电话听筒注塑模具设计
基于Pro/E的电话听筒外壳模具的逆向设计
逆 向设计 已经成 为我 国一部 分企业 的 固定生产方 式 ,针对市场上热 门产 品的仿造及 在仿 造的基础上做 合理 的改进屡 见不 鲜 ,逆 向工程的广泛应用起 了不可 忽视 的作用 。逆 向工程是 根据已存在的产品或零件原 型来构造产 品的工 程设计 模型或概念模型 ,在此基础
上对 已有产 品进行解 剖 、深化和再创造 ,是对 已有设 计 的再设计 …。逆 向工程 技术 已引起各 国工业界和学
P m / E是一 个优 秀 的 C A D软件 ,它作 为一 种 专 门用 于机械设计 的三维特 征造型软件 ,具有参数化功 能定 义 、实 体零件 及组装造 型 、三维上色实体或线框
2 0 1 3年 1月 第4 1 卷 第 1 期
机床与液压
M ACHI NE T OOL & HYDRAUL I CS
J a n . 2 0 1 3
Vo 1 . 41 No . 1
D OI :1 0 . 3 9 6 9 / j . i s s n . 1 0 0 1—3 8 8 1 . 2 0 1 3 . 0 1 . 0 3 4
n d a t o d e s i g n t he c o n c a v e — c o n v e x di e .
Ke y wo r d s:Re v e r s e d e s i g n;S u r f a c e mo d e l i n g ;D e s i g n o f c o n c a v e — c o n v e x d i e
改模 型 ,并且 能直接 为后期 的设计 提供 准确的三维数
据。
电话听筒外壳 曲面模具逆 向三维设计 的总体思路 如下 :首先 ,利用思 瑞公 司的三维激 光扫描 机 L a s e r — R E 6 0 0 1 1 I 采集 电话 听 筒外 壳 的 曲面数 据 ,在 S u r f a c e r 软件中形成点 云 ;其次 ,导入 C , e o m a g i c S t u d i o软件 ,
毕业设计(论文)-电话机听筒外壳模具设计与制造[管理资料]
![毕业设计(论文)-电话机听筒外壳模具设计与制造[管理资料]](https://img.taocdn.com/s3/m/c0a577dfb4daa58da1114a73.png)
电话机听筒模具设计一、塑件成型工艺性分析根据塑件的特点及考虑模具加工的成本,如果将听筒上下两个部分分别加工成模具,成本比较高,所以将上下两个部分做在同一副模具上。
1.塑件分析。
1).塑件。
电话机听筒如图1-1,上如图1-2。
如图1-1如图1-22)结构分析如下:①该塑件对外观要求较高,必须保证有很好的光洁度,②该塑件外形是拱形件、有较多的曲面。
3)成型工艺分析如下:①精度等级。
采用一般精试6级。
②脱模斜度。
`--40`,所用塑料为PVC流动性好,易充满型腔。
③生产纲领。
中批量生产。
4)为了满足零件局部外观要求,采用潜伏式浇口.5) .在塑件设计阶段,应考虑成型时分型面的形状和位置,然后在选择模具的结构,分型面的选择应根据以下原则:①有利于保证塑件的外观量。
②分型面选择在塑件的最大截面处。
③尽可能使塑件留在动模一侧。
④尽可能满足塑件的使用要求。
⑤有利于型腔内的气体的排出。
⑥有利简化模具的结构。
根据以上原则分型面的位置确定在塑件的最大截面处。
2.确定型腔数目和排列方式1).该塑件对外观要求较高,尺寸精度一般,且为中批量生产可采用一模多腔,考虑制品的尺寸较大,模具的制造费用高等,初定为一模两腔。
2).型腔排列形式的确定该塑件为长方形件,并带有一定的弧度,型腔排列采用以下图2-1的形式。
图2-1从上述分析中可知,本模具采用一模模两腔,推杆推出,流道采用平衡式,浇口采用潜伏式浇口,定模不设分型面,动模部分需要一块型芯固定板,因此,模具结构形式为A2型单分型面注射模。
4.注射机型号的确定1).注射量的计算通过计算或Pro/E建模分析,按零件图样要求,近似计算:塑件体积V1≈V2≈~单件塑料件重量 m s=(V1 + V2 ) ⅹ≈由于主流通道里的凝料m1还是未知的,,由上述一模两腔可知M总=2ⅹⅹ=2).塑件和流道凝料在分型面上的投影面积及所需锁模力的计算①流道凝料在(包括浇口)在分型面上的投影面积A2,在设计前是未知的,~取,因此:A=A1×n2 +A2 =21500mm2式中:A——塑件在分型面上的投影面积②锁模力等于型腔内工作压力与塑件及浇注系统在分型面上的投影面积之积F=AⅹP=21500ⅹ30=650KN试中:P——为型腔内工作压力取P=30MPA。
模具注塑如何避免缝合线(中)
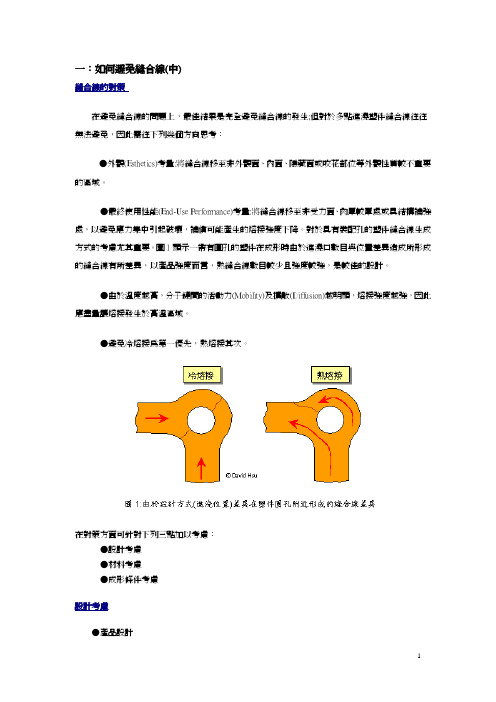
