铜焊条牌号
常用焊条牌号对照表
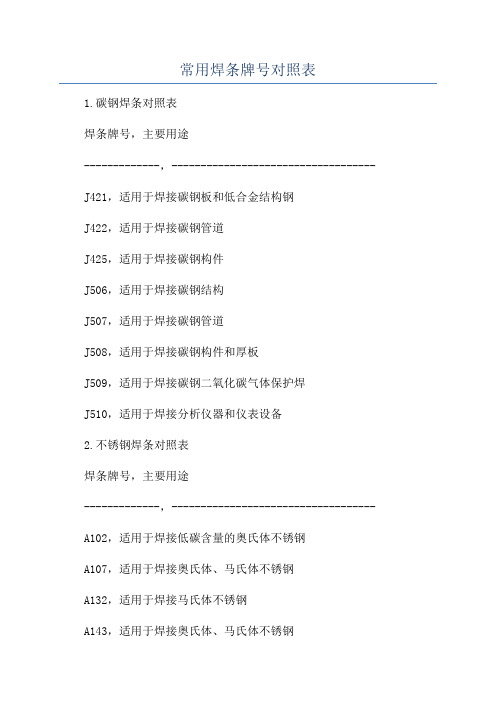
常用焊条牌号对照表1.碳钢焊条对照表焊条牌号,主要用途-------------,-----------------------------------J421,适用于焊接碳钢板和低合金结构钢J422,适用于焊接碳钢管道J425,适用于焊接碳钢构件J506,适用于焊接碳钢结构J507,适用于焊接碳钢管道J508,适用于焊接碳钢构件和厚板J509,适用于焊接碳钢二氧化碳气体保护焊J510,适用于焊接分析仪器和仪表设备2.不锈钢焊条对照表焊条牌号,主要用途-------------,-----------------------------------A102,适用于焊接低碳含量的奥氏体不锈钢A107,适用于焊接奥氏体、马氏体不锈钢A132,适用于焊接马氏体不锈钢A143,适用于焊接奥氏体、马氏体不锈钢A167,适用于焊接奥氏体不锈钢装饰构件A182,适用于焊接不锈钢管道3.铝焊条对照表焊条牌号,主要用途-------------,-----------------------------------H111,适用于焊接铝合金构件、车辆制造H112,适用于焊接铝合金厚板H113,适用于焊接铝制家具和装饰构件H131,适用于焊接铝合金船体、航空器制造H151,适用于铝合金船体、航空器制造4.钛焊条对照表焊条牌号,主要用途-------------,-----------------------------------E110,适用于焊接钛合金构件E120,适用于焊接钛合金船体、航空器制造E130,适用于焊接钛合金石油设备、化工设备制造E140,适用于焊接钛合金焊接结构5.镍合金焊条对照表焊条牌号,主要用途-------------,-----------------------------------ENiCrMo-3,适用于焊接镍基合金和其他合金材料ENiCrFe-2,适用于焊接高镍合金、铜合金和其他合金材料ENiCu-7,适用于焊接镍铜合金、钢和其他合金材料总结:焊条作为常用焊接辅助材料,不同的焊条牌号适用于焊接不同材料和工艺需求。
磷铜焊条牌号,及性能,与焊接药水

一、磷铜系列焊料产品的牌号及性能:HAg-02,含P 7%、Cu 93%,等同于美标AWS BCuP-2、国标BCu93P及L201,具有良好的流动性,价格低廉,广泛用于空调、冰箱、机电等行业铜及铜合金的钎焊。
熔点645-800摄氏度。
HAg-05,含P6.5%、Cu87%、Sn6.5%,等同于国标BCu87SnP,熔点更低,具有更优良的流动性,仅适用于铜及其合金接头的焊接。
熔点620-660摄氏度。
二、银铜磷系列焊料产品的牌号及性能:HAg-2B,含银2%,等同于美标AWS BCuP-6、国标BCu91PAg及L209,具有良好的流动性和填充能力,广泛用于空调、冰箱、机电等行业,铜及铜合金的钎焊。
熔点645-790摄氏度。
HAg-5B,含银5%,等同于美标AWS BCuP-3国标BCu88PAg及L205,有一定塑性,适用不能保持紧密配合的铜及其合金接头的焊接。
熔点645-815摄氏度。
HAg-15B,含银15%,等同于美标AWS BCuP-5国标BCu80AgP及L204,具有接头塑性好,导电性提高,特别适用间隙不均场合。
可钎焊承受振动载荷的铜及其合金接头的钎焊。
熔点645-800摄氏度。
