埋弧焊1401358
欧标埋弧焊材型号

欧标埋弧焊材型号
欧标埋弧焊材型号主要包括以下几种:
•ER50-6L:这种型号的焊丝主要适用于低碳钢和强度等级较低的合金钢的埋弧焊。
它具有优良的焊接工艺性能和稳定可靠的机械性能,广泛用于桥梁、车辆、船舶、建筑等领域。
•ER70S-G:该型号的焊丝主要适用于碳钢和低合金钢结构的埋弧焊接,其强度等级达到700MPa。
它具有优良的焊接工艺性能和稳定的机械性能,广泛应用于建筑、桥梁、车辆、船舶等领域的焊接。
•H08Mn2SiA:这种焊丝主要用于低碳钢和强度等级较低的合金钢的埋弧焊,特别适用于焊接厚度较大的结构。
它具有优良的焊接工艺性能和机械性能,广泛应用于桥梁、车辆、船舶等领域的焊接。
请注意,选择适合的埋弧焊丝型号对于确保焊接质量和安全性至关重要。
因此,在实际应用中,应根据母材的材质、焊接要求和工艺条件等因素进行选择,并遵循相关标准和规范的要求。
锅炉方面的国家行业标准

锅炉方面的国家/行业标准1.综合部分GB/T1921-2004....工业蒸汽锅炉参数系列GB/T3166-2004....热水锅炉参数系列GB/T9222-1988....水管锅炉受压元件强度计算GB/T16508-1996...锅壳锅炉受压元件强度计算GB/T1576-2001....工业锅炉水质GB12145-1999.....火力发电机组及蒸汽动力设备水汽质量GB/T17410-1998...有机热载体炉GB/T10180-2003...工业锅炉热工性能试验规程JB/T10094-2002...工业锅炉通用技术条件2.材料部分GB713-1997.......锅炉用钢板GB3087-1999......低中压锅炉用无缝钢管GB5310-1995......高压锅炉用无缝钢管GB/T8162-1999....结构用无缝钢管GB/T699v1999.....优质碳素结构钢GB/T700-1988.....碳素结构钢GB710-1991.......优质碳素结构钢热轧薄钢板和钢带GB711-1988.......优质碳素结构钢热轧厚钢板和宽钢带GB6654-1996......压力容器用钢板GB/T3280-1992....不锈钢冷轧钢板GB/T4237-1992....不锈钢热轧钢板GB/T13237-1991...优质碳素结构钢冷轧薄钢板和钢带YBT41-1987...锅炉用碳素钢及低合金钢厚钢板YBT40-1987...压力容器用碳素钢和低合金钢厚钢板YBT33-1986...低中压锅炉用冷拔无缝钢管YBT32-1986...高压锅炉用冷拔无缝钢管GB/T5117-1995....碳钢焊条GB/T983-1995.....不锈钢焊条GB/T5118-1995....低合金钢焊条GB/T5295-1995....埋弧焊用碳钢焊丝和焊剂GB/T12470-2003...埋弧焊用低合金钢焊丝和焊剂GB/T8110-1995....气体保护电弧焊用碳钢、低合金钢焊丝JB/T3375-1991....锅炉原材料入厂检验3.制造部分JB/T1609-1993....锅炉锅筒制造技术条件JB/T1610-1993....锅炉集箱制造技术条件JB/T1611-1993....锅炉管子制造技术条件JB/T1612-1994....锅炉水压试验技术条件JB/T1613-1993....锅炉受压元件焊接技术条件JB/T1616-1993....管式空气预热器技术条件JB/T1619-2003....锅壳锅炉本体制造技术条件JB/T1623-1992....锅炉管孔中心距尺寸偏差JB/T1625-2002....工业锅炉焊接管孔尺寸JB/T2192-1993....方形铸铁省煤器技术条件JB/T3191-1999....锅炉锅筒内部装置技术条件JB/T5255-1991....焊制鳍片管屏技术条件JB/T6509-1992....小直径弯管技术条件JB/T6511-1992....螺旋翅片管箱组装技术条件JB/T6512-1992....锅炉用高频电阻焊螺旋翅片管制造技术条件JB/T10393-2002...电加热锅炉技术条件4.检测与试验部分JB/..承压设备无损检测第1部分:通用要求JB/..承压设备无损检测第2部分:射线检测JB/..承压设备无损检测第3部分:超声检测JB/..承压设备无损检测第4部分:磁粉检测JB/..承压设备无损检测第5部分:渗透检测JB/..承压设备无损检测第6部分:涡流检测GB3323-1987......钢熔化焊对接接头射线照相和质量分级GB11345-1989.....钢焊缝手工超声波探伤方法和探伤结果分级GB228-2002.......金属材料室温拉伸试验方法GB232-1988.......金属材料弯曲试验方法JB/T1614-1994....锅炉受压元件焊接接头力学性能试验方法JB/T2636-1994....锅炉受压元件焊接接头金相和断口检验方法5.其他部分GB50273-1998.....工业锅炉安装工程施工及验收规范GB50041-1992.....锅炉房设计规范。
特种设备目录2014修订版1

