冲模斜楔在运动机构中的设计分析
《斜楔式冲孔模设计》毕业设计论文[1][1]
![《斜楔式冲孔模设计》毕业设计论文[1][1]](https://img.taocdn.com/s3/m/100259f1f61fb7360b4c65cc.png)
2.1.2凸模冲头长度的确定……………………………………………………………20
2.2凹模的设计…………………………………………………………………………21
2.2.1凹模的类型和结构形式…………………………………………………………21
2.2.2凹模外形尺寸的确定……………………………………………………………22
As the economic recovery after the economic crisis caused by the U.S. subprime mortgage crisis, the international and domestic market growing increasingly better and market demand of die and mould industry further expansion, the mould is entering the rapid development stage, the market will further development, mould manufacturing scale and practitioners will further expansion, the exchanges and cooperation of domestic and international enterprise will also expands unceasingly, the prospect of mould industrial is bright.But at the same time as the international market competition further heated,the development of die and mould industry in our country is also faced with severe challenges.
斜楔模模具设计 ppt课件

滑块受力不平衡
滑块受力不平衡
SAM MOULD 滑块受力比较好
滑块受力比较好
标准斜楔模的设计
E)根据斜楔滑块和冲 头固定座的固定位置和 截面图,确定斜楔的安 装高度和平面位置,尽 量保证斜楔的安装高度 和平面坐标尺寸为整数 (末尾0、5)。
SAM MOULD
通过截面和冲 头固定座 与滑块的 固定位置, 确定斜楔 的平面位 置和安装 高度
吊装斜楔滑块行程:
凸缘到斜楔修边、冲孔或者翻 边的距离+20mm;
SAM MOULD
普通斜楔滑块行程需要考虑制件顺利的送取和上压 料芯和冲头不论在什么状态都不干涉,以及冲 头维修和拆卸方便
需要考虑冲头和压料芯是否干涉
标准斜楔模的设计
吊装斜楔需要考虑在滑块上安装的工作组件 (冲头、侧修刀块、翻边刀块)是否影响压料 芯的装配和拆卸;并且在斜楔与压料芯之间是 否有足够的空间研磨;
代码-工作安装面(W)-行程(ST)-斜楔的角度(θ )-固定方式(K为键 定位,N为销定位) 3、常用的各类斜楔的优缺点
a、水平斜楔:需要充分考虑制件的取出问题; b、悬吊斜楔:作业性好,但是刃口研配困难; c、双动斜楔:占用空间比较大,而且结构复杂,对于模具的强度有影响(旋 转斜楔替代); 4、斜楔模具斜楔行程设计时应表达的内容 1)斜楔滑块的行程:ST 2)斜楔行程:L 3)斜楔作业行程:W 4)斜楔压料板行程:C 5)斜楔角度:θ 6)上压料芯动作开始点:P 7)上下模导向啮合点:G
SAM MOULD
标准斜楔模的设计
H)标准斜楔模的压料器的分类:
