卧式加工中心各角度坐标系自动计算【旋转中心坐标计算】
卧加回转台中心坐标的精确找正
卧加回转台中心坐标的找正方法日期2015/8/20在使用带B 轴的卧式加工中心过程中,有时需要回转工作台,坐标系转换过程中,需要用到工作台的回转中心坐标,而某些机床出厂时未告之用户其工作台回转中心。
机床使用过程中,调整过机床原点,造成回转中心改变。
这种情况下,需要找正B 轴(工作台)回转中心在机床坐标系的位置。
本方法适用任意品牌卧式加工中心回转台的调整找正.下面分别介绍X 、Y 、Z 三个方向坐标找正方法(附图)。
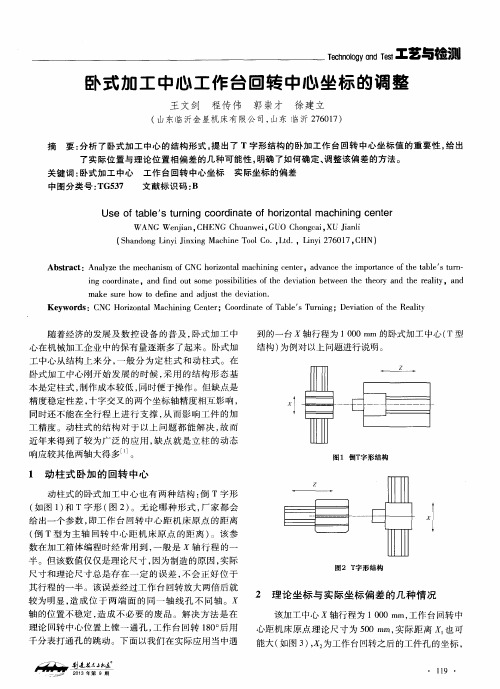
卧式加工中心机床零点校正(部分厂商机床零点就是回转台回转中心)所需工具:标准芯棒、万向磁力表座、百分表X 轴校正:1.主轴上装配芯棒,MDA 模式下输入【G53G0X0】执行此程序使主轴移至现状态下托盘中心即X=0;2.将表靠上芯棒(找到芯棒最外侧点),如图1;3.为安全起见,移动Z 轴,使表离开芯棒,在MDA 模式下将托盘旋转180°;4.手动移动Z 轴使千分表接与芯棒接触上,调整X 轴位置,使得百分表在芯棒两侧指示相同,记下此时X 坐标值,如图2;5.将所得X 值+MD34090,重新输入到MD34090内激活重启(相对值编码器)(本条只适用于SIEMENS840D pl 系统)。
图1图2Z轴校正:1.X轴定位到回转台中心,即X0位置,将表靠上芯棒(找到芯棒最外侧点),如图3a,将表指针对零;2.移动Z轴,使表离开芯棒,在MDA模式下将托盘旋转90°;3.移动Z轴使表针与芯棒端面接触,对零,记下此时Z轴机械坐标值,如图3c;4.计算Z轴中心坐标值,Z=Z实-L芯-R芯;5.将Z值与原MD34090相加,激活重启.a b c图3Y轴校正(工作台面):1.用标准量块,将表指针对零,如下图4;2.移动相关轴,使表位于芯棒最高点,表针对零;3.计算Y轴中心坐标值,Y=Y实-L量+R芯;4.将Y值与原MD34090相加,激活重启.5.或直接用芯棒靠上量块,用塞尺判断间隙计算Y轴位置图4。
加工中心坐标系旋转用法

加工中心坐标系旋转用法
1. 嘿,你知道加工中心坐标系旋转用法有多重要吗?就好像在一个复杂的迷宫中找到正确的方向!比如在加工一个特殊形状的零件时,通过旋转坐标系,就能精准地让刀具去到该去的地方,厉害吧!
2. 哇塞,加工中心坐标系旋转用法可真是个神奇的东西!这就像你有了一把万能钥匙,可以打开各种加工难题的大门!像遇到需要多角度加工的工件,旋转一下坐标系,轻松搞定,是不是很棒?
