MG1630采煤机牵引部及行走部
工作面更换采煤机左行走部安全技术措施

工作面更换采煤机左行走部安全技术措施随着煤矿采煤工作的进行,采煤机的维修保养和更换成为了必不可少的工作环节。
在采煤机进行工作面更换时,为保障维修人员安全,需要采用一系列的安全技术措施,特别是左行走部的更换需要格外小心。
本文将介绍在工作面更换采煤机左行走部时所需的安全技术措施。
1.工作面分区并禁止通行在进行采煤机左行走部更换时,需要在工作面设置安全防护分区,禁止无关人员进入。
防护分区应根据工作面的实际情况进行设置,保持明显的界限,并需设立明显的安全标志。
严格掌控防护分区内的人员进出,避免其他工作区域的工作人员进入防护分区。
2.对机械进行拆卸前的检查在采煤机进行左行走部拆卸前,需要对相关机械设备进行检查,确保设备处于停机状态、气动元件处于放空状态、电源已经切断、直流回路接地并且相关部件已经撤除。
检查完毕后,需要进行全面的机械设备标记和编号,并进行操作说明,以便后续的组装和调试。
3.采取牵引车锁死措施在进行采煤机左行走部的更换时,需要采取牵引车锁死措施,避免机器在更换时突然行进,导致事故的发生。
具体措施是将钢皮板紧贴牵引车轮胎,从而达到锁死车轮的目的。
同时,对旁边的开关装有门锁,防止任何未授权人员对开关进行操作。
4.确保电气安全在采煤机左行走部的更换过程中,电气是其中一个十分关键的方面。
操作员在进行更换操作前,需要带上绝缘手套和鞋子,并将工作场所的所有电源熔断器切断。
同时,在拆下任何电缆线之前,必须确认所有电缆线都已停止工作并进行放空处理,以免发生电击或其他危险。
5.机械油路的处理及环保要求在进行采煤机左行走部更换前,需要对机械的油路和污染物进行处理,避免不良化学物质对生态环境的污染。
如有可能,应使用绿色环保型的油液,并在更换油液时指定专人管理和处置。
6.安全防护措施在拆除、移动、装配和张紧钢丝绳等情况时,需要对机械设备进行适当的防护,特别是在采煤机左行走部的更换中,应对机械部件进行保护,以免发生部件的破碎或变形,导致安全事故的发生。
技能培训专题:MG6501630-WD型交流电牵引采煤机使用说明书
❖ 0.2.4人员必须进入机器下方维修时,必须将工作面输送机处 于“闭锁”状态,确保检修人员安全;
❖ 0.2.5维修电气系统时,要严格按照警示牌警示操作;先清扫 外部,在周围空气相对湿度不大于90%(+25℃)的环境下,打 开交流变频箱或电控箱,在高温及恶劣环境下尽量不要开箱;
❖ 0.2.6 维修电气系统时,严禁甩电气保护,确保机器的正常运 转;
❖ 采煤机左、右截割部通过销轴分别铰接在左、右牵引部上, 通过调高油缸调节其升降,当操作采煤机沿工作面行走时, 截割部上的螺旋滚筒在截割电机的驱动下进行旋转,完成采 煤工作面的落煤与装煤作业。
14
❖ 1.4 主要特点 ❖ a) 整机布置无底托架、积木式组合结构,多电机横向布置、
多点驱动。 ❖ b) 机身通过一组液压拉杆形成钢性联接。 ❖ c) 截割部为分体直摇臂型式,臂杆部分可实现左右互换;摇
转 速 (r/min)
工作制 接法 绝缘等级 冷却方法 冷却水量 (m3/h)
1486
S1 Y H 水套冷却 2.5m3/h
图表2
24
❖ 3.1.4.3使用时注意: ❖ 应仔细检查所有螺钉及其部件是否完好,出轴转动是否灵活,观察水道
有无阻塞现象; ❖ 测量其绝缘电阻,若其值低于规定值,电机必须进行干燥处理; ❖ 开机前必须先通水,当断水或有其他异常响声时,必须立即停机检查。
