802DSL调试步骤
调试详解802d sl
1 开机调试准备 2 软件使用方法 3 装载初始化数据 4 驱动调试 5 NC调试 6 数据备份和批量调试
© Siemens AG 2009. All Rights Reserved.
开机调试基本步骤
802D sl 开机调试基本步骤 样机调试基本步 1. 设定系统语言和口令 骤
2. 使用缺省值引导启动
从下拉菜单中 选择“点对点”
点击连接 按钮
Page 14/61
点击OK确认
© Siemens AG 2009. All Rights Reserved. Industry Sector
工具软件使用——RCS
连接成功——计算机
连接成功后会 出现802D sl
的路径
连接成功——数控系统
本讲稿中数控系统的截图都会出现RCS 连接图标,但在实际调试过程中可能并 不会出现这个图标,只有系统与计算机 建立了RCS连接后才会出现此图标。
连接成功后 会出现RCS
连接图标
Page 15/61
© Siemens AG 2009. All Rights Reserved. Industry Sector
工具软件使用——PLC 802 编程工具
梯图编辑 符号表 状态表 交叉引用 表 通讯设定
Page 16/61
编 上下 译 载载
局部变量定义
工具软件使用——RCS
设置计算机网卡属性
方法1:自动 获得IP
设置网卡 属性
Page 13/61
双击TCP/IP 协议
方法2:可以 使用固定IP
双击电脑 图标
© Siemens AG 2009. All Rights Reserved. Industry Sector
802D SL 初始调试
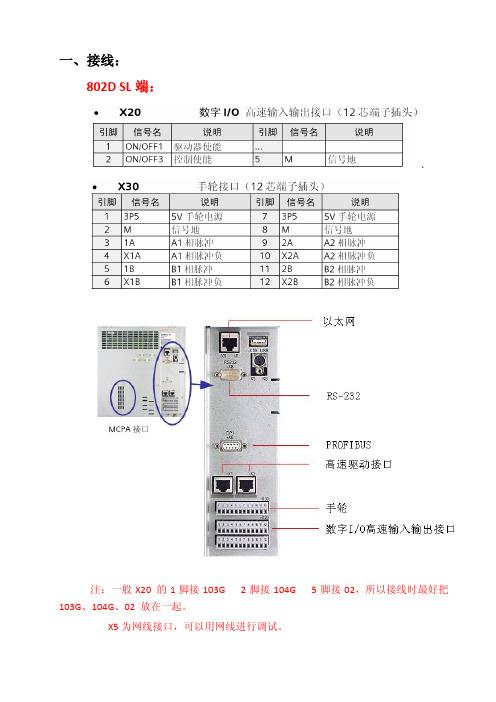
一、接线:802D SL端:、注:一般X20 的1脚接103G 2脚接104G 5脚接02,所以接线时最好把103G、104G、02 放在一起。
X5为网线接口,可以用网线进行调试。
驱动端:二、送电,先送802D SL 的电源,进行初始化。
运行RCS 802进行802D的初始化。
如下:先进行以太网的设定:系统连接后,进行初始化。
如下:从WINDOWS 的“开始”中找到通讯工具软件RCS 802,启动并建立在线连接;利用RCS 浏览器在计算机上找到初始化文件,利用鼠标右键选择COPY或Ctrl+C;连线后,在“Control 802D” 中选择“Start‐up archive (NC/PLC)”,用鼠标右键选Paste 或Ctrl+V 复制该文件;后点YES!开始初始化。
结束后,NC 断电、上电后初始化文件生效。
初始化结束!送驱动器控制电源(24V),进行驱动器调试。
(主接触器380V电源不送,之后由PLC送。
) 驱动器调试步骤是:• 装载SINAMICS Firmware – 确保驱动器各部件具有相同的固件版本• 装载驱动出厂设置 – 激活各驱动部件的出厂参数• 拓普识别和确认(快速开机调试) – 读出驱动器连接的拓扑结构以及实际电机的控制参数,设定拓扑结构比较等级802D sl 为简化驱动器SINAMICS S120 调试,专门设计了驱动调试向导,通过调试向导,可轻松实现驱动的调试。
注意:在启动驱动调试向导进行驱动调试之前,必须断掉驱动器的所有使能。
注意:在升级过程中系统和驱动不能断电!802D sl 及驱动器断电,再上电.802D sl 及驱动器断电,再上电。
设置电脑的IP。
为169.254.11.***(其中***为1-255,但不能和802d的IP相同!) 802D端,以太网的设定同上。
运行STARTER软件,新建一个工程。
命名后,点OK。
插入一个驱动单元,如下选择。
