(整理)五面体加工中心坐标系偏移旋转与误差补偿.
五轴数控加工中系统误差的补偿
五轴数控加工中系统误差的补偿翻译文章来自Compensating for systematic errors in 5-axis NC machining391—403页E.L.J. Bohez[摘要] 在5轴加工中引入的误差高于机床的内在重复性。
它可以分析五轴加工中的系统误差和补偿,从而实现更高的性能。
一组系统误差在逆运动学方程可以直接补偿,另一组系统误差可以结合逆运动学关系中的全微分来补偿。
在闭环容积误差关系的基础上提出了一种如何补偿系统误差新的一般方法。
当前计算机辅助设计与制造和数控系统中,对五轴刀具路径生成的误差进行了详细的分析,提出了一种测量和补偿误差新的策略性方法。
[关键词]数控铣削;五轴;几何误差;误差补偿1引言五个自由度是工具工件定位中获得最大的灵活性的最低的要求,这意味着工具和工件可以在任何角度相对于彼此而面对。
为了使两个刚性机构在空间上彼此位置确定,需要6个自由度或者12个。
然而,在不改变相对方向的情况下,任何相同的旋转和平移可以允许减少6个自由度。
物体之间的距离是由工件路径决定的,并且允许我们消除额外的自由度,从而达到五自由度这个最低要求。
如果一个坐标系统固定在每五个物体上,并且这些物体在五轴机床都配备5个自由度,那么每个物体会有6个误差或者30个误差,这些误差是由于五个主体之间的相对距离引起的误差累加出来的。
五个刚体可以通过9个刚性条形图相互连接起来。
这些额外的潜在的自由度会导致多于9个的误差分量。
所以,从上述情况,可以看到在五轴机床有39个独立的误差分量或者在三轴机床有18个以上的误差分量。
在有关五轴机床的运动学知识的基础上将开发出一种新的一般误差模型。
对上述误差,在计算机辅助设计与计算机辅助制造系统和机器控制中的插值引起的额外误差分量必须加进去。
2著作审核的前期工作2.1误差模型Ramesh等人[1] 回顾了在机床误差补偿领域的当前研究状态,对误差的来源和消除误差的方法进行了重新评价,这次评价主要是集中在过去对误差的测量和补偿。
五轴数控机床回转中心的几何误差检测与补偿
4 测量原 理
00 6 — .1 .1 00 5
O0 3 一 .0 .o Oo 3
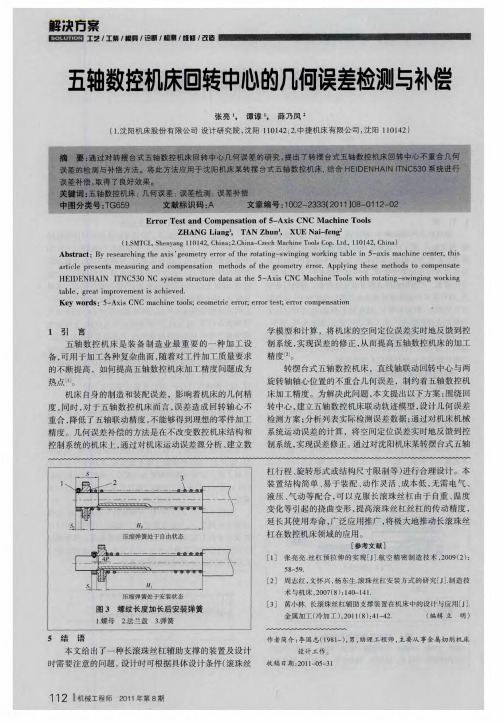
以只考 虑直线轴联动 回转 中心与 c轴 回转 中心在 0m 1 0 30 6o O O 3 0 6。 y方向上误差 为例。如 图 2 所示 , 数控机床 、 、 y C轴 8 结 语 在 X Y平面内 , / 做大圆联动 , 通过千分表的变化来进行误 转摆台式五轴数控机床 中心不重合几何误差 ,需要 差分析。 图 3 如 所示 , y插 补 轨迹 与理 想 轨迹 之 间的误 建立误差综合模型 , 、 进行多次检测与补偿 , 才可达 到理想 差是 由于直线轴联动 回转 中心 D 与 c轴 回转中心 0在 的几何精度 , : 以提高机床加工精度 。
解决方案
工艺 , 工装 , 骥真 , 诠断 , 姬焉 , 维俺 , 改造 墨臣墨圆
数控机床进行实例研究 , 验证此方法有效 。
2 转摆 台式 五轴 数 控机 床 结构 建模 如图 1 所示 为 转摆 台
5 误 差 补 偿 参 数 算
法 描述
以只 考 虑 直 线 轴
式 五轴 数控 机 床结 构 示 联动回转中心 0 与 C 意图。 直线轴 、 、 l Z联动 轴 回转 中心 0在 、 , y
最小 , 成为了提高五轴机床联动精度的必要手段。