一:如何避免縫合線(中)縫合線的對策在避免縫合線的問題上,最佳結果是完全避免縫合線的發生;但對於多點進澆塑件縫合線往往無法避免,因此需往下列幾個方向思考:●外觀(Esthetics)考量:將縫合線移至非外觀面、內面、隱藏面或咬花部位等外觀性質較不重要的區域。
●最終使用性能(End-Use Performance)考量:將縫合線移至非受力面、肉厚較厚處或具結構補強處,以避免應力集中引起破壞,補償可能產生的熔接強度下降。
對於具有裝配孔的塑件縫合線生成方式的考慮尤其重要。
圖1顯示一帶有圓孔的塑件在成形時由於進澆口數目與位置差異造成所形成的縫合線有所差異,以產品強度而言,熱縫合線數目較少且強度較強,是較佳的設計。
●由於溫度越高,分子鏈間的活動力(Mobility)及擴散(Diffusion)越明顯,熔接強度越強,因此應盡量讓熔接發生於高溫區域。
●避免冷熔接為第一優先,熱熔接其次。
在對策方面可針對下列三點加以考慮:●設計考慮●材料考慮●成形條件考慮設計考慮●產品設計●流道及澆口設計●特殊設計肉厚與產品設計●利用改變肉厚設計、流動引導器(Flow Leader)、流動轉向器(Flow Deflector)移動縫合線位置。
通常肉薄區域因溫度較低,熔接強度較弱,因此要引導流動,避免在肉薄處產生熔接。
●引導流動使料流的熔接角較大,可以減緩縫合線問題。
熔接角度越小,縫合線問題越明顯。
●產品設計時在嵌件引入導角,避免嵌件角度過於尖銳。
●以產品表面咬花、噴漆或貼標籤等方式掩飾縫合線。
●在具有格柵結構(Grill Structure)、靠破孔區域或多重型芯(Multiple Core)塑件,應注意由於心形銷(Core Pin)分割料流所形成的縫合線會造成產品強度銳減。
圖2、比較一個心形銷與多個心形銷所形成縫合線的熔接強度。
後者由於料流被分割重合多次,熔接強度較差,且隨離進澆口距離的增加,溫度降低,分合次數增加,強度有遞減的趨勢。
机械毕业设计题目(原创)

这份机械毕业设计是我自己在我们学校收集来的,想让大家做机械设计好有个参考和借鉴。
本人去年也是从机械院校本科毕业的,深知做机械毕设的痛苦,所以特收集这么多文档想奉献给广大正在机械毕设战线上挣扎的莘莘学子!这份毕设绝对原创,都是自己做的。
联系扣扣:001、基于Web的《机械系统的微机控制》CAI课件开发002、拖拉机变速箱体三面攻螺纹组合机床总体及夹具设计003、水泥生产模拟系统设计及控制(熟料磨系统)004、机构创新实验台的设计005、实验室立磨及数据采集控制系统设计006、BL台车齿轮参数化设计的研究与开发007、静电喷粉室设计008、塑料模具设计与实例加工分析009、机械工程实践教学体系管理系统软件010、内循环式烘干机总体及卸料装置设计011、基于UG的涡流选粉机机体部件的设计012、数控车床纵向进给及导轨润滑机构设计013、Ф2.4*13m水泥磨机支承装置设计(出料端)014、柴油机数字化快速设计系统中实例库的建立015、手机后盖注塑模设计016、数控铣床编程实例分析017、设计(论文)题目笔记本电脑主板装配线(输送带)及主要夹具设计018、数控车床横向进给机构的设计019、ZH1105柴油机气缸体三面攻螺纹组合机床(左主轴箱)设计020、台式车床车头箱孔系加工镗模设计021、台式车床车头箱孔系加工分配箱机构设计022、回转式垃圾反应釜及控制系统设计023、PF455S插秧机及其侧离合器手柄的探讨和改善设计024、电机驱动端盖多孔钻025、盖套类零件知识库及工艺模板的研究026、丝杠车床改光杠键槽铣专机进给系统设计027、Φ2.4×13M水泥磨支承装置(进料端)028、Φ2.4×13M水泥磨回转部分设计(筒体、端盖等)029、内循环式烘干机回转部分设计(筒体及筒体间支承型式设计)030、彩瓦成型机的PLC设计031、S195柴油机三面精镗组合机床总体设计及后主轴箱设计032、HL6000C型联合收割机割台驱动系统的改进033、Ф2.4*13m水泥磨选粉系统改造034、丝杠车床改铣床035、S195柴油机三面精镗组合机床总体设计及后主轴箱设计036、箱体类零件知识库及工艺模板的研究037、柴油机数字化快速设计系统中实例库的建立038、自行车变速系统的设计039、(电机炭刷架)冷冲压模具设计040、UG应用模块课件的设计与制作041、S195柴油机机体三面精镗组合机床总体设计及夹具设计042、童心吸水杯注塑模具设计043、BL系列台车床身和尾架的设计044、机械类课程多媒体课件通用框架的研制045、ZH1105柴油机气缸体工艺及工装设计046、钻Ф17发动机支架孔专机总体及夹具设计047、JM304B变速箱箱体钻孔组合机床总体及夹具设计048、马铃薯播种机中播种与机架设计049、基于PRO/E的五通接头模