复合材料长桁共固化成型工艺研究
复合材料基体固化成型工艺综述

浙江科技学院学报,第20卷第4期,2008年12月Jo ur na l of Zhejiang U niv ersity of Science and T echnolog yVo l.20No.4,Dec.2008复合材料基体固化成型工艺综述诸爱士1,郑传祥2,成忠1(1.浙江科技学院生物与化学工程学院,杭州310023;2.浙江大学材料与化学工程学院,杭州310027)摘要:树脂基复合材料具有比强度高、比模量高、抗疲劳性能优良、工艺性能良好及具有可设计性等特点,一直受到工业界的重视,各种复合材料产品被应用到各行各业,尤其是在航空航天领域。
复合材料从原材料到形成制品的过程,都需经过固化与成型,方法已经有几十种。
文中介绍了国内外复合材料主要的基体固化方法、成型工艺和相关研究;固化方法主要有热固化、辐射固化与微波固化等,成型工艺主要有模压成型、渗透成型、缠绕成型与拉挤成型等;同时,对工艺研究与应用也进行了展望。
关键词:复合材料;基体固化;成型工艺中图分类号:T Q322.4;T B332文献标识码:A文章编号:1671-8798(2008)04-0269-05Review of matrix solidification and forming processes ofcomposite materialsZH U A-i shi1,ZH ENG Chuan-x iang2,CH ENG Zhong1(1.Schoo l of Biolog ical and Chemical Eng ineer ing,Zhejiang U niversity of Science and Technology,Hangzhou310023,China; 2.Co llege of M aterials Science and Chem ical Engineering,Z hejiang U niv ersity,H ang zho u310027,China)Abstract:Resin matrix com posite materials have characteristics such as high streng th ratio and modulus ratio,good ant-i fatigue pro perties and techno logy perform ance,able to desig n and so on.In the industr ial it has alw ays been attached im por tance.Various co mpo site m aterials products have been applied to all w alks o f life,especially the aerospace field.T he process from raw m aterial to create products o f com po site mater ials need all to cure and fo rm.The w ays of curing and form-ing hav e been do zens.We introduce m ajo r matr ix so lidification methods and fo rming pr ocesses of com po site materials domestic and foreign,and related researches.So lidification methods m ainly in-clude heat-curing,radiation-curing and micro w av e-curing.For ming processes mainly include die pressing form ing,penetration for ming,w inding forming,draw and w ring fo rming.T he pr ospect of processes resear ch and application are described.Key words:composite m aterials;matrix so lidification;form ing technique收稿日期:2008-08-19基金项目:浙江省科技计划重点项目(2007C21063)作者简介:诸爱士(1966)),男,浙江湖州人,副教授,主要从事单元操作与应用化学研究。
