焊接打磨作业指导书
焊接作业指导书

焊接作业指导书1. 简介本指导书旨在为焊接作业提供指导和规范,确保焊接作业的安全和质量。
2. 焊接前准备在进行焊接作业之前,需要进行以下准备工作:- 确保焊接设备及工具完好无损;- 检查焊接材料的质量和规格;- 对焊接区域进行清洁和防护措施,确保无杂质和危险物。
3. 焊接操作步骤按照以下步骤进行焊接操作:1. 打磨和清洁焊接区域,确保无锈蚀和污染物。
2. 通过预热和预处理焊接材料,提高焊接质量和连接强度。
3. 使用适当的焊接电流和电压进行焊接,确保焊缝的牢固性和均匀性。
4. 控制焊接速度和温度,避免产生焊接缺陷和变形。
5. 完成焊接后,对焊缝进行打磨和清洁,确保焊缝的光滑和无污染。
6. 进行焊缝的质量检验和评估,确保达到相关标准和要求。
4. 安全注意事项进行焊接作业时,需要注意以下安全事项:- 穿戴符合安全要求的焊接防护服和个人防护装备;- 确保焊接区域通风良好,避免吸入有害气体和烟尘;- 使用合适的焊接屏蔽和防护措施,避免火花伤害和电击;- 注意操作规范,避免误伤他人和损坏设备。
5. 维护和保养为确保焊接设备的正常使用和延长使用寿命,需要进行定期的维护和保养工作:- 清洁和润滑焊接设备的各个部件;- 检查焊接电源和线路的连接及绝缘情况;- 定期校准焊接设备的参数和功能。
6. 参考资料- 相关焊接工艺规范和标准;- 焊接设备的使用说明书;- 焊接材料的质量证明和规格书。
以上是焊接作业的指导书内容,旨在提供焊接作业的基本步骤和注意事项。
希望能对焊接作业有所帮助。
打磨作业指导书

打磨作业指导书一、任务背景打磨作业是一项重要的表面处理工艺,用于提高产品的光洁度和平整度。
为了确保打磨作业的质量和效率,制定一份详细的作业指导书对操作人员进行指导和培训是必要的。
二、作业目的本作业指导书的目的是为了确保打磨作业的标准化和规范化,提高作业效率和产品质量,减少操作人员的误操作和事故发生。
三、作业内容1. 准备工作:a. 确保操作人员具备相关的安全培训和操作技能;b. 确保打磨设备和工具的完好性和安全性;c. 确保工作区域的整洁和安全。
2. 打磨操作步骤:a. 根据产品的材质和要求选择合适的打磨工艺;b. 将产品固定在打磨台上,确保稳定性;c. 根据产品的形状和表面状况选择合适的打磨工具;d. 调整打磨设备的转速和压力,确保适当的打磨效果;e. 从粗磨到细磨,逐步提高打磨的精度;f. 定期更换打磨工具和磨料,确保打磨效果的稳定性;g. 定期清理和维护打磨设备,确保设备的正常运行。
3. 质量控制:a. 根据产品的要求和标准,制定打磨质量控制指标;b. 定期抽检打磨产品,检验表面的光洁度和平整度;c. 对不合格品进行返工或重新打磨,确保产品的质量;d. 记录打磨作业的质量数据,进行统计和分析,找出问题并改进。
四、安全注意事项1. 操作人员应佩戴个人防护装备,如安全帽、护目镜、手套等;2. 确保打磨设备和工具的安全性和稳定性;3. 遵守操作规程,严禁超负荷操作和乱用打磨工具;4. 注意作业环境的通风和防尘措施,避免粉尘对操作人员的伤害;5. 禁止在作业区域内吸烟、使用明火等危险行为;6. 发现设备故障或安全隐患时,应及时报告并采取措施进行修复。
五、培训和评估1. 新员工应接受打磨作业的相关培训,包括操作规程、安全注意事项等;2. 定期进行作业操作人员的技能培训和考核;3. 根据作业指导书的要求,对操作人员进行绩效评估和奖惩措施。
六、作业指导书的修订和更新1. 根据实际作业情况和技术要求,定期对作业指导书进行修订和更新;2. 针对新的工艺和设备,及时添加和修改作业指导书的内容;3. 通过评估和反馈,不断完善作业指导书的内容和指导效果。
钢轨、辙叉打磨作业指导书
钢轨、辙叉打磨作业指导书21 适用范围本指导书适用各类型普通线路接头钢轨、无缝线路焊接接头钢轨及各种类型叉心的打磨作业。
22 所需材料和工器具23 操作程序及要领21 作业准备21 检查工机具及材料:作业负责人作业前组织对所有工机具及材料进行检查、校对,确保工机具性能正常,材料齐全。
22 调查打磨工作量。