压料器对制件的定位、变形起防止作用, 根据起形状、动作方向个数等可以划 分为三种类型: a)上压料芯 其优点为:压紧力比较大,不用担心 零 件的变形;接近垂直壁面且靠近 侧壁端面,用上压料芯分离; b)斜楔侧压料芯 c)侧压料和正压料共用 侧压料的压紧力不足; 零件不稳定; 正压料要比侧压料提前10mm压 紧制件;
冲压模具斜楔种类及工作原理_解释说明以及概述
冲压模具斜楔种类及工作原理解释说明以及概述1. 引言1.1 概述冲压模具斜楔是一种常见且重要的组件,广泛应用于冲压生产中。
斜楔的作用是在冲压过程中提供支撑和定位功能,保证模具在运行过程中的稳定性和精度。
不同类型的斜楔具有不同的特点和工作原理,因此对其进行分类和研究十分必要。
1.2 文章结构本文主要围绕冲压模具斜楔种类及工作原理展开详细解释说明,并对其重要性进行阐述。
文章将包括引言、冲压模具斜楔种类及工作原理、解释说明以及概述以及结论四个部分。
1.3 目的本文旨在通过对冲压模具斜楔种类及工作原理进行深入剖析,加深读者对该组件的认识和了解。
同时,通过解释斜楔在冲压模具中的重要性以及不同类型斜楔的功能和特点,探讨其在提高冲压生产效率中所起到的作用。
最后,总结冲压模具斜楔种类及工作原理的重要性和应用价值,并展望其发展趋势和改善方向。
这样,读者可以全面了解冲压模具斜楔的功能、分类、工作原理以及其在冲压生产中的应用价值,从而为相关领域的学习和应用提供帮助和指导。
2. 冲压模具斜楔种类及工作原理2.1 斜楔的定义和作用斜楔是冲压模具中的一种夹紧元件,其设计和使用旨在提供稳定的夹紧力以固定模具元件。
斜楔通常由金属材料制成,具有一个或多个倾斜面。
它们被安装在模具的两个相对运动部分之间,并通过斜面互相卡合以提供额外的夹紧力。
斜楔的主要作用是加强冲压模具的刚性,确保精度和重复性,从而提高生产效率和产品质量。
它们还可以防止模具零件间的相对移动,并减少工作时引起振动和噪音的可能性。
2.2 斜楔的分类和特点根据构造形式,斜楔可以分为直角梯形、带圆角梯形、等腰三角形等不同类型。
每种类型都有其独特的特点和适用范围。
- 直角梯形斜楔:该类型的斜楔具有直角边和一组平行倾斜面。
它们适用于需要较大夹紧力和高刚性的情况。
- 带圆角梯形斜楔:该类型的斜楔具有带圆角的倾斜面,可避免过度磨损和伤害。
它们常用于高速或频繁操作的模具中。
- 等腰三角形斜楔:该类型的斜楔两边长度相等,适用于需要紧凑设计和较小安装空间的模具。
冲模斜楔在运动机构中的设计分析
P =F t a na
n 一
一
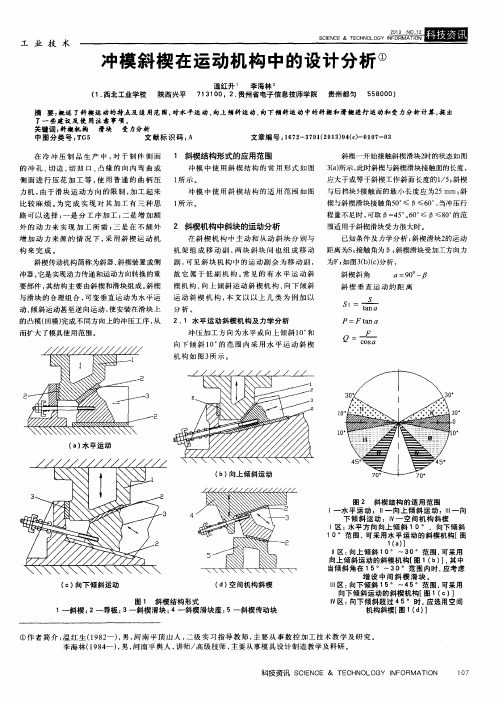
冲 压加 工方 向 为水 平 或 向上 倾 斜 1 0 。 和 向 下倾 斜 1 0 。 的 范 围 内 采 用 水 平 运 动 斜 楔 机 构如 图 3 所示。
cos a
2
l 0
l 0
( a ) 水平 运 动
常 见 的 有 水 平 运 动 斜 冲器 。 它是 实现动 力传递 和运动方 向转换 的重 故 它 属 于 低 副 机 构 。 要 部件 , 其结构 主要 由斜 楔和 滑块 组成 。 斜 楔 楔 机 构 、 向上 倾 斜 运 动 斜 楔机 构 、 向 下倾 斜 与滑块 的 合理组 合 , 可 变垂 直 运 动 为水 平运 运 动 斜 楔 机 构 , 本 文 以 以 上 几 类 为 例 加 以
工 业 技 术
S C J E N C E&丁 E C H N O L 0 G Y
冲 模斜 楔 在 运 动机 构 中 的 设 计 分 析 ①
温红 升 李海 林 ( 1 . 西 北工业学校 陕西 兴平 7 1 3 1 0 0 ;2 贵 州省 电子信 息技 师学院 贵州都 匀 5 5 8 0 0 0 )
科技资 讯 S C I E N C E& T E C H N O L O G Y I N F O R MA T I O N
1 0 7
工 业 技 术
( a)结构 分析 图