复合材料长桁共固化成型工艺

目前复合材料长桁共固化成型工艺的设备投资大、维护成 本高,且存在生产效率低等问题,因此需要加强工艺与设 备的研究,提高工艺稳定性与生产效率。
质量检测与控制
由于复合材料具有各向异性和非线性等特点,因此其质量 检测与控制技术存在一定难度,需要加强质量检测与控制 技术的研究,提高产品质量和稳定性。
该工艺具有以下优点:一是能够提高 复合材料制件的力学性能;二是可以 减少制造过程中的废料和缩短制造周 期;三是可以提高生产效率并降低制 造成本。
应用案例二
背景介绍
随着汽车工业的发展,轻量化是汽车 制造的重要趋势。复合材料长桁共固 化成型工艺作为一种先进的复合材料 制造技术,在某型汽车制造中得到了 应用。
工艺控制点及注意事项
工艺控制点
1. 温度控制:在共固化过程中,要严格控制温度,以避免材料变形或烧焦。
2. 压力控制:在真空袋压和共固化过程中,要确保压力适中,以避免材料受损或变 形。
工艺控制点及注意事项
• 时间控制:要严格控制共固化时间,以保证材料 充分固化,达到最佳性能。
工艺控制点及注意事项
善,促进产业的可持续发展。
THANKS
感谢观看
主要设备及功能
01
02
03
04
热压罐
用于复合材料的热压固化成型 。
真空袋
用于在热压罐内形成真空,帮 助材料更好地贴附于模具。
加热系统
包括加热板、电热棒等,用于 对模具进行加热,以实现材料
的固化。
冷却系统
用于将热压罐内的温度降低, 以实现材料的冷却和定型。
主要工具及用途
喷枪
用于喷涂脱模剂和胶粘剂。
复合材料长桁共固化成型工艺的重要性
大型复合材料壁板先进制造技术及应用

大型复合材料壁板先进制造技术及应用李林【摘要】The large and integrative composite panels can not only reduce the plane weight, but also improve the plane performance, simplify assembly. Because of layup complexity in the large-sized co-cured composite part, it is dif-ficult for traditional molding technology and quality is unstable. With the theory of design for manufacture, DFM, and ap-plying the advanced digital manufacture technique to the composite part , it is a good method for solving the large-sized composite panel manufacture.%大型整体化的复合材料壁板会起到较好的减重效果,明显提升飞机的整体效能,简化装配工艺.大尺寸共固化的复合材料制件铺层结构复杂,传统成型工艺难度大,质量稳定性差,组合元件形位尺寸有偏差.随着设计制造一体化(DFM)理念的出现,先进数字化制造技术在复合材料零件制造方面的应用很好地解决了大尺寸复合材料壁板类零件制造的难题.【期刊名称】《航空制造技术》【年(卷),期】2017(000)011【总页数】5页(P105-109)【关键词】设计制造一体化;自动铺带;加热预成型;激光定位组合【作者】李林【作者单位】航空工业沈阳飞机工业(集团)有限公司,沈阳 110850【正文语种】中文相较金属材料,复合材料有较好的比刚度、比强度、耐疲劳、抗冲击、耐腐蚀性能。
共固化成型复合材料加筋壁板的固化变形仿真技术研究
共固化成型复合材料加筋壁板的固化变形仿真技术研究
孙勇毅;许英杰;唐闻远;惠新育;张卫红
【期刊名称】《航空制造技术》
【年(卷),期】2022(65)4