确定打磨部位、打磨量,并标出打磨符号、作好记录。
22 上道作业1 迅速抬机上道,装上单边轮,就绪后,发动汽油机进行打磨作业。
2 打磨机由两人进行作业时,要密切配合:一人负责推动打磨机,控制打磨机的平衡及打磨叉心(翼轨)时的倾斜度,使砂轮能磨到缺陷部位;另一人负责控制打磨机,旋转螺杆控制打磨砂轮片的垂直和水平横向移动。
3 打磨时要对准打磨(缺陷)部位,控制一定的打磨量,先少后多,由厚到薄(或由高到低)。
4 在打磨过程中,要经常检查轨面状态,防止打磨过量。
同时打磨消除接头肥边。
5 打磨叉心(翼轨)时,往复推机要均匀、到位。
扶正机器以防止砂轮片在翼轨槽内碰撞其他部位。
6 检查打磨质量:用1m直尺、塞尺复查打磨作业质量;用直尺测量翼轨槽间隔;用道尺检查轨距。
7 消除、擦试打磨机外部砂尘、油圬,关闭汽油机油路、风门。
8 检查并拧紧打磨机各部位松动螺栓,将打磨机横移至走行架中心位置,用罩覆盖。
9 作业结束,开通线路,撤除防护。
24 质量控制21 打磨鞍型磨耗钢轨及不平顺磨耗的心轨踏面时,其打磨顺坡长度要不少于1米,打磨后用1米直钢尺测量误差,120km/h以上区段不大于0.3 mm,120km/h以下区段要不大于0.5mm。
22 无缝线路上个别焊缝的凹凸不平,经打磨后用1米直钢尺测量,120km/h以上区段误差,轨顶+0~0.3mm,作用边0.3mm;120km/h以下区段作用边要不大于0.5mm。
23 鞍型磨耗打磨位置要正确,打磨后轨面要平顺,无明显凹凸。
25 安全措施21 天窗点内作业必须按规定设置防护,防护未设好禁止上道作业。
焊接作业指导书

焊接作业指导书一、引言焊接是一种常用的金属加工技术,广泛应用于制造业和建筑业等领域。
准确的焊接作业是确保焊接质量、提高生产效率的关键。
本指导书旨在提供焊接作业的基本原则和步骤,以帮助操作人员进行安全、高效的焊接作业。
二、安全措施1. 穿戴个人防护装备,包括焊接面罩、焊接手套、防护眼镜等。
2. 确保焊接区域通风良好,防止有害气体聚集。
3. 切勿将易燃物放置在焊接区域附近,以防止火灾发生。
4. 检查焊接设备和电源线路,确保其良好工作状态。
5. 确定焊接材料的正确选择,以及焊接工艺的合理设置。
三、焊接准备1. 清理焊接区域,确保没有油脂、灰尘等污染物。
2. 对于焊接材料,通过清洁、打磨等方法,确保焊接表面的光洁度。
3. 根据工作要求,选择适当的焊接电流和电压。
4. 预热焊接材料,以提高焊接接头的质量和可靠性。
5. 配备必要的焊接工具和辅助设备,如焊接夹具、万用表等。
四、焊接操作步骤1. 将焊接电源开关设置为关闭状态。
2. 将焊接电源插头插入电源插座,并保证接触良好。
3. 打开焊接电源开关,进行设备预热操作。
4. 检查焊接电流和电压是否符合工作要求。
5. 选择适当的焊接电极、焊丝,根据工作要求进行装配。
6. 通过进一步调整焊接电流和电压,确保焊接设备工作稳定。
7. 进行焊接前的试焊,检查焊接设备和工艺是否正常。
8. 开始正式焊接,保持焊接速度稳定,焊接接头均匀。
9. 焊接完成后,将焊接电源开关设置为关闭状态。
10. 对焊接接头进行检验,确保焊缝无裂纹、缺陷等问题。
五、常见问题及解决方法1. 焊接接头出现裂纹:可能是焊接温度过高或焊接速度过快,应适当降低焊接温度或减慢焊接速度。
2. 焊接时产生过多的飞溅:可能是焊接电源设置不当或焊接电极质量差,应重新调整焊接电流和电压,并更换优质的焊接电极。
3. 焊接接头强度不符合要求:可能是焊接材料选择不当或焊接工艺设置错误,应重新选择适当的焊接材料并合理设置焊接工艺。
焊接作业指导书模板
焊接作业指导书模板发放编号:焊接作业指导书批准:审核:编制:执行日期:焊接作业指导书1. 使用范围本指导书适用于我公司生产制造的零部件的焊接作业。
2.焊接总体工艺要求2.1人员要求2.1.1焊接人员必须经焊接理论学习和实际培训,经考试并取得相应的资格证书后方可进行有关的焊接作业。
2.1.2 焊工应能够根据焊接任务不同,自行选择调节参数,自己识别缺陷,并能按要求消除缺陷。