具设计及型腔仿真加工050、基于PRO/E的装饰灯灯罩模具设计及型腔仿真加工051、肥皂切块机切断机构设计052、ZH1100柴油机气缸体钻削组合机床总体及后主轴箱设计053、拖拉机变速箱体三面攻螺纹组合机床总体及夹具设计054、连杆体螺栓孔钻削专机总体及夹具设计055、柴油机机体三面精镗组合机床总体及左主轴箱设计056、R180柴油机机体三面精镗组合机床总体及左主轴箱设计057、柴油机曲轴螺纹孔加工组合机床总体及主轴箱设计058、拖拉机变速箱体三面攻螺纹组合机床总体及左主轴箱设计059、连杆螺栓孔铰削专机总体及主轴箱设计060、双缸柴油机气缸体钻削组合机床总体及夹具设计061、TY295柴油机机体三面钻孔组合机床总体及夹具设计062、TY295柴油机机体三面钻孔组合机床总体及后主轴箱设计063、矩形罩注塑模具设计064、7000t全回转浮吊总体及臂架搁架设计065、带完整内螺纹瓶盖注塑模具设计066、订书机上盖注塑模具设计及其型腔的仿真加工067、基于PRO/E的赛拉图汽车后视镜盖模具设计及型腔仿真加工068、XE230C挖掘机的总体及液压系统设计069、XE230C挖掘机的总体及行走机构设计070、XE230C挖掘机的总体及工作机构设计071、ZH1100柴油机气缸体钻削组合机床总体及夹具设计072、基于PRO/E的小天鹅洗衣机翻盖模具设计及型腔仿真加工073、酒瓶顶盖模具设计及型腔仿真加工074、电动液压千斤顶的设计075、“Y”形支架双面钻机床总体设计及前主轴箱设计076、风扇后盖注塑模具设计077、ZH1105W柴油机气缸体钻削组合机床总体及左主轴箱设计078、柴油机气缸体三面粗镗组合机床总体及镗模设计079、连杆盖螺栓孔钻削专机总体及夹具设计080、柴油机机体三面精镗组合机床总体及后主轴箱设计081、S195柴油机气缸体精镗组合机床总体及右主轴箱设计082、TY495柴油机机体缸孔精镗组合机床总体及夹具设计083、TY295柴油机机体三面钻孔组合机床总体及右主轴箱设计084、TY295柴油机机体三面钻孔组合机床总体及左主轴箱设计085、拖拉机变速箱体三面攻螺纹组合机床总体及右主轴箱设计086、柴油机曲轴螺纹孔加工组合机床总体及夹具设计087、隐形眼镜盒盖注塑模具设计及型腔加工仿真088、电话听筒下壳注塑模具设计及型腔加工仿真089、桥式抓斗起重机的设计及机构运动仿真090、经济型数控车床纵向进给运动设计及润滑机构设计091、链条连接板冲压工艺及模具设计092、空调外侧板冲压模具设计及仿真加工093、盖板复合模具设计094、基于三维的拷边机机体钻组合机床右主轴箱设计095、托架弯曲模具设计096、普通水杯注塑模设计097、钻支架孔专机总体及主轴箱设计098、R180柴油机气缸体三面钻镗孔组合机床总体及左主轴箱设计099、opple镇流器外壳冲压模具设计及仿真加工100、拖拉机油箱支板冲压模具设计及仿真加工101、ZH1105柴油机气缸体工艺及工装设计102、钻Ф17发动机支架孔专机总体及夹具设计103、JM304B变速箱箱体钻孔组合机床总体及夹具设计104、拖拉机档位板冲压模具设计及仿真加工105、JM304B变速箱箱体钻孔组合机床总体及右主轴箱设计106、拖拉机架框冲压模具设计及仿真加工107、JM304B变速箱体钻孔组合机床总体及左主轴箱设计108、TY495柴油机气缸体工艺及工装设计109、摩托车气缸体压铸模具设计110、基于Pro/E的拖把洗涤甩干机设计及加工工艺设计111、链轨节孔加工组合机床设计及主轴箱设计112、TY295柴油机机体三面钻孔组合机床总体及夹具设计113、TGD钢丝胶带斗式提升机驱动部分及牵引构件设计114、减振器接头压铸模设计115、基于Pro/E的拖把洗涤甩干机设计及加工工艺设计116、ZH1105柴油机连杆攻丝专机总体及夹具设计117、方罩壳注塑模设计及成型零件仿真加工118、柴油机机体三面精镗组合机床总体及后主轴箱设计119、ZH1105W柴油机气缸体钻削组合机床总体及左主轴箱设计120、连杆盖螺栓孔钻削专机总体及夹具设计121、S195柴油机气缸体精镗组合机床总体及右主轴箱设计122、连杆体螺栓孔钻削专机总体及夹具设计123、柴油机机体三面精镗组合机床总体及左主轴箱设计124、连杆螺栓孔铰削专机总体及主轴箱设计125、双缸柴油机气缸体钻削组合机床总体及夹具设计。
基于Mastercam的电话听筒后盖前模的设计与制造

—
合理控 制 走刀 步 长内的线 性捕 朴误 差和 相邻 两切 削行 之 间的残 留高 度 管球 头铣 刀在 数控 加1 中的 应用 相当 普遍 ,但 实
维普资讯 http:ห้องสมุดไป่ตู้/
模具技术
I D eT c}00 y i ei } " n g
22 刀 具 路 径 的 选 择 .