我公司是中国焊接学会团体会员,国家焊接标准委员会委员,是国内最主要的钎焊材料研发和生产企业之一,产品曾应用于神舟6号等航天高科技工程,国内外主要客户有:海尔、海信、日立电器、松下电器、LG电子、飞利浦电器、盾安精工等,产品远销日本、美国、东南亚、中东等国家和地区,在国内外享有卓著声誉!型号: AG0%,2%,5%,15%材质: 铜、磷、银焊芯直径: 1.5-4.0mm长度: 500mm保护焊接药水气温高F402 气温低用F404 ,其余用F4.3。
电焊条牌号及用途
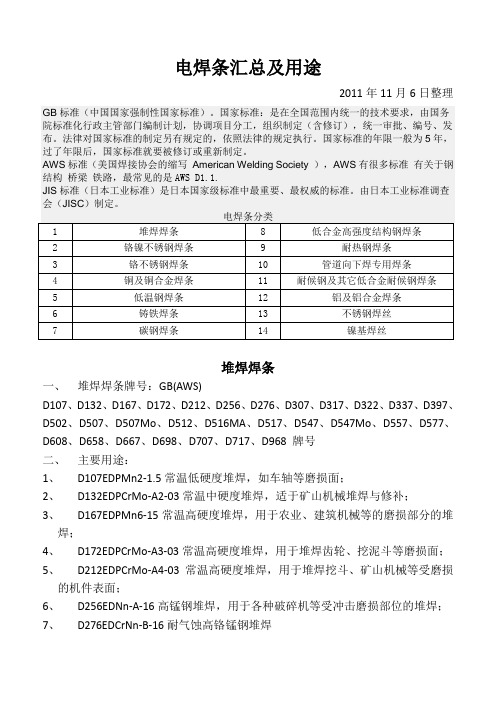
电焊条汇总及用途2011年11月6日整理堆焊焊条一、堆焊焊条牌号:GB(AWS)D107、D132、D167、D172、D212、D256、D276、D307、D317、D322、D337、D397、D502、D507、D507Mo、D512、D516MA、D517、D547、D547Mo、D557、D577、D608、D658、D667、D698、D707、D717、D968 牌号二、主要用途:1、D107EDPMn2-1.5常温低硬度堆焊,如车轴等磨损面;2、D132EDPCrMo-A2-03常温中硬度堆焊,适于矿山机械堆焊与修补;3、D167EDPMn6-15常温高硬度堆焊,用于农业、建筑机械等的磨损部分的堆焊;4、D172EDPCrMo-A3-03常温高硬度堆焊,用于堆焊齿轮、挖泥斗等磨损面;5、D212EDPCrMo-A4-03常温高硬度堆焊,用于堆焊挖斗、矿山机械等受磨损的机件表面;6、D256EDNn-A-16高锰钢堆焊,用于各种破碎机等受冲击磨损部位的堆焊;7、D276EDCrNn-B-16耐气蚀高铬锰钢堆焊8、D307EDD-D-15高速钢刀具、刃口堆焊;9、D317EDRCrMoWV-A3-15冷冲模及切削刀具的堆焊;10、D322EDRCrMoWV-A1-03同D317;11、D337EDRCrW-15热煅模堆焊;12、D397EDRCrMnMo-15热煅模堆焊;13、D502EDCr-A1-03轴及中温高压阀门堆焊,堆焊金属具有空淬特性;14、D507EDrCrW-15同D502 D507MoEDRCrMnMo-15中温高压阀门堆焊,堆焊金属具有空淬特性;15、D512EDCr-B-03轴及过热蒸汽阀门堆焊,堆焊金属具有空淬特性;16、D516MAEDCrMn-A-16中温高压阀门堆焊,堆焊金属具有空淬特性;17、D517EDCr-B-15轴及过热蒸汽阀门堆焊,堆焊金属具有空淬特性;18、D547EDCrNi-A-15高温高压阀门堆焊,抗擦伤性强;19、D547MoEDCrNi-B-15高温高压阀门堆焊,堆焊金属时效强化效果显着;20、D557EDCrNi-C-15同D547Mo D577EDZCrMn-C-15中温高压阀门堆焊,堆焊工艺简单,易于操作;21、D608EDZ-A1-08抗磨粒磨损表面堆焊;22、D658Fe-Cr-B高铬钼石墨型焊条,堆焊高温耐磨,耐腐蚀的部件;23、D667EDZCr-C-15抗强烈磨损表面堆焊,耐磨损、耐腐蚀和耐气蚀能力良好;24、D698Fe-Cr-B用于破碎机,搅拌机的磨损修复,如砖机搅刀、水泥厂塔盘等;25、D707EDW-A-15碳化钨型,抗强烈磨损表面堆焊;26、D717------用于耐岩石强烈磨损的机械零件;27、D968Fe-Cr-B铬、硼含量较高,广泛用于矿山、建材、石料破碎等易磨损件的修复铬镍不锈钢焊条一、焊条牌号:GB(AWS)A002、A022、A022Mo、A042、A052、A062、A102、A107、A132、A137、A172、A202、A207、A212、A237、A222、A302、A302SL、A307、A312、A402、A407、A412、A422、A502、A507、A607、A902 牌号二、主要用途:1、A002E308L-16用于超低碳00Cr19Ni10不锈钢结构的焊接;2、A022E316L-16用于超低碳00Cr18Ni12Mo系列不锈钢结构的焊接;3、A022MoE317L-16用途同A022,耐蚀性更优于A022 ;4、A042E309MoL-16抗蚀性能优异.