2.1.2.1 清理焊咀上附着的飞溅物。
2.1.2.2 焊接中经常出现的问题:焊枪把持姿势,错误的焊接参数,弧坑,焊缝和坡口形式是否正确,焊缝外观如何,焊角尺寸是否符合规定,是否存在气孔,裂纹,咬边,夹渣,未焊透等缺陷。
2.1.3 焊工应遵守工艺规范要求和安全操作规程进行作业。
2.1.4 按规定穿着工作服、焊工手套、劳保鞋和使用劳动保护用品(面罩、防护眼镜等)2.1.5爱护使用设备和辅机,按要求维护。
2.2 焊接的一般性准则2.2.1 焊接前要对设备进行各项检查,确保设备在正常状态下使用。
2.2.2 尽量保证焊接区工件表面不粘附油垢、水分和锈蚀;必要时进行清理2.2.3 工件装配应符合工件设计图纸和工艺规范,在长度方向接头装配均匀一致;特别注意中厚板要保证根部间隙。
对组对间隙不符合要求的,经校对后方可施焊。
2.2.4 焊接位置:焊缝尽量放在平焊位置焊接,尽可能减少立焊、横焊和仰焊作业。
可采取翻转工件等方法来减少立焊、横焊和仰焊作业;角焊缝有条件时采用船形焊接。
2.2.5 焊接变形:产生焊接变形和应力的根本原因在于焊件不均匀加热和冷却。
采用增加工装刚性固定法防止焊接变形,如使用假轴和焊接夹具。
采用反变形法防止变形。
事先判断变形方向,估计变形量大小,在装配时给一个相反方向的变形量,焊接后变形量相互抵消。
2.2.6 焊接顺序:必须根据被焊接工件结构特点,选择合理的焊接顺序。
合理的焊接顺序应该是焊缝的纵向和横向收缩比较自由,先焊收缩量大的焊缝。
打磨作业指导书(一)2024
打磨作业指导书(一)引言:打磨是一项重要的制造过程,它可以提升产品的表面质量,改善产品的视觉效果。
本文档旨在为操作人员提供一份打磨作业指导书,详细介绍了打磨的步骤和注意事项,以确保打磨过程的顺利进行。
正文:一、准备工作1.1 确认打磨材料和工具的齐全性1.2 清理打磨区域,确保其干净无尘1.3 穿戴好个人防护装备,如手套、眼镜等1.4 确定打磨目标和要达到的表面质量要求二、打磨前的预处理2.1 检查工件表面是否存在明显的瑕疵,如凹坑、划痕等2.2 使用适当的工具,如砂纸或砂轮,进行粗磨,去除表面的粗糙部分2.3 清洁工件表面,确保其无尘和油污三、打磨步骤3.1 选择适当的打磨工具,如磨头、砂纸或抛光布3.2 控制打磨速度和压力,避免过度磨损或损坏工件表面3.3 按照指定的方向进行打磨,保持一致性和均匀性3.4 定期更换打磨工具,确保其效果和寿命3.5 注意打磨时间,避免过度打磨导致表面质量下降四、常见问题和解决方法4.1 打磨过程中出现划痕或凹坑,应及时停止并更换打磨工具4.2 打磨后出现光洁度不够的情况,可考虑增加打磨次数或更换更细的打磨工具4.3 出现打磨过度导致被打磨物体形状变化的情况,应及时停止并寻求专业人员的帮助五、注意事项5.1 打磨过程中要保持手部稳定,避免意外伤害发生5.2 打磨时要避免过多的水或润滑剂,以免影响打磨效果5.3 定期清理打磨工具和打磨区域,以保持整洁和工作效率5.4 打磨后要进行表面清洁,以去除打磨过程中产生的残留物5.5 在不明确打磨步骤或方法时,应及时咨询专业人员的意见总结:通过本文档提供的打磨作业指导书,操作人员可以了解到打磨的准备工作、预处理和具体步骤,并知晓常见问题和注意事项。
遵循本指导书的要求,能够有效提升打磨效果,保证产品的表面质量和视觉效果。
焊缝打磨作业指导书(图文解说)
1、目的
明确主轴焊缝和链轮在喷漆前打磨的工艺要求和控制要点。
2、范围
适用于主轴类产品。
3、操作流程指引
3.1主轴焊缝的打磨
打磨主轴焊缝所用的砂轮片为千叶砂轮砂纸磨片,将焊缝搭接部位打磨到与正常焊缝高度基本一致,其他位置焊缝可不用打磨;不允许打磨伤到主轴及链轮片。
3.2链轮齿边缘及其他加工孔位的利边要打磨,以不刮手为原则。
3.3主轴及链轮片上的焊渣用渣铲或磨机(装千叶轮砂纸磨片)清除干净。
3.4组装驱动轮与链轮片的螺丝凸出螺母只允许2~3mm,多余部分要磨掉(用普通砂轮打磨片)。
3.4打磨后主轴整体平整、光滑;不能有利角、利边或其他表面不良,如表面有其他缺陷,要用红色油笔标识清楚并退回上工序做返工处理。
