下料工序流程图
土方开挖施工工艺流程图

预应力钢铰线制作
穿预应力钢铰线
准备张拉横梁及放松式砂筒
张拉机具校验
调整初应力
N 报工程师检验
张拉预应力钢铰线
钢筋骨架及预埋件制作 选用混凝土配合比 混凝土拌和
Y 安装钢筋骨架预埋件及模板
模板制作或整修
N 报工程师检验
Y 浇筑混凝土
制作试块并养护
养护混凝土
报工程师审批
整修夹具
放松及切断预应力钢材
压试块
钢模板制作、波纹管下料
N
自检并报工程师
钢筋下料、加工成型
Y
立模、波纹管定位
芯模安装固定
厂拌砼
钢筋定位 自检并报工程师
N
芯模、钢筋、波纹管调整
汽车运输
泵送砼浇筑箱形体
留设施工试块与标准试块
泵送砼浇筑箱顶
自然养护
标准养护
预应力筋检测及加工
N
Y
报工程师审批
养护、清理孔道、拆模 放置预应力钢筋
压试块
压试块
砼强度检测、报工程师
拟定方案
施工准备
N
报工
Y
程师
审批
施工测量放样 基坑、基槽开挖 修整,夯实基底
检测尺寸,位置,标高
N 边坡基底土质
各材料分析试验
砂浆配合比设计 N
报工程师审批 Y
采集各种材料
报工程师审批 Y
浆砌片石
留设试块
标
准
养
检测砌筑质量与砂浆强度
N
压试块
护
报工程师审批 Y
清理,勾缝(浆砌)
N 报工程师审批
Y 砌筑工程结束交验
N
报工程师审批
Y 表面养护并控制交通
沥青路面面层工程结束交验
各种项目施工工序流程解析图

-_工程施工主要工序质量控制图附表 1:独立钢筋砼根基施工工艺流程施工的准备工作测根基中心定根基位挖根基土方浇注垫层混凝土配比现场实验室建筑独立根基模板制独立柱钢筋〔网片筋〕制安砼保养拆模回填土根基梁钢架模板试块试验试块保养试块取样根基梁混凝土浇注-_附表 2:模板工程质量控制程序熟习设计图纸和技术资料模板选择掌握操作规程和质量标准施工准备平坦钢模板底板抄平放线模板涂隔绝剂书面交底技术交底与钢筋工序交接班组操作人员参加钢模板孔洞堵补底部标高、中心线、断面、尺寸注意预埋件的地点和尺寸支模质量查收履行质量查收标准企业质监科中间抽查按现场预留拆模试块压报工程部、班组自检告状况,联合强度曲线确定拆模时间注意二次支模接缝注意保护棱角拆模梁、板底部按规定起拱修理模板、分类堆放要有足够风采、防备胀模自检记录与钢筋、混凝土工序交接检查灌溉混凝土时、留人看模质量查收记录清理现场,文明施工预埋件隐蔽记录资料整理施工记录熟习设计图纸和技术资料掌握操作规程和质量标准施工工作钢筋出厂合格证、现场复试报告检查脚手架、脚手板用表记牌表记钢筋检测与否带颗粒或片状钢筋老锈先除去书面交底技术交底班操作人员参加下料成型工程部、班组自检企业质监科、监理企业中间检查现场绑扎安装控制保护层厚度注意检查钢筋数目及地点接头不留在同一地点钢筋合格证及复验报告钢筋代换签证单质量查收自检记录质量查收记录隐蔽签证记录施工记录、钢筋取样目睹记录资料清理事故办理检查记录、剖析报告、整顿举措方案、复验报告拟订与审查钢筋配料表钢筋应平直,无局部波折Ⅰ级钢筋尾端作 