生产装置实用工艺过程风险分析报告
工艺过程风险分析
工艺过程风险分析引言概述:工艺过程风险分析是一种通过系统性的方法来识别、评估和管理工艺过程中可能出现的各种风险的过程。
它可以帮助企业在制定和执行工艺过程管理措施时,更好地预防和控制潜在的风险,保障生产的安全和稳定性。
本文将从五个大点来阐述工艺过程风险分析的重要性和方法。
正文内容:1. 风险识别1.1 工艺过程中的物理风险工艺过程中可能存在的物理风险包括火灾、爆炸、电击等。
在风险识别阶段,需要对工艺过程中的设备、材料和操作进行全面的检查和评估,确定潜在的物理风险点。
1.2 工艺过程中的化学风险工艺过程中的化学风险主要指的是与化学物质相关的风险,如毒性、腐蚀性、易燃性等。
在风险识别阶段,需要对工艺过程中使用的化学物质进行详细的分析,确定可能存在的化学风险。
1.3 工艺过程中的生物风险工艺过程中可能存在的生物风险包括细菌、病毒、真菌等微生物的传播和感染。
在风险识别阶段,需要对工艺过程中的环境、设备和操作进行细致的观察和分析,确定潜在的生物风险点。
2. 风险评估2.1 风险概率评估针对识别出的潜在风险点,需要评估其发生的概率。
这可以通过历史数据、专家经验和统计分析等方法来进行。
评估概率的准确性对于后续的风险控制措施的制定和执行具有重要意义。
2.2 风险严重程度评估对于识别出的潜在风险点,需要评估其发生时可能带来的严重后果。
这可以通过对工艺过程中的设备、材料和操作进行分析和模拟,确定潜在风险的严重程度。
评估严重程度有助于确定哪些风险需要优先考虑和控制。
2.3 风险影响评估风险发生时可能对企业的经济、环境和声誉等方面造成的影响也需要进行评估。
这可以通过对风险发生时可能带来的损失进行分析和估算来实现。
评估影响的大小有助于确定哪些风险需要特别关注和管理。
3. 风险控制3.1 风险防范措施根据风险识别和评估的结果,可以制定相应的风险防范措施。
这包括改进设备设计、优化工艺流程、加强操作规范等。
风险防范措施的制定应综合考虑风险的概率、严重程度和影响,以达到最佳的风险控制效果。
生产装置工艺过程风险分析
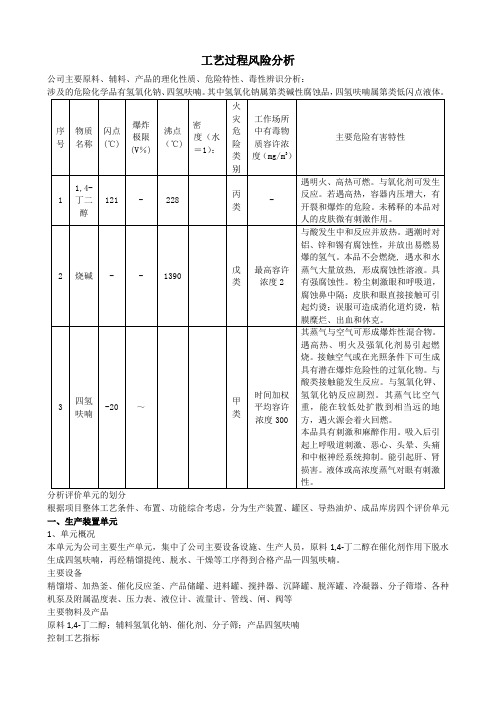
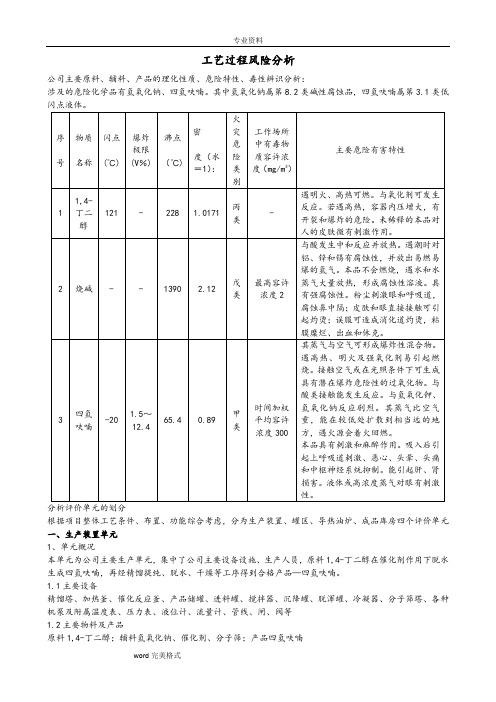
工艺过程风险分析公司主要原料、辅料、产品的理化性质、危险特性、毒性辨识分析:涉及的危险化学品有氢氧化钠、四氢呋喃。
其中氢氧化钠属第类碱性腐蚀品,四氢呋喃属第类低闪点液体。
分析评价单元的划分根据项目整体工艺条件、布置、功能综合考虑,分为生产装置、罐区、导热油炉、成品库房四个评价单元一、生产装置单元1、单元概况本单元为公司主要生产单元,集中了公司主要设备设施、生产人员,原料1,4-丁二醇在催化剂作用下脱水生成四氢呋喃,再经精馏提纯、脱水、干燥等工序得到合格产品—四氢呋喃。