3 几 何误 差 检测 方 法设 计
ak cs =・ O o
() 2
6 HE D N A N I NC 3 数 控 系统 结构 参数 修正 IE H I T 50
() 1检测球头检棒长度补偿值 , 半径补偿值 ;
( ) 量 A 轴 回转 中心 与 C轴 回转 中心 在 y方 向上 2测
回 转 中 心 矢 量 位 置 由加 工 中 心 数 控 系 统 按 照 加
五轴数控机床旋转轴转角定位误差建模及补偿

五轴数控机床旋转轴转角定位误差建模及补偿黄奕乔,冯文龙,沈牧文,杨建国(上海交通大学机械与动力工程学院,上海 200240)摘要:为了提高五轴数控机床加工精度,减小旋转轴转角定位误差,提出了基于三次样条插值的转角定位误差数学模型,研发了基于数控系统外部坐标原点偏移功能和以太网通讯的误差实时补偿系统。
对测量所得的转角定位误差进行三次样条插值建模,得到误差数学模型,应用该误差模型和自主研发的误差实时补偿系统,对VMC0656型双转台五轴数控机床实施转角定位误差补偿。
补偿结果表明所提出的模型具有拟合精度高、计算简便直观、补偿效果好等优点,可以有效地提高五轴数控机床旋转轴转角定位精度。
关键词:五轴数控机床;旋转轴;定位误差;实时补偿;样条插值1 引言随着现代制造业的不断发展,对具有复杂几何形状的高精度机械零件的需求量大幅增加。
由于五轴数控机床具有可加工各种曲面、装夹简便、生产高效、灵活性强等特点,越来越多的五轴数控机床被应用于模具制造、航空部件制造等领域。
然而,五轴数控机床的结构复杂,刚度较低,精度低于传统的三轴机床[1]。
目前,五轴数控机床平动轴的定位误差已经被广泛研究[2]。
ISO 230-3和ISO 1079-10给出了标准的旋转轴变形测量与辨识方法。
常见的旋转轴误差直接检测法有激光干涉仪测量转角定位误差;常见的联动检测方法有球杆仪法[3]、平面光栅法[4]和R-test装置法[5]。
旋转轴的各项误差元素中,转角定位误差对加工精度的影响最大[6]。
针对旋转轴除转角定位误差之外的与位置相关误差,文献[7]提出了相应的数学模型并补偿,但转角定位误差建模与补偿问题并未涉及。
对旋转轴转角定位误差进行测量,对测量所得的误差值,运用插值节点自适应选择的三次样条插值进行建模,该模型具有拟合精度高、计算简便直观的优点。
建立基于数控系统外部坐标原点偏置功能和以太网通讯的误差实时补偿系统,在VMC0656型五轴数控机床上进行补偿实验,验证了模型的正确性和有效性,机床的转角定位精度得到明显提升。
五轴机床里面的坐标变换原理

五轴机床及其应用领域五轴机床是一种具有五个工作轴的数控机床,分别为X、Y、Z三个线性轴和A、C 两个旋转轴。
其中,X、Y、Z轴分别代表机床的三个线性方向,而A、C轴则分别代表机床绕X轴和Z轴旋转的方向。
五轴机床具有较高的加工精度和加工效率,广泛应用于航空航天、汽车、模具等领域。
五轴机床的坐标变换原理是指通过一系列的坐标变换,将加工物体在机床坐标系下的坐标转换为工件在机床工作空间内的坐标,以实现精确的切削加工。
坐标变换原理是五轴机床能够实现复杂曲面加工的基础,下面将详细介绍与坐标变换原理相关的基本原理。
坐标系及坐标变换在五轴机床中,通常使用三个坐标系来描述加工物体的位置和姿态。
分别为机床坐标系(MCS)、工件坐标系(WCS)和刀具坐标系(TCS)。
其中,MCS是机床的固定坐标系,WCS是工件的坐标系,而TCS是刀具的坐标系。
机床坐标系(MCS)是机床固定不动的坐标系,由机床制造商定义。
它通常以机床的主轴中心为原点,X轴指向机床的前方,Y轴指向机床的左侧,Z轴指向机床的上方。