21
图3 机械传动系统图
22
4
图 截 割 减 速 箱 结 构 图
23
❖ 3.1.4截割电动机
❖ 3.1.4.1适用范围
❖ 截割电动机为采煤机用隔爆型三相异步电动机,其适用范围:
❖ a) 海拔不超过2000m;
❖ b) 周围运行环境温度一般为 -5℃~ +40℃;
MG650-1620采煤机常见问题

关于煤机维修常见问题及解决方法交流文档采煤机目前基本上采用电牵引的,随着使用的时间即过煤量增加,煤机的保养与维修就成为煤矿设备的主要问题,采煤机的完好率直接关系到煤矿的年产量,和经济效益,因此编写关于煤机维护及维修基本原理与方法,供矿一起探讨交流。
采煤机共分为:截割部(左右),牵引部(左右),中间电控箱,液压部,冷却部,电缆拖架,等……截割部:主要是将煤从煤壁上弄下来,然后装到运输机上,在要求上滚筒旋转与输出轴线垂直,摇臂与牵引箱铰接处保持较小的间隙,使得滚筒与铰接轴垂直,因此滚筒旋转时所受的力是均匀的,不存在冲击载荷,这样煤机截割部就能正常工作.但如果有下例情况就会产生截割冲击。
摇臂铰接孔变大磨损;截齿丢失后没能及时补齐;破顶,破底,割岩石速度没有控制好等等。
常出现的问题:铰接孔变大,轴套不能在壳体内固定,与轴一起转动,截煤时摇臂震动。
行星减速连接螺栓松动。
会出现的问题:浮动密封损坏,一轴及变速齿轮轴承损坏,摇臂轴承孔磨损变大或椭圆.应该注意的是必须按时保养注油及早发现问题。
会导致薄弱部位的零件损坏。
修理方法:如果出现问题可以按照上述问题进行分析,然后进行针对性的修理,待完成采面后对轴承孔,及铰接孔进行修复。
牵引部:由变频器发出的变频信号带动电机实现无极调速,并且通过减速器实现采煤机的牵引运动。
通常出现的故障是行星减速器轴承保持架损坏,导致齿轮断齿,这种情况在牵引割煤时,观察牵引电流的变化(变频器观察窗可看到),如果发现问题要及时解决,以免导致问题加大。
行走部;行走轮轴要经常加锂基脂,保持润滑,主要轴承压盖螺栓是否松动。
在更换牵引电机时有时没有注意电机的同步转速,是否一致,而导致电机的冲击使得行走轮断齿现象,请维护人员引起注意!液压系统;经常出现的问题及采煤机液压系统的故障处理1 调高系统故障:1.1 摇臂不调高(1)齿轮泵的故障:a.泵泄漏严重故障现象:压力达不到调高压力,泵外壳温度高于泵正常工作温度。
行走部

mL/r
∆p=p1 - p2——液压马达的有效工作压力,MPa; 液压马达的有效工作压力, 液压马达的有效工作压力 ; p1——液压马达进口压力,MPa; 液压马达进口压力, 液压马达进口压力 ; p2——液压马达出口压力,MPa。闭式系统要有 ~1.5MPa 液压马达出口压力, 液压马达出口压力 。闭式系统要有1.0~ 背压,以使液压马达运转平稳和利于主液压泵吸油; 背压,以使液压马达运转平稳和利于主液压泵吸油; ηm——液压马达的机械效率。柱塞式液压马达为 ~0.95, 液压马达的机械效率。 液压马达的机械效率 柱塞式液压马达为0.9~ , 叶片式液压马达为0.8~ 叶片式液压马达为 ~0.90。 。
n η n = ηl
ηl——链传动效率,可取 链传动效率, 链传动效率 可取0.95; ; n——牵引链张紧段在主动链轮和导向链轮上的弯曲次数。 牵引链张紧段在主动链轮和导向链轮上的弯曲次数。 牵引链张紧段在主动链轮和导向链轮上的弯曲次数
第二节 液压牵引系统 2.液压马达排量 .