的切削余量很少 , 以不存在分层铣削 的问题 , 所 故没有了
M xs p vr和 e 满 足 加工 精 度要 求 固然重 要 ,而提 高 加 工效 率 也 是 最 大 z轴 进 给 量 ( a t oe) 下 刀 控 制 中 的各 项 设 允许刀具沿 曲面上升和下降方 向进行切削。 其刀具路 十 分迫 切 的需 求 。 编 程 阶段 主要 涉及 两 个 方面 : 方 面 置 , 在 一 如何 产 生优 化 的刀具 轨 迹 , 以获 得 较 短 的加 工 时 间 ; 另一 径 如 图 5所 示 。
体介 绍 电 |听 筒后 盖前摸 阿的 设计 过程 【 舌 蛔罔 1 所示 )
l ———— 1 0 ————————————一 】
L  ̄ I
2均 为 面 . 分型 面 曲面 比较平 坦 , 凹槽模 倒 圆 角尺 寸 因 较小. 应浚选 用直径 较小 一点 的球刀 以保 证加工 精度 。
2, . 其 选择
黾, l 7 : 2 t s . 1 i
为 r提 高曲而 零件 的表 面质量 和 加工效 率 .在 数控 编程 阶段 . 了合理 规 划 ,具 路径 外 , 除 j 更重要 的是合 理控 制精 度 , 减少 冗余切 削 , 使被加 工 曲面在 各点 处 的误 差和
机械毕业设计题目(原创)
这份机械毕业设计是我自己在我们学校收集来的,想让大家做机械设计好有个参考和借鉴。
本人去年也是从机械院校本科毕业的,深知做机械毕设的痛苦,所以特收集这么多文档想奉献给广大正在机械毕设战线上挣扎的莘莘学子!这份毕设绝对原创,都是自己做的。
联系扣扣:001、基于Web的《机械系统的微机控制》CAI课件开发002、拖拉机变速箱体三面攻螺纹组合机床总体及夹具设计003、水泥生产模拟系统设计及控制(熟料磨系统)004、机构创新实验台的设计005、实验室立磨及数据采集控制系统设计006、BL台车齿轮参数化设计的研究与开发007、静电喷粉室设计008、塑料模具设计与实例加工分析009、机械工程实践教学体系管理系统软件010、内循环式烘干机总体及卸料装置设计011、基于UG的涡流选粉机机体部件的设计012、数控车床纵向进给及导轨润滑机构设计013、Ф2.4*13m水泥磨机支承装置设计(出料端)014、柴油机数字化快速设计系统中实例库的建立015、手机后盖注塑模设计016、数控铣床编程实例分析017、设计(论文)题目笔记本电脑主板装配线(输送带)及主要夹具设计018、数控车床横向进给机构的设计019、ZH1105柴油机气缸体三面攻螺纹组合机床(左主轴箱)设计020、台式车床车头箱孔系加工镗模设计021、台式车床车头箱孔系加工分配箱机构设计022、回转式垃圾反应釜及控制系统设计023、PF455S插秧机及其侧离合器手柄的探讨和改善设计024、电机驱动端盖多孔钻025、盖套类零件知识库及工艺模板的研究026、丝杠车床改光杠键槽铣专机进给系统设计027、Φ2.4×13M水泥磨支承装置(进料端)028、Φ2.4×13M水泥磨回转部分设计(筒体、端盖等)029、内循环式烘干机回转部分设计(筒体及筒体间支承型式设计)030、彩瓦成型机的PLC设计031、S195柴油机三面精镗组合机床总体设计及后主轴箱设计032、HL6000C型联合收割机割台驱动系统的改进033、Ф2.4*13m水泥磨选粉系统改造034、丝杠车床改铣床035、S195柴油机三面精镗组合机床总体设计及后主轴箱设计036、箱体类零件知识库及工艺模板的研究037、柴油机数字化快速设计系统中实例库的建立038、自行车变速系统的设计039、(电机炭刷架)冷冲压模具设计040、UG应用模块课件的设计与制作041、S195柴油机机体三面精镗组合机床总体设计及夹具设计042、童心吸水杯注塑模具设计043、BL系列台车床身和尾架的设计044、机械类课程多媒体课件通用框架的研制045、ZH1105柴油机气缸体工艺及工装设计046、钻Ф17发动机支架孔专机总体及夹具设计047、JM304B变速箱箱体钻孔组合机床总体及夹具设计048、马铃薯播种机中播种与机架设计049、基于PRO/E的五通接头模具设计及型腔仿真加工050、基于PRO/E的装饰灯灯罩模具设计及型腔仿真加工051、肥皂切块机切断机构设计052、ZH1100柴油机气缸体钻削组合机床总体及后主轴箱设计053、拖拉机变速箱体三面攻螺纹组合机床总体及夹具设计054、连杆体螺栓孔钻削专机总体及夹具设计055、柴油机机体三面精镗组合机床总体及左主轴箱设计056、R180柴油机机体三面精镗组合机床总体及左主轴箱设计057、柴油机曲轴螺纹孔加工组合机床总体及主轴箱设计058、拖拉机变速箱体三面攻螺纹组合机床总体及左主轴箱设计059、连杆螺栓孔铰削专机总体及主轴箱设计060、双缸柴油机气缸体钻削组合机床总体及夹具设计061、TY295柴油机机体三面钻孔组合机床总体及夹具设计062、TY295柴油机机体三面钻孔组合机床总体及后主轴箱设计063、矩形罩注塑模具设计064、7000t全回转浮吊总体及臂架搁架设计065、带完整内螺纹瓶盖注塑模具设计066、订书机上盖注塑模具设计及其型腔的仿真加工067、基于PRO/E的赛拉图汽车后视镜盖模具设计及型腔仿真加工068、XE230C挖掘机的总体及液压系统设计069、XE230C挖掘机的总体及行走机构设计070、XE230C挖掘机的总体及工作机构设计071、ZH1100柴油机气缸体钻削组合机床总体及夹具设计072、基于PRO/E的小天鹅洗衣机翻盖模具设计及型腔仿真加工073、酒瓶顶盖模具设计及型腔仿真加工074、电动液压千斤顶的设计075、“Y”形支架双面钻机床总体设计及前主轴箱设计076、风扇后盖注塑模具设计077、ZH1105W柴油机气缸体钻削组合机床总体及左主轴箱设计078、柴油机气缸体三面粗镗组合机床总体及镗模设计079、连杆盖螺栓孔钻削专机总体及夹具设计080、柴油机机体三面精镗组合机床总体及后主轴箱设计081、S195柴油机气缸体精镗组合机床总体及右主轴箱设计082、TY495柴油机机体缸孔精镗组合机床总体及夹具设计083、TY295柴油机机体三面钻孔组合机床总体及右主轴箱设计084、TY295柴油机机体三面钻孔组合机床总体及左主轴箱设计085、拖拉机变速箱体三面攻螺纹组合机床总体及右主轴箱设计086、柴油机曲轴螺纹孔加工组合机床总体及夹具设计087、隐形眼镜盒盖注塑模具设计及型腔加工仿真088、电话听筒下壳注塑模具设计及型腔加工仿真089、桥式抓斗起重机的设计及