主要设备精馏塔、加热釜、催化反应釜、产品储罐、进料罐、搅拌器、沉降罐、脱浑罐、冷凝器、分子筛塔、各种机泵及附属温度表、压力表、液位计、流量计、管线、闸、阀等主要物料及产品原料1,4-丁二醇;辅料氢氧化钠、催化剂、分子筛;产品四氢呋喃控制工艺指标压力:—常压最高控制温度:225℃ 2、工艺流程 反应机理C 4H 10O 2 催化剂 C 4H 8O+H 2O工艺流程:工艺操作过程简介原料精制:开原料真空泵,原料从储罐抽到原料罐加热滏中,控制加热滏液面低于65%-75%,控制加热滏温度110℃-120℃,轻组分自塔顶蒸出后进原料精馏塔精馏,控制精馏塔一定真空度,再沸器持续升温,控制塔底温度150℃,待回流罐见液面后,开启回流泵,建立平衡,平衡正常后,控制回流罐的液面50%-60%,塔内轻组分在气液分离器进一步分离出来,待回流罐采样分析合格后,开始自回流罐向反应器进料脱水。
反应转化:提纯得1,4-丁二醇,自回流罐用泵打入反映其中进行脱水反应。
反应器顶部温度维持在80℃,以110kg/h 的速度从顶部得到含有80%的四氢呋喃水溶液,进入四氢呋喃粗品罐。
精制分离:粗品四氢呋喃用泵打入粗品精馏塔,控制塔底温度66℃左右蒸馏,控制塔一定真空度,回流罐见液面后建立回流,控制回流液罐面60%左右,开始自回流少量采出头馏分去粗品罐,待回流采出组分分析合格后,用泵送碱洗塔。
工艺过程风险分析
工艺过程风险分析一、引言工艺过程风险分析是对生产过程中可能存在的各种风险进行评估和分析的过程。
通过对工艺过程中可能浮现的风险进行全面的识别和评估,可以匡助企业制定合理的风险控制措施,保障生产过程的安全和稳定性。
本文将以某化工企业的生产工艺过程为例,详细介绍工艺过程风险分析的流程和方法。
二、工艺过程概述某化工企业的生产工艺过程包括原料准备、反应装置、分离装置、储存装置等多个环节。
在这个过程中,可能存在的风险包括原料泄漏、反应过程失控、分离装置故障等。
为了保证生产过程的安全和稳定,需要进行全面的风险分析。
三、风险识别1. 原料准备阶段在原料准备阶段,可能存在的风险包括原料泄漏、原料存储不当等。
通过对原料的储存容器进行检查和维护,确保其密封性和稳定性,可以减少原料泄漏的风险。
此外,还需制定相应的操作规程,确保原料的准备过程符合规范。
2. 反应装置阶段在反应装置阶段,可能存在的风险包括反应过程失控、反应温度过高等。
为了降低这些风险,需要确保反应装置的正常运行和维护,定期检查温度、压力等参数是否正常。
同时,制定相应的应急预案,以应对可能浮现的突发情况。
3. 分离装置阶段在分离装置阶段,可能存在的风险包括设备故障、操作失误等。
为了降低这些风险,需要对分离装置进行定期的检查和维护,确保其正常运行。
此外,还需加强操作人员的培训和管理,提高其对分离装置操作的熟悉度和技能水平。
4. 储存装置阶段在储存装置阶段,可能存在的风险包括储存容器泄漏、储存温度过高等。
为了降低这些风险,需要对储存装置进行定期的检查和维护,确保其安全性和稳定性。
同时,制定相应的应急预案,以应对可能浮现的突发情况。
四、风险评估在对工艺过程中的风险进行识别后,需要对其进行评估,以确定其发生的可能性和影响程度。
评估的方法可以采用风险矩阵法或者风险指数法。
通过对风险的评估,可以确定哪些风险需要优先处理,并制定相应的控制措施。
五、风险控制措施根据风险评估的结果,制定相应的风险控制措施。
工艺过程风险分析
工艺过程风险分析引言概述:工艺过程是指将原材料转化为最终产品的一系列操作和步骤。
在工艺过程中,存在着各种潜在的风险,包括安全事故、环境污染、产品质量问题等。
因此,进行工艺过程风险分析是非常重要的,可以帮助企业识别潜在的风险,并采取相应的措施来降低风险的发生概率和影响程度。