原 理
主电动机功率由电流互感器测得→整流器整流→ 主电动机功率由电流互感器测得→整流器整流→电压检 测器→ 电压U与额定功率时的整定电压 比较→ 与额定功率时的整定电压U 测器→ 电压 与额定功率时的整定电压 0比较→偏差信号 Ue送入控制器 →控制器根据输入信号进行判断后即输出 控制信号到信号转换器→ 电信号转换成机械信号→ 控制信号到信号转换器→ 电信号转换成机械信号→放大 器放大后→ 表征电动机负载功率大小的位移x 器放大后→ 表征电动机负载功率大小的位移 N反馈到比 较器1,并与手把调速的整定值x0比较 →偏差信号xi输入 较器 ,并与手把调速的整定值 偏差信号 到机液伺服系统进行调速。 到机液伺服系统进行调速。
MG650-1620型采煤机说明书
MG650/1620型采煤机(机械部分)MG650/1620系列采煤机是一种多电机驱动、电机横向布置,采用机载式交流变频调速装置的新型无链电牵引采煤机。
本系列采煤机目前已经派生出3种机型:MG650/1620-WD型MG650/1620-GWD型MG650/1620-QWD型型号含义:MG650/1620-(G)(Q)WDM---采煤机G---滚筒式650/1620---截割电机功率(kW)/装机总功率(kW)G---高型Q---大倾角W---无链牵引D---电牵引前两种机型均适用于工作面倾斜角度小于15°的硬煤层中使用,采高适应范围略有区别,前者适应于2.1~4.56米厚煤层,后者适应于2.6~5.13米厚煤层。
第三种机型为四象限变频调速,适用于35°以下大倾角、厚度 2.1~4.56米的硬煤层工作面使用,整机外形分别如图2-1a、2-1b所示。
这三种机型的机械传动系统相同,整机组成略有区别,其中绝大多数部件之间可以互换。
1、生产厂家:天地科技股份有限公司上海分公司规格型号:MG650/16202、主要技术参数及使用环境要求2.1 主要技术参数如表12.2 使用环境①海拔高度不超过2000m;②周围环境温度不高于+40℃,不低于-5℃;③在无破坏绝缘的气体或蒸汽的环境中;④在有瓦斯和爆炸性混合物的矿井中;⑤采取防滴水措施的地方⑦污染等级:3级;⑧安装类别:Ⅲ类。
3、主要构件及工作原理整机主要由截割部、牵引部、机身中部、破碎机构、液压系统、喷雾冷却系统、强迫润滑系统、操作系统等部分组成。
整机外形分别如(图1)所示。
(1)截割部:分左右,由左右滚筒、左右摇臂、内外喷雾冷却装备等组成起割煤和装煤的作用。
(2)牵引部:分左右,左牵引部有牵引减速箱、行走箱、左支撑腿、滑靴等组成;右牵引部由牵引减速箱、跳高泵站、行走箱、右支撑腿、滑靴等组成。
(3)机身中部:为中间组合控制箱。
这是机器控制和保护装置的首脑部分。
采煤机检修标准

采煤机部件检修标准一、摇臂、牵引部及行走部1、将设备的外表面的油污、煤粉及铁锈等清理干净。
2、将所有的零部件拆除,对壳体内部、轴承、齿轮及密封端盖等全部用煤油清洗干净。
3、把所有的零部件摆放整齐,进行第一次统一检查,对于严重损坏的零件要进行更换,对于不能立即判断是否能用的零件按下面的规定进行第二次检查测量。
4、对齿轮及轴承进行检测,对于不符合“通用部分”的有关规定的,都要进行更换。
对于各处密封件如骨架油封、O型圈及浮动密封要全部进行更换。
5、对减速箱的壳体进行检查,不得有开裂处,对于各处轴承安装孔及销轴惰轮孔进行检测,不得超过“通用部分”的有关规定。
6、在进行装配时,要按照顺序进行,对于齿轮副进行压间隙检查,要符合“通用部分”的有关规定;对于传动轴轴承的轴向间隙要符合“通用部分”的有关规定;对于摇臂行星机构轴承的装配要压间隙符合图纸的规定。
7、组装完毕后,各处螺栓弹簧垫要紧固齐全,各处外露螺纹孔(销轴固定孔、起吊孔及滚筒固定孔等)不得滑扣,并且要用棉丝或海棉进行封堵。
各处上盖板不得有变形处,要用石棉垫压紧以防漏油。
8、摇臂要进行试车试验,接通冷却水,油位要符合规定,进行不少于1小时的空载试验,试验过程中不得有异常杂音,各处温升不得高于80度。
摇臂离合器的摘挂要灵活可靠,各处轴承端盖及浮动油封处不得渗油,放气孔要通畅。
9、牵引部如果没有条件不做试车,但是要在输入轴处进行盘试,使得输出轴处转动至少一周,无卡拌现象,注油后不得有漏油处。
10、行走部要注好黄油。
在驱动轮处进行盘试,使得齿轨轮处转动至少一周,无卡拌现象。
11、试车完毕后进行喷漆(白色),要均匀,但是不得喷到外露螺纹上及销轴安装孔内。
12、机电科验收员在试车完毕后要在检修报告单上签字,并挂上合格标签。
班组长做好设备检修纪录,检修日期、人员都要写清楚。
13、技术人员对进行更换的零件做好记录,比对库存情况,提前做好报备件的准备。