用于超低碳00Cr23Ni13Mo2不锈钢结构的焊接;5、A052------用于超低碳00Cr18Ni24Mo5不锈钢结构及异种钢的焊接;6、A062E309L-16抗晶间腐蚀能力强,用于超低碳00Cr18Ni24Mo5不锈钢结构及异种钢的焊接;7、A102E308-16焊接工艺性能优异,用于一般的不锈钢结构的焊接;8、A107E308-15同A102,可全位置焊接;9、A132E347-16抗晶间腐蚀能力强,用于重要耐腐蚀含钛稳定的0Cr19Ni11Ti 不锈钢的焊接;10、A137E347-15用途同A132,可全位置焊接;11、A172E307-16抗裂性好,焊ASTM307钢及异种钢;12、A202E316-16用于非氧化性酸介质工作的0Cr18Ni12Mo2不锈钢结构的焊接;13、A207E316-15同A202,可全位置焊接;14、A212E318-16同A202,抗晶间腐蚀性能好;15、A237E318V-15用于一般耐热及耐腐蚀的0Cr18Ni10及0Cr18Ni12Mo不锈钢结构焊接;16、A222E317MoCu-16在硫酸介质中抗腐蚀性能优异,用于焊接相同类型的含铜的不锈钢;17、A302E309-16用于0Cr24Ni13类型的不锈钢及复合钢、异种钢、高铬钢、高锰钢等结构焊接;18、A302SLE309Mo-16对渗铝层保护好,焊接Q235、20g、Cr5Mo等钢材表面渗铝部件;19、A307E309-15用途同A302,可全位置焊接A312E309Mo-16异种钢焊接效果好,用于0Cr24Ni13Mo2类型不锈钢、异种钢、复合钢的焊接;20、A402E310-16用于在高温条件下工作的0Cr26Ni21耐热不锈钢及铬钢、异种钢的焊接;21、A407E310-15同A402,可全位置焊接;22、A412E310Mo-16同A402,在抗裂、耐蚀、耐热方面优于A402、A407A422------用于0Cr25Ni20Si2奥氏体耐热钢及异种钢的焊接;23、A502ED16-25MoN-16用于焊接呈淬火状态下的低、中合金钢、异种钢结构.以及同类型的热强钢;24、A507ED16-25MoN-15同A502,可全位置焊接;25、A607E330MoMnWNb-15用于工作温度850-900℃高温条件下0Cr20Ni32、Cr18Ni37等不锈钢焊接;26、A902E320-16耐蚀性优异,抗氧化能力强,用于硫酸、硝酸、磷酸和氧化性酸腐蚀介质中铬不锈钢焊条一、铬不锈钢焊条牌号GB(AWS):G202、G207、G217、G302二、主要用途1、G202E410-16用于0Cr13及1Cr13不锈钢结构的焊接.也可用于耐蚀堆焊;2、G207E410-15用途同G202,可全位置焊接3、G217E410-15用于0Cr13、1Cr13、2Cr13不锈钢结构焊接4、G302E430-16用于耐硝酸腐蚀、耐热的Cr17不锈钢结构的焊接铜及铜合金焊条一、铜及铜合金焊条牌号GB(AWS):Cu107、Cu207、Cu227、Cu237二、主要用途:1、Cu107ECu紫铜.耐大气,海水腐蚀.导电性好。
焊条标准牌号表