机 架组成移 动副 , 两 块 斜 块 间也 组 成 移 动 距离为S ; 接触 角为 p; 斜楔滑 块受加 工方向力 ; 如 图3 ( b ) ( c ) 分析, 副, 可 见 斜 块 机 构 中的 运 动 副 全 为 移 动 副 , 为F
非标双面斜楔在冲压模具中应用及其设计原理

分析制件的造型特点及制件的关键尺寸,制件尺
寸比较小,图 1 中的 3 个孔位置和两个侧边的尺寸为
关键尺寸,需保证关键尺寸,通过 CAE 软件分析和以
一工位
正浅压型
①OP10 落料冲孔
有限,无法布局两个标准斜楔机构;由于需要侧修的
边对称,考虑设计一种非标斜楔机构实现双面侧修
内容。
二工位
压型到位
②OP20 两工位压型
·冲 模 技 术·
构不能满足,其工艺、结构及成本受限情况,设计一
往相似件工序排布经验,成形采用两工位压型,第一
种能实现两个对称方向角度的斜楔机构,能大大节
工位浅压型,第二工位压型到位代替拉伸成形(由于
约制件的制造成本。
制件相当压型比较深,采用一次压型的到位制件的两
2
个边起皱严重,无法保证制件的型面要求),若选择拉
形代替拉伸成形的方案,模具可设计在小吨位的床
(公差范围在±0.1mm),按设计图纸要求两个侧边的
子,对应的模具尺寸尽量的小,制件的制造成本可大
尺寸公差要求比较高,由于制件尺寸比较小,制件
价 值 成 本 相 对 应 得 也 不 高 ,加 工 制 件 的 工 序 数 越
少,冲压的模具尺寸尽量的缩小,模具结构设计越
个斜楔机构,这样就大大增加了制件的成本。若使用新设计的非标双面斜楔即可实现一
副模具侧修对称边的工作内容,可大大降低制件的制造成本。介绍了双面斜楔在模具中
的应用场景及非标双面斜楔机构的结构组成。
关键词:
结构;非标双面斜楔;冲压模具
中图分类号:TG385.2
文献标识码:B
DOI:
10.12147/ki.1671-3508.2023.08.006
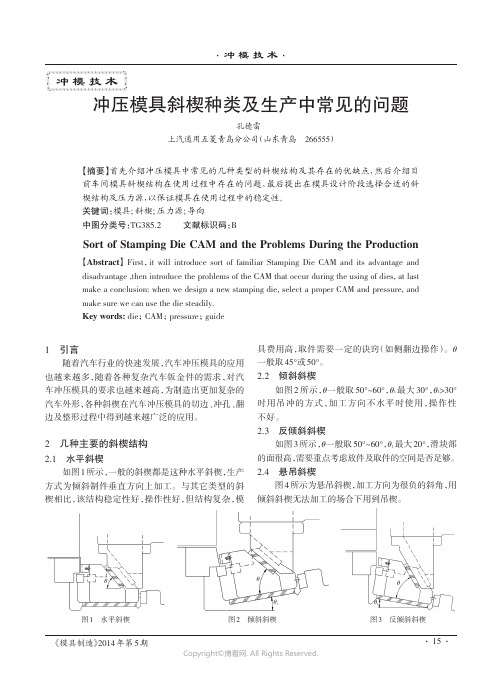
冲压模具斜楔种类及生产中常见的问题
2.6
如图 6 所示,模具刚性有保证,制造比较容易,但
如图 9 所示,由于采用双动及对向斜楔时,
斜楔结
构中的滑块及滑车占用空间较大,容易增大模具结
构,增加模具制造成本,因此可以采用旋转斜楔结构,
一种,第二种结构形式工作稳定性好,但是对机加工
和合模要求更严格。
图 6 对向斜楔
停止斜楔
如图 7 所示,包含翻边上顶的模具,下压料芯的构
滑块 2
保证翻边后制件可以顺利取出。
滑块 1
驱动块 2
驱动块 1
图 14
3.5
驱动块
前门外板侧翻边斜楔结构
尾门外板侧冲孔斜楔结构
如图 15 所示,此处为侧冲孔工艺,此处斜楔结构
为 1 种特殊的斜楔结构,由于此处冲孔在制件中心区
域距离模具外侧距离约为 1,200mm,在正冲无法实现
· 18 ·
驱动凸轮
开始向内移动开始整形,当滑块 1 移动到位后,整形完
成。此处整形,滑块 1 为水平斜楔结构,由于此处整形
滑车
存在负角整形完成后,制件无法正常拿出,所以在下
驱动块 2
图 12 后侧围外板侧整形斜楔结构
部增加滑块 2 方便制件的顺利投放与取出。
滑块 1
滑块 1
在生产过程中,此种斜楔结构稳定性及精度要高
于第一种斜楔结构,可靠性较好,主要存在问题是由
楔结构及压力源,
以保证模具在使用过程中的稳定性。
关键词:
模具;
斜楔;
压力源;导向
中图分类号:TG385.2
文献标识码:B
Sort of Stamping Die CAM and the Problems During the Production
斜楔模设计-1
普通斜楔滑块行程需要考虑制件顺利的送取和上压 料芯和冲头不论在什么状态都不干涉,以及冲 头维修和拆卸方便
SAM MOULD
需要考虑冲头和压料芯是否干涉
标准斜楔模的设计