3. 嘿呀,可别小瞧了加工中心坐标系旋转用法哟!它就如同一个幕后的魔法大师,默默施展魔力让加工变得高效。
比如说要加工一个有倾斜角度的面,这时候用上坐标系旋转,效果那叫一个绝!
4. 哎呀呀,加工中心坐标系旋转用法真的太好用啦!它简直像是给加工过程注入了活力!就像在雕刻一个精美的艺术品时,通过旋转坐标系来达到完美的效果,简直太神奇了!
5. 哇哦,加工中心坐标系旋转用法可不得了!这可是能让加工发生质变的诀窍呢!好比要在一个圆柱体上加工出特别的图案,靠它旋转坐标系,就能轻松实现,太牛了吧!
6. 嘿,加工中心坐标系旋转用法绝对是个宝藏技巧!它就像是为加工之路点亮一盏明灯!当面对复杂工件的加工挑战,有了它旋转坐标系,立刻迎刃而解,怎能不喜欢?
7. 哇,加工中心坐标系旋转用法真能带来惊喜呀!它就好像是隐藏在加工世界里的神秘力量!比如要给一个不规则形状的工件精准定位,用它来旋转坐标系,那不就完美了吗?
8. 加工中心坐标系旋转用法是真的厉害啊!它可以让加工变得如此灵活多样,就好比给你一双翅膀,让你在加工的天空中自由翱翔!结论就是:一定要掌握好这神奇的坐标系旋转用法,绝对会给你的加工带来意想不到的效果!。
卧式加工中心工作台回转中心坐标的调整
心距机 床 原 点 理 论 尺 寸为 5 0 0 m m, 实 际距 离 . 也 可 能大 ( 如图 3 ) , X 为 工作 台 回转 之后 的工 件孑 L 的坐标 ,
结构) 为 例对 以上 问题进 行说 明 。
卧式 加 工 中心 刚开 始 发 展 的 时候 , 采 用 的 结 构 形态 基
本是 定 柱式 , 制 作成 本较 低 , 同时便 于操 作 。但 缺点是 精 度稳 定性 差 , 十 字交 叉 的两个 坐标 轴 精度 相互 影 响 , 同时还 不能 在全 行 程 上进 行 支撑 , 从 而 影 响 工件 的加 工精 度 。动 柱式 的结 构对 于 以 上 问题 都 能 解 决 , 故 而
( S h a n d o n g L i n y i J i n x i n g Ma c h i n e T o o l C o . , L t d . ,L i n y i 2 7 6 0 1 7 , C H N)
Abs t r a c t :An a l y z e t he me c h a n i s m o f CNC h o r i z o n t a l ma c hi ni n g c e n t e r ,a d v a n c e t h e i mpo r t a n c e o f t h e t a b l e S t u r n — i ng c o o r di na t e,a n d in f d o u t s o me p o s s i bi l i t i e s o f t h e d e v i a t i o n b e t we e n t he t h e o r y a n d t h e r e a l i t y,a n d
回转体在卧式加工中心的旋转工作台上任意放置的坐标计算方法
回转体在卧式加工中心的旋转工作台上任意放置的坐标计算方法李超吴建波张强四川宜宾普什模具有限公司 644000摘要:为了解决大型回转体类零件加工径向孔,在装夹时旋转中心定位困难和容易造成变形、损坏加工表面等问题。
充分利用机床NC程序的公式计算功能,加工零件可以随意地放置在工作台上,利用该功能可将工件的回转中心虚拟到工作台的回转中心(即将工件的回转中心偏移到工作台的回转中心),理论误差可小于0.001mm。
实际应用表明,此方法定位准确可靠,给加工编程带来极大的方便,节省很大的人力物力。
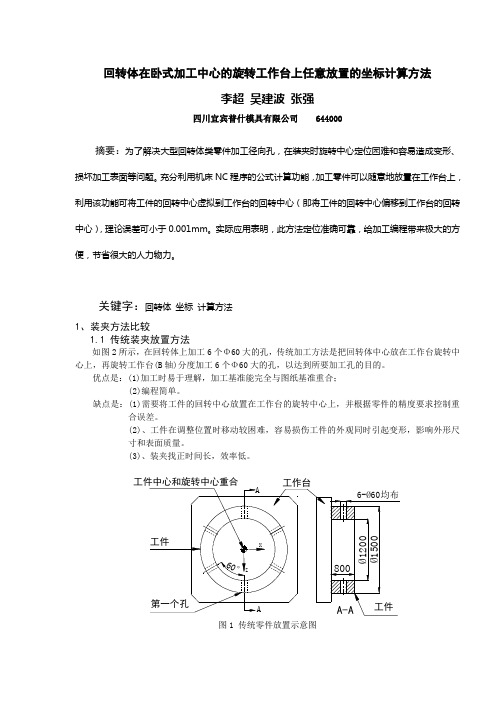
关键字:回转体坐标计算方法1、装夹方法比较1.1 传统装夹放置方法如图2所示,在回转体上加工6个Φ60大的孔,传统加工方法是把回转体中心放在工作台旋转中心上,再旋转工作台(B轴)分度加工6个Φ60大的孔,以达到所要加工孔的目的。