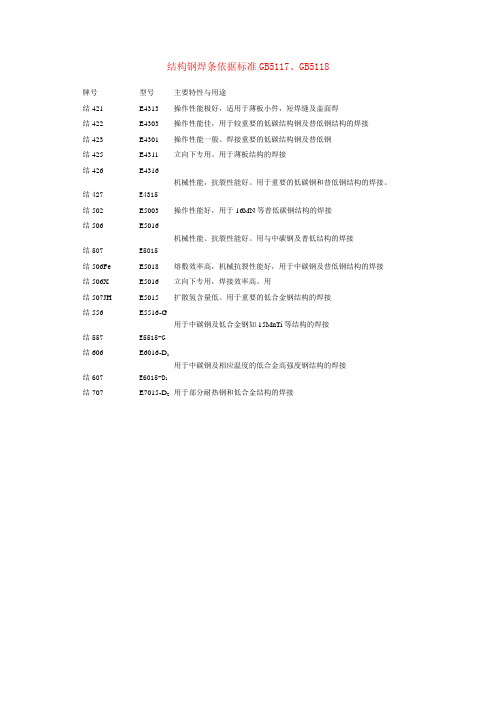
结构钢焊条依据标准GB5117、GB5118牌号型号主要特性与用途结421E4313操作性能极好,适用于薄板小件,短焊缝及盖面焊结422E4303操作性能佳,用于较重要的低碳结构钢及普低钢结构的焊接结423E4301操作性能一般。
焊接重要的低碳结构钢及普低钢结425E4311立向下专用。
用于薄板结构的焊接结426结427E4316E4315机械性能,抗裂性能好。
用于重要的低碳钢和普低钢结构的焊接。
结502E5003操作性能好,用于16MN等普低碳钢结构的焊接结506结507E5016E5015机械性能、抗裂性能好。
用与中碳钢及普低结构的焊接结506Fe E5018熔敷效率高,机械抗裂性能好,用于中碳钢及普低钢结构的焊接结506X E5016立向下专用,焊接效率高。
用结507JH E5015扩散氢含量低。
用于重要的低合金钢结构的焊接结556结557E5516-GE5515-G用于中碳钢及低合金钢如15MnTi等结构的焊接结606结607E6016-D1E6015-D1用于中碳钢及相应温度的低合金高强度钢结构的焊接结707E7015-D2用于部分耐热钢和低合金结构的焊接不锈钢焊条依据标准GB983牌号型号主要特性与用途铬202E1-13-16用于OCr13 1Cr13钢和耐磨耐蚀的表面堆焊铬302E0-17-16焊接Cr17等不锈钢奥002E00-19-10-16焊接超低碳Cr19NI11或OCr19Ni10等不锈钢结构奥102E0-19-10-16操作性能好,抗发红。
焊接工作温度低于300℃耐腐蚀的不锈钢结构奥107E0-19-10-15焊接工作温度低于300℃耐腐蚀的不锈钢结构奥112焊接一般的Cr18Ni9等不锈钢结构奥132E0-19-10Nb-16操作性能好,抗发红。
焊接重要的含钛稳定的OCr19Ni11Ti等不锈钢结构奥137E0-19-10Nb-15焊接重要的含钛稳定的OCr19Ni11Ti等不锈钢结构奥202奥207E0-18-12Mo2-16E0-18-12Mo2-15焊接在有酸介质工作中的OCr17Ni12Mo2等不锈钢结构奥212E0-18-12Mo2Nb-16焊接重要的OCr17Ni12Mo2设备如合成纤维等设备奥232奥237E0-18-12Mo2v-16E0-18-12Mo2v-15焊接耐热耐蚀的OCr19Ni19等不锈钢结构奥302E1-23-13-16操作性能好。
铜焊条型号及用途

铜焊条型号及用途Copper welding rod is a type of welding consumable that is commonly used in various industries for joining copper and copper alloys. These welding rods come in different sizes and shapes, and their composition varies depending on the specific application. The most common type of copper welding rod is the copper-phosphorus rod, which is used for brazing copper and copper alloys in HVAC, plumbing, and electrical applications. These rods are known for their high strength, conductivity, and corrosion resistance, making them ideal for joining copper components that require a strong and durable bond.在各种行业中,铜焊条被广泛应用于连接铜及铜合金。