吊装斜楔需要考虑在滑块上安装的工作组件 (冲头、侧修刀块、翻边刀块)是否影响压料 芯的装配和拆卸;并且在斜楔与压料芯之间是 否有足够的空间研磨; G)废料的处理 1)废料过孔尽可能开大; 2)有的时候为了防止废料堵塞,侧冲孔的废 料需要增加顶料装置; 3)铸件上要设计废料滑板过孔要充分考虑废 料如果发生旋转后的最大尺寸的宽度; 4)如果废料过长,可以考虑增加废料刀,达 到废料滑出顺畅和模具强度的提高; 5)在下列情况下要使用弹性顶料销凸(凹) 模: a)为了使废料一片一片的滑落; b)想控制废料下落时的状态; 6)如果废料存在反弹时: a)刀口入模量要大; b)需要安装废料顶出装置; 7)下列情况需要增加废料导料装置: a)废料排除侧没有空位,必须将其转化为直角 方向垂直落下,垂直孔径最小是冲孔直径的2倍; b)如果是两侧同时冲孔时需要增加分料销;
SAM MOULD
斜楔机构的分类
按工作内容分为:
斜楔机构 标准斜楔 下置楔 吊楔 子母斜楔 非标定位斜楔 旋转斜楔 双动滑块斜楔
水平侧楔
倾斜侧楔
双动子母斜楔 单件组合子母斜楔
滑套连动斜楔 连杆斜楔 。。。。。
SAM MOULD
斜楔机构的分类
1.工作斜楔: 工作斜楔一般分为两类:下置楔和吊楔。 a.下置楔 下置楔机构为驱动楔部分在上模,工作楔部 分(即工作镶块)在下模。
c、非标定位斜楔 :即两个普通斜楔的合成,且两斜楔
的运动方向是相对的,与工作方向在同一直线上, 其中一个斜楔到位之后另一个斜楔再沿工作方向 开始工作; 使用条件:斜楔翻边等零件内扣,取出制件困难时使 用。
冲压模具斜楔的作用
冲压模具斜楔的作用
1. 调整模具间隙,斜楔可以用来调整模具的间隙,使得模具在
工作时能够达到最佳的压制效果。
通过调整斜楔的位置和角度,可
以精确地控制模具的开合间隙,以适应不同厚度和形状的工件材料,确保模具在工作时能够顺利进行冲压操作。
2. 平衡模具受力,在冲压过程中,模具会受到来自工件材料和
机械设备的巨大压力。
斜楔的设计可以帮助平衡模具受力,减少模
具的变形和损坏,延长模具的使用寿命。
3. 提高生产效率,合理使用斜楔可以使模具的安装和调整更加
方便快捷,节约了调试和更换模具的时间,提高了生产效率。
4. 保护设备和工人安全,斜楔的设计可以有效地固定模具,防
止在冲压过程中发生模具移位或者脱落的情况,保障了设备和工人
的安全。
总的来说,冲压模具斜楔在冲压加工中起着非常重要的作用,
它不仅影响着产品的质量和生产效率,还关系到设备和工人的安全。
因此,在模具设计和使用过程中,合理使用斜楔是非常重要的。
【doc】斜楔机构的分析及双楔角斜楔机构的设计
斜楔机构的分析及双楔角斜楔机构的设计南通工学院1997,13(2)JournalofNantongInstituteofTe一斜楔机构的分析及双楔角斜楔机构的设计罗新华花国然_———~-———一(南通工学院机械工程系,南通226007)l17.7f7~0,3摘要通过对斜楔机掏的运动分析和受力分析,提出对双模角斜楔机构设计的具体方法.关键词斜楔机构;夹具段计姐法分类号%职楔角斟楔乱构.亩if,夹靓丰勺斜楔是夹具夹紧机构的基本形式之一,它具有结构简单,能产生增力作用等特点,机床结构中一些工作部件的夹紧装置也常用到但单斜楔夹紧机构的夹紧行程和增力作用受斜楔角取值影响很大其应用受到限制.本文在对斜楔机构的参数作较详细分析的基础上,提出了双楔角斜楔机构设计的具体方法.1斜楔机构的分析斜楔机构最典型的应用是斜楔夹紧机构,利用斜楔可以使夹紧机构实现所施夹紧力方向改变,产生增力作用,并在满足一定条件时实现夹紧机构的自锁.图1a为斜楔推动顶柱的夹紧机构简图,现对这一类斜楔机构的运动和受力情况进行分析.夹紧机构外施力P与机构产生的夹紧力Q垂直,机构受力分析见图1b.夹紧力Q为:Q=P?式中:0为斜楔底面与支承面间摩擦角}0.为斜楔斜面与顶柱间摩擦角;0.为顶柱与导向面间的摩擦角;现令夹紧力Q和外施力P之比为斜楔机构的增力比i.图1a夹紧机构增力比:Q=㈨斜楔机构通过楔面实现斜楔的水平运动转换为顶柱的垂直运动,两者之间的运动关系有:Y—x?tga(见图le).定义顶柱位移Ay与斜楔水平位移△X之比为斜楔机构运动换向的行程比i..i一Ay/△x=ta(2)斜楔夹紧机构除需考虑增力比i外,还应有适当的行程比i.