工件坐标系(WCS)是以被加工工件为参考的坐标系,它的原点和轴向可以根据加工需要进行定义。
工件坐标系的选择应能够最大程度地简化加工过程,使得刀具的运动轨迹能够与工件的几何形状相匹配。
刀具坐标系(TCS)是以刀具为参考的坐标系,它的原点和轴向通常与机床坐标系相同。
刀具坐标系的选择应能够方便地描述刀具的位置和姿态,并且与工件坐标系之间的转换关系简单明了。
坐标变换是将工件坐标系(WCS)中的坐标转换为机床坐标系(MCS)中的坐标的过程。
坐标变换通常包括平移变换和旋转变换两个部分。
平移变换将工件坐标系的原点从工件的某一特定点移动到机床坐标系的原点,而旋转变换则是将工件坐标系沿着某一特定轴旋转到与机床坐标系重合。
平移变换平移变换是将工件坐标系(WCS)中的坐标转换为机床坐标系(MCS)中的坐标的一种基本变换方式。
平移变换通过将工件坐标系的原点从工件的某一特定点移动到机床坐标系的原点来实现。
五坐标数控机床旋转轴定位精度的校正方法

2019年 第5期图1 绕X 轴坐标的转动图中,C -P 1这一段以C 为中心绕X 坐标旋转了一个角度a ,这样C -P 1的末端从P 1移到了P 2。
当把这种概念用于机床时(可以认为C 点是转动主轴头的中心,P 1是刀具的中心),可以看到转动一个坐标的结果是使刀具中心在XYZ 坐标系中产生位移。
如果有RTCP 功能,数控系统将使刀具中心始终保持在一个固图2 无RTCP图3 有RTCP5.影响RTCP 精度的因素RT C P 精度是一个综合的空间精度,从RTCP 的运行状态,可以看到,RTCP 精度的好与差受到多种因素的影响。
这些因素包括机床的几何精度(如C 轴画圆精度等)、定位精度和重复定位精度、RTCP 的中心点长度、RTCP 机械偏心的补偿及回转坐标的绝对零点位置等。
图 4由于线性轴在RTCP 角度旋转时,如果角度旋转不大,如5 º,则移动距离只有40m m ,而机床的线性轴定位精度一般可以达到0.015mm/2 000mm ,所以线性轴的定位精度误差在旋转角度较小时对RTCP 精度的影响可以忽略不计(见图5)。
图 5在微小角度条件下,弧可以认为是垂直于一条边,并是一直线,由此我们可以得到:tan α=y /x α=arctan y /x由此,由于X (旋转轴旋转中心到刀具中心的距离)一般在700m m 以上,而Y (RT C P 精度值)一般很小,在0.1m m 以下,经计算,可以得到如果RTCP 变化2019年冷加工图 6图 7图 8图 9图 10图 11图 12成大先.机械设计手册[M]. 6版.北京:化学工业出版社,2016.(截稿日期:20190301)。
五轴联动常用操作方法

五轴联动常用操作方法
1. 坐标系切换:在五轴加工中,常见的坐标系有世界坐标系、机床坐标系和工件坐标系。
通过操作界面或者控制器,可以实现在不同的坐标系下进行加工。
2. 坐标系旋转:通过旋转坐标系轴向,可以调整机床或工件在不同角度下的加工位置。
常见的坐标系旋转方式有欧拉角、四元数和旋转矩阵等。
3. 刀具路径优化:通过重构刀具路径,可以有效提高加工效率和精度。
常见的路径优化方法有刀补算法、前后刀衔接及去除重复路径等。
4. 刀具半径补偿:在五轴加工中,刀具补偿更为复杂,主要包括刀尖半径补偿、线性刀偏值补偿和径向刀偏值补偿等。
通过设置不同的补偿参数,可以保证加工精度和表面质量。
5. 自动检测功能:五轴数控机床通常配有自动检测功能,可以实现自动地检测工件及刀具等参数,以及进行自动报警、自动重试等功能,提高加工效率和安全性。
