期报告1、设计(论文)进展状况本阶段的主要任务是完成外文文献的翻译;对被冲压件的分析进而确定冲压方案并画出磨具装配草图,待老师审核后,为后期准确完成计算绘制装配图做准备。
1.1、外文文献翻译翻译内容属模具表面处理内容,下面是该翻译摘要部分:为了解决当下自由曲面加工的问题。
根据模具曲面抛光的需求,结合电磁领域的专业理论,运用磁性磨料,在磁力下完成模具曲面表面的抛光。
带来电磁领域抛光过程的新工艺。
磁力加工过程特点包括,抛光工艺过程的主要参数分析,开展讨论确定和编写磁性磨料研磨运动轨迹,得出通过磁性研磨抛光获得的平整光滑自由曲面的过程方法。
通过翻译外文文献,复习了部分专业词汇,锻炼了英语翻译能力,并达到了翻译后字数3205的合格要求字数。
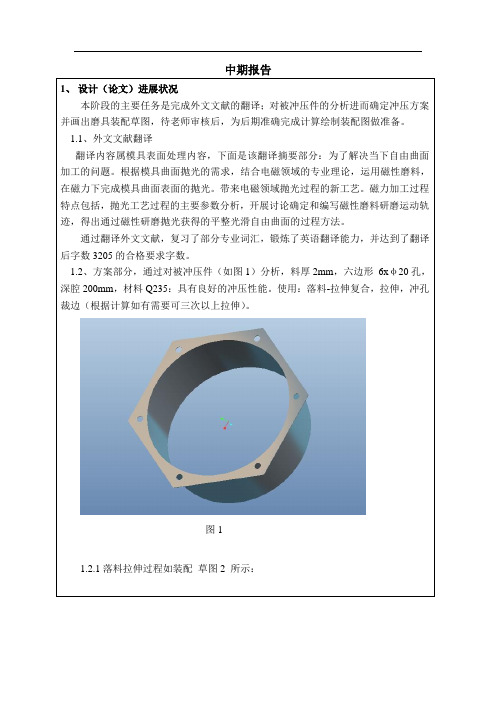
1.2、方案部分,通过对被冲压件(如图1)分析,料厚2mm,六边形6xυ20孔,深腔200mm,材料Q235:具有良好的冲压性能。
使用:落料-拉伸复合,拉伸,冲孔裁边(根据计算如有需要可三次以上拉伸)。
图11.2.1落料拉伸过程如装配草图2 所示:草图21.2.2落料拉伸复合模,同时完成落料和第一次拉伸,效率较高,结构比较复杂。
再次拉伸过程如草图3所示:草图3拉伸模,结构较简单,但分多次降低效率。
2、存在问题及解决措施首先,长时间没有使用CAD软件,导致操作生疏,浪费大量时间。
需要通过定期练习保持对该软件的熟悉操作。
其次,对模具的有些原理分析存在问题,尤其对卸料的过程分析不能准确形象的想象。
主要问题根源是没有彻底的通读参考书目,同时没有一定的经验及实体经历,需要反复翻阅参考书目熟悉模具结构。
对计算及查表不够熟练,需要加强练习。
3、后期工作安排第5周:完成冲孔修边的模具装配图,计算装配体各个零件尺寸,并制定满足要求的加工方法,并熟悉CAD软件;第6-8周:完善没有完成的计算,绘制标准的零件图和装配图;第9周:撰写毕业设计说明书;第10周:进行毕业设计总结,编写毕业设计论文,并做好答辩工作准备。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
查表得:
则:
故总压力为:
2.2.7冲压机的选择
对于浅拉深可按 ,估算公称压力选取压力机。选用公称压力为4000的开式双柱固定压力机。其主要参数为:
公称压力:4000kN
滑块行程:200mm
封闭高度调节量:150mm
工作台尺寸:900mm×1400mm
模柄尺寸:φ100mm×120mm
2.2.8 主要工作部分尺寸计算
9)研究和应用模具的高速测量技术与逆向工程;
10)开发新的成形工艺和模具。
1.2国外模具的现状和发展趋势
模具是工业生产关键的工艺装备,在电子、建材、汽车、电机、电器、仪器仪表、家电和通讯器材等产品中,60%-80%的零部件都要依靠模具成型。用模具生产制作表现出的高效率、低成本、高精度、高一致性和清洁环保的特性,是其他加工制造方法所无法替代的。模具生产技术水平的高低,已成为衡量一个国家制造业水平高低的重要标志,并在很大程度上决定着产品的质量、效益和新产品的开发能力。近几年,全球模具市场呈现供不应求的局面,世界模具市场年交易总额为600~650亿美元左右。美国、日本、法国、瑞士等国家年出口模具量约占本国模具年总产值的三分之一。
随着时代的进步和技术的发展,国外的一些掌握和能运用新技术的人才如模具结构设计、模具工艺设计、高级钳工及企业管理人才,他们的技术水平比较高.故人均产值也较高.我国每个职工平均每年创造模具产值约合1万美元左右,而国外模具工业发达国家大多15~20万美元,有的达到 25~30万美元。
国外先进国家模具标准件使用覆盖率达70%以上,而我国才达到45%.