一、设备风险分析1.1 设备故障风险- 对设备进行全面的检查和维护,确保其正常运行。
- 定期进行设备的保养和维修,以减少故障的发生。
- 使用高质量的设备和零部件,提高设备的可靠性和稳定性。
1.2 设备操作风险- 培训操作人员,确保其熟悉设备的正确操作方法。
- 制定操作规程和安全操作流程,明确工作人员的责任和义务。
- 安装安全设备,如紧急停机按钮和防护罩,以减少操作风险。
1.3 设备设计风险- 采用先进的工艺设计和工艺流程,降低工艺过程中的风险。
- 进行设备的可靠性评估和故障模式分析,及时发现并解决设计缺陷。
- 与供应商密切合作,确保设备的设计符合相关标准和规范。
二、材料风险分析2.1 原材料质量风险- 与供应商建立长期稳定的合作关系,确保原材料的质量可靠。
- 进行原材料的抽样检测和质量控制,确保其符合产品要求。
- 定期评估供应商的绩效,及时处理质量问题。
2.2 原材料储存风险- 采用适当的储存条件,如温度、湿度等,确保原材料的质量不受影响。
- 建立合理的库存管理制度,避免原材料过期或受到污染。
- 定期清理和检查储存区域,确保其安全和整洁。
2.3 原材料选择风险- 对原材料进行全面的评估和筛选,选择符合产品要求的原材料。
- 与供应商合作,共同解决原材料选择方面的问题。
- 进行原材料的充分测试和验证,确保其性能和质量符合要求。
三、工艺流程风险分析3.1 工艺参数风险- 进行工艺参数的优化和调整,以降低风险的发生概率。
- 定期监测和记录工艺参数的变化,及时调整工艺流程。
- 建立工艺参数的标准和规范,确保其稳定性和可控性。
3.2 工艺控制风险- 使用先进的自动化控制系统,提高工艺的稳定性和可靠性。
工艺过程风险分析

工艺过程风险分析引言概述:工艺过程风险分析是一种重要的管理工具,用于评估和控制生产过程中可能出现的各种风险。
通过对工艺过程进行全面的风险分析,可以帮助企业更好地识别和管理潜在的风险,提高生产效率和产品质量,确保生产过程的安全性和可靠性。
一、风险源分析1.1 原材料风险:原材料的质量、来源、存储等方面可能存在风险,如原材料受污染、变质等。
1.2 设备风险:设备的老化、故障、维护不当等都可能导致生产过程中的风险。
1.3 人为因素风险:人员操作不当、缺乏培训、疲劳等因素也是工艺过程中的潜在风险源。
二、风险识别和评估2.1 风险识别:通过对工艺过程中可能存在的各种风险源进行识别,包括原材料、设备、人为因素等。
2.2 风险评估:对识别出的风险进行评估,包括风险的可能性、影响程度、紧急程度等方面的评估,以确定风险的优先级。
2.3 风险控制措施:根据风险评估的结果,制定相应的风险控制措施,包括改进原材料采购管理、设备维护保养、人员培训等措施。
三、风险控制和监控3.1 风险控制计划:制定详细的风险控制计划,包括控制措施的具体实施方案、责任人、时间节点等。
3.2 风险监控:建立风险监控机制,定期检查和评估风险控制措施的有效性,及时调整和改进。
3.3 风险应急预案:制定应急预案,应对突发风险事件,确保生产过程的安全性和稳定性。
四、风险沟通与培训4.1 风险沟通:建立有效的风险沟通机制,确保各级管理人员和员工了解工艺过程中的风险情况,共同参与风险管理工作。