1800弯钩按不一样型号挂牌不一样意加热曲折钢筋、模板工序交接检查办理隐蔽查收签证手续灌溉混凝土、留人看钢筋履行质量查收标准不合格的要办理〔返修〕清理现场、文明施工熟习设计图纸和技术资料焊条、焊剂准备、出具合格证掌握操作规程和质量标准准备工作准备钢筋,出具质量证明焊条烘焙、焊件除油污电焊机准备及保养书面交底获得焊接合格证技术交底班操作人员参加按规定做试件送检〔目睹取样〕中间检查保证焊接长度工程部、班组自检除去焊渣焊接注意焊接轴线地点注意焊接表面质量不得出现裂纹、夹渣、焊瘤、烧穿、弧坑和针状气孔钢筋合格证、复验报告与监理办理焊接隐蔽查收签证焊条、焊剂合格证焊条烘焙记录履行质量查收标准质量查收焊件试验报告不合格的要办理〔返修〕自检记录质量查收报告记录隐蔽查收记录清理现场,文明施工目睹取样记录资料整理X光探伤记录事故办理检查记录、剖析报告、整顿举措方案、复验报告熟习设计图纸和技术资料资料准备,出具资料质保局或合格证以及资料现场取样试验报告准备工作掌握操作规程和质量标准申请防水混凝土配合比拟订混凝土质量保证举措准备试模和坍落度书面交底模板、钢筋、砼工序交接技术交底班组操作人员参加检查脚手架及道路战胜上道工序弊端的挽救举措水平、垂直泵送砼设施准备专业会签申请混凝土灌溉履行重量比,依据状况调整配合比办理钢筋隐蔽签证手续岗位分工,操作挂牌木匠,钢筋每个工作班许多于1 组,每拌工跟从作业保证质量制 100立方米砼许多于1 组,现浇楼层每许多于1 组。
斗式提升机工艺流程图

一、上部区段 1、轴
下料
二、传动装置
三、 中部机壳 四、下部区段 五 、 其
下料 它、1、 斗 1、轴、 2 、 链 (带) 链轮、 (筒体) 2、
2、链轮(筒体) 3、 轴承座 4、上部机壳 1、电机、 2、带轮、聨轴器
铸造 下料 铸造 下料
减速机器
铸造
3、轴承座
粗加工 机工 卷板 机工 法兰成形、钻孔 外配套 机工 法兰成形、 钻孔□ _ 特殊过程Fra bibliotek斗: 下料
4、下部机壳
略: 工序与 一、上部 区 段 对 应 件 雷 同 斗: 成型
热处理
焊接
△
机壳成型
检验
△
机壳成型
精加工
焊接
焊接
斗: 焊接
驱动轮(筒体)装配 总装配、空载运转试验 涂装 批准:徐宁 审核:侯辉 参与编制人员:陈家川、李振、索倩倩 入成品库
传动轮(筒体)装配
与 链 ( 带 装配
△
关键过程
换热器流程图
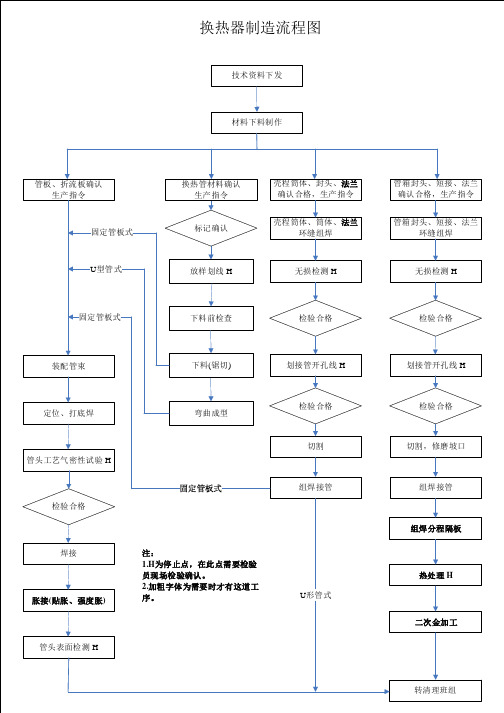
下料前检查
检验合格
检验合格
装配管束
下料(锯切)
划接管开孔线 H
划接管开孔线 H
定位、打底焊
弯曲成型
检验合格
检验合格
切割 管头工艺气密性试验 H
切割,修磨坡口
固定管板式
检验合格
组焊接管
组焊接管
组焊分程隔板 焊接 注: 1.H为停止点,在此点需要检验 员现场检验确认。 2.加粗字体为需要时才有这道工 序。
热处理 H U形管式 二次金加工
胀接(贴胀、强度胀)
管头表面检测 H
转清理班组下料制作
管板、折流板确认 生产指令
换热管材料确认 生产指令
壳程筒体、封头、法兰 确认合格,生产指令 壳程筒体、筒体、法兰 环缝组焊
管箱封头、短接、法兰 确认合格,生产指令 管箱封头、短接、法兰 环缝组焊
固定管板式
标记确认
U型管式
放样划线 H
无损检测 H
无损检测 H
固定管板式
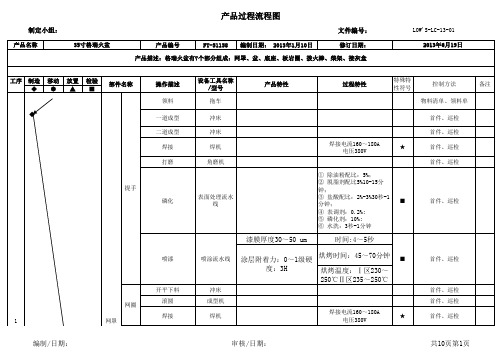
产品过程流程图(范例)
■
焊接电流160~180A 电压380V
★
Φ282.5+1mm
焊接电流160~180A
电压380V
■
① 除油粉配比:5%;
② 脱脂剂配比5%10-15分
钟;
③ 盐酸配比:2%-3%30秒-1 分钟;
■
④ 表调剂:0.2%;
⑤ 磷化剂:10%;