优点是:(1)加工时易于理解,加工基准能完全与图纸基准重合;(2)编程简单。
缺点是:(1)需要将工件的回转中心放置在工作台的旋转中心上,并根据零件的精度要求控制重合误差。
(2)、工件在调整位置时移动较困难,容易损伤工件的外观同时引起变形,影响外形尺寸和表面质量。
(3)、装夹找正时间长,效率低。
图 1图1 传统零件放置示意图1、2新的装夹放置方法只需要将工件随意地放置在工作台上,通过机床NC 程序的公式计算功能,将工件的回转中心偏虚拟到工作台的回转中心即可。
如图3所示优点是:(1)、装夹放置位置没有任何限制。
(2)、装夹时间短,效率低。
(3)、不需要专用工装。
(4)、可有效保护产品外观,和减少变形。
缺点是:(1)、加工时不是很直观,容易让人误解。
(2)、程序编制较复杂。
工作台图2 新的零件放置示意图2、虚拟坐标设定及计算方法2.1装夹步骤和提取必要数据: 步骤如下:(1) 首先将工件回转零点X1、Z1,设定到加工坐标系(如G54)中(如图2)。
(2) 将旋转工作台当前位置设为B0。
(3) 以坐标系G54中X1、Z1为被减数,减去旋转工作台零点X0、Z0(固定值),得到两中心的距离△X 、△Z (注意:由于工件的放置位置不一样△X 、△Z 可能是负数或正数)。
卧式加工中心坐标系转换专用子程序模块(FANUC系统版)

卧式加工中心坐标系转换专用子程序模块(FANUC系统版)作者:张超群来源:《科学与财富》2011年第09期[摘要] 卧式加工中心多面加工时,需要建立多个坐标系,为避免多次手动校对坐标系零点偏置的累积误差,现通过宏程序模块建成M代码,在实际加工程序里只需执行一句话就可以实现90度面的坐标零点自动偏置,并立即激活有效。
[关键词] 自动换算 Z向侧宽偏置表立即激活线速度和刀具直径卧式加工中心加工壳体类零件时,往往采取多次校对建立新坐标系的方法,而由于操作误差和累计误差的客观存在,多次校对的坐标系之间的误差较大,而且频繁建立坐标系导致加工节拍大为降低,所以为了保证卧式加工中心在工作台旋转90度以后准确实现加工面的相对几何精度,避免多次手动校对坐标系零点偏置的累积误差和效率损失,第一步:将机床主轴中心和工作台中心点假想重合时的X、Z机械坐标值测定出来并记录刀99号刀补表中1.主轴中心与工作台中心点假想重合时X机械坐标的测量方法:`当工作台在0度时(将工件端面找平时设为0度),用表找正孔心后记下此位置的X机械坐标值X1,旋转工作台180度,再用表从180度面上找正工件0度面的孔心(建议两次找正同一侧孔),记下此位置的X机械坐标值X2,则X中=0.5*(X1+X2)即为主轴轴心和工作台中心假想重合时的X机械坐标,X1、X2是与工作台中线对称的,也就是说X中是X1、X2的平均值。
将此X中值输入到99号刀长补偿表中。
2.主轴假想端面与工作台中心点假想重合时的Z机械坐标的测量方法:(注:主轴假想端面是指从主轴上所装刀具刀尖位置再向后退一个刀长(用对刀仪校对出来的刀具长度)的位置,此位置非常接近机床主轴端面,该位置是刀长为0的位置。
)当工作台在0度时(将工件端面找平时设为0度),用壹把在对刀仪上对好刀长的铣刀装在主轴上,旋转主轴,少量铣削工件孔口端面,铣完后记下此位置的Z机械坐标值Z1,将主轴退后,旋转工作台180度,再将主轴前移,少量铣削工件另一侧孔口端面,铣完后记下此位置的Z机械坐标值Z3,用千分尺准确测量箱体零件的两侧孔口端面之间的距离(即现在箱体侧宽),则Z中=((Z1+Z2)/2.0)-刀长=((Z1+Z3-箱体宽度)/2.0)-刀长【因为Z3-箱体宽度=Z2】将此Z中值输入到99号刀径补偿表中(其中刀长为刀具在对刀仪上测量出来的准确值)。
卧轴工件坐标计算公式
卧轴工件坐标计算公式在机械加工中,卧轴工件坐标计算是非常重要的一环。