14、把试好的设备摆放整齐,定期擦拭。
采煤机截割部牵引部行走部结构.ppt
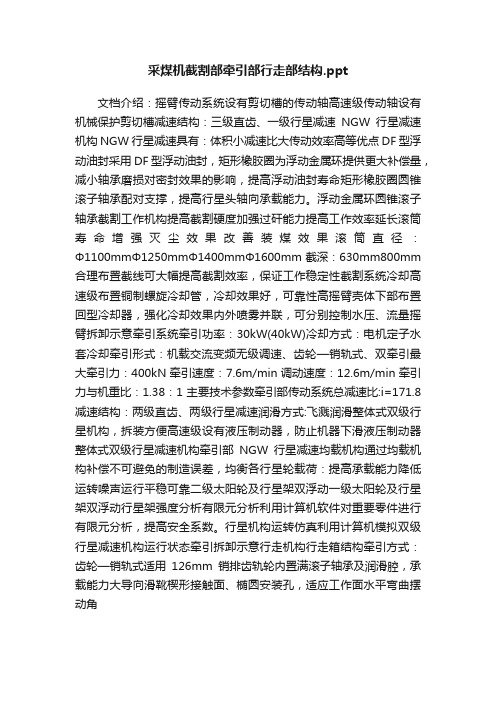
采煤机截割部牵引部行走部结构.ppt文档介绍:摇臂传动系统设有剪切槽的传动轴高速级传动轴设有机械保护剪切槽减速结构:三级直齿、一级行星减速NGW行星减速机构NGW行星减速具有:体积小减速比大传动效率高等优点DF型浮动油封采用DF型浮动油封,矩形橡胶圈为浮动金属环提供更大补偿量,减小轴承磨损对密封效果的影响,提高浮动油封寿命矩形橡胶圈圆锥滚子轴承配对支撑,提高行星头轴向承载能力。
浮动金属环圆锥滚子轴承截割工作机构提高截割硬度加强过矸能力提高工作效率延长滚筒寿命增强灭尘效果改善装煤效果滚筒直径:Φ1100mmΦ1250mmΦ1400mmΦ1600mm截深:630mm800mm 合理布置截线可大幅提高截割效率,保证工作稳定性截割系统冷却高速级布置铜制螺旋冷却管,冷却效果好,可靠性高摇臂壳体下部布置回型冷却器,强化冷却效果内外喷雾并联,可分别控制水压、流量摇臂拆卸示意牵引系统牵引功率:30kW(40kW)冷却方式:电机定子水套冷却牵引形式:机载交流变频无级调速、齿轮—销轨式、双牵引最大牵引力:400kN牵引速度:7.6m/min调动速度:12.6m/min牵引力与机重比:1.38:1主要技术参数牵引部传动系统总减速比:i=171.8减速结构:两级直齿、两级行星减速润滑方式:飞溅润滑整体式双级行星机构,拆装方便高速级设有液压制动器,防止机器下滑液压制动器整体式双级行星减速机构牵引部NGW行星减速均载机构通过均载机构补偿不可避免的制造误差,均衡各行星轮载荷:提高承载能力降低运转噪声运行平稳可靠二级太阳轮及行星架双浮动一级太阳轮及行星架双浮动行星架强度分析有限元分析利用计算机软件对重要零件进行有限元分析,提高安全系数。
行星机构运转仿真利用计算机模拟双级行星减速机构运行状态牵引拆卸示意行走机构行走箱结构牵引方式:齿轮—销轨式适用126mm销排齿轨轮内置满滚子轴承及润滑腔,承载能力大导向滑靴楔形接触面、椭圆安装孔,适应工作面水平弯曲摆动角。
采煤机的行走部分设计

采煤机的⾏⾛部分设计摘要MG400/900-WD型采煤机是⼀种多电机驱动,横向布置的交流电牵引采煤机。
根据采煤机现在的发展动态通过分析与⽐较,确定了采煤机的牵引⽅式,并且对牵引部的基本参数进⾏了详细的计算,介绍了⾏⾛部传动系统的拟定;传动装置的运动及动⼒参数的计算;各个齿轮的⼏何尺⼨的确定;以及轴、⾏星齿轮和花键的设计计算和校核。
牵引电机输出的转矩经三级圆柱齿轮和⼆级⾏星齿轮减速器减速后,由⾏星架输出,通过驱动轮与⾏⾛轮相啮合,再由⾏⾛轮与⼯作⾯刮板输送机上的齿轨啮合使采煤机来回⾏⾛,同时制动轴输出轴通过键与制动器相连,实现电牵引部的制动。
MG400/900-WD型采煤机,操作⽅便,可靠性⾼,事故率低,开机效率⾼,可满⾜⾼产⾼效⼯作⾯的需要。
关键词:采煤机;牵引部;⾏⾛部;⾏星齿轮AbstractThe MG400/900-WD coal mining machine is more than one kind of motor-driven, crosswise arrangement alternating current hauling coal mining machine. TAccording to the coal mining machine now development through analysis and comparison, determine the shearer traction, and the traction of the basic parameters are calculated in detail, introduces the walking part of the transmission system of the protocol; transmission device of kinematic and dynamic parameters calculation; each gear to determine the geometric size, and shaft; planetary reduction gear and spline design calculation and checking.he pulling motor outputs torque decelerates after the third-level cylindrical