⑥ 水洗:3秒-1分钟
漆膜厚度30~50 um
时间:4~5秒
产品名称
35寸格瑞火盆
产品过程流程图
文件编号:
产品编号
FT-51158 编制日期: 2013年1月10日
修订日期:
产品描述:格瑞火盆有7个部分组成:网罩、盆、底座、板岩圈、拨火棒、柴架、接灰盒
LOW'S-LC-13-01 2013年6月19日
工序 制造 移动 放置 检验 ◆●▲■
◆
部件名称
盆
卡片 盆底
◆
提手
网圈
1
网罩
操作描述 领料
一道成型 二道成型
焊接 打磨
磷化
喷漆
开平下料 滚圆 焊接
设备工具名称 /型号
拖车
产品特性
过程特性
特殊特 性符号
控制方法
物料清单、领料单
备注
冲床 冲床 焊机 角磨机
表面处理流水 线
焊接电流160~180A 电压380V
★
① 除油粉配比:5%;
② 脱脂剂配比5%10-15分
35寸格瑞火盆
产品过程流程图
文件编号:
产品编号
FT-51158 编制日期: 2013年1月10日
修订日期:
产品描述:格瑞火盆有7个部分组成:网罩、盆、底座、板岩圈、拨火棒、柴架、接灰盒
豆粕加工工艺

大 豆 加 工 工 艺 流 程 图备注: 为关键工序 为质控点1大 豆 7风选去皮 13浸 出 19浸出粕 20脱 溶 20干燥冷却22去皮豆粕 22过筛 22混 合22打 包 4风 选 6一次破碎 8二次破碎 9风选去皮 10豆仁 10豆 皮 11轧 胚 10豆皮仓 10皮仁 10粉 碎 20 DT 粕(100℃,30分)22粉 碎 22成品豆粕 17二 蒸 15混合油 16一 蒸18汽 提 18大豆毛油 10豆皮筛 10二次风选 14正己烷 21分 水 21混合汽 21冷 凝 5加热(60-70℃,20-30分钟) 12膨 化 12冷 却 2计 量 3筛 选大豆加工工艺描述:1、原料大豆:榨油二厂原料豆从储存筒仓7号仓、8号仓和9号仓(通常称呼为榨油二厂工作仓)经过RE100A、RE100B、RE100C进入EL100后经过RE101运输到车间准备生产(RE为刮板、EL为斗提)。
2、计量大豆经输送刮板RE101进入车间后,先进入计量秤WE101计量。
3、筛选大豆出计量秤进斗提机EL101送至车间顶楼依靠重力进入大豆筛SI101。
大豆筛(平面回转筛)为震动、半封闭有一定坡度的设备。
当原料豆进入时大豆可以从筛子孔中穿过进入风选器AS101,而大豆中秸秆豆荚等大块杂质由大豆筛尾部滑出,使之与大豆分离。
4、风选AS101为大豆风选设备,大豆进入AS101后其中的微小杂质如粉尘碎豆皮等吸入布袋除尘器FI101,由除尘器汇总后通过下料溜槽进入豆皮绞龙SC161,FI101同时还吸收EL101,SI101中的灰尘杂质。
经过这样几步的预处理原料豆就变的比较干净了,然后进入下一个环节原料加热过程。
5、大豆加热器大豆加热器DR105内部通有密集的蒸汽加热管道,DR105共12层,层与层之间有通风管道与刹克龙CY105相连通,能够吸走大豆所散发出的水汽及部分脱落的豆皮,能够在短时间内将大豆加热到60-70度左右,起到软化降低水分及调质的作用。
自卸车工艺流程图
▲
206 底板与副车架合围
▲
207 前板与边板合围
208 后板合围
301 箱体抛丸及抛丸后处理
302 货箱喷涂
▲
401 底盘改制
402 铆缸等附件装配
▲
403 货箱吊装
▲
404 侧防护及连接件装配
▲
405 篷布机构装配