这些焊条有不同的大小和形状,其成分取决于具体的应用。
最常见的铜焊条是铜磷焊条,用于在暖通、管道和电气应用中钎焊铜及铜合金。
这些焊条以其高强度、导电性和耐腐蚀性而闻名,非常适合连接需要强固耐用的铜部件。
One of the main advantages of using copper welding rods is their ability to produce high-quality welds that are free from defects such as porosity and cracks. This is important in applications wherereliable and leak-free joints are crucial, such as in plumbing systems or refrigeration units. The high thermal conductivity of copper helps to efficiently transfer heat during the welding process, resulting in consistent welds that meet industry standards. Additionally, the corrosion resistance of copper welding rods ensures that the welded joints remain durable and long-lasting even in harsh environments.使用铜焊条的主要优势之一是能够产生质量高的焊缝,没有气孔和裂纹等缺陷。
J422J427J507J507R焊条的区别及型号

J422、J506和J507焊条的命名方法来源于GB980-76《焊条分类及型号编制方法》,现在作为标准早已废除。
但是由于该方法好记,行业上至今流传到现在。
该命名方式来源于GB980-76《焊条分类及型号编制方法》。
第一个字母按下表命名:代号(拼音或汉字)焊条分类拼音汉字J 结结构钢焊条R 热钼及铬钼耐热钢焊条G 铬铬不锈钢焊条A 奥铬镍不锈钢焊条D 堆堆焊焊条W 温低温钢焊条Z 铸铸铁焊条Ni 镍镍及镍合金焊条T铜铜及铜合金焊条后三位数字的前两位代表抗拉强度(kg/cm2),例如50代表强度大于50kg/cm2。
最后一位按下表命名:最后一位数药皮类型药皮主要成分电源电极1钛型氧化钛≥35%直流或交流2钛钙型氧化钛≥30%,钙、镁的碳酸盐≥20%直流或交流3钛铁矿型钛铁矿≥30%直流或交流4氧化铁型多量的氧化铁及较多的锰铁脱氧剂直流或交流5纤维素型有机物≥15%、氧化钛30%左右直流或交流6低氢钾型钾、钙、镁的碳酸盐和氟石直流或交流7低氢钠型钠、钙、镁的碳酸盐和氟石直流反接8石墨型多量石墨或交流9盐基型氯化物和氟化物直流或交流现在该标准已经废止,但流传至今。
焊条的分类J422和J427的区别酸性和碱性焊牌号J422,型号E4303 属于钛钙型药皮低碳结构钢焊条。
钛钙型药皮焊条属于酸性焊条。
牌号J427,型号E4315 属于低氢钠型低碳结构钢焊条。