4.2 风险培训:开展风险管理培训,提高员工对风险管理的认识和能力,增强风险意识。
4.3 经验分享:定期组织风险管理经验分享会议,总结和分享成功的风险管理实践,促进风险管理经验的积累和传承。
五、风险评估与持续改进5.1 风险评估:定期对工艺过程进行风险评估,及时发现和解决新的风险问题。
5.2 持续改进:不断改进风险管理体系和控制措施,提高工艺过程的安全性和可靠性。
5.3 绩效评估:建立风险管理绩效评估机制,对风险管理工作进行定期评估和反馈,持续改进风险管理水平。
生产工艺过程风险分析

工艺过程风险分析我公司安全风险评价小组根据国家有关标准规定经分析后认为,下表中的生产工序在生产过程中可能存在的主要危险、危害因素有火灾爆炸、触电、中毒和窒息、灼(冻)伤、高空坠落、物体打击、机械伤害、噪声、车辆伤害、粉尘、淹溺、起重伤害等。
主要危险、危害因素分布情况一览表1、火灾爆炸火灾是可燃物质燃烧失去控制而造成的事故,爆炸是物质发生变化的速度不断急剧增大,并在极短的时间内释放出大量能量的现象,火灾和爆炸事故都能造成较大的人员伤亡和财产损失的后果。
1)乙炔生产装置中,使用丙酮为第3.1类低闪点易燃液体,乙炔属于第2.1类易燃气体,电石属于第4.1类易燃固体,其火灾危险性为甲类,氮气及成品乙炔所用的包装容器属于带压设备,容易造成物理爆炸。
引起火灾和爆炸危险的主要因素有大量泄漏,如各类储罐、泵、反应器、管道等处;控制失灵,如阀门、仪表损坏或安全装置失效、年久失修,使生产工艺过程失去了控制;误操作,由于操作工的工作失误,造成物料跑损、泄漏、容器内压力升高等。
同时,在整个生产过程中,原料碳化钙是一种遇水易燃品,原料丙酮也是易燃、易爆物品;尤其是发生器、气柜、压缩机、充装器和乙炔管道内部以及乙炔气瓶均有乙炔气体存在,如果操作、控制不当,将十分危险。
乙炔与铜、汞、银能形成爆炸性混合物,遇明火、高热会引起燃烧爆炸,遇卤素会引起燃烧爆炸。
因此,要加强管理,严格操作规程,确保气体保护和生产紧急连锁制动设施、连锁保护设施、紧急泄放装置等的良好运行,杜绝明火,避免任何火灾爆炸事故的发生。
2)在输送丙酮、乙炔气等易燃易爆化学品时,若流速控制不当,易产生静电而引起火灾、爆炸事故。
装卸乙炔瓶、氮气瓶时,未轻搬轻放,碰撞产生火花或者造成容器内的压力升高,引起火灾、爆炸事故。
3)乙炔发生器投用前放入足量的清洁水,以满足电石发气需要。
如果乙炔发生器的水量不足,或未按规定及时换水,致使水质混浊,结果电石分解产生的热量,使反应区的温度迅速上升,超过200℃时发生下列反应:CaC2 + Ca(OH)2 = C2H2 + 2CaO在这种情况下,电石因夺去Ca(OH)2所含的水分而分解,熟石灰形成密实的外皮包覆着电石块,造成电石剧烈过热,当温度超过580℃时,就会引起乙炔的燃烧和分解爆炸。
生产装置实用工艺过程风险分析报告
生产装置实用工艺过程风险分析报告1.引言生产装置是一个复杂的系统,其中涉及的工艺过程可能伴随着各种风险。
为了保障生产装置的安全运行,本报告对工艺过程中的风险进行分析,并提出相应的风险控制措施。
2.风险识别通过对生产装置的工艺过程进行全面的调研和调查,我们识别了以下几类可能的风险:(1)物料和设备的失控:由于物料和设备缺陷或操作人员失误,物料和设备可能发生失控现象,导致生产装置无法正常运行。