机构运动仿真090、经济型数控车床纵向进给运动设计及润滑机构设计091、链条连接板冲压工艺及模具设计092、空调外侧板冲压模具设计及仿真加工093、盖板复合模具设计094、基于三维的拷边机机体钻组合机床右主轴箱设计095、托架弯曲模具设计096、普通水杯注塑模设计097、钻支架孔专机总体及主轴箱设计098、R180柴油机气缸体三面钻镗孔组合机床总体及左主轴箱设计099、opple镇流器外壳冲压模具设计及仿真加工100、拖拉机油箱支板冲压模具设计及仿真加工101、ZH1105柴油机气缸体工艺及工装设计102、钻Ф17发动机支架孔专机总体及夹具设计103、JM304B变速箱箱体钻孔组合机床总体及夹具设计104、拖拉机档位板冲压模具设计及仿真加工105、JM304B变速箱箱体钻孔组合机床总体及右主轴箱设计106、拖拉机架框冲压模具设计及仿真加工107、JM304B变速箱体钻孔组合机床总体及左主轴箱设计108、TY495柴油机气缸体工艺及工装设计109、摩托车气缸体压铸模具设计110、基于Pro/E的拖把洗涤甩干机设计及加工工艺设计111、链轨节孔加工组合机床设计及主轴箱设计112、TY295柴油机机体三面钻孔组合机床总体及夹具设计113、TGD钢丝胶带斗式提升机驱动部分及牵引构件设计114、减振器接头压铸模设计115、基于Pro/E的拖把洗涤甩干机设计及加工工艺设计116、ZH1105柴油机连杆攻丝专机总体及夹具设计117、方罩壳注塑模设计及成型零件仿真加工118、柴油机机体三面精镗组合机床总体及后主轴箱设计119、ZH1105W柴油机气缸体钻削组合机床总体及左主轴箱设计120、连杆盖螺栓孔钻削专机总体及夹具设计121、S195柴油机气缸体精镗组合机床总体及右主轴箱设计122、连杆体螺栓孔钻削专机总体及夹具设计123、柴油机机体三面精镗组合机床总体及左主轴箱设计124、连杆螺栓孔铰削专机总体及主轴箱设计125、双缸柴油机气缸体钻削组合机床总体及夹具设计。
《常州工学院最新机械毕业设计题目(含全套CAD图纸资料)》
1)虎钳的数控加工工艺2)1G-100型水旱两用旋耕机设计3)4T焊接滚轮架机械设计4)CA6140机床后托架加工工艺及夹具设计5)HPVL分线盒注射模具设计6)Q3110滚筒式抛丸清理机设计7)USB转接盒上盖注塑模具设计8)x62w主轴工艺及专用夹具设计9)冲水手柄模具设计10)切管机的设计11)卧式双面多孔钻加工机床设计12)叉车滚轮的工装设计13)变压器外壳注塑模具设计14)吸尘器万向轮注射模具设计15)塑料制件捏耳的注射模具设计16)尾座体加工工艺及夹具设计17)拖拉机拨叉铣专机设计18)数控雕铣机电主轴和主轴托板设计19)普通开关按钮模具设计20)步进式加热炉同步顶升液压控制系统设计21)气缸盖螺钉孔加工专机设计22)电机座液压夹紧粗镗夹具设计23)电话听筒注射模设计24)电话机面板注塑模设计25)矿车轮钻孔组合机床设计26)空气滤清器外壳模具设计27)老板椅底支架设计28)节式输送机自动张紧装置设计29)茶杯杯盖注塑模设计30)镜头盖注塑模模具设计31)闹钟后盖注塑模设计32)风扇叶片注射模具设计33)高档化妆品瓶盖注射模具设计34)4125型柴油机气缸体的机械加工工艺及夹具设计35)c6136经济型数控改造(横向)36)减速箱箱盖的工艺规程及镗夹具设计37)半轴机械加工工艺及工装设计38)台灯灯座注塑模的设计与制造39)多功能制浆机设计40)首饰盒注塑模具设计41)HPVC分线盒注塑模具设计42)铝壳体压铸模具设计43)绿豆精选机设计44)MC无机械手换刀刀库设计45)QY12汽车起重机的支腿机构设计46)TMJ-200型水果糖糖料拉白机设计47)TMJ-200型水果糖糖料拉白机设计48)XK100立式数控铣床主轴部件设计49)Y A32-1000KN四柱万能液压机设计50)三孔双向卧式组合镗床夹具设计51)冲压垫片设计52)分线盒注塑模具设计53)加热缸体的注塑模设计54)包装机对切部件设计55)双头铆接机设计56)塑料底座盖注塑模设计57)大众汽车标志模具设计58)弧面蜗杆加工专用数控机床设计59)梳棉机箱体结合件专用装备设计60)梳棉机组合机床设计全套优秀毕业设计、毕业论文QQ 3639630561)油泵体钻孔组合机床设计62)游标卡尺盒注塑模具设计63)激光标线仪前盖模具设计及其型腔仿真加工设计64)牧草切根机的设计65)玩具飞机外壳注射模的设计与加工仿真66)自行车脚蹬内板级进模设计67)虎钳的数控加工工艺68)酒瓶内盖塑料模具设计69)锤片粉碎机的设计70)儿童水枪零件注射模设计71)轴承保持架自动装配机设计72)飞机模型注塑模设计73)卡盘分度钻摸设计74)蒸汽电熨斗设计75)仪表盖塑料模设计76)节式输送机自动张紧装置设计77)塑料拉手塑料膜设计78)MC无机械手换刀装置设计79)起瓶器导向筒注塑模设计80)桶形拉升伸冲载模具设计81)衬套落料拉伸冲孔翻边模具设计82)QY12汽车起重机的支腿机构设计83)滑盖冷冲模设计84)T型件冲压模具设计85)汽车车轮盖冲压模设计86)变压器外壳注塑模设计87)梳棉机箱体结合件专用装备设计88)自动高压排液机设计89)沥青圆柱式成型机机械设计90)糖料拉白机设计91)十三棍平整机设计92)Z4系列火花塞壳体冷挤压成型工艺及模具设计93)HPVC分线盒注塑模设计94)激光标线仪前盖模具设计及型腔仿形加工设计95)奇瑞A3轿车变速器的CVT改型设计96)隐形眼睛盒塑料模具设计97)全路面起重机设计98)轮胎切碎机结构设计99)油泵体下体十二孔组合机床设计100)矿车轮端面组合机床设计101)麦克风外壳注塑模具设计102)侧托架复合模具设计103)四垫圈复合模具设计104)电位器接线片冲压工艺与模具设计105)铝壳体压铸模具设计106)488柴油机运动部件设计107)螺杆注塑模具设计108)电机碳刷架冷冲模具设计109)绿豆精选机设计110)内燃机喷油嘴改造设计111)X5025型立式升降台铣床设计112)城轨列车侧窗玻璃安装用工作平台设计113)汽车备轮架加固板冲压工艺及落料冲孔模具设计114)自行车车轴锻压模具设计115)灭火器筒座注射模设计116)汽车连接件注塑模设计117)方形套注塑模设计118)YTP26气腿式凿岩机机体工艺及夹具设计更多毕业设计论文联系QQ 36396305全套优秀毕业设计、毕业论文QQ 36396305。
麦克风外壳注塑模具设计