F260
气瓶阀门
2100
固定式压力容器
2110
超高压容器
2130
第三类压力容器
2150
第二类压力容器
2170
第一类压力容器
2200
移动式压力容器
2210
铁路罐车
2220
汽车罐车
2230
长管拖车
2240
罐式集装箱
2250
管束式集装箱
2300
气瓶
2310
无缝气瓶
2320
焊接气瓶
23T0
特种气瓶(内装填料气瓶、纤维缠绕气瓶、
7200
压力管道管件
7210
非焊接管件(无缝管件)
7220
焊接管件(有缝管件)
7230
锻制管件
7270
复合管件
72F0
非金属管件
7300
压力管道阀门
7320
金属阀门
73F0
非金属阀门
73T0
特种阀门
7400
压力管道法兰
7410
钢制锻造法兰
7420
非金属法兰
7500
补偿器
7510
金属波纹膨胀节
7530
起重机械,是指用于垂直升降或者垂直升降并水平移动重物的机电设备,其范围规定为额定起重量大于或者等于0.5t的升降机;额定起重量大于或者等于3t(或额定起重力矩大于或者等于40t·m的塔式起重机,或生产率大于或者等于300t/h的装卸桥),且提升高度大于或者等于2m的起重机;层数大于或者等于2层的机械式停车设备。
6100
观览车类
6200
滑行车类
6300
架空游览车类
6400
2019-14+公路钢结构桥梁制造指南