卧轴工件坐标计算公式是用来确定工件在加工过程中的位置和轨迹,从而保证加工精度和质量。
本文将介绍卧轴工件坐标计算公式的相关知识和应用。
一、卧轴工件坐标系统。
在机械加工中,常用的坐标系统有绝对坐标系统和相对坐标系统。
绝对坐标系统是以机床坐标系为基准,确定工件在机床上的绝对位置;而相对坐标系统是以工件上的某一点为基准,确定工件上其他点的相对位置。
在卧轴加工中,常用的坐标系统是绝对坐标系统。
卧轴工件坐标系统通常是以工件上的某一点为原点,确定工件上其他点的绝对位置。
这样可以更方便地确定工件在加工过程中的位置和轨迹。
二、卧轴工件坐标计算公式。
卧轴工件坐标计算公式是用来确定工件上各个点的坐标的数学表达式。
在卧轴加工中,常用的计算公式有直角坐标系和极坐标系两种。
1. 直角坐标系。
直角坐标系是以工件上某一点为原点,确定工件上其他点的坐标。
假设工件上的某一点的坐标为(x0,y0),则工件上其他点的坐标可以表示为:x = x0 + r cos(θ)。
y = y0 + r sin(θ)。
其中,r为工件上点到原点的距离,θ为工件上点的极角。
这样就可以通过原点坐标和极坐标来确定工件上其他点的坐标。
2. 极坐标系。
极坐标系是以工件上的某一点为原点,确定工件上其他点的坐标。
假设工件上的某一点的坐标为(r0,θ0),则工件上其他点的坐标可以表示为:x = r cos(θ)。
y = r sin(θ)。
其中,r0为工件上某一点到原点的距离,θ0为工件上点的极角。
这样就可以通过原点坐标和极坐标来确定工件上其他点的坐标。
三、卧轴工件坐标计算公式的应用。
卧轴工件坐标计算公式在机械加工中有着广泛的应用。
它可以帮助工程师确定工件在加工过程中的位置和轨迹,从而保证加工精度和质量。
在实际应用中,工程师可以根据工件的几何形状和加工要求,选择合适的坐标系和计算公式。
然后根据工件上的某一点的坐标和加工工艺参数,计算出工件上其他点的坐标。
卧式加工中心工件坐标系自动补偿
卧式加工中心坐标系自动补偿原理及程序设计简介数控卧式加工中心机床在加工零件时,由于零件加工部位的需要,通常要求工作台旋转任意角度。
当工件坐标系原点与工作台旋转中心重合时,工作台的旋转不会给加工带来影响。
但是由于工件坐标系原点的选择是根据零件结构特点、编程的需要而确定的,通常被加工零件无法与工作台的旋转中心重合,工件坐标系原点的位置随着工作台的旋转,在机床坐标系中发生变化。
因此,要重新设定工件坐标系原点。
现在我们公司采用的方法是:一个面的工件坐标系原点设定好之后,根据补偿值,人工计算其他面的工件坐标系原点并输入到相应的工件坐标系中,容易出错,且只能计算工作台旋转90度、180度、270度位置的工件坐标系原点,不能计算任意旋转角度的坐标系原点。
该程序可根据初始工件坐标系原点设定值,实现工作台旋转任意角度的工件坐标系原点自动补偿计算,并设定新的工件坐标系原点,自动输入到相应的工件坐标系中,减少了工件坐标系设定时间和出错的概率,提高了生产效率和准确性。
原理当工件随夹具在工作台上安装后,初始工件坐标系原点经测量、设定后,在机床坐标系中即被确定。
工件坐标系原点与工作台旋转中心的关系如下图所示:根据主轴B端(机床原点)和工作台回转中心的相对位置,分为两种情况,第一种情况如下:图中#110、#111表示工作台旋转中心O在机床坐标系中的X、Z值,#101、#103为初始工件坐标系原点A的测量设定值X、Z,#106、#107表示A点随工作台旋转一定角度后的B点的X、Z坐标。