以及在某些情况下所需的自tI-J●I第2期罗新华花国然:斜楔机构的分析及取楔角斜楔机构的设计'15'yIdR2xp图1锁要求,以图1a斜楔夹紧机构为倒,对斜楔机构的增力比,行程比以及自锁条件等作一讨论.(1)自锁条件对图1斜楔夹紧机构,当斜楔能自锁,夹紧元件也不会出现松动.应满足夹紧自锁的条件为:.l+.2≥a(3)一般钢与钢或钢与铸铁的摩擦系数f--0.1~O.15,相应..:5.7.~8.5.,因此≤11.~17.为保证夹紧机构自镇可靠,可取6.~8.,由式(2)可知,此时夹紧行程比i大为减小.(2)斜楔机构的增力比i,行程比及传动效率1若不考虑斜楔机构各元件接触面间的摩擦时,斜楔机构的增力比称为理想增力比i',根据式(1),(2)可以得出i.=1/i定义斜楔机构的实际增力比与理想增力比的比值为斜楔机构的传动效率:=ip/ip.一ip?g4)i,1均为楔角a的函数图1斜楔机构的i,1与口角关系分别见图2中的曲线A和曲线a,对常用的单楔角斜楔机构分析可以看出,当≤1O.时,斜楔机构可取得较大增力比i,.但此时行程比i.很小,传动效率低,因此楔角小的单楔角斜楔机构用于需自锁的手动夹紧机构,且夹紧行程小,夹紧机构的设计受到诸多条件的限制.当≥35.时.行程比i增大,传动效率提高,但无增力作用(I≤1),因此大楔角斜楔机构一般没有实用价值.当在1O.~3O.时,行程比明显高于小楔角的情况,传动效率提高,增力比较小(1~2倍),在相同夹紧力的情况下,要求夹紧机构外施力P大,且不能自锁,一般机动夹紧的斜楔机构楔角在此范围内取值,但取值越大.增力比i越小.(3)带滚子的斜楔夹紧机构如果将图1a斜楔机构中顶柱与斜楔接触面间的滑动摩擦改为滚动摩擦,即将顶柱与斜楔的接触改为滚子接触时,可在一定范围内提高增力比i,改用滚子接触的当量摩擦角0'有:,d…go百'tgBb16南通工学院\It{8hL//l\1\l\=======,—,f——:=:l01020-]0405Otg~J=t9由2:t9cp8O.Id/D=0-5图2式中:d为滚子销轴直径.D为滚子外径通常d/D一0.5带滚子单楔角斜楔机构的增力比i仍用式(1)计算式中啦,0-应用当量摩擦角0',0t 代替.自锁条件按式(3)确定,同样.,.应改用.',0.图1中顶柱与斜楔面改用滚动摩擦的带滚子斜楔机构的增力比,传动效率与楔角a的关系可见图2中的曲线B和b.与图1斜楔机构相比,在楔角a较小时,增力比i传动效率有明显提高,但当a较大时,两者差别很小,并且带滚子斜楔机构需自锁时,楔角a更小,使行程比变得更小.2双楔角斜楔夹紧机构以上分析说明,单楔角斜楔机构的增力比i,与行程比i.是一对相互矛盾的参数.设计单楔角斜楔机构时.楔角a的选取,不能同时满足夹紧机构对ii的要求,采用双楔角的斜楔夹紧机构可解决这一问题现就双楔角斜楔机构的设计作一分析图3所示的双楔角斜楔机构中.通过大楔角可取得较大行程比,使斜楔推动夹紧元件快速趋近工件}通过小楔角可提高增力比,并且顶柱与斜楔面的接触采用带滚子形式.使夹紧机构得到较大的夹紧力对图3斜楔机构,其增力比i可参照式(1)有:1一tgoa?tg(a2+0{)…一顶柱在a,楔面移动,其垂直,水平位移与a,角的关系如图3所示从图中可得:x.tg~0一(x0--X2)t】+XZtga2将x:一y2/g42,x.一如/t.代入,有!二!g!.塑一旦一tgal—tgq?tgq.Y.0862Z眦z第2期罗新华花国然:斜楔机构的分析及双楔角斜楔机掏的设计'17'a.=署H-r,r1,\\//,,l,.Iy.1/fx.lI,,,,,,///////,/图3P式中:tga.双楔角斜楔夹紧机构的当量行程比.tgai..一Y o/x.,其中xo为斜楔水平移动行程.,y.夹紧机构的夹紧总行程.Y2由楔角a决定的夹紧行程.Y的确定应考虑夹紧过程的具体情况,一般应有y2≥S+S+△(8)S夹紧机构夹紧时的弹性变形S一顶柱由a-楔面移到a.