3.操作人员打磨时要穿戴好护目镜、口罩等防护用品。
3.6图示说明。
焊缝打磨作业指导书(图文解说)

焊缝打磨
修改次数0 页码 1 / 2
1、目的
明确主轴焊缝和链轮在喷漆前打磨的工艺要求和控制要点。
2、范围
适用于主轴类产品。
3、操作流程指引
3.1主轴焊缝的打磨
打磨主轴焊缝所用的砂轮片为千叶砂轮砂纸磨片,将焊缝搭接部位打磨到与正常焊缝高度基本一致,其他位置焊缝可不用打磨;不允许打磨伤到主轴及链轮片。
3.2链轮齿边缘及其他加工孔位的利边要打磨,以不刮手为原则。
3.3主轴及链轮片上的焊渣用渣铲或磨机(装千叶轮砂纸磨片)清除干净。
3.4组装驱动轮与链轮片的螺丝凸出螺母只允许2~3mm,多余部分要磨掉(用普
通砂轮打磨片)。
3.4打磨后主轴整体平整、光滑;不能有利角、利边或其他表面不良,如表面有
其他缺陷,要用红色油笔标识清楚并退回上工序做返工处理。
3.操作人员打磨时要穿戴好护目镜、口罩等防护用品。
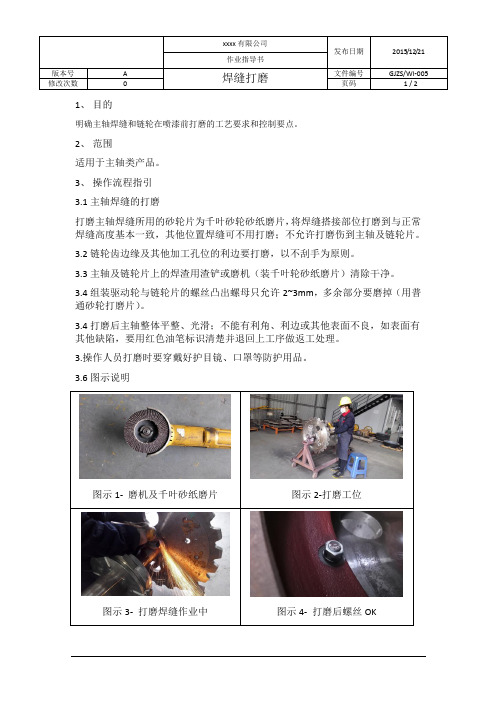
3.6图示说明
图示1- 磨机及千叶砂纸磨片图示2-打磨工位
图示3- 打磨焊缝作业中图示4- 打磨后螺丝OK
焊缝打磨
修改次数0 页码 2 / 2 图示3- 打磨后焊缝搭接位OK 图示4- 打磨后的齿边OK 图示6- 打磨后的孔边OK 图示7- 去除表面焊渣OK
图示7-打磨没伤到主轴OK 图示8- 打磨伤到主轴NG(不合格)。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
文件代号Document No: BOGIE-GTP-00012011-04-08REVSION: 2REVISION版本DATE日期DESCRIPTION内容0 2010-11-18 第0版 FIRST ISSUE1 2011-01-17 第1版 Updated, change document No.VHS-GTP-0001 to BOGIE-GTP-0001 REV1. 更新文件编号VHS-GTP-0001 为BOGIE-GTP-00012 2011-04-08 第2版增加TOT建议updated add TOT comments文件代号Document No: BOGIE-GTP-00012011-04-08REVSION : 2一、总则General principles在下列情形下焊工需要打磨:The welder has to do grinding following: ——图纸上明确要求打磨的;Required on the drawing;——在文件中要求打磨的(包括与产品相关的方法文件,GTP 文件和相关的标准);Required on the documents(method, GTP or reference standard for production);——焊接监督人要求打磨的。
Required by welding supervision.当焊工不清楚如何去做的时候,需要焊工询问焊接监督人。
The welder has to ask welding supervision if things are not clear or possible to be done. 一般来说打磨是使焊缝与板之间或组件与组件之间达到圆滑的过渡,因此焊工需要:The usual task is to achieve a smooth transition between weld and plate or components. Therefore he isrequested:使用合适的打磨工具;To use appropriate tools;不要损伤母材,增加额外的切口或凹痕,打磨到母材表面即可; Grind only until the plates surface ,not making additionally notches;打磨方向平行于载荷方向或板材的压制方向;Grinding has to follow the directions of load or plate as shown; 打磨不要减少材料壁厚或小于最小的厚度要求。