根据以上几何关系设计的自动补偿程序如下:#110=-624.94;#111=-199.5;回转中心都是负值主程序O7888;G65A1B90C2P7999;G65A1B180C3P7999;G65A1B270C4P7999;M30;子程序O7999;#110=-624.94;#111=-199.5;IF[#1LT1]GOTO3000;IF[#1GT60]GOTO3000;IF[#1EQ49]GOTO3000;IF[#1EQ50]GOTO3000;IF[#1EQ51]GOTO3000;IF[#1EQ52]GOTO3000;IF[#1EQ53]GOTO3000;IF[#1LE48]GOTO20;#101=#[5221+[#1-54]*20];#102=#[5222+[#1-54]*20];#103=#[5223+[#1-54]*20];#104=#[5224+[#1-54]*20];读取B轴的数据GOTO30;N20#101=#[7001+[#1-1]*20];#102=#[7002+[#1-1]*20];#103=#[7003+[#1-1]*20];#104=#[7004+[#1-1]*20]; GOTO30;N30#21=#101-#110;#22=#103-#111;#30=ABS[#21];#31=ABS[#22];IF[#2GT0]GOTO40;#2=#2+360;N40IF[#21EQ0]GOTO50;IF[#22EQ0]GOTO60;IF[#21GT0]GOTO70;IF[#22GT0]GOTO80;IF[#22LT0]GOTO90;N50IF[#22EQ0]GOTO100; IF[#22GT0]GOTO200;IF[#22LT0]GOTO300;N60IF[#21GT0]GOTO400; IF[#21LT0]GOTO500;N70IF[#22LT0]GOTO600;IF[#22GT0]GOTO700;N80#120=ATAN[#30] / [#31];GOTO1000;N90#120=ATAN[#31] / [#30]+90;GOTO1000;N100#101=#110;#103=#111;GOTO1050;N200#120=180;GOTO1000;N300#120=0;GOTO1000;N400#120=270;GOTO1000;N500#120=90;GOTO1000;N600#120=ATAN[#30] / [#31]+180;GOTO1000;N700#120=ATAN[#31] / [#30]+270;GOTO1000;N1000#18=SQRT[[#101-#110]*[#101-#110]+[#103-#111]*[#103-#111]]; #19=#120+#2#23=#18*SIN[#19];#24=#18*COS[#19];#25=ABS[#23];#26=ABS[#24];#108=#104+#2;IF[#108LT360]GOTO800;IF[#108GE360]GOTO900;N900#108=#108-360;N800IF[#19LE90]GOTO1010; IF[#19LE180]GOTO1020;IF[#19LE270]GOTO1030;IF[#19LE360]GOTO1040;IF[#19LE450]GOTO1010;IF[#19LE540]GOTO1020;IF[#19LE630]GOTO1030;IF[#19LE720]GOTO1040;N1010#106=#110-#25;#107=#111+#26;GOTO2000;N1020#106=#110-#25;#107=#111-#26;GOTO2000;N1030#106=#110+#25;#107=#111-#26;N1040#106=#110+#25;#107=#111+#26;GOTO2000;N1050#106=#110;#107=#111;#108=#104+#2;IF[#108GE360]GOTO1060;N1060#108=#108-360;当基准工件坐标系是位于270时,旋转240度时超过360度的处理N2000 