设置接口。
连接后,如下:下载到电脑后,断线。
802DSL调试步骤

驱动器调试
驱动器调试系统需开机 进入MD DRIVE—Sinamc IBN 第一步:Load SINANICS firmware (装载SINMANICS Firmware) OPEN 等待8-10分钟后关机上电 第二步:1)Factory settings Load drive (装载驱动出厂设置)OPEN 2)Topology recognized and confirmed and (rapidstartup) (拓扑识别和确认(快速开机调试))OPEN 这两步做好NCK复位上电即可 总结:这步做好后,系统可认出驱动、 电机和编码器
SIEMENS 802DSL 系统调试统连接可参照《简明调试手册》第13页
举例如下
第二章
上电前检查
1、检查高、低电压部分之间是否存在短路。 2、个连接是否存在断路。 这两点是觉不允许的。
第三章
安装调试软件
从工具盒CD上安装RCS802 编程工具PLC802 配置数据802DSL PLC用户词库 SINAMICS S120调试软件(用于驱动优化)
参数设置
通用参数
14510[16] :1车床版 2铣床版(此参数设置激系统内的标准版PLC)
轴参数
30110: 轴驱动号配置(这和调试者设置驱动连接的电机顺序有关,比如第一个驱动连接 X轴电机,设为0。第二个驱动连接Z轴,设为1) 30310:给定值输出类型 设置为1 30220:编码器类型 1为增量式 4为绝对式 30240:编码器驱动号 (编码器驱动号根30110设置一样,否则会报警)
用交叉网线让电脑与系统连接 开启RCS软件 设置电脑IP169.254.11.* 按下连接
在Toolbox 80DSL安装目录下 举例Siemens—Toolbox 802D_sl—v01040500 —Techno—Milling—Config_Siemens—pro里 拷贝setup _ M.arc文件 至 Control 802DSL— Start-up archive中 等待系统初始化完成
Siemens 802DSL系统伺服全闭环及主轴编码器调试步骤
在PC机上使用CTRL+E,
进入专家模式,
• 然后将P140参数设置 为3。如下图:
再次选择SERVO_03 X轴的[Configuration]驱动配
置。
出现如图所示画面。
在ENCODER 3处选择EDS2:如下图所示:
• 选择 进入配 置画面,连续按 直至出现图所示画面:
• 选择 • 选择 • 选择
• 进入轴机床数据的SP 主轴数据,设置如下 参数: • 30100=0(模拟主轴) • 30110=3 • 30120=1 • 30130=1
• • • •
30200=1 30220=1 30230=1 30240=1
• 31020=5000 • 31040=1
• 32250=100 • 32260=400(工作台 最高转速)。 • 设置完后,断开再接 通机床电源。
打开后,出现如图所示画面。
• 在画面左上角选择如 图所示图标。
根据下图所示分别设置相应数据。设置后,选择 [OK]。
• 软件左侧将显示如上 图所示菜单树。
• 在软件上选择 进行 同系统的连接。
连接后,显示上图所示画面,选择[Load to PG]将系 统内数据下载至PC机中。
• 下载后,软件左侧将 出现如图所示图示:
(输入数据)
在出现的画面中,按下图选择参数。 选择后,按[OK]结束。
然后再次按压CTRL+E进入专家画面:设置如下参 数: 设置P922=999
设置P480[0]=%0 设置P480[2]=R2050[5]
设置P2051[5]=r481[2]