【摘要】针对共固化成型的复合材料加筋壁板,建立了固化变形模拟计算流程,并开展了T800碳纤维/环氧树脂复合材料工形加筋壁板的固化变形预测,数值预测结果与试验测试结果吻合较好,验证了计算方法的合理性;基于模拟计算,进一步分析了温度工艺参数包括升/降温速率、保温时间等以及结构尺寸参数包括长桁宽度、高度和圆角半径等对加筋壁板固化变形的影响规律,从工艺设计和结构设计角度为共固化成型加筋壁板的固化变形控制提供指导和依据。
【总页数】9页(P107-114)
【作者】孙勇毅;许英杰;唐闻远;惠新育;张卫红
【作者单位】西北工业大学
【正文语种】中文
【中图分类】TQ3
【相关文献】
1.固化工艺参数对复合材料帽形加筋壁板固化变形的影响研究
2.一种新型泡沫填充T型加筋壁板液体成型共固化工艺研究
3.胶接和共固化成型对复合材料加筋板压缩性能的影响
4.T型加筋壁板共固化技术研究
5.考虑强度与固化变形的复合材料加筋壁板铺层优化方法
因版权原因,仅展示原文概要,查看原文内容请购买。
复合材料长桁共固化成型工艺研究

复合材料长桁共固化成型工艺研究复合材料是一种人工合成材料,具有轻质、高强度、抗腐蚀、耐高温等优点,被广泛应用于航空、航天、汽车等领域。
长桁是一种承受纵向载荷的结构件,其制造质量和性能影响着飞机的安全和使用寿命。
本文将介绍复合材料长桁共固化成型工艺的研究进展和应用现状。
一、复合材料长桁的制造方法目前,复合材料长桁的制造方法主要有手工叠层法、自动叠层法、自动绕包法等。
其中,手工叠层法是最早采用的方法,其制造过程简单、成本低,但质量稳定性低,且生产效率低。
自动叠层法是在计算机辅助下进行生产,其精度和质量稳定性高,但需要昂贵的设备和技术人员支持。
自动绕包法适用于较小半径和复杂形状的零部件,但需要高度精细的控制,否则会影响其性能。
二、长桁共固化成型工艺的研究进展长桁共固化成型是一种新型复合材料制造工艺,采用预先制作好的长桁芯、复合材料薄板和粘合剂组成一体的芯腔模具,然后在芯腔中注入树脂粘合剂,将其固化形成一个整体。
这种工艺可以大大提高长桁的制造质量和生产效率。
为了探究长桁共固化成型工艺的制造工艺和性能,学者们开展了一系列的研究工作。
例如,进行了固化前和固化后的微观结构和力学性能的测试研究,采用数值模拟分析长桁复合材料的结构和性能,优化了模具结构和固化工艺等。
这些研究成果为长桁共固化成型工艺的发展提供了理论和数据支持。
三、长桁共固化成型工艺的应用现状长桁共固化成型工艺在飞机制造领域得到广泛应用,已经成为了复合材料整体成型的主流工艺之一。
例如,波音787客机采用了长桁共固化成型工艺,使该机的结构更加轻量化,采用环保性能更好的材料,大大降低了生产成本。
同时,国内也逐步推广并应用长桁共固化成型工艺。
中国商飞C919客机,长桁共固化成型工艺得到广泛应用,为中国的民机制造产业走向世界提供了技术支持和保障。
四、总结复合材料长桁共固化成型工艺的研究和应用推广,为提高飞机的安全性和性能、降低能耗和污染、推动民机制造产业的发展,发挥着重要的作用。
T型复合材料长桁承载能力设计研究
( 1 . S t r u c t u r e s D e p a r t me n t s O f S A D R I , S h a n g h a i 2 0 1 2 1 0 , C h i n a ) ( 2 . H a r b i n F R P I n s t i t u t e , H rb a i n 1 5 0 0 3 6 , C h i n a )
复合材料工字型长桁-蒙皮界面脱粘试验研究
共固化工艺、共胶
位
条
在
接
为
件。
试验设
位移进行加速度1mm/min。
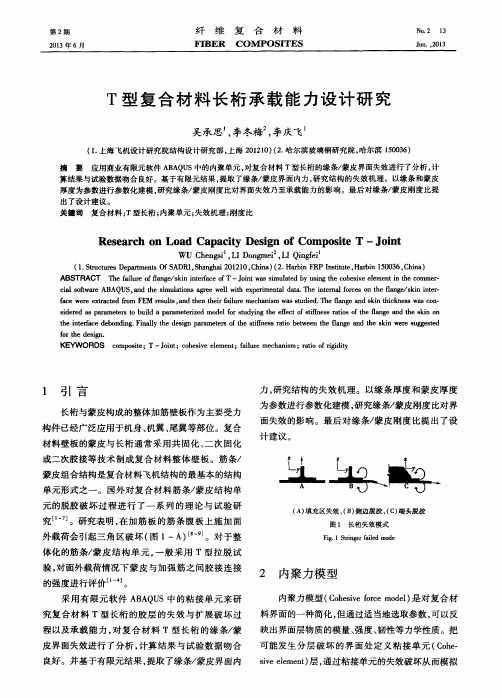
图1筋条-蒙皮试验状态
图2破坏过程监测
采用共固化工艺的试验件,加载到2KN时上缘条多处应变数据明显震荡,脱粘起始。
载荷到达3.2KN时,观测到下缘条与蒙皮之间的损伤起始。
至3.8KN过程中,该损伤不断扩展,并且3.8KN载荷时刻裂纹有向蒙皮内部扩展的趋势。
在载荷为3.6KN之前,虽然出现了损伤的萌生和扩展,但是载荷-位移数据和位于蒙皮上的应变数据对该现象不敏感。
该现象说明共固化过程形成的界面,裂纹扩展较稳平缓,且不会对试验件整体的刚度造成直接影响。
约3.8KN处,试验件发出明显声响,随即检测到另一侧的下缘条与蒙皮粘接位置有脱粘出现并不断扩展,同时载荷-位移曲线发生跳动。
复合材料共固化设计__概述说明以及解释