(2)爆炸和火灾:生产过程中可能发生爆炸和火灾,造成严重的人员伤亡和财产损失。
(3)化学物质泄漏:由于容器破裂、操作失误或设备故障,化学物质可能泄漏到环境中,对人员、设备和环境造成损害。
(4)电气故障:电气设备可能由于电线老化、短路等原因发生故障,导致生产装置停机或发生火灾。
(5)人员伤害:操作人员可能在操作过程中受伤,例如受到物料溅射、设备滑倒等。
(6)自然灾害:生产装置可能受到自然灾害的影响,导致停机和设备损坏。
3.风险评估根据以上识别的风险,我们对每种风险进行了评估,确定了其潜在的严重程度和发生频率。
通过对评估结果的综合分析,得出具体的风险等级。
4.风险控制措施为了降低风险,我们提出了一系列的风险控制措施:(1)实施全面的安全培训,提高操作人员的安全意识和操作技能,减少人为失误的可能性。
(2)加强设备维护和检修工作,定期检查设备的状态,确保其正常运行。
(3)安装可靠的监测设备,及时发现和处理物料和设备失控的情况。
(4)建立完善的应急预案,提前制定灾难性事件的处理方案,并进行定期演练。
(5)采取合适的防护措施,对可能产生的爆炸、火灾、化学物质泄漏等情况进行防范。
(6)定期对电气设备进行维修和检测,减少电气故障的发生。
(7)加强对操作人员的培训,提高其自身安全防护意识,降低人员伤害的风险。
(8)对生产装置进行适应自然灾害的设计和改造,提高其抗灾能力。
5.结论通过对生产装置工艺过程的风险分析,我们确定了几类潜在的风险,并制定了相应的风险控制措施。
生产装置工艺过程风险分析报告
工艺过程风险分析公司主要原料、辅料、产品的理化性质、危险特性、毒性辨识分析:涉及的危险化学品有氢氧化钠、四氢呋喃。
其中氢氧化钠属第8.2类碱性腐蚀品,四氢呋喃属第3.1类低分析评价单元的划分根据项目整体工艺条件、布置、功能综合考虑,分为生产装置、罐区、导热油炉、成品库房四个评价单元一、生产装置单元1、单元概况本单元为公司主要生产单元,集中了公司主要设备设施、生产人员,原料1,4-丁二醇在催化剂作用下脱水生成四氢呋喃,再经精馏提纯、脱水、干燥等工序得到合格产品—四氢呋喃。
1.1主要设备精馏塔、加热釜、催化反应釜、产品储罐、进料罐、搅拌器、沉降罐、脱浑罐、冷凝器、分子筛塔、各种机泵及附属温度表、压力表、液位计、流量计、管线、闸、阀等1.2主要物料及产品原料1,4-丁二醇;辅料氢氧化钠、催化剂、分子筛;产品四氢呋喃1.3控制工艺指标1.3.1压力:-0.05-0.08MPa—常压1.3.2最高控制温度:225℃2、工艺流程2.1反应机理C 4H10O2催化剂C4H8O+H2O2.2工艺流程:2.3工艺操作过程简介2.3.1原料精制:开原料真空泵,原料从储罐抽到原料罐加热滏中,控制加热滏液面低于65%-75%,控制加热滏温度110℃-120℃,轻组分自塔顶蒸出后进原料精馏塔精馏,控制精馏塔一定真空度,再沸器持续升温,控制塔底温度150℃,待回流罐见液面后,开启回流泵,建立平衡,平衡正常后,控制回流罐的液面50%-60%,塔内轻组分在气液分离器进一步分离出来,待回流罐采样分析合格后,开始自回流罐向反应器进料脱水。
2.3.2反应转化:提纯得1,4-丁二醇,自回流罐用泵打入反映其中进行脱水反应。