P2061[6]=R482[2] P2061[8]=R483[2]
选择[直接连接]
• 建立后将显示如图所 示建立画面。 802DSL系统的IP地址 和子网络表征码无法 更改,为系统默认设 置。
802D系统培训教程
• 简号为2111。
• 选择型号后,在屏幕 左上方显示所选择的 尺的类型。
• 如是普通尺,选择[配 置]。
• 如果是距离编码的尺, 选择[存储]。
• 选择[线性编码器]。 • [等距的零标记]
• 选择电压级5V
• 选择[确认]。
• 升级完成后,将显示 [成功结束装载]的提示,
此时断开再接通机床 主电源。
• 系统启动后,再次进 入[SINAMICS IBM]画 面,选择第二项[装载 驱动出厂设置],并选 择打开。
• 选择[全部组件],然后 选择[启动],
• 出厂设置过程可在屏 幕过程条中显示。
• 出厂设置结束后,将 显示信息提示[组件已
• 在系统初始化过程中, 802DSL系统侧将自动 进行一系列系统复位 操作。
• 初始化结束后,将出 现此对话框,是一些
系统下载文件的提示 信息,选择[否]即可。
• 选择[否]后,将进行再 一次系统重启的操作, 并且软件将自动断开 连接。
• 初始化后,系统将出 现车床的画面,相应 的车床工艺文件及相 应参数,工艺循环等 文件都装载入系统。
• 在802DSL系统端进入 系统画面,选择[机床 数据]。
• 再选择[驱动器数据]。
• 选择后,将出现如图所示 画面,伺服设定的第一步 需要进行固件升级,固件 升级是为了进行各伺服模 块及系统之间的软件匹配, 这步是非常重要的,一般 在初始进行伺服设定时进 行,要求系统和各模块之 间都连接上,一般只做一 次,在进行升级之前,需 要断开伺服的使能,使能 断开后,CU_I(控制单元) 显示10,ALM(电源模块) 显示44。
初始化步骤。
• 将802DSL系统通电, 通电后,经过初始文 件装载后,将出现如 图所示系统启动画面
802Dsl机床参数
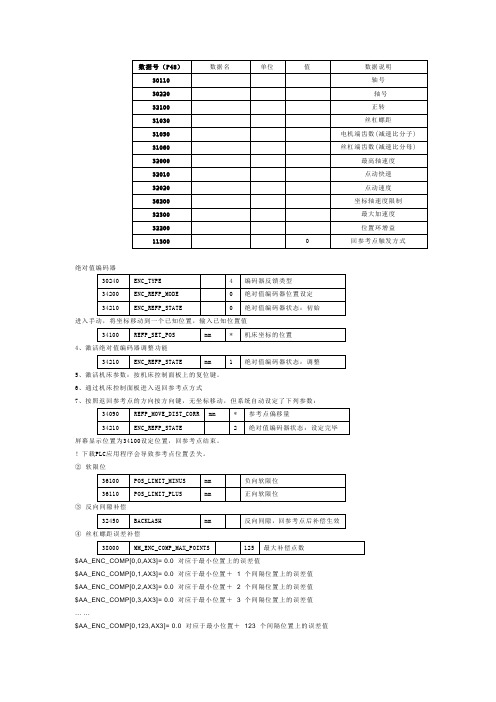
绝对值编码器进入手动,将坐标移动到一个已知位置,输入已知位置值4、激活绝对值编码器调整功能5、激活机床参数:按机床控制面板上的复位键。
6、通过机床控制面板进入返回参考点方式7、按照返回参考点的方向按方向键,无坐标移动,但系统自动设定了下列参数:屏幕显示位置为34100设定位置,回参考点结束。
!下载PLC应用程序会导致参考点位置丢失。
②软限位③反向间隙补偿④丝杠螺距误差补偿$AA_ENC_COMP[0,0,AX3]= 0.0 对应于最小位置上的误差值$AA_ENC_COMP[0,1,AX3]= 0.0 对应于最小位置+ 1 个间隔位置上的误差值$AA_ENC_COMP[0,2,AX3]= 0.0 对应于最小位置+ 2 个间隔位置上的误差值$AA_ENC_COMP[0,3,AX3]= 0.0 对应于最小位置+ 3 个间隔位置上的误差值… …$AA_ENC_COMP[0,123,AX3]= 0.0 对应于最小位置+123 个间隔位置上的误差值$AA_ENC_COMP[0,124,AX3]= 0.0 对应于最小位置+124 个间隔位置上的误差值$AA_ENC_COMP_STEP[0,AX3]=0.0 测量间隔(毫米)$AA_ENC_COMP_MIN[0,AX3] =0.0 最小位置(绝对)$AA_ENC_COMP_MAX[0,AX3] =0.0 最大位置(绝对)$AA_ENC_COMP_IS_MODULO[0,AX3]=0 (用于旋转轴)“启动”-“系统数据”-“…补偿数据…”EEC文件,补偿后执行, 32700改1后,系统重启,回参考点,生效。