五轴加工中心坐标轴(AB轴)旋转后基准的计算与设定方法
应用例子
• • • • • • • • • • • • G91G28Z0; G90G54G00X0Y0; M11M13; 解除第四轴第五轴的锁定 G90G54G00A0B0 G43Z100.H1; G65P9795X0Y0Z0A0B0D-30.E10.S55; 使用坐标变换起始 变化后为A-30B10,变化后的值存入 变化后的值存入G55工件坐标系 值A0B0,变化后为 变化后为 变化后的值存入 工件坐标系 G91G28Z0; M11M13; 变化后的工件坐标系存入G55的 G90G54G00A-30.B10.; 变化后的工件坐标系存入 的 只有XYZ坐标值 注意 坐标值,注意 只有 坐标值 注意:AB轴的坐标值必须在此指定 轴的坐标值必须在此指定 G90G55X0Y0; G43Z100.H1; M30;
TR05-1102SJB 4
TR05-1102SJB
2Hale Waihona Puke 基准的计算方法• 卧式加工中心使用的是牧野的宏程序G65P9795 变量名 A B X Y Z D E S U V W 变量名介绍 坐标轴(A/B轴)旋转前的A轴工件坐标值(默认:当前坐标值) 前 坐标轴(A/B轴)旋转前的B轴工件坐标值(默认:当前坐标值) 前 坐标轴(A/B轴)旋转前的X轴工件坐标值(默认:当前坐标值) 前 坐标轴(A/B轴)旋转前的Y轴工件坐标值(默认:当前坐标值) 前 坐标轴(A/B轴)旋转前的Z轴工件坐标值(默认:当前坐标值) 前 坐标轴(A/B轴)旋转后的A轴工件坐标值 后 坐标轴(A/B轴)旋转后的A轴工件坐标值 后 选择存储的工件坐标系(默认:当前坐标系) 旋转变化后X轴的偏移值(默认值:0) 旋转变化后Y轴的偏移值(默认值:0) 旋转变化后Z轴的偏移值(默认值:0)
五轴数控机床加工误差动态修正方法研究

五轴数控机床加工误差动态修正方法研究研究背景五轴数控机床是一种先进的工具机械设备,广泛应用于航空航天、汽车制造等高精度加工领域。
然而,由于生产过程中存在各种因素,如机床的刚度、工件的变形等,会导致加工误差的产生。
为了提高加工精度,研究人员致力于开发误差修正方法,其中动态修正方法被认为是一种有效的手段。
动态修正方法的意义动态修正方法可以实时校正机床加工误差,提高加工精度和效率。
通过采集加工过程中的数据,并结合数学模型和算法,可以动态调整机床的运动轨迹,减小加工误差,保证加工质量。
五轴数控机床加工误差的来源加工误差主要来自于机床的几何误差和运动误差。
几何误差包括机床基床的变形、导轨的摩擦等;运动误差包括机床动力系统的非线性、驱动器的滞后等。
机床几何误差1.机床基床的变形是由于机床在使用过程中受到外力的影响,如切削力、重力等,导致机床的形状发生变化。
2.导轨的摩擦也会引起加工误差,摩擦力导致导轨的位置产生偏移,进而影响工件的加工精度。
机床运动误差1.机床动力系统的非线性是由于机床在加工过程中所受到的力和热的影响,使得机床的动态特性发生变化,进而导致加工误差的产生。
2.驱动器的滞后是由于机床运动过程中驱动器的动态响应速度有限,无法实时跟踪所需的加工路径,导致加工误差的产生。
动态修正方法的基本原理动态修正方法主要包括两个步骤:误差检测和误差修正。
误差检测是通过采集机床的运动数据和工件的测量数据,计算机床加工误差;误差修正是通过计算机控制系统对机床的运动轨迹进行调整,使其接近理论值,从而减小加工误差。
误差检测1.采集机床的运动数据,包括运动轨迹、速度、加速度等。