低氢钠型药皮焊条属于碱性焊条。
焊条型号是j422-3.2是啥意思焊条型号是j422-3.2是啥意思,直径 3.2向左转|向右转J422焊条好?还是J427焊条好?只能说各有所长,J422焊条是酸性焊条,它的工艺性能好,如电弧稳定,飞溅小,焊缝成形美观等。
而J427是碱性(低氢型)焊条,只能用直流电焊机,但它的焊缝综合力学性能好,即韧性要比酸性焊条好。
因此,一般联接用J422,而重要焊缝则应用J427焊接。
焊条J422和J427有什么区别?J422---酸性焊条GB型号E4303结构钢焊条,焊缝金属抗拉强度不低于420Mpa,氧化钛钙型药皮,交直流两用,主要用于焊接低碳钢和强度等级低合金钢如09Mn2等.J427---碱性焊条GB型号E4315结构钢焊条,焊缝金属抗拉强度不低于420Mpa,低氢钠型药皮,直流反接,主要用于焊接重要的低碳钢和低合金钢如09MnSi等.焊条J427R和J427 的区别J427R代表的是容器钢的焊条,J427为结构钢焊条,主要区别在焊条的药皮成份不同。
焊条型牌号对照及主要用途
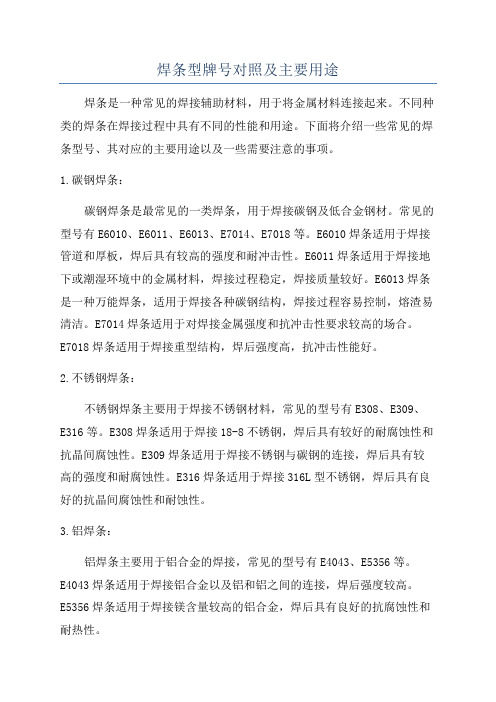
焊条型牌号对照及主要用途焊条是一种常见的焊接辅助材料,用于将金属材料连接起来。
不同种类的焊条在焊接过程中具有不同的性能和用途。
下面将介绍一些常见的焊条型号、其对应的主要用途以及一些需要注意的事项。
1.碳钢焊条:碳钢焊条是最常见的一类焊条,用于焊接碳钢及低合金钢材。
常见的型号有E6010、E6011、E6013、E7014、E7018等。
E6010焊条适用于焊接管道和厚板,焊后具有较高的强度和耐冲击性。
E6011焊条适用于焊接地下或潮湿环境中的金属材料,焊接过程稳定,焊接质量较好。
E6013焊条是一种万能焊条,适用于焊接各种碳钢结构,焊接过程容易控制,熔渣易清洁。
E7014焊条适用于对焊接金属强度和抗冲击性要求较高的场合。
E7018焊条适用于焊接重型结构,焊后强度高,抗冲击性能好。
2.不锈钢焊条:不锈钢焊条主要用于焊接不锈钢材料,常见的型号有E308、E309、E316等。
E308焊条适用于焊接18-8不锈钢,焊后具有较好的耐腐蚀性和抗晶间腐蚀性。
E309焊条适用于焊接不锈钢与碳钢的连接,焊后具有较高的强度和耐腐蚀性。
E316焊条适用于焊接316L型不锈钢,焊后具有良好的抗晶间腐蚀性和耐蚀性。
3.铝焊条:铝焊条主要用于铝合金的焊接,常见的型号有E4043、E5356等。
E4043焊条适用于焊接铝合金以及铝和铝之间的连接,焊后强度较高。
E5356焊条适用于焊接镁含量较高的铝合金,焊后具有良好的抗腐蚀性和耐热性。
4.镍焊条:镍焊条主要用于焊接镍合金材料,常见的型号有ENi-1、ENi-2、ENiCrFe-3等。
ENi-1焊条适用于焊接镍合金与钢铸件的连接,焊后具有较高的强度和耐腐蚀性。
ENi-2焊条适用于焊接镍合金与铜合金的连接。
ENiCrFe-3焊条适用于焊接高温合金,焊后具有良好的耐高温性和耐腐蚀性。
需要注意的是,选择焊条时要根据实际工作需求和焊接材料的特性进行选择。
在使用焊条时,要遵循正确的工艺规范,保证焊接质量。
铜焊条牌号

Sn8 Cu Rem.
耐磨性好。铜合金氩弧焊及钢的堆焊用
ERCuSn-C
铝青铜A1 S 214
Al7.5 Cu Rem.
耐磨、耐蚀。铜合金氩弧焊及钢的堆焊用
ERCuAl-A1
铝青铜A2 S 215
Al9 Cu Rem.
耐磨、耐蚀。铜合金氩弧焊及钢的堆焊用
ERCuAl-A2
铝青铜(A3)
A1 10.5 Cu Rem.