在2万多家生产厂点中,有一半以上是自产自用的。在模具企业中,产值过亿元的模具企业只有20多家,中型企业几十家,其余都是小型企业。 近年来, 模具行业结构调整和体制改革步伐加快,主要表现为:大型、精密、复杂、长寿命中高档模具及模具标准件发展速度快于一般模具产品;专业模具厂数量增加,能力提高较快;"三资"及私营企业发展迅速;国企股份制改造步伐加快等。
第三,工艺装备水平低,且配套性不好,利用率低.虽然国内许多企业采用了先进的加工设备,但总的来看装备水平仍比国外企业落后许多,特别是设备数控化率和CAD/CAM应用覆盖率要比国外企业低得多。由于体制和资金等原因,引进设备不配套,设备与附配件不配套现象十分普遍,设备利用率低的问题长期得不到较好解决。装备水平低,带来中国模具企业钳工比例过高等问题。
虽然说我国模具业发展迅速,但远远不能适应国民经济发展的需要。我国尚存在以下几方面的不足:
第一,体制不顺,基础薄弱。“三资”企业虽然已经对中国模具工业的发展起了积极的推动作用,私营企业近年来发展较快,国企改革也在进行之中,但总体来看,体制和机制尚不适应市场经济,再加上国内模具工业基础薄弱,因此,行业发展还不尽如人意,特别是总体水平和高新技术方面。
我国模具近年来发展很快,据不完全统计,2003年我国模具生产厂点约有2万多家,从业人员约50多万人,2004年模具行业的发展保持良好势头,模具企业总体上订单充足,任务饱满,2004年模具产值530亿元。进口模具18.13亿 美元,出口模具4.91亿美元,分别比2003年增长18%、32.4%和45.9%。进出口之比2004年为3.69:1,进出口相抵后的进净口达13.2亿美元,为净进口量较大的国家。
第五,模具材料及模具相关技术落后.模具材料性能、质量和品种往往会影响模具质量、寿命及成本,国产模具钢与国外进口钢相比,无论是质量还是品种规格,都有较大差距。塑料、板材、设备等性能差,也直接影响模具水平的提高。
1.1.2国内模具的发展趋势
巨大的市场需求将推动中国模具的工业调整发展。虽然我国的模具工业和技术在过去的十多年得到了快速发展,但与国外工业发达国家相比仍存在较大差距,尚不能完全满足国民经济高速发展的需求。未来的十年,中国模具工业和技术的主要发展方向包括以下几方面:
第二,开发能力较差,经济效益欠佳.我国模具企业技术人员比例低,水平较低,且不重视产品开发,在市场中经常处于被动地位。我国每个模具职工平均年创造产值约合1万美元,国外模具工业发达国家大多是15~20万美元,有的高达25~30万美元,与之相对的是我国相当一部分模具企业还沿用过去作坊式管理,真正实现现代化企业管理的企业较少。
只有加强拉深变形基础理论的研究,才能提供更加准确、实用、方便的计算方法,才能正确地确定拉深工艺参数和模具工作部分的几何形状与尺寸,解决拉深变形中出现的各种实际问题,从而,进一步提高制件质量。
圆筒件是最典型的拉深件,其工作过程很简单就一个拉深,根据计算确定它不能一次拉深成功.因此,需要多次拉深。在最后的一次拉深中由于制件的高度太高,根据计算的结果和选用的标准模架,判断此次拉深不能采用标准的模架。为了保证制件的顺利加工和顺利取件,模具必须有足够高度。要改变模具的高度,只有从改变导柱和导套的高度。导柱和导套的高度可根据拉深凸模与拉深凹模工作配合长度决定.设计时可能高度出现误差,应当边试冲边修改高度。
1.下顶块采用橡胶作为弹性元件,计算橡胶的自由高度:
式中 =(72+1.5+5)mm=78.5mm
则
取 =300mm
计算橡胶的装配高度为:
取 =260mm。
橡胶的断面面积,在模具装配时按模具空间大小确定。
3 模具的结构设计
3.1 模具工作部分的计算
3.1.1 拉深模的间隙
深间隙对拉深过程有较大的影响。它不仅影响拉深件的质量与尺寸精度,而且影响拉深模的寿命以及拉深是否能够顺利进行。因此,应该综合考虑各种影响因素,选取适当的拉深间隙值,既可保证工件的要求,又能使拉深顺利进行。