2.对加工过程中的工件进行测量,得到实际加工误差。
误差修正1.利用传感器采集的数据和数学模型,计算机床的加工误差。
2.根据误差值,通过算法和控制系统调整机床的运动轨迹,使其接近理论值。
常用的动态修正方法1.自适应控制方法:根据机床的实际运行情况,自动调整控制参数,实现误差修正。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
摘要:目前国内五面体加工中心在立、卧头转换时,通常只进行简单的坐标系偏移补偿,通过G17、G18、G19来选择各个加工面。
如果采用坐标系旋转的方式,使Z轴始终沿主轴方向,更易于编程。
本文根据实际加工经验,讲解坐标系偏移、旋转和误差补偿的方法。
五面体加工中心是目前国内大型加工设备中比较先进的。
以我厂现使用中的沈机中捷THA57200×400、GMC2560r2、GMC2560wr3为例,控制系统采用西门子840D。
沈阳机床厂通常采用两种方式来补偿立、卧头的差值:1、执行转头程序L01(newpos)就完成补偿变换;2、执行完转头程序L01(newpos)后,再通过执行子程序L11完成变换。
其实这两种方式本质上没有什么区别,只是方式1中的L01(newpos)程序整合了方式2中的L01(newpos)和L11程序。
下面我们通过沈阳机床厂提供的说明及程序源码来分析一下其误差补偿程序的原理。
首先,机床厂提供一个用户数据文件UGUD.arc:%_N_UGUD_DEF;$PATH=/_N_DEF_DIRDEF NCK REAL DTT[50] ;用于记录各头各角度偏移值(编者注)DEF NCK REAL HEAD[10] ;用于记录头号(编者注)M17HEAD[1]变量来表示当前头,如HEAD[1]=1表示当前是1号头,HEAD[1]=2表示当前是2号头……0为立头。
上述对当前头号的标识由厂商添加到相应子程序中,如在HEAD_1.SPF子程序结束符“M17”之前添加“HEAD[1]=1”;在HEAD_2.SPF子程序结束符“M17”之前添加“HEAD[1]=2”等。
DTT[]用于表示卧头在各个角度时相对于立头的偏差值:;头1:0°或180°时DTT[11] 主轴轴心与C 轴在X 向的偏差DTT[12] 主轴轴心与C 轴在Y 向的偏差DTT[13] 主轴轴心与C 轴在Z 向的偏差90°或270°DTT[14] 主轴轴心与C 轴在X 向的偏差DTT[15] 主轴轴心与C 轴在Y 向的偏差DTT[16] 主轴轴心与C 轴在Z 向的偏差上面的各个数据由厂商在调试时自己测量并设定到用户变量里面去。
我们通过查看L11程序,发现厂商使用的补偿方法其实是修改基准零点坐标系BNS来实现的。
如1号卧头处于0°方向时:$P_UBFR[X,TR]=-DTT[11] $P_UBFR[Y,TR]=-DTT[12] $P_UBFR[Z,TR]= -DTT[13]1号卧头处于180°方向时:$P_UBFR[X,TR]=-DTT[11] $P_UBFR[Y,TR]=-DTT[12] $P_UBFR[Z,TR]= -DTT[13]两者简单地对基准零点坐标系BNS进行正向或负向的偏移来实现补偿。
通过上面的分析我们发现了机床厂商提供的这套补偿方案的不合理之处:1、修改了基准零点坐标系BNS。
这个坐标系是处于我们常用的可设定零点坐标系ENS(就是G54、G55等所建立的坐标系)的上层的。
如果修改了BNS的偏移值,我们常用的G53、G500命令是不能屏蔽BNS偏移值的,带着这个偏移值进行移动,机床有可能会无法到达正确的换刀点、换头点,也可能发生碰撞!所以厂商要求必须将换刀程序、换头程序中的G53命令全部用SUPA命令代替,SUPA命令可以屏蔽BNS偏移值。