系统【维修信息】-【轴信息】查看。
⑤数据备份1、内部备份:系统菜单下“数据存储”2、外部备份:把文本格式的机床数据、螺补数据、刀具数据及二进制格式的试车数据和PLC应用文件保存到PC计算机中。
3、内部备份数据不包括PLC用户报警文本(存储在闪存中)。
4、5、系统-调试文件,在“802D数据”中选择需要备份的数据,拷出。
802DSL系统电机参数优化过程

802DSL系统电机参数优化过程1.连接网线IP地址163。
254。
11。
22。
2.保存PLC程序备份数据。
3.将模式置于JOG状态。
4.运行RS802软件。
5.改行程为1500。
油机立车2。
5米立车z轴来回摆动(840D系统)1.首先平衡压力是否平衡。
2.查看步骤诊断-信息-轴诊断-平滑电流实际值。
3.开动Z轴上下移动观察电流值是否平衡。
4.斜铁调整这里要特别说明环境温度的影响。
5.边查看平滑电流值边调整平衡油缸压力,使上下移动的电流值差在0。
5A范围内。
6.试车故障消失。
油机立车2。
5米立车换刀坐标调整(840D系统)1.参数-用户变量-全局用户参数-GUD-GUD4。
2.找到XPOS——,ZPOS——。
3.将用三件套校出的机械坐标数值输入。
油机1。
6立车换刀坐标调整1.键入专家密码SUNRISE。
2.PROGRAM-TOOLCHG。
SPF。
3.找到XPOS——,ZPOS——。
4.将三件套校出的坐标值输入。
油机2。
5米立车屏蔽光栅尺步骤(840D系统)30240[0] 4(4代表是绝对式编码器)}30200 2 }此数值代表有光栅尺状态30240[0] 030200 1 }此数值代表无光栅尺状态840D系统备份和恢复步骤1.准备一个已经格式化了的4G优盘,并插入机床的USB接口内。
2.开机,当启动到SINMERIK的界面时,迅速按方向键的下箭头,进入备份/恢复模式,输入密码SUNRISE,选择DISK。
IMAGE(整盘恢复)-BACHUP-REMDABIE-G(优盘所在盘)命名FINSH-RBT。
3.进入备份工具GHOST界面,自动备份整个分区/整个硬盘。
4.系统出现问题后,利用优盘还原即可,还原方法同1-3步骤,不同的是选择整盘恢复。
5.注意:如果可能的话,需提前备份出ADD-ON,DH,USER这几个文件夹的全部内容,等恢复完系统后覆盖这几个文件夹即可。
关于802DSL PLC读写R参数的调试
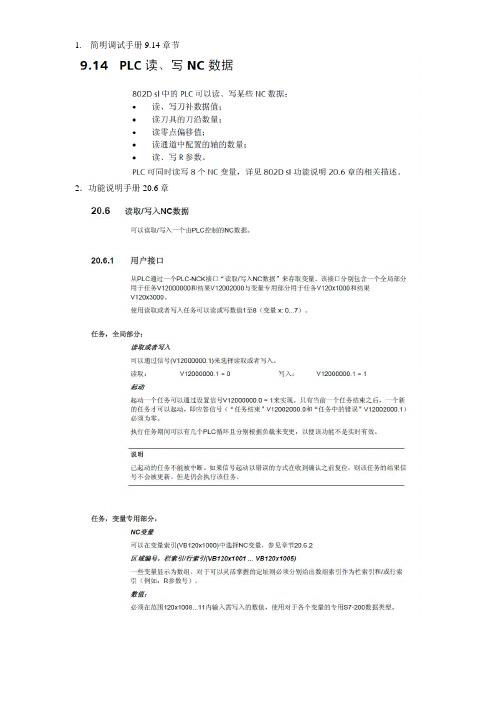
1.简明调试手册9.14章节2.功能说明手册20.6章打开简明调试手册后面的变量表如下图:以在MDA或AUTO方式下按K1键读R0参数为例编辑如下PLC:在MDA或AUTO方式下,V12000000.1=0定义了现在变量的任务是读(如V12000000.1=1则任务为写)VB12001000=5定义了要读的变量为R参数VW12001002=1定义了要读的R参数为R0VB12000001=1定义了要读变量的个数为1个如下图所示,VW12001002为所要读写的R参数Nummer+1现在读的是R0参数所以VW12001002 = 0+1 = 1最终任务读写成功与否的结果写入了VB14000000(0:无错误;1:不允许读写目标:5:无效地址;10:目标不存在)读出R0参数的数据已转换为实数存到了VD14000012中我们监控PLC,在MDA或AUTO方式下按K1键后观察VD14000012的数值变化通过上图我们看出R0的数值已成攻的读入到VD14000012中,因为这里VD14000012是整型数,因此R0也只能设为整型数,如果R0设为100.65,那么VD14000012读出的数依然为100。