耐磨、耐蚀。铜合金氩弧焊及钢的堆焊用。
ERCuA1-A3
锡黄铜S 221
Cu60 Sn1 Si0.3
Zn Rem.
熔点约890℃。黄铜气焊及碳弧焊用,也可钎焊铜、钢、铸铁
铁黄铜S 222
Cu58Sn0.9Si0.1
Fe0.8 Zn Rem.
熔点约880℃。黄铜气焊及碳弧焊用,也可钎焊铜、钢、铸铁
RBCuZn-B
S 229Βιβλιοθήκη Cu55 Ni6 Mn4Zn余
熔点约920℃。高强度,钎焊钢、镍及硬质合金用
RBCuZn-C
镍铝青铜-1
Al8Ni2 Cu Rem
熔点约1038℃-1054℃。耐磨耐蚀,铜合金氩弧焊及钢的钎焊。
镍铝青铜-2
Al8Ni6 Cu Rem
熔点约1038℃-1054℃。耐磨耐蚀,铜合金氩弧焊及钢的钎焊。
ERCuNiAl
锌白铜S 225
Cu48 Ni10
Zn Rem.
熔点约935℃。高强度,钎焊钢、镍及硬质合金用
牌号
主要成份(%)
特性和用途
相当AWS
紫铜焊丝S 201
Cu Rem.
机械性能好,抗裂性好。紫铜气焊及氩弧焊用
ERCu
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
Fe0.8 Zn Rem.
熔点约880℃。黄铜气焊及碳弧焊用,也可钎焊铜、钢、铸铁
RBCuZn-C
镍铝青铜-1
Al8Ni2 Cu Rem
熔点约1038℃-1054℃。耐磨耐蚀,铜合金氩弧焊及钢的钎焊。
镍铝青铜-2
Al8Ni6 Cu Rem
熔点约1038℃-1054℃。耐磨耐蚀,铜合金氩弧焊及钢的钎焊。
ERCuSi-Al
锡青铜S 212
Sn5 Cu Rem.
耐磨性好。铜合金氩弧焊及钢的堆焊用
ERCuSn-A
锡青铜S 213
Sn8 Cu Rem.
耐磨性好。铜合金氩弧焊及钢的堆焊用
ERCuSn-C
铝青铜A1 S 214
Al7.5 Cu Rem.
耐磨、耐蚀。铜合金氩弧焊及钢的堆焊用
ERCuAl-A1
铝青铜A2 S 215
Al9 Cu Reห้องสมุดไป่ตู้.
耐磨、耐蚀。铜合金氩弧焊及钢的堆焊用
ERCuAl-A2
铝青铜(A3)
A1 10.5 Cu Rem.
耐磨、耐蚀。铜合金氩弧焊及钢的堆焊用。
ERCuA1-A3
锡黄铜S 221
Cu60 Sn1 Si0.3
Zn Rem.
熔点约890℃。黄铜气焊及碳弧焊用,也可钎焊铜、钢、铸铁
铁黄铜S 222
黄铜气焊及碳弧焊用也可钎焊铜钢铸铁rbcuznc镍铝青铜1al8ni2curem熔点约10381054
牌号
主要成份(%)
特性和用途
相当AWS
紫铜焊丝S 201
Cu Rem.
机械性能好,抗裂性好。紫铜气焊及氩弧焊用
ERCu
硅青铜S 211
Si3 Mn1
Cu Rem.
机械性能好,铜合金氩弧焊及钢的MIG钎焊用
S 227
Cu58Sn0.9Ni0.5
Si0.1 Fe0.8
Zn Rem.
熔点880℃。黄铜气焊及碳弧焊用,也可钎焊铜、钢、铸铁
RBCuZn-B
S 229
Cu55 Ni6 Mn4
Zn余
熔点约920℃。高强度,钎焊钢、镍及硬质合金用
ERCuNiAl
锌白铜S 225
Cu48 Ni10
Zn Rem.
熔点约935℃。高强度,钎焊钢、镍及硬质合金用
RBCuZn-D2
S 225F
Cu48 Ni10
Zn Rem.
外涂焊剂的S225焊丝
RBCuZn-D
S 226
Cu60 Sn0.3
Si0.2 Zn Rem.
熔点约900℃。黄铜气焊用,也可钎焊铜、钢、铸铁