gears and the second-level planet gear reduction gear, by the planet carrier outputs, with walks lining on the feet and palms of buddha meshing through the driving gear, by walks again round and on working surface scraper conveyer's rack rail meshing causes the coal mining machine back and forth to walk, simultaneously the brake spindle output shaft is connected through the key and the brake, realizes the electricity hauling department brake.The MG400/900-WD coal mining machine, the ease of operation, the reliability is high, the accident rate is low, the starting efficiency is high, may satisfy the high production highly effective working surface the need.Key word: The coal mining machine;the hauling department;walks;⽬录1.引⾔ (1)1.1采煤机械发展的历史 (1)1.2国外采煤机的发展状况 (1)1.3国内采煤机的发展状况 (3)1.4电牵引采煤机产⽣和发展 (4)1.5采煤机类型 (5)1.6采煤机的组成 (6)1.7电牵引采煤机的优点 (7)2.牵引机构传动系统 (9)2.1主要技术参数 (9)2.1.1电动机的选择 (10)2.1.2传动⽐的分配 (11)2.2牵引部传动计算 (15)2.2.1各级传动转速、功率、转矩 (15)3.牵引部齿轮设计计算 (18)3.1齿轮1和齿轮 2的设计及强度效核 (18)3.2齿轮3和齿轮 4的设计及强度效核 (27)3.3齿轮5和齿轮 6的设计及强度效核 (34)4.牵引部⾏星机构的设计计算 (42)4.1配齿计算 (42)4.2⾏星齿轮的计算 (44)4.3⾏星轮啮合要素验算 (58)5.轴的设计及校核 (62)5.1 确定轴的最⼩直径 (62)5.2花键的强度校核 (74)5.3轴承的校核 (75)6.采煤机的使⽤和维护 (78)6.1采煤机轴承的维护 (78)7.总结 (80)参考⽂献 (81)致谢 (82)1引⾔1.1采煤机械发展的历史煤炭企业由劳动密集型转向资本及技术⾼密集型。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
牵引部传动系统
减速结构: 两级直齿、两 级行星减速 总减速比: i=157.5/195.5 润滑方式: 飞溅润滑 左右传动件可互换
牵引部行星减速均载机构
通过均载机构补偿 不可避免的制造误差, 均衡各行星轮载荷:
提高承载能力
第二级太阳 轮浮动
降低运转噪声
运行平稳可靠
第一级星星 架浮动
第一级太阳 轮浮动
牵引部分解示意
牵引拆卸示意
行 走 机 构
牵引方式:齿轮-销轨式 适用126或147mm销排 左右互换
行 走 箱 结 构
导向滑靴
楔形接触 面、椭圆安 装孔,适应 工作面水平 弯曲 摆动角 ±10 °,适 应工作面垂 直弯曲
堆焊耐磨 层,提高耐 磨性
kW (90kW) 冷却方式:电机定子 水套冷却 牵引形式: 机载交流变频无 级调速、一拖一、 齿轮-销轨式、双 牵引 牵引速度: 10.3/9.6m/min 最大牵引力 : 750/840kN 调动速度: 17.1/15.93m/min 牵引力与机重比: 0.99
分别进行热处 理,调整齿面硬 度及韧性,适应 不同啮合情况
解决齿形与磨 齿工艺冲突问题, 提高表面光洁度, 加强耐磨性能 仅更换易磨损 的齿轨啮合部分, 降低备件成本
齿 轨 轮 结 构
内置油脂润滑 腔,改善齿轨轮 组重载轴承工况
采用进口球面 滚子轴承,适应 齿轨轮组轴向摆 动
齿轨轮分解示意
齿轨轮强度分析
利用计算机软件对齿轨轮的弯曲 强度和接触强度进行分析、校核
销齿传动仿真
行 走 机 构 运 转 仿 真
行 走 箱 分 解 示 意
行 走 机 构 拆 卸 示 意