楔面,在Y.方向的升程备量.△一工件在夹压方向上的尺寸误差.Y按式(8)确定后,Y2/y.值越小,夹紧总行程Y.越大,央紧机构尺寸变大,因此Y.大小应当满足工件在夹具上装卸方便所要求的尺寸条件.一般情况下,Y.取(5~1O)y..由式(7)分析,当a角增大,i也增大,但a决定了夹紧机构的增力比i,当夹具增力比要求大时,a应取小值,i..减小,在y/y.取值受限制条件下取值过小,i减小程度使得斜楔机构采用双楔角形式的实用价值不大,因此夹具设计的增力比要求应取适当值.当a 取~1O.时(tga一O.∞~O.18),图3斜楔机构增力比i≈3~4倍.而按y2/y.的取值条件可取Y2/y.≈tga.,为简化(7)式计算,则:tgal,,tg.一I_0双楔角斜楔机构的传动效率可根据单楔角斜楔机构的传动效率等效确定.由于夹紧力Q是在小楔角a斜面上产生,因此if=iptga=i?tga2(1o)双楔角斜楔机构的设计可按下列步骤进行:(1)应根据夹紧机构的增力比要求选择小楔角a;(2)根据式(8)及夹具的结构尺寸要求确定Y和y/y.;(3)按式(7)或(9)选择a以取得适当的当量行程比i…在行程比相同的条件下,双楔角斜楔机构与单楔角斜楔机构相比,可得到更大的增力比18南通工学院3结束语以上分析说明,双楔角斜楔机构在一定范围内可以解决单楔角斜楔机构设计中增力比,行程比要求互相矛盾的问题.双楔角斜楔夹紧机构设计时,应注意以下几个问题: (1)双楔角斜楔机构的楔面接触形式可采用滚子形式(图3),也可以用不带滚子的滑动摩擦形式.后者在楔角a取前述推荐值范围时可使夹紧机构实现自锁(i按照式1计算),但增力比i减小.固此斜楔面接触形式的选择,应根据夹紧机构是否要求自锁和增力比i 的设计要求决定.(2)楔角需根据夹紧机构增力比i选择,小,增力比i大.但当量行程比i减小.固此在满足夹紧机构增力比的条件下不宜取得过小.(3)楔角a越大,当量行程比i大.但带顶柱的斜楔机构在楔角a取得过大时,顶柱将受到较大的力矩,可能会在导向孔中卡住.固此a取值以35.~40.为宜.(4)进行双楔角斜楔面的结构设计时.应将q,a楔角交换处表面改用适当的圆弧面形状,以避免顶柱的运动在该部位出现冲击现象.参考文献1哈尔滨工业大学等,机床走具设计:幂二版.上海:上海科技出版社,l9892袁长良.机械制造工艺装奋设计手册.北京中国计量出敝社1992 ANANALYSISOFTHEWEDGEMECHANISMSANDTHEDESIGN0FAWEDGEMECHANISMWITHDUPLEXWEDGEANGLES LUOXinghuaHuaGuora~(MechanicalEngineeringDepartment?NantongInstituteofTechnology) AbstractThispaperanalysesthemovementandtheforceconditionsofthewedgemechan~m andpre—sentsamethodforthedesigningofthewedgemechanuismwithduplexwedgeangles. KeywordsWedgeMechau~sm?JgandFixtureDesign(上接第41页)ATENTATIVEPR0BEINT0THEENR0LMENTLSSUEoF LoCALENGINEERINGC0LLEGESUNDERTHE"UNIFIEDENROLMENTSYSTE M"LingJinshenWangYuxia(Dean~Offlce,NantongInstituteofTechnology) AbstractThispaperanalyzesboththesubjectiveandtheobjectivefactorsrelatingtothediffic ultyofstudentenrollmentiarecentyears£0【localeggineer[~gcolleges{italsoproposesa(ewpossibleremediesf0r theissueinthisquestion.KeywordsdifficultyofStudentenrolment,reasontcountermeasure。