通常情况下我们的机床不在基准零点坐标系设置偏移,普通工人都认为可设定零点坐标系上层直接就是机床坐标系。
这个干涉习惯的基准零点坐标系设定方式并不容易为普通工人所接受,且一旦修改内容有误不易被发觉,容易出错。
2、这个程序只能应付0°、90°、180°、270°四个最常用的方向。
我们的卧头是5分度或2.5分度的,在其它非正交分度时无法用此程序补偿。
3、由于机床卧头旋转存在误差,在相对方向的偏差值往往是不同的。
如我厂初步验收时,在未补偿的情况下,90°和270°方向的X向误差超过0.05mm,Z向误差超过0.06mm(后经厂商调试,控制在0.03mm以内),而原L11误差补偿程序是无法补偿这个误差的,相反,还有可能会放大这个误差。
比如我们假设厂商在90°时测量出X值相对于立头向正向偏移了0.03mm,他把DTT[14]设为了0.03,那么当卧头转到270°时,程序会把X向负向补偿0.03mm,而实际中我们测得的270°X向偏差值可能是正向的,这样无疑增大了误差。
如此会造成转头加工孔的同轴度较差,不能满足有严格同轴度要求的零件的加工。
4、原L11补偿程序不提供坐标系的旋转。
这往往需要操作者根据实际情况使用G17、G18、G19命令来选择加工平面。
这种方式在使用CYCLE81等循环时需要注意返回平面的正负号、图纸尺寸在各个坐标系方向的变化,编程不方便。
我们通常将工件坐标系建立为:Z 轴始终沿着主轴方向,加工平面选用G17平面(即XY平面),这样很方便根据图纸编程。
为了克服上述缺点,我们采用新思路编制了新的坐标系补偿程序。
1、添加GUD4用户自定义数据用来表示各个角度的偏移补偿;%_N_GUD4_DEF;$PATH=/_N_DEF_DIRDEF NCK REAL U_0[3]=(378.97,0.04,533.468)DEF NCK REAL U_90[3]=(0.06,-378.873,533.468)DEF NCK REAL U_180[3]=(-378.86,0.05,533.403)DEF NCK REAL U_270[3]=(0.11,378.931,533.403)DEF NCK REAL U_LHY[3]M17由于我厂除了立头外,仅使用了一个卧头,所以仅添加了一组数组:U_0[3]、U_90[3]、U_180[3]、U_270[3]。
U_0[0]、U_0[1]、U_0[2]分别表示卧头在0°时与立头的X、Y、Z 差值。
同样:U_90[]——卧头在90°时与立头的X、Y、Z差值;U_180[]——卧头在180°时与立头的X、Y、Z差值;U_270[]——卧头在270°时与立头的X、Y、Z差值。
以上参数全部手工测量,可以在“参数->用户数据->GUD4”下查询和修改。
我们定义了最常用的四个方向的补偿值,有效解决了不同方向补偿误差的微小区别。
2、建立一个用户循环,用于可设定零点坐标系ENS建立时的偏移设定:LHYSET(INT XPOS, INT YPOS, INT ZPOS) 记录当前的测量状态,在LHY[]数组中记录立头坐标系与当前坐标系的差值,建立坐标系补偿。
每次找正工件建立坐标系的时候都需要执行一次,且仅执行一次就行。
参数XPOS、YPOS、ZPOS分别表示三个轴测量时的卧头角度。
如为立轴所打,记为-1。
如:先用立轴测出Y值,再换卧头转到90°测出X和Z值。