40ቤተ መጻሕፍቲ ባይዱ 灯具等附件装配
▲
407 反光标识及尾部标志板安装 ▲
408 整车调试
▲
409 整车及箱体补漆
专用汽车有限公司
注:“▲”为关键工序
工艺流程图
产品型号 DSP
编制
产品名称 U 型自卸汽车
会签
审核
零部件图号
零部件名称
DSP-0000000
自卸汽车总成
关
工序号
工序名称
键 工
序
100 领料
101 下料
▲
201 前板总成焊接
202 侧板总成焊接
203 后板总成焊接
204 底板总成焊接
205 副车架总成焊接
501 终检入库
标准化
批准
钢结构生产车间流程
钢结构生产车间流程图材料进场(采购部)(XX部、物资部) 验收接料(设计部、下料组、拆图人员)数空切割(半自动割,手工)数控直条切割机剪板机下料部较正质安部验收质安部验收钻孔接料(组立组)数控平面钻数控组立机摇臂钻,磁力钻一台电焊机, 組立质安部验收埋伏焊焊接质安部埋弧焊机质安部验收矫正矫正机质安部验收喷沙除锈抛丸,手工总装电焊质安部重点验收焊接气保焊机质安部验收油漆组2台三相气泵质安部验收出货钢结构制作施工适用范围:适用于建筑钢结构的加工制作工序,包括工艺流程的选择、放样、号料、切割、矫正、成型、边缘加工、管球加工、制孔、摩擦面加工、端部加工、构件的组装、圆管构件加工和钢构件预拼装。
一、材料要求1.钢结构使用的钢材、焊接材料、涂装材料和紧固件等应具有质量证书,必须符合设计要求和现行标准的规定。
2.进厂的原材料,材料进场前应进行检验.检验过程包括材质证明及材料标识和材料允许偏差的检验。
材料检验合格后方可投入使用.当钢材表面有锈蚀,麻点或划痕等缺陷时,其深度不得大于该钢材厚度负偏差值1/2,否则不得使用。
除必须有生产厂的出厂质量证明书外,并应按合同要求和有关现行标准在甲方、监理的见证下,进行现场见证取样、送样、检验和验收,做好检查记录。
并向甲方和监理提供检验报告。
3.在加工过程中,如发现原材料有缺陷,必须经检查人员、主管技术人员研究处理.4.材料代用应由制造单位事先提出附有材料证明书的申请书(技术核定单),向甲方和监理报审后,经设计单位确认后方可代用。
5.严禁使用药皮脱落或焊芯生锈的焊条、受潮结块或已熔烧过的焊剂以及生锈的焊丝.用于栓钉焊的栓钉,其表面不得有影响使用的裂纹、条痕、凹痕和毛刺等缺陷。
6.焊接材料应集中管理,建立专用仓库,库内要干燥,通风良好。
7.螺栓应在干燥通风的室内存放.高强度螺栓的入库验收,应按国家现行标准《钢结构高强度螺栓连接的设计、施工及验收规程》JGJ82的要求进行,严禁使用锈蚀、沾污、受潮、碰伤和混批的高强度螺栓。
各种工序流程图
一、石材地面装饰构造:室内地面所用石材一般为磨光的板材,板厚20毫米左右,目前也有薄板,厚度在10毫米左右,适于家庭装饰用。
每块大小在300毫米×300毫米~500毫×500毫米。
可使用薄板和1:2水泥砂浆掺107胶铺贴。
石材地面装饰基本工艺流程:清扫整理基层地面→水泥砂浆找平→定标高、弹线→选料→板材浸水湿润→安装标准块→摊铺水泥砂浆→铺贴石材→灌缝→清洁→养护交工。
三、施工要点:基层处理要干净,高低不平处要先凿平和修补,基层应清洁,不能有砂浆、尤其是白灰砂浆灰、油渍等,并用水湿润地面。
铺装石材、瓷质砖时必须安放标准块,标准块应安放在十字线交点,对角安装。
铺装操作时要每行依次挂线,石材必须浸水湿润,阴干后擦净背面。