中国合格评定国家认可委员会

不锈钢多元素含量的测定火花放电原子发射光谱法(常规法)GB/T11170-2008
5
硫(S)
感应炉燃烧-红外线吸收法测定硫含量ISO4935-1990
碳素钢和中低合金钢
火花源原子发射光谱分析方法(常规法)GB/T4336-2002
不锈钢多元素含量的测定火花放电原子发射光谱法(常规法)GB/T11170-2008
0301
金属平均晶粒度测定方法
GB/T6394-2002
17
表面滑动率
预应力钢棒、钢丝表面滑动率试验方法NBR7477:1982
4
复合材料
机械性能
1
抗拉强度
0323
定向纤维增强塑料拉伸性能试验方法GB/T3354-1999
2
破坏伸长率
3
弹性模量
树脂浇铸体性能试验方法
GB/T 2567-2008
4
压缩强度
GB 11345-89
钢结构超声波探伤及质量分级法JG/T 203-2007
厚钢板超声波检验方法
GB/T 2970-2004铸钢件超声探伤及质量评级方法GB 7233-87
5
弯曲强度
6
拉伸剪切
强度
胶粘剂拉伸剪切强度的测定(刚性材料对钢性材料)
GB/T7124-2008/
ISO4587:2003
5
无损检测
1
超声波探伤
1101
承压设备无损检测第1部分:通用要求JB/T 4730.1-2005
承压设备无损检测第3部分:超声检测JB/T 4730.3-2005
钢焊缝手工超声波探伤方法和探伤结果分级
9
埋弧焊电流电压对照表
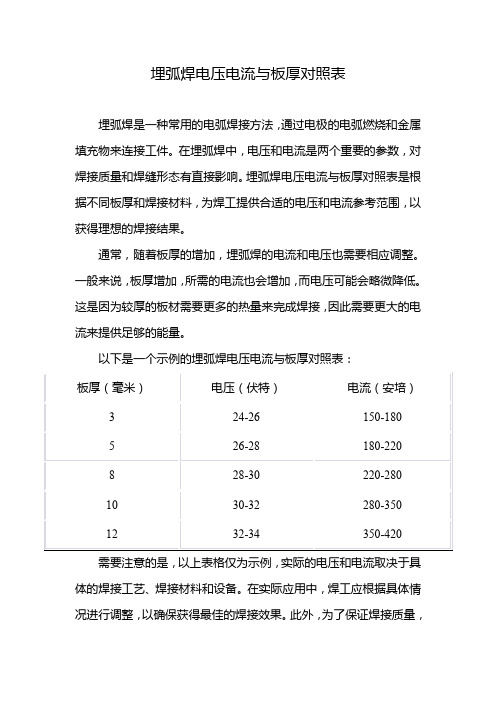
埋弧焊电压电流与板厚对照表
埋弧焊是一种常用的电弧焊接方法,通过电极的电弧燃烧和金属填充物来连接工件。
在埋弧焊中,电压和电流是两个重要的参数,对焊接质量和焊缝形态有直接影响。
埋弧焊电压电流与板厚对照表是根据不同板厚和焊接材料,为焊工提供合适的电压和电流参考范围,以获得理想的焊接结果。
通常,随着板厚的增加,埋弧焊的电流和电压也需要相应调整。
一般来说,板厚增加,所需的电流也会增加,而电压可能会略微降低。
这是因为较厚的板材需要更多的热量来完成焊接,因此需要更大的电流来提供足够的能量。
以下是一个示例的埋弧焊电压电流与板厚对照表:
需要注意的是,以上表格仅为示例,实际的电压和电流取决于具体的焊接工艺、焊接材料和设备。
在实际应用中,焊工应根据具体情况进行调整,以确保获得最佳的焊接效果。
此外,为了保证焊接质量,
还应遵循焊接材料和设备制造商的建议,并严格按照焊接规程操作。
建筑安装分项工程施工工艺规程
北京市标准建筑安装分项工程施工工艺规程(第一分册)第五篇钢结构工程steel structure work目次第一部分钢结构制作与安装第1章钢结构制作工艺第2章屋架、立体拱桁架(包括预应力桁架)、门式刚架安装工艺第3章多层与高层钢结构安装(包括逆作法)工艺第4章压型金属板安装工艺第二部分钢结构焊接与紧固件连接工程第5章手工电弧焊焊接工艺第6章埋弧自动焊焊接工艺第7章CO2气体保护焊焊接工艺第8章熔咀电渣焊焊接工艺第9章栓钉焊焊接工艺第10章高强度螺栓施工工艺第三部分钢网架结构工程第11章拼装工艺第12章高空散装法安装工艺第13章分条或分块法安装工艺第14章高空滑移法安装工艺第15章整体吊装法安装工艺第16章整体提升法安装工艺第17章整体顶升法安装工艺第四部分涂装工程第18章防腐涂料涂装工艺第19章防火涂料涂装工艺第五部分附录附录1 参考标准及规范第五部分附录附录1 参考标准及规范第三部分钢网架结构工程1.适用范围:网架结构是指工业与民用建筑屋盖及楼层的空间铰接杆件体系如双层平板网架结构、三层平板网架结构,双层曲面网架结构,组合网架结构,这里不包括悬挂网架,斜拉网架,预应力网架及杂交结构等。
2.网架结构常用形式有:由平面桁架系组成的两向正交正放网架,两向正交斜放网架,两向斜交斜放网架,单向折线形网架。
由四角锥体组成的正放四角锥网架,正放抽空四角锥网架,棋盘形四角锥网架,斜放四角锥网架,星形四角锥网架。
由三角锥体组成的三角锥网架、抽空三角锥网架、蜂窝形三角锥网架。
3.从节点而言,经常用的有焊接空心球节点,图 1螺栓球节点图 2 两种,还有焊接钢板节点图 3等。
图1图2图1.1.4—2图34.应根据网架受力和构造特点(如结构选型、网架刚度、外型特点、支撑形式、支座构造等),在满足质量、安全、进度和经济效果的要求下,结合当地的施工技术条件和设备资源配备等因素。
因地制宜综合确定,拼装及安装方法。
常用的工地安装方法有六种:高空散装法、分条或分块安装法、高空滑移法、整体吊装法、整体提升法和整体顶升法。
氩弧焊使用
氩弧焊使用WSM逆变式直流脉冲氩弧焊机使用说明书一.钨极氩弧焊(氩弧焊工艺基础知识)以下内容是钨极氩弧焊的基础知识,建议用户认真阅读,对正确使用焊机很重要。
钨极氩弧焊就是把氩气做为保护气体的焊接。
借助产生在钨电极与焊体之间的电弧,加热和熔化焊材本身(在添加填充金属时也被熔化),而后形成焊缝金属。
钨电极,熔池,电弧以及被电弧加热的连接缝区域,受氩气流的保护而不被大气污染。
氩弧焊时,焊炬、填充金属及焊件的相对位置如下图:1弧长一般取1-1.5倍钨电极直径。
停止焊接时,首先从熔池中抽出填充金属(填充金属根据焊件厚薄添加),热端部仍需停留在氩气流的保护下,以防止其氧化。
1.焊枪(焊炬)钨极氩弧焊枪(也称焊炬)除了夹持钨电极,输送焊接电流外,还要喷射保护气体。
大电流焊枪长时间焊接还需使用水冷焊枪。
因此,焊枪的正确使用及保护是相当重要的。
钨电极负载电流能力(A)直流正极(焊枪接焊机输入一) 钨电极直径(mm) 纯钨钍钨铈钨φ1.0 20-60 15-80 20-80φ1.6 40-100 70-150 50-160φ2.0 60-150 100-200 100-200φ3.0 140-180 200-300φ4.0 240-320 300-400φ5.0 300-400 420-5202.气路气路由氩气瓶减压阀、流量计、软管及电磁气阀(在焊机内)等组成。
减压阀用以减压和调节保护气体的压力。
流量计是标定和调节保护气体流量,氩弧焊机通常采用组合一体式的减压流量计,这样使用方便、可靠。
23.氩气纯度氩弧焊时材质对氩气纯度的要求金属材料铬镍不锈钢太难熔金属氩气纯度(%) ?99.7 ?99.984.规范参数钨极氩弧焊的规范参数主要由电流、电压、焊速、氩气流量,其值与被焊材料种类、板厚及接头型式有关。
其余参数如钨极伸出喷嘴的长度,一般取1-2倍钨极直径,钨电极与焊件距离(弧长)一般取1.5倍以下钨电极直径,喷嘴大小等则在焊接电流值确定后再选定。