摆动斜楔的设计及应用张玉磊
摆动斜楔的设计及应用张玉磊发布时间:2021-08-24T08:34:07.830Z 来源:《中国科技人才》2021年第13期作者:张玉磊[导读] 本文主要介绍摆动斜楔机构样式、结构特征、应用范围、结构特点以及此机构在冷冲压模具开发中的应用情况。
奇瑞汽车河南有限公司河南省开封市宋城路99号 475000摘要:汽车模具是生产汽车覆盖件的主要工艺装备,模具工艺结构设计的是否合理,在很大程度上决定了汽车覆盖件生产的质量,汽车模具设计过程中,自制斜楔的设计是至关重要的,自制斜楔机构由于机构独特,种类多,受力及运动复杂,在实际运用中掌握其设计使用方法是其一大难点,本文主要介绍摆动斜楔机构样式、结构特征、应用范围、结构特点以及此机构在冷冲压模具开发中的应用情况。
关键词:结构设计;摆动斜楔;冲压模具;应用范围1、引言现代汽车工业随着科学技术的快速发展而日新月异,汽车造型在追求独特性、差异性的同时,也使其工序复合度更高,覆盖件为了满足功能,造型,强度等各方面的需求,往往制件的形状都非常复杂。
在复杂的形状所开的孔位以及形位往往又是保证汽车各关键部位顺利安装的前提条件,而在复杂的型面上所开的孔和复杂的形位本身就具有特殊性。
因此,如何处理类似的孔位,形位也是汽车冲压件制作工艺的一个关键技术。
而斜楔机构在冲压模具中起着解决复杂尺寸形位的角色,在生产制作时,通过斜楔机构实现不同角度的冲压工作,以满足不同孔位,形位的要求。
对于冲压四序化,斜楔机构的应用更是不可缺少的一环。
2、摆动斜楔的概念在冲压模具设计过程中,常常遇到负角成型的问题,成型完以后,制件包在凸模上,制件与凸模在取料方向发生干涉,制件取不下来。
摆动斜楔是指在不能垂直取出冲压件的模具中,通过应用冲压模具摆动斜楔机构,实现凸模的摆动,消除干涉点,达到取出冲压件的目的,能有效的解决冲压模具中一些特殊位置。
3、摆动斜楔应用范围:在侧围产品边缘位置侧整形时在凸模回退过程中与板件干涉情况;使用其它机构时空间不足的情况;超大的负角侧翻或侧整情况。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
冲模斜楔在运动机构中的设计分析
摘要:概述了斜楔运动的特点及适用范围,对水平运动、向上倾斜运动、向下倾斜运动中的斜楔和滑锲进行运动和受力分析计算,提出了一些建议及使用注意事项。
关键词:斜楔机构滑块受力分析
1 引言
在冷冲压制品生产中,对于制件侧面的冲孔、切边、切凹口、凸缘的向内弯曲或侧面进行压花加工等,使用普通的曲柄压力机,由于滑块运动方向的限制,加工起来比较麻烦。
为完成实现对其加工有三种思路可以选择:一是分工序加工;二是增加额外的动力来实现加工所需;三是在不额外增加动力来源的情况下,采用斜楔运动机构来完成。
斜楔传动机构简称为斜器、斜楔装置或侧冲器。
它是实现动力传递和运动方向转换的重要部件,其结构主要由斜楔和滑块组成。
斜楔与滑块的合理组合,可变垂直运动为水平运动、倾斜运动甚至逆向运动,使安装在滑块上的凸模(凹模)完成不同方向上的冲压工序,从而扩大了模具的使用范围。
2 斜楔结构形式的应用范围
冲模中使用斜楔结构的常用形式如图1-1所示。
)向下倾斜运动(d)空间机构斜楔
图1-1 斜楔结构形式
1—斜楔2—导板3—斜楔滑块4—斜楔滑块座5—斜楔传动块
冲模中使用斜楔结构的适用范围如图1-2所示。
Ⅰ—水平运动Ⅱ—向上倾斜运动Ⅲ—向下倾斜运动Ⅳ—空间机构斜楔
Ⅰ区:水平方向向上倾斜10°、向下倾斜10°范围,可采用水平运动的斜楔机构[图1-1(a)]
Ⅱ区:向上倾斜10°~30°范围,可采用向上倾斜运动的斜楔机构[图1-1(b)],其中当倾斜角在15°~30°范围内时,应考虑增设中间斜楔滑块。