随着塑料工业的飞速发展,塑料模具对人们的生活影响越来越大了,已成为衡量一个国家制造业水平高低的重要标志,并在很大程度上决定着产品质量、效益和新产品的开发能力。
我国的模具水平在近几年也得到了很大的发展。
在本次设计过程中,主要设计了麦克风外壳的注射模具。
分析了塑件的形状尺寸,拟订了模具的总体结构设计方案,并选定了所需的注射机的型号,设计了模具的成型部分,浇注系统和冷却系统等,并对模具进行了分模。
重点设计了模具的成型部分,并绘制了模具的装配图和动模定模图。
关键词:注射模麦克风外壳抽芯模具I第1章绪论 (1)1.1塑料成型在工业生产中的重要性 (1)1.1.1 塑料及塑料工业的发展 (1)1.1.2塑料在成型工业生产中的重要性 (1)1.2塑料的组成及其特性 (2)1.3设计程序 (6)1.3.1调研、消化原始资料 (6)1.3.2 选择成型设备 (6)1.3.3 拟定模具结构方案 (7)1.3.4方案的讨论与论证 (7)1.3.5绘制模具装配草图 (7)1.3.6 绘制模具装配图 (8)1.3.7 绘制零件图 (8)1.3.8 编写设计说明书 (8)第2章模具方案设计 (9)2.1塑料模具的分类 (9)2.2方案的确定 (9)第3章麦克风手柄注塑模具设计 (13)3.1制件塑料的选择以及麦克风塑料制件的市场前景分析 (13)3.2注塑机的选择 (15)3.2.1选择注塑机的相关计算: (16)3.3麦克风手柄工艺分析 (19)3.4模具结构设计 (23)3.4.1 分型面的选择 (23)3.4.2 浇注系统设计 (24)3.4.3 成型零部件的设计与计算 (26)第4章凹模的造型 (36)第5章凸模的造型及加工仿真 (41)结论 (43)致谢 (44)参考文献 (45)II第1章绪论1.1 塑料成型在工业生产中的重要性1.1.1 塑料及塑料工业的发展塑料是以树脂为主要成分的高分子有机化合物,简称高聚物,一般相对分子量都大于1万,有的甚至可达百万级。
电话听筒注射模设计
摘要本文介绍了注射模具的特点及发展趋势,叙述了电话机听筒注射模具设计与计算的详细过程,介绍了该塑件成型工艺、注射模具的结构特点与工作过程, 阐述了在有斜滑块抽芯的注射模设计中应注意的事项。
关键词:听筒,注射模;斜滑块;侧抽芯AbstractThe characteristics and developments of injection mould were introduced in this paper. The designing and calculating of injection mould of microphone were stated in detail. The forming process of the product and the structure characteristics as well as working process of the injection mould were introduced .The points must be paid attention to in the design of the injection mould for the part with lifters were stated.Key words: microphone, injection mould; lifter; core pulling前言第一章概论第一节塑料模具的特点与发展趋势 (4)第二节注射模设计要求与程序 (6)第二章听筒注射模具设计过程第一节毕业设计任务和要求 (11)第三节塑件分析 (13)第三节塑件材料的成型特性与工艺参数 (15)第四节成型设备的选择 (16)第五节分型面和排气槽的设计 (18)第六节浇注系统的设计 (19)第七节成型零部件的设计与计算 (24)第八节合模导向机构的设计 (32)第九节侧向分型与抽芯机构的设计 (34)第十节脱模机构的设计.............................................36第十一节温度调节系统的设计与计算 (38)第十二节注射机的校核 (40)结束语 (42)致谢词 (43)参考文献 (44)第一章概论1.塑料模具的特点与发展趋势1.1.1塑料模具的重要性模具在现代生产中,是生产各种工业产品的重要工艺装备,它以其特定的形状通过一定的方式使原材料成型。
基于UG的电话机机座上盖--塑料模具设计与仿真分析.doc
基于UG的电话机机座上盖--塑料模具设计与仿真分析-基于UG的电话机机座上盖--塑料模具设计与仿真分析摘要:随着CAD/CAE/CAM技术在模具行业的广泛应用,传统的模具设计、制造方法已经逐渐被取代。
本文全面的写到了用UG进行电话机机座的注射模具设计过程,重点介绍了CAD/CAE/CAM技术在注射模具中应用。
在了解电话机机座造型特点的基础上,利用专业软件UG对其进行3维建模,再生成2维工程图。
然后利用UG里的MoldWizard模块进行注塑模具设计,在模具设计基本完成之后,通过Moldflow进行注塑成型流动分析,可以发现设计中存在的缺陷,优化模具设计结构,从而保证模具设计的合理性。
最后利用UG对模具型腔进行模拟加工,自动生成加工程序并进行后置处理。
关键词:CAD;CAE;CAM;注塑模;成型分析;模拟加工。
The buttons of telephone injection molding designbased on the UG and simulation analysisAbstract: Along with the CAD/CAE/CAM technology in the moldprofession widespread application, the traditional mold design, themanufacture method gradually is already substituted. This articlecomprehensive wrote has carried on the telephone in the buttons injection molding design process with UG, introduced with emphasis the CAD/CAE/CAM technology in injection molding toapply. In understood thetelephone