Minimal or nominal wall thickness are not to reduced by grinding. 二、工具 Tooling1. 砂轮机Grinding wheel machine2. 角磨机文件代号Document No: BOGIE-GTP-00012011-04-08REVSION: 23. 钢丝刷Steel wire grinding wheel用于移除焊缝或材料表面的附锈。
Use for remove surface rust of weld and material.4. 风铲Air chipper5. 砂轮片Grinding disk (颗粒度20-50 Granule size20-50)文件代号Document No: BOGIE-GTP-00012011-04-08REVSION: 2125x2.5x22.2 125x6x22.2 125x22/5’x7/8’三、内容Content1.焊前准备Grinding preparation prior to weldinga.所有pp件打砂去除表面的锈蚀、油污、以及其他杂质。
All pp parts should shot blasting to remove rust, oil and foreign material.b.组装前焊道两侧20mm的范围内打磨移除其他杂质。
Grind the range of 20mm on each side of the weld path before welding to remove foreign material.c.打磨前检查砂轮机转动时是否有油污飞出,确认没有油污飞溅后,才能开始打磨工件Check grinding machine whether has oil fly off before grinding, ensure no oil splash form grind wheel, then can grind on parts2.焊接过程中的打磨Grinding in the process of weldinga.焊道清理。
多道焊时每焊完一道焊缝,要用钢丝砂轮或风铲去除焊缝表面的氧化皮,飞溅。
Clean of the weld path. For Multi-run welding, after finishing each weld, use the steel wire grinding wheel or the air chipper to remove the scale and the weld spatter on the weld surface.b.层间清理打磨去除不规则的焊缝,保证焊接平滑过渡。
Inter pass grinding to remove anomalistic weld to ensure weld transition smoothly.c.背部清根。
有背面焊的焊缝在焊完正面的焊缝后,用砂轮进行背面清根,焊前表面NDT检测,确保清根彻底. QA 检查确认。
Clean of the backside. For the welded joints with back welding, after finishing the obverse welded joint, use the grinding wheel to clean the back and NDT test before welding to ensure on defect on weld pass. QA inspect and confirm.d.焊缝根部清理打磨Grind to clean root pass焊接第一道前,用砂轮机或绞刀打磨移除锈蚀、油污、以及其他杂质Grind to remove rust, oil and foreign material with grinding wheel or mill cutters before weld 1st rune.