将测量值录入到G54、G55……等完成后,需在程序开头执行LHYSET(90,-1,90)这将在机床坐标系和工件坐标系之间建立一个补偿。
以前不使用这个程序,在建立工件坐标系时我们需要通过手工计算得出当前坐标值与立头坐标值,比较麻烦。
原程序部分内容如下:%_N_LHYSET_SPF;$PATH=/_N_CUS_DIR;---------------附件头误差补偿(建立坐标系测量后)--------------PROC LHYSET (INT XPOS, INT YPOS, INT ZPOS) SAVE DISPLOF;X补偿CASE(XPOS) OF -1 GOTO SETX 0 GOTOF SET0X 90 GOTOF SET90X 180 GOTOF SET180X 270 GOTOF SET270X DEFAULT GOTOF ERRORRET SETX:U_LHY[0]=0GOTOF LHYENDXSET0X:U_LHY[0]=-U_0[0]GOTOF LHYENDXSET90X:U_LHY[0]=-U_90[0]GOTOF LHYENDXSET180X:U_LHY[0]=-U_180[0]GOTOF LHYENDXSET270X:U_LHY[0]=-U_270[0]GOTOF LHYENDXLHYENDX:ENDIF;Y补偿;……;Z补偿;……RETERRORRET:MSG("DEGREE ERROR!")M00GOTOB ERRORRETRET3、建立一个用户循环,根据卧头角度旋转偏移坐标系并建立补偿:LHY程序将ENS坐标系中的偏移值加上数组LHY[]所记录的立头与ENS坐标系差值得出立头的坐标系,再加上当前卧头对应的立卧差值得到当前工件坐标系的正确值。
程序如下:%_N_LHY_SPF;$PATH=/_N_CUS_DIR;---------------旋转偏移坐标系并建立补偿--------------PROC LHY DISPLOFDEF REAL UPX,UPY,UPZDEF REAL UZZDEF REAL CPOSCPOS=$A_INA[3];读取当前卧头角度;当前头为立头IF(HEAD[1]==6)TRANS X=U_LHY[0] Y=U_LHY[1] Z=U_LHY[2]RETENDIF;当前头为卧头CASE(CPOS) OF 0 GOTOF TURN0 90 GOTOF TURN90 180 GOTOF TURN180 270 GOTOF TURN270TURN0:UPX=U_0[0] UPY=U_0[1] UPZ=U_0[2]GOTOF TURNSETTURN90:UPX=U_90[0] UPY=U_90[1] UPZ=U_90[2]GOTOF TURNSETTURN180:UPX=U_180[0] UPY=U_180[1] UPZ=U_180[2]GOTOF TURNSETTURN270:UPX=U_270[0] UPY=U_270[1] UPZ=U_270[2]GOTOF TURNSETTURNSET:UPX=UPX+U_LHY[0]UPY=UPY+U_LHY[1]UPZ=UPZ+U_LHY[2]UZZ=-CPOS+90IF (UZZ<-180)UZZ=UZZ+360ENDIFTRANS X=UPX Y=UPY Z=UPZAROT Z=UZZ X=90RET实际应用方法:1、先将测量的坐标系值输入G54或其它ENS中。
2、执行LHYSET(INT XPOS, INT YPOS, INT ZPOS)指令。
3、使用换头指令L01(newpos)后,在G54等代码后面需添加LHY 指令来偏移旋转坐标系。