复合材料共固化设计概述说明以及解释1. 引言1.1 概述复合材料共固化设计是一种重要的工艺技术,用于生产具有高性能和复杂形状的复合材料制品。
在传统的单体固化过程中,不同组分的固化温度和时间往往存在差异,导致制品受力不均匀或质量问题。
而共固化技术则通过在同一固化步骤中同时进行多个组分的固化,解决了上述问题,并提供了更高效、节省成本并且可定制性强的解决方案。
1.2 文章结构本文主要分为五个部分进行阐述。
引言部分即为第一部分,主要对复合材料共固化设计进行概述说明以及目的阐释。
第二部分将讨论复合材料的特点,包括定义与分类、物理和化学性质以及应用领域。
第三部分将对共固化技术进行概述,涵盖其定义与原理、工艺流程以及设计考虑因素。
第四部分将详细介绍复合材料共固化设计的方法论,包括研究背景与意义、设计原则与指南以及实践案例分析。
最后一部分为结论与展望,总结回顾重点内容,展望未来发展方向,并进行结语与致谢。
1.3 目的本文旨在提供关于复合材料共固化设计的综述,介绍其原理、应用和设计方法。
通过对该技术的深入了解,读者能够获得有关复合材料共固化设计的基本知识,并进一步探索其在实际应用中的潜力。
此外,本文还将通过实践案例的分析,详细说明如何运用共固化技术实现高效制造和定制化生产。
最终目标是促进复合材料行业的发展和创新,为相关领域提供技术支持和指导。
2. 复合材料的特点:2.1 定义与分类:复合材料是由两个或多个不同性质的原材料组成的新型材料。
这些原材料通常被称为基体和增强体。
基体材料是主要起到支撑和保护作用的成分,而增强体则具有提高复合材料力学性能的特点。
根据增强体的类型,复合材料可以分为颗粒增强复合材料、纤维增强复合材料和层板复合材料等几种主要类别。
2.2 物理和化学性质:复合材料的物理性质包括密度、热膨胀系数、导热性能等。
相比于传统金属材料,复合材料通常具有较低的密度,使其在航空航天、汽车制造以及体育器械等领域中得到广泛应用。
复合材料复合成型工艺研究及工艺参数优化
复合材料复合成型工艺研究及工艺参数优化复合材料是由多种不同材料组合而成的复合材料,具有轻质、高强度、高刚性、耐高温等优良性能,被广泛应用于航空、航天、汽车、建筑等工业领域。
复合材料的复合成型工艺研究及工艺参数优化,是提高复合材料制备质量和性能的重要环节。
一、复合材料的复合成型工艺研究复合材料的复合成型工艺研究主要包括预浸工艺、自动化布料、层压成型等方面。
1. 预浸工艺预浸工艺是将纤维材料浸渍于树脂固化剂中,形成浸渍纤维材料的过程。
预浸工艺要求纤维材料在浸渍过程中均匀分布树脂固化剂,并保持一定的固化时间。
通过优化预浸工艺的浸渍时间和浸渍厚度,可以提高复合材料的力学性能和热稳定性。
2. 自动化布料自动化布料是指利用机器人或自动化设备将纤维材料按照一定的规律布置在模具中的过程。
通过自动化布料,可以实现纤维材料的均匀布局,减少纤维材料间的空隙,并提高复合材料的强度和刚度。
自动化布料的关键是控制纤维材料的层压顺序和布料角度,通过优化布料工艺可以得到复合材料的最佳力学性能。
3. 层压成型层压成型是将浸渍纤维材料按照一定的层次和顺序排列,经过一定的压力和温度条件下进行加热固化的过程。
层压成型工艺的关键是控制加热温度和固化时间,以及模具的设计和压力的施加方式。
通过优化层压成型工艺,可以得到复合材料的理想结构和性能。
二、工艺参数的优化复合材料的工艺参数包括浸渍时间、浸渍厚度、布料顺序、布料角度、加热温度、固化时间等。
通过优化这些工艺参数,可以提高复合材料的力学性能和热稳定性。
1. 工艺参数优化的方法工艺参数的优化可以采用试验设计方法,通过设计并进行一系列试验,收集不同参数下的复合材料性能数据,利用统计分析方法寻找最佳的工艺参数组合。
常用的试验设计方法包括正交试验设计和响应面法等。
2. 工艺参数优化的影响因素工艺参数的优化受到多个影响因素的综合作用,主要包括纤维材料的性质、树脂固化剂的特性、模具的设计和加热设备的性能等。
碳纤维复合材料T形长桁类零件热隔膜成型工艺研究
Value Engineering———————————————————————作者简介:王学春(1980-),男,陕西商洛人,中航西飞复合材料厂副厂长,高级工程师,研究方向为复合材料零部件制造。