IF[#3LT1]GOTO3000;IF[#3GT60]GOTO3000;IF[#3EQ49]GOTO3000;IF[#3EQ50]GOTO3000;IF[#3EQ51]GOTO3000;IF[#3EQ52]GOTO3000;IF[#3EQ53]GOTO3000;IF[#3LE48]GOTO2200;N2100#[5221+[#3-54]*20] =#106;#[5222+[#3-54]*20] = #102;#[5223+[#3-54]*20] = #107;#[5224+[#3-54]*20] = #108;赋值B轴的数据N2200#[7001+[#3-1]*20] =#106;#[7002+[#3-1]*20] =#102;#[7003+[#3-1]*20] = #107;#[7004+[#3-1]*20] = #108; 赋值B轴的数据N2300 M99;N3000#3000=21;(#A&#C DATA ERROR)该程序已经在‘斗山HM800卧式加工中心’成功验证。
利用宏程序自动换算卧式加工中心工件坐标系的操作方法

因此,可以采用通过数学模型的坐标系转换,结
动旋转机床旋转轴并不断地敲动工件使其与机床回
合西门子数控系统宏指令功能,编写出宏程序,当数
转中心吻合,在此过程中人工消耗的时间比较多,而
控旋转工作台旋转 一 定 角 度 时,在 西 门 子 数 控 系 统
收稿日期:
2023-11-07
作者简介:陈雪(
1982—),女,河北保定人,副教授,就职于包头职 业 技 术 学 院 数 控 技 术 教 研 室,主 要 从 事 数 控 技 术 专 业 的
一般为了提高工件的旋转精度和实现工件坐标点的
置精度。但这种方 法 存 在 找 正 时 间 长、产 品 生 产 周
准确计算,都会将工 件 放 在 机 床 的 回 转 中 心 上 进 行
期长等问题 [3]。
的旋转中心重合时,工作台转过一定角度后,工件坐
加工,但是在操作过程中非常的繁琐,需要不停地手
加工,且加工内容之间有较高的位置精度要求,如复
宏程序
备注
L100
子程序
R1=$AA IW[X]
将当前 X 轴数值写 入 R1 中,[X]代 表 当
前 X 数 值,换 成 Y Z B 表 示 当 前 的 响 应
的坐标值
图 1 所示,(
X1 ,
Z1 )为 在 零 件 或 者 夹 具 上 采 集 的 第
IF R1<0
条件选择,判断
二点坐标,
a为两点之间的夹角,
2.内蒙古第一机械集团公司 第四分公司;
3.内蒙古北方重工业集团有限公司 防务事业部,内蒙古 包头 014030)
摘
要:文章针对在带旋转工作台的卧式加工中心上进行工件多 面 加 工 时,存 在 的 找 正 时 间 长、产
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
卧式加工中心各角度坐标系自动计算【旋转中心坐标计算】
以下是软件使用流程(不太懂的请按照说明弄)
步骤1、步骤2、步骤3为必填项。
步骤4计算结果
步骤一:找出你工件中心,相对工作台中心的偏移量(工作台0度时,工件中心的位置)(工作台中心坐标:X0,Z0)
(工件中心即下面说的旋转中心:选择一个能方便计算,能算出工件各个加工面、及各个面的中心点到它的X 与Z 的距离)
步骤二:对刀点到工作台中心的距离,要用正值(除非你的对刀点在工作台中心的负方向上,才可以用负数)
步骤三:工作台角度就是你要计算面的角度,此处只默认一次算4个角,需要其他角度的,请自己填。
面太多,计算不够,请分多次算
X方向、Z方向:各个加工面的编程中心到工件中心的距离(如果编程中心就是工件中心的,全为0)
保存数据、读取数据:可以记录你常用的数据,需要时直接提取。
多个工件数据可以拷贝程序,弄多个文件夹存放
步骤四:填好以上数据,就可以点确定计算
打印结果:点击即可自动打印A4纸张,本软件能看到的地方都能打印出来
保存坐标参数:这里只能保存两种系统,保存后,修改成系统支持格式,
发送到机床运行,就可以自动输入坐标系。
其他系统我不懂,所以没有。