1)模具日趋大型化;
2)在模具设计制造中广泛应用CAD/CAE/CAM技术;
3)模具扫描及数字化系统;
4)在塑料模具中推广应用热流道技术、气辅注射成型和高压注射成型技术;
5)提高模具标准化水平和模具标准件的使用率;
6)发展优质模具材料和先进的表面处理技术;
7)模具的精度将越来越高;
8)模具研磨抛光将自动化、智能化;
2.2防护罩工艺计算和工艺方案
拉深件的工艺计算是防护罩工艺设计中的一个重要环节,本制件的工艺计算属于最简单的。其主要的内容包括计算毛坯直径、决定拉深次数及确定工序件的尺寸等。为了避免设计拉深模时出现尺寸错误,可以画出圆筒形拉深件的工序图。
2.2.1 工艺方案的确定
该工序需要三个:拉深、冲孔、切边。因此,本制件的工艺方案就是:拉深 冲孔 切边。
2.2.6 计算工序压力
1.落料力计算 按式:
查表得:
则落料力:
2.卸料力计算:
查表得:
则卸料力为:
3.冲孔力计算:
式中:
则冲孔力为:
4.推件力计算:
式中:
则推件力为:
5.拉深力计算 由于该工件为浅拉深,故可按有压边圈的圆筒行件近似计算。按式: .
式中查表得:
由拉深因数:
查表得修正因数:
则:
6.压边力 压边力:
其工作部分结构尺寸如图所示:
图2-3
2.冲孔刃口尺寸计算:
对于孔 的凸、凹模的制造公差查表的 mm。
由于 > ,故采用凸模和凹模配合加工方法。查表得 mm。则:
按凹模尺寸配合,其双面间隙为0.07~0.1mm。
其工作部分结构尺寸如图所示:
图2-4
3. 拉深工作部分尺寸计算:
拉深凹模和凸模的 单边间隙可按式Z/2=1t计算,Z/2=1.5mm。
2.2.2计算毛坯尺寸
根据制件的工艺分析,知道制件是个简单的圆筒形拉深件。所以它的工件根据表面积相等原则,用解析法求该零件的毛坯直径D。首先将该零件分成圆、圆环和边缘三个简单的几何体.
图2-2
查表得它们的面积公式分别为:
20.9307×
则毛坯展开尺寸:
取从表中查得拉深的修边余量 则毛坯的:
取:
2.2.3 排样
1.3 yzs-5-6防护罩模具设计与制造方面
1.3.1 yzs-5-6防护罩模具设计的设计思路
拉深是冲压基本工序之一,它是利用拉深模在压力机作用下,将平板坯料或空心工序件制成开口空心零件的加工方法。它不仅可以加工旋转体零件,还可以加工盒形零件及其他形状复杂的薄壁零件,但是,加工出来的制件的精度都很底。一般情况下,拉深件的尺寸精度应在IT13级以下,不宜高于IT11级。
图2-1 制件图
工件底部圆角半径r=(3~5)t=9mm,外形尺寸为 mm,由于没有公差等级标注,所以可以按未标公差等级处理。 220mm的公差等级为IT15级,满足拉深工序对工件公差等级的要求。四角的四个φ9mm的圆孔由于没公差等级标注,所以可以按未标注公差等级处理。工件的四边由于没有公差等级标注,所以可以采用一般切边处理。
由于拉深工件的公差为IT12级,故凸凹模的制造公差可采用IT10级精度,查表可得: mm
可求得拉深凸凹模尺寸及公差如表:
工作尺寸
其工作部分结构尺寸如图所示:
图2-5
2.2.9 弹性元件的设计和计算:
为了得到较平整的工件,此模具采用弹压式卸料结构,使条料在落料,拉深过程中始终处于一个稳定的压力之下,从而改善了毛坯的稳定性,避免材料在切向应力的作用下起皱的可能。
1ห้องสมุดไป่ตู้绪 论
目前,我国冲压技术与工业发达国家相比还相当的落后,主要原因是我国在冲压基础理论及成形工艺、模具标准化、模具设计、模具制造工艺及设备等方面与工业发达的国家尚有相当大的差距,导致我国模具在寿命、效率、加工精度、生产周期等方面与工业发达国家的模具相比差距相当大。
1.1国内模具的现状和发展趋势
1.1.1国内模具的现状
1.3.2yesh-5-6防护罩模具设计的进度
1.了解目前国内外冲压模具的发展现状,所用时间20天;
2.确定加工方案,所用时间5天;
3.模具的设计,所用时间30天;
4.模具的调试.所用时间5天.