反应器顶部温度维持在80℃,以110kg/h的速度从顶部得到含有80%的四氢呋喃水溶液,进入四氢呋喃粗品罐。
2.3.3精制分离:粗品四氢呋喃用泵打入粗品精馏塔,控制塔底温度66℃左右蒸馏,控制塔一定真空度,回流罐见液面后建立回流,控制回流液罐面60%左右,开始自回流少量采出头馏分去粗品罐,待回流采出组分分析合格后,用泵送碱洗塔。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
工艺过程风险分析
公司主要原料、辅料、产品的理化性质、危险特性、毒性辨识分析:
涉及的危险化学品有氢氧化钠、四氢呋喃。
其中氢氧化钠属第8.2类碱性腐蚀品,四氢呋喃属第3.1类低
分析评价单元的划分
根据项目整体工艺条件、布置、功能综合考虑,分为生产装置、罐区、导热油炉、成品库房四个评价单元
一、生产装置单元
1、单元概况
本单元为公司主要生产单元,集中了公司主要设备设施、生产人员,原料1,4-丁二醇在催化剂作用下脱水生成四氢呋喃,再经精馏提纯、脱水、干燥等工序得到合格产品—四氢呋喃。
1.1主要设备
精馏塔、加热釜、催化反应釜、产品储罐、进料罐、搅拌器、沉降罐、脱浑罐、冷凝器、分子筛塔、各种机泵及附属温度表、压力表、液位计、流量计、管线、闸、阀等
1.2主要物料及产品
原料1,4-丁二醇;辅料氢氧化钠、催化剂、分子筛;产品四氢呋喃
1.3控制工艺指标
1.3.1压力:-0.05-0.08MPa—常压
1.3.2最高控制温度:225℃
2、工艺流程
2.1反应机理
C 4H
10
O
2
催化剂C
4
H
8
O+H
2
O
2.2工艺流程:
2.3工艺操作过程简介
2.3.1原料精制:开原料真空泵,原料从储罐抽到原料罐加热滏中,控制加热滏液面低于65%-75%,控制加热滏温度110℃-120℃,轻组分自塔顶蒸出后进原料精馏塔精馏,控制精馏塔一定真空度,再沸器持续升温,控制塔底温度150℃,待回流罐见液面后,开启回流泵,建立平衡,平衡正常后,控制回流罐的液面50%-60%,塔内轻组分在气液分离器进一步分离出来,待回流罐采样分析合格后,开始自回流罐向反应器进料脱水。
2.3.2反应转化:提纯得1,4-丁二醇,自回流罐用泵打入反映其中进行脱水反应。
反应器顶部温度维持在80℃,以110kg/h的速度从顶部得到含有80%的四氢呋喃水溶液,进入四氢呋喃粗品罐。
2.3.3精制分离:粗品四氢呋喃用泵打入粗品精馏塔,控制塔底温度66℃左右蒸馏,控制塔一定真空度,回流罐见液面后建立回流,控制回流液罐面60%左右,开始自回流少量采出头馏分去粗品罐,待回流采出组分分析合格后,用泵送碱洗塔。
2.3.4碱洗:碱洗塔塔低加热,控制温度低于70℃快速蒸出。
蒸出物经冷凝器冷凝后经泵送入固碱脱水搅拌器,进一步脱出游离水分,用泵送入沉降罐2-5hr,待分离后自顶层液面取得提浓的四氢呋喃,四氢呋喃进一步去精馏塔进行蒸馏,控制塔底温度65℃左右,控制塔一定真空度,塔顶蒸出的四氢呋喃进分子筛罐提纯后的成品四氢呋喃,成品四氢呋喃包装装桶,塔底碱液回收到碱洗备用。
3、工艺过程风险分析
3.1工艺过程中的危险及控制失效影响
工艺过程中的危险及控制失效影响分析单元:生产装置
3.2本单元潜在事故及发生因素:
文档大全
文档大全
文档大全
文档大全
文档大全。