同理如果我们想同时读2个数或更多,我们编辑如下PLC(以同时读两个数R0、R1为例)我们在系统中输入R0=50,R1=60监控PLC,在MDA或AUTO方式下按K1键后观察VD14000012、VD1400016的数值变化通过上图我们看出R0和R1的数值已成攻的分别读入到VD14000012和VD14000016中有了上面的PLC读R参数,同理就有了下面的写R参数以在手动方式下按K2键同时写R3、R4两个参数为例,我们可以将上面所读出的R0、R1参数(VD14000012、VD14000016)反过来再写入R3、R4参数中。
编辑如下PLC:我们在系统中先输入R0=122,R1=211我们在MDA或AUTO方式下按K1键,PLC监控图如下:此时R0、R1的数值已被读入到VD14000012、VD14000016中我们恢复到手动状态再按下K2键,则PLC会将VD14000012、VD14000016的数值(122、211)写入到R3、R4中去。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
第四章
开机调试
调试步骤 1、系统初始化内容连接 2、驱动器调试— 1)Load SINANICS firmware (驱动器固件升级) 2)Factory settings Load drive (驱动器初始化) 3)Topology recognized and confirmed and (rapidstartup) (驱动器配置)驱动器调试 3、设置参数(NC、AXIS、CHANNEL)参数设置
通道参数 20700:开机回零(0开机回零取消,1开机回零设置)
驱动器调试
驱动器调试系统需开机 进入MD DRIVE—Sinamc IBN 第一步:Load SINANICS firmware (装载SINMANICS Firmware) OPEN 等待8-10分钟后关机上电 第二步:1)Factory settPEN 2)Topology recognized and confirmed and (rapidstartup) (拓扑识别和确认(快速开机调试))OPEN 这两步做好NCK复位上电即可 总结:这步做好后,系统可认出驱动、 电机和编码器
SIEMENS 802DSL 系统调试简介
薛宇
第一章
系统连接
驱动连接 1、
系统连接可参照《简明调试手册》第13页
举例如下
第二章
上电前检查
1、检查高、低电压部分之间是否存在短路。 2、个连接是否存在断路。 这两点是觉不允许的。
第三章
安装调试软件
从工具盒CD上安装RCS802 编程工具PLC802 配置数据802DSL PLC用户词库 SINAMICS S120调试软件(用于驱动优化)
参数设置
通用参数
14510[16] :1车床版 2铣床版(此参数设置激系统内的标准版PLC)
轴参数
30110: 轴驱动号配置(这和调试者设置驱动连接的电机顺序有关,比如第一个驱动连接 X轴电机,设为0。第二个驱动连接Z轴,设为1) 30310:给定值输出类型 设置为1 30220:编码器类型 1为增量式 4为绝对式 30240:编码器驱动号 (编码器驱动号根30110设置一样,否则会报警)
用交叉网线让电脑与系统连接 开启RCS软件 设置电脑IP169.254.11.* 按下连接
在Toolbox 80DSL安装目录下 举例Siemens—Toolbox 802D_sl—v01040500 —Techno—Milling—Config_Siemens—pro里 拷贝setup _ M.arc文件 至 Control 802DSL— Start-up archive中 等待系统初始化完成