Ⅲ区:向下倾斜15°~45°范围,可采用向下倾斜运动的斜楔机构[图1-1(c)]
Ⅳ区:向下倾斜超过45°时,应选用空间机构斜楔[图1-1(d)]
3 斜楔机构中斜块的运动分析
在斜楔机构中主动和从动斜块分别与机架组成移动副,两块斜块间也组成移
动副,可见斜块机构中的运动副全为移动副,故它属于低副机构。
常见的有水平运动斜楔机构、向上倾斜运动斜楔机构、向下倾斜运动斜楔机构,本文以以上几类为例加以分析。
3.1 水平运动斜楔机构及力学分析
冲压加工方向为水平或向上倾斜10°和向下倾斜10°的范围内采用水平运动斜楔机构如图1-3所示。
斜楔一开始接触斜楔滑块2时的状态如图1-3(a)所示,此时斜楔与斜楔滑块接触面的长度,应大于或等于斜楔工作斜面长度的1/5;斜楔与后挡块5接触面的最小长度应为25mm;斜楔与斜楔滑块接触角50°≦β≦60°,当冲压行程量不足时,可取β=45°。
60°≦β≦80°的范围适用于斜楔滑块受力很大时。
已知条件及力学分析:斜楔滑块2的运动距离为S;接触角为β;斜楔滑块受加工方向力为F;如图1-3(b)(c)分析,
斜楔斜角
斜楔垂直运动的距离
式中:P-来自压力机滑块的力
F-斜楔滑块受冲压力
α-斜楔斜角
Q-斜楔与斜楔滑块间的正压力
拉动斜楔滑块所需弹簧力的计算[图1-3(d)]:在拉动水平斜楔滑块开始动作时,其拉力F与反向摩擦力F′平衡,即F=μG= F′式中μ—滑块面的摩擦因数,可取μ=0.4
G—斜楔滑块的重量
图1-3 水平动作斜楔分析图
1—斜楔2—斜楔滑块3—卸料板4—限位器5—后挡块
3.2 向上倾斜运动斜楔机构及力学分析
当100°<δ≦105°时,运动力学分析见图1-4,结构设计初始状态条件同前。
已知S、F、β角和δ角,分析计算:
式中μ—滑块面的摩擦因数,μ=0.4
P—弹簧力;
K—安全系数,K=3~5;
F—拉回滑块所需的力
当105°<δ≦120°时,在中间设一中间滑块用来传递运动和力,使斜楔滑块按要求动作如图1-5。
1—后挡块2—斜楔3—中间斜楔滑块4—斜楔滑块
3.3 向下倾斜运动斜楔机构及力学分析
冲压加工方向为向下倾斜10°~45°范围内采用图1-6所示的向下倾斜运动斜楔机构。
斜楔与斜楔滑、后挡块的开始接触长度与水平运动斜楔机构相同。
当已知γ>45°和选用β角、斜楔滑块的运动距离S和受加工方向的力F。
设α=β,斜楔垂直运动距离S1:
式中P—来自压力机滑块的力
F—斜楔滑块所受加工方向的力
Q—斜楔与斜楔滑块间的正压力
P1—斜楔滑块和模座间的垂直分力
P2—斜楔侧压力
θ—斜楔滑块底部滑动面与水平方向夹角,θ= 90°-γ
拉动斜楔滑块所需弹簧力的计算[图1-6(d)]:
式中F—向上拉斜楔滑块的力
μ—滑块面的摩擦因数,μ=0.4
G1—下滑的力,G1=
G2—压在滑块滑面上的垂直力,G2=
θ—滑块滑动面倾斜角
4 斜楔滑块设计
斜楔滑块与斜楔开始接触时,接触面上的力作用点B与接触面的垂线,即力作用线AB与下滑面的交点A,应在斜楔滑块长度尺寸W2的范围内,以减小斜楔滑块倾翻的趋向图1-7所示。
斜楔滑块开
始动作时,其与倾斜的接触面的长度应大于50mm,并不小于接触面的2/3。
长度W2、高度H2、宽度L2之间关系:
H2:W2=1:(1.5~2.0),使H2<W2,W2≥0.4 L2
斜楔尺寸设计,斜楔长度W1、高度H1、宽度L1,其关系为
W1≥1.5H1
L1和斜楔数量根据斜楔滑块宽度选用,图表0-1
5 在运用过程中应当注意的事项
由于斜楔装置的主要零件均为受力元件,因此在设计选型、安装调试、生产使用和维修保养时,应注意以下几个方面的问题。
[2] 王智礼. 斜楔机构中构件的运动和受力分析[J]. 机械研究与应用,2006(6)
[3] 安文宝等.冲模斜楔传动机构的设计[J].模具工业,2001(7)
[4] 薛启翔编著.冲压模具设计和加工计算速查手册[M] .北京:化学工业出版社,2007.10。