in the buttons modelling characteristic in the foundation, use specialized software UG carries on the three dimensional modelling toit, again produces the two-dimensional engineering plat. Then uses the MoldWizard module of UG to carry on injection molding design, basically completes after the mold design, carries on through Moldflow caststakes shape the flow analysis, may discover in the design exists theflaw, optimizes the mold design of structure, thus guaranteed the mold designs rationality. Finally carries on the simulation processing using UG to the mold cavity, automatically produces the processing procedure and carries on postpositioned processing.Key word: CAD; CAE; CAM; injection molding; Takes shape theanalysis; Simulation processing.包括:毕业设计图纸、毕业、开题报告、外文翻译、实习总结、中期检查基于UG的电话机机座下盖塑料模具设计与仿真分析-基于UG的电话机机座下盖塑料模具设计与仿真分析摘要:模具工业在国民经济中占有重要地位,其生产技术水平的高低,己成为衡量1个国家产品制造水平高低的重要标志。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
1 绪论1.1 模具工业的概况在讨论注塑模设计之前,先要对国内外的塑料模具工业的状况、塑料模具工业的发展方向有一个较清晰的了解,这也就使我们对本课题的意义有所了解。
首先要对模具有一个整体的认识。
模具是机械、汽车、电子、通讯、家电等工业产品的基础工艺装备之一。
作为工业基础,模具的质量、精度、寿命对其他工业的发展起着十分重要的作用,在国际上被称为“工业之母”,对国民经济发展起着不容质疑的作用。
模具工业是制造业中的一项基础产业,是技术成果转化的基础,同时本身又是高新技术产业的重要领域,在欧美等工业发达国家被称为“点铁成金”的“磁力工业”;美国工业界认为“模具工业是美国工业的基石”;德国则认为是所有工业中的“关键工业”;日本模具协会也认为“模具是促进社会繁荣富裕的动力”,同时也是“整个工业发展的秘密”,是“进入富裕社会的原动力”。
日本模具产业年产值达到13000亿日元,远远超过日本机床总产值9000亿日元。
如今,世界模具工业的发展甚至己超过了新兴的电子工业。
在模具工业的总产值中,冲压模具约占50%,塑料模具约占33%,压铸模具约占6%,其它各类模具约占11%[1]。
塑料模具工业是随塑料工业的发展而发展的。
塑料工业是一门新兴工业。
自塑料问世后的几十年以来,由于其原料丰富、制作方便和成本低廉,塑料工业发展很快,它在某些方面己取代了多种有色金属、黑色金属、水泥、橡胶、皮革、陶瓷、木材和玻璃等,成为各个工业部门不可缺少的材料[2]。
目前在国民经济的各个部门中都广泛地使用着各式各样的塑料制品。
特别是在办公设备、照相机、汽车、仪器仪表、机械制造、交通、电信、轻工、建筑业产品、日用品以及家用电器行业中的电视机、收录机、洗衣机、电冰箱和手表的壳体等零件,都已经向塑料化方向发展。
近几年来由于工程塑料制件的强度和精度等得到很大的提高,因而各种工程塑料零件的使用范围正在不断扩大,预计今后随着微型电子计算机的普及和汽车的微型化,塑料制件的使用范围将会越来越大,塑料工业的生产量也将迅速增长,塑料的应用将覆盖国民经济所有部门,尤其在国防和尖端科学技术领域中占有越来越重要的地位。
目前,世界的塑料产量已超过有色金属产量的总和[3]。
塑料模具就是利用特定形状去成型具有一定形状和尺寸的塑料制品的工艺基础装备。
用塑料模具生产的主要优点是制造简便、材料利用高、生产率高、产品的尺寸规格一致,特别是对大批量生产的机电产品,更能获得价廉物美的经济效果。
塑料模具的现代设计与制造和现代塑料工业的发展有极密切的关系。
随着塑料工业的飞速发展,塑料模具工业也随之迅速发展。
在我国,随着国民经济的高速发展,模具工业的发展也十分迅速。
1999年中国大陆制造工业对模具的总市场需求量约为330亿元,今后几年仍将以每年10%以上的速度增长。
对于大型、精密、复杂、长寿命模具需求的增长将远超过每年10%的增幅。
汽车、摩托车行业的模具需求将占国内模具市场的一半左右。
1999年,国内汽车年产量为183万辆,保有量为1500万辆,预计到2005年汽车年产量将达600万辆。
仅汽车行业就将需要各种塑料件36万吨,而目前的生产能力仅为20多万吨,因此发展空间十分广阔。
家用电器,如彩电、冰箱、洗衣机、空调等,在国内的市场很大。
目前,我国的彩电的年产量己超过3200万台,电冰箱、洗衣机和空调的年产量均超过了100万台。
家用电器行业的飞速发展使之对模具的需求量极大。
到2010年,在建筑与建材行业方面,塑料门窗的普及率为30%,塑料管的普及率将达到50%,这些都会大大增加对模具的需求量。
其它发展较快的行业,如电子、通讯和建筑材料等行业对模具的需求,都将对中国模具工业和技术的发展产生巨大的推动作用[1]。
1.1.2 我国塑料模具工业和技术现状及地区分布在中国,人们已经越来越认识到模具在制造中的重要基础地位,认识到模具技术水平的高低,已成为衡量一个国家制造业水平高低的重要标志,并在很大程度上决定着产品质量、效益和新产品的开发能力。
我国塑料模工业从起步到现在,历经半个多世纪,有了很大发展,模具水平有了较大提高。
在大型模具方面已能生产l8英寸大屏幕彩电塑壳注射模具、6. 5kg大容量洗衣机全套塑料模具以及汽车保险杠和整体仪表板等塑料模具。