石材、瓷质砖地面铺装后的养护十分重要,安装24小时后必须洒水养护,铺巾完后覆盖锯末养护。
四、注意事项。
(1)铺贴前将板材进行试拼,对花、对色、编号,以入铺设出的地面花色一致。
(2)石材必须浸水阴干。
以免影响其凝结硬化,发生空鼓、起壳等问题。
(3)铺贴完成后,2~3天内不得上人。
铺贴陶瓷地面砖基本工艺流程1、铺贴彩色釉面砖类:处理基层→弹线→瓷砖浸水湿润→摊铺水泥砂浆→安装标准块→铺贴地面砖→勾缝→清洁→养护。
2、铺贴陶瓷锦砖(马赛克)类:处理基层→弹线、标筋→摊铺水泥砂浆→铺贴→拍实→洒水、揭纸→拨缝、灌缝→清洁→养护。
铺贴陶瓷地砖的施工要点1、混凝土地面应将基层凿毛,凿毛深度5~10毫米,凿毛痕的间距为30毫米左右。
之后,清净浮灰,砂浆、油渍,产散水刷少将地面。
2、铺贴前应弹好线,在地面弹出与门道口成直角的基准线,弹线应从门口开始,以保证进口处为整砖,非整砖臵于阴角或家具下面,弹线应弹出纵横定位控制线。
3、铺贴陶瓷地面砖前,应先将陶瓷地面砖浸泡阴干。
4、铺贴时,水泥砂浆应饱满地抹在陶瓷地面砖背面,铺贴后用橡皮棰敲实。
同时,用水平尺检查校正,擦净表面水泥砂浆。
5、铺贴完2~3小时后,用白水泥擦缝,用水泥、砂子=1:1(体积比)的水泥砂浆,缝要填充密实,平整光滑。
各种工序流程图
一、石材地面装饰构造:室内地面所用石材一般为磨光的板材,板厚20毫米左右,目前也有薄板,厚度在10毫米左右,适于家庭装饰用。
每块大小在300毫米×300毫米~500毫×500毫米。
可使用薄板和1:2水泥砂浆掺107胶铺贴。
石材地面装饰基本工艺流程:清扫整理基层地面→水泥砂浆找平→定标高、弹线→选料→板材浸水湿润→安装标准块→摊铺水泥砂浆→铺贴石材→灌缝→清洁→养护交工。
三、施工要点:基层处理要干净,高低不平处要先凿平和修补,基层应清洁,不能有砂浆、尤其是白灰砂浆灰、油渍等,并用水湿润地面。
铺装石材、瓷质砖时必须安放标准块,标准块应安放在十字线交点,对角安装。
铺装操作时要每行依次挂线,石材必须浸水湿润,阴干后擦净背面。
石材、瓷质砖地面铺装后的养护十分重要,安装24小时后必须洒水养护,铺巾完后覆盖锯末养护。
四、注意事项。
(1)铺贴前将板材进行试拼,对花、对色、编号,以入铺设出的地面花色一致。
(2)石材必须浸水阴干。
以免影响其凝结硬化,发生空鼓、起壳等问题。
(3)铺贴完成后,2~3天内不得上人。
铺贴陶瓷地面砖基本工艺流程1、铺贴彩色釉面砖类:处理基层→弹线→瓷砖浸水湿润→摊铺水泥砂浆→安装标准块→铺贴地面砖→勾缝→清洁→养护。
2、铺贴陶瓷锦砖(马赛克)类:处理基层→弹线、标筋→摊铺水泥砂浆→铺贴→拍实→洒水、揭纸→拨缝、灌缝→清洁→养护。
铺贴陶瓷地砖的施工要点1、混凝土地面应将基层凿毛,凿毛深度5~10毫米,凿毛痕的间距为30毫米左右。
之后,清净浮灰,砂浆、油渍,产散水刷少将地面。
2、铺贴前应弹好线,在地面弹出与门道口成直角的基准线,弹线应从门口开始,以保证进口处为整砖,非整砖臵于阴角或家具下面,弹线应弹出纵横定位控制线。
3、铺贴陶瓷地面砖前,应先将陶瓷地面砖浸泡阴干。
4、铺贴时,水泥砂浆应饱满地抹在陶瓷地面砖背面,铺贴后用橡皮棰敲实。
同时,用水平尺检查校正,擦净表面水泥砂浆。
5、铺贴完2~3小时后,用白水泥擦缝,用水泥、砂子=1:1(体积比)的水泥砂浆,缝要填充密实,平整光滑。