角焊缝和HY焊缝根部锈蚀的打磨清理Grinding to remove root corrosion of fillet and HY weld用砂轮机或绞刀打磨移除锈蚀, 打磨根部约0.3-0.5mm深Grind to remove root corrosion with grinding wheel or mill cutters, grind deep 0.3-0.5mm, see following sketch文件代号Document No: BOGIE-GTP-00012011-04-08REVSION : 2角焊缝fillet weld HY 焊缝 HY weld3.焊后焊缝的打磨(允许的焊接缺陷的打磨处理)Grinding after welding (grinding for permissible welding defects)a.焊接接头的打磨。
焊后允许对不良的焊接接头进行打磨处理,焊缝表面要圆滑过渡。
Grinding for the welded joints, after welding, it is allowed to carry out grinding for the bad welded joints and the weld surface should be transition smoothly.b.焊缝余高过大,焊脚过大或角焊接不对称的打磨处理,打磨方向要平行于焊缝受力方向,使用砂轮片打磨后,用锥状砂轮打磨焊缝表面圆滑过渡。
Grinding for the excessive weld reinforcement, the oversize of the weld leg and the asymmetrical fillet weld, the polish direction should be parallel to the welded joint stress direction, and after using the grinding wheel, use the pyramidal grinding wheel to grind the weld surface to transit smoothly. Please see following sketch for grinding:G :打磨方向 Grind directionc.轻度咬边的打磨处理。
咬边深度不超过0.5mm 并且QA 确认在标准接受范围内,允许用布砂轮进行打磨处理,打磨时要圆滑过渡。
Grind for mild undercut. The weld with undercut depth no more than 0.5mm and QA has confirmed it acceptable according to standard is permitted to grind with the emery buff for smooth transition.QA or team leader must be sure undercut less than 0.5mm before grinding. 4.引弧板割除后的打磨。
参见文件BOGIE-GTP-0002Grind after removal of the run-on and run-off plate. Refer to document BOGIE-GTP-0002 5.安全要求:打磨时必须配戴防护眼镜Safety requirement: when grinding, wear the protection glasses and gloves.F:受力方向stress directionF:受力方向stress directionGGGG文件代号Document No: BOGIE-GTP-00012011-04-08REVSION: 2 四.实例说明Example show错误的打磨方向(红色)与受力方向(绿色)交叉正确的打磨方向与受力方向一致以上的打磨是错误的,由于打磨设备使用不当导致母材和焊缝变热。