精密塑料模具方面,已能生产照相机塑料件模具、多型腔小模数齿轮模具及塑封模具。
如天津荣天和机电有限公司和烟台北极星I.K模具有限公司制造的多腔VCD和DVD齿轮模具,所生产的这类齿轮塑件的尺寸精度、同轴度、跳动等要求都达到了国外同类产品的水平,而且还采用最新的齿轮设计软件,纠正了由于成型收缩造成的齿形误差,达到了标准渐开线齿形要求。
还能生产厚度仅为0. 08mm的一模两腔的航空杯模具和难度较高的塑料门窗挤出模等等。
注塑模型腔制造精度可达0. 02 ~ 0. 05mm,表面粗糙度Ra0. 2 u m,模具质量、寿命明显提高了,非淬火钢模寿命可达10~30万次,淬火钢模达50 ~100万次,交货期较以前缩短,但和国外相比仍有较大差距。
成型工艺方面,多材质塑料成型模、高效多色注射模、镶件互换结构和抽芯脱模机构的创新设计方面也取得较大进展。
气体辅助注射成型技术的使用更趋成熟,如青岛海信模具有限公司、天津通信广播公司模具厂等厂家成功地在29~34英寸电视机外壳以及一些厚壁零件的模具上运用气辅技术,一些厂家还使用了C-MOLD气辅软件,取得较好的效果。
如上海新普雷斯等公司就能为用户提供气辅成型设备及技术。
热流道模具开始推广,有的厂采用率达20%以上,一般采用内热式或外热式热流道装置,少数单位采用具有世界先进水平的高难度针阀式热流道模具。
但总体上热流道的采用率不到10%,与国外的50~80%相比,差距较大。
在制造技术方面,CAD/CAM/CAE技术的应用水平上了一个新台阶,以生产家用电器的企业为代表,陆续引进了相当数量的CAD/CAM系统,如美国EDS的UG II、美国Parametric Technology公司的Pro/Engineer、美国CV公司的CADS5、英国Deltacam公司的DOCT5、日本HZS公司的CRADE、以色列公司的Cimatron、美国AC-Tech公司的C-Mold及澳大利亚Moldflow公司的MPA塑模分析软件等等。
这些系统和软件的引进,虽花费了大量资金,但在我国模具行业中,实现了CAD/CAM的集成,并能支持CAE技术对成型过程,如充模和冷却等进行计算机模拟,取得了一定的技术经济效益,促进和推动了我国模具CAD/CAM技术的发展。
近年来,我国自主开发的塑料模CAD/CAM系统有了很大发展,主要有北航华正软件工程研究所开发的CAXA系统、华中科技大学开发的注塑模HSC5.0系统及CAE软件等,这些软件具有适应国内模具的具体情况、能在微机上应用且价格较低等特点为进一步普及模具CAD/CAM技术创造了良好条件[1]。
近年来,国内己较广泛地采用一些新的塑料模具钢,如:P20, 3Cr2Mo, PMS,SM I、SM II等,对模具的质量和使用寿命有着直接的重大的影响,但总体使用量仍较少。
塑料模标准模架、标准推杆和弹簧等越来越广泛地得到应用,并且出现了一些国产的商品化的热流道系统元件。
但目前我国模具标准化程度和商品化程度一般在30%以下,和国外先进工业国家已达到70%-80%相比,仍有很大差距[3]。
技术比较见表1表1:国内外塑料模具技术比较表项目国内国外注塑模型腔精度0. 005~0. 01mm 0.02~0.05mm型腔表面粗糙度Ra0.01~0. 05 um Ra0.20 um非淬火钢模具寿命10-60万次10~30万次淬火钢模具寿命160~300万次50~100万次热流道模具使用率80%以上总体不足10% 标准化程度70~80% 小于30% 中型塑料模生产周期一个月左右2~4个月目前,全世界模具的年产值约为650亿美元,我国模具工业的产值在国际上排名位居第三位,仅次于日本和美国。
虽然近几年来,我国模具工业的技术水平己取得了很大的进步,但总体上与工业发达的国家相比仍有较大的差距[2]。
我国模具工业起步晚,底子薄,与工业发达国家相比有很大的差距,但在国家产业政策和与之配套的一系列国家经济政策的支持和引导下,我国模具工业发展迅速。
据统计,我国现有模具生产厂近2万家,从业人员约50万人,“九五”期间的年增长率为13%. 2000年总产值为270亿元,占世界总量的5%。
但从总体上看,自产自用占主导地位,商品化模具仅为1/3左右,国内模具生产仍供不应求,特别是精密、大型、复杂、长寿命模具,仍主要依赖进口。
目前,就整个模具市场来看,进口模具约占市场总量的20%左右,其中,中高档模具进口比例达40%以上。
因此,近年来我国模具发展的重点放在精密、大型、复杂、长寿命模具上,并取得了可喜的成绩,模具进口逐渐下降,模具技术和水平也有长足的进步。
近年来,模具行业结构调整和体制改革步伐加快,主要表现为:大型精密、复杂、长寿命等中高档模具及模具标准件发展速度快于一般模具产品;塑料模和压铸模比例增大;专业模具厂数量增加较快,其能力提高显著;“三资”及私营企业发展迅速,尤其是“三资”企业目前已成为行业的主力军;股份制改造步伐加快,等等。
从地区分布来说,以珠江三角洲和长江三角洲为中心的东南沿海地区发展快于中西部地区,南方的发展快于北方。
目前发展最快、模具生产最为集中的省份是广东和浙江,这2个省的模具产值已占全国总量的六成以上。
江苏、上海、山东、安徽等地目前发展态势也很好。
我国模具年生产总量虽然已位居世界第三,但设计制造水平在总体上要比工业发达国家落后许多,其差距主要表现在下列六方面:(1)国内自配率不足80%,中低档模具供过于求,中高档模具自配率不足60%。
(2)企业组织结构、产品结构、技术结构和进出口结构都不够合理。
(3)模具产品水平和生产工艺水平总体上比国际先进水平低许多,而模具生产周期却要比国际先进水平长许多。
(4)开发能力弱,经济效益欠佳。
我国模具企业技术人员比例较低,水平也较低,不重视产品开发,在市场中常处于被动地位。
(5)模具标准化水平和模具标准件使用覆盖率低。
(6)与国际先进水平相比,模具企业的管理落后更甚于技术落后[1]。
纵观发达国家对模具工业的认识与重视,我们感受到制造理念陈旧则是我国模具工业发展滞后的直接原因。
模具技术水平的高低,决定着产品的质量、效益和新产品开发能力,它已成为衡量一个国家制造业水平高低的重要标志。
因此,模具是国家重点鼓励与支持发展的技术和产品,现代模具是多学科知识集聚的高新技术产业的一部分,是国民经济的装备产业,其技术、资金与劳动相对密集。
提高模具标准化水平和模具标准件的使用率。
模具标准件是模具基础,其大量应用可缩短模具设计制造周期,同时也显著提高模具的制造精度和使用性能,大大地提高模具质量。