0引言航空航天结构件由于特殊的应用环境,对于减重要求较为苛刻,为了充分发挥材料性能,经常会采用诸如L 形、J 形、T 形、工形等各种长桁作为蒙皮结构的加强筋,从而使结构件刚度和强度提升。
复合材料因其具备低密度、高强度、高刚度、可设计性强以及可整体化成型等优点,越来越多的被应用于大型化和复杂化的飞机结构中[1]。
目前国内普遍采用传统手工铺贴的制造工艺,且产品质量过多地受到人为因素的牵制,使得产品稳定性差且生产效率低。
而国内某民用飞机的尾翼壁板,则计划采用自动铺带机成型蒙皮,以及长桁前的平板胚料,并采用热隔膜设备进行预成型,通过一种特制膜的辅助作用经过抽真空和热辐射加热等方法[2],将层压平板压向工装,以形成所需形状,最后通过翻转设备完成长桁与蒙皮的组合,送进热压罐共固化成型。
全自动化的工艺方案,具有成型效率高、成本低、可制备高表面质量的复杂零件等优点[3],受到广泛关注。
国外在热隔膜预成型工艺技术领域已开展了较为充分的研究,该工艺已被成功应用于波音777长桁、V22长桁和A400M 机翼前梁等大型构件中[4]。
英国GKN 公司采用双隔膜制造了A400M 机翼前梁,该构件是第一个用热隔膜成型的大尺寸关键部件。
B77和V22的长桁分别采用反向和正向热隔膜成型法,该方法已发展成为一种重要的低成本制造技术[5]。
国内的全自动化技术尚处于实验阶段,加之热隔膜预成型过程受到预浸料本身的物理特性、工艺参数的设定等诸多因素综合影响,存在诸多尚未解决的难题。
针对目前热隔膜预成型技术工程化及自动化技术应用的需求日益迫切,本文采用成熟的自动铺带机及热隔膜成型设备,对采用自动铺带铺贴的平板胚料与热隔膜预成型制造结合的成型工艺方法,对工艺参数及影响因素进行了研究,以求为国内民用飞机的自动化成型技术的工程化应用提供有益参考。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
复合材料长桁共固化成型工艺研究摘要:复合材料长桁种类主要包括“工”字长桁;“t”字长桁;“ω”长桁等。
长桁制造工艺采“复合式铺叠”,通过整体定位实现壁板及长桁共固化成型,各种长桁共固化成型完全采用数字化制造定位盖板,制造工艺上完全实现数字化在复合材料成型上的应用,使用该成型工艺保证壁板的成型质量及轮廓尺寸;长桁内部及外观质量;长桁行位公差有标志性的提高;整体构件质量。
关键词:长桁整体成型数字化盖板共固化中图分类号:tb332 文献标识码:a 文章编号:1674-098x(2013)03(b)-0-02该文描述热固性复合材料壁板类零件共固化成型工艺,长桁截面种类包括“工”字长桁;“t”字长桁;“ω”长桁的成型工艺,采用新成型工艺解决在制造中出现质量问题,提高零件的成型质量及工作效率。
复合材料壁板类零件制造采用长桁与蒙皮整体共固化成型工艺,辅以复合材料数字化制造工艺盖板,实现复合材料壁板类零件的整体成型。
1 制造用材料描述1.1 材料描述零件试验制造选用材料为cytec生产的环氧树脂基预浸料,选择材料为高温固化、高增韧环氧树脂基干法预浸料。
碳纤维增强体是赋予复合材料制件的高强度和高模量等力学性能的关键因素。
本预浸料是高强度碳纤维,纤维拉伸强度为5.59 gpa,拉伸模量为294gpa,延伸率为1.9%,该材料已在多种机型上广泛应用。
1.2 基体材料描述复合材料基体材料在制件中是关键作用,(1)将增强体粘接成整体;(2)在纤维之间起传递载荷,并使载荷均匀;(3)保护纤维,防止纤维受损。
复合材料的多数性能与基体材料密切相关,复合材料的耐热性、耐腐蚀性、阻燃性、抗辐射、耐溶剂性、吸湿及相关工艺性能都取决于基体材料。
复合材料制件的成型工艺及固化参数都取决于基体材料。
一般典型环氧树脂基体黏度曲线如图1所示,一般在77 ℃左右数值黏度达到最低,数值流动性最高。
环氧数值在固化过程中通过化学反应交联成为三维网状结构。
单纯的环氧数值固化后物性脆,制件cai值很差,因此选用基体材料做增韧处理,该文涉及材料全部进行了高增韧处理。
1.3 环氧树脂性质环氧树脂是指分子中含有两个或两个以上环氧基,以脂肪族或芳香族有机化合物为骨骼并通过环氧基团反应能形成有用的热固性产物的高分子低聚体。
环氧树脂及固化物的性能相似。
1.3.1 环氧树脂固化环氧树脂含有伸张的三元环,非常容易和各种交联剂反应。
固化树脂的性能不仅依赖于环氧树脂的结构,同时也依赖于固化剂的类型和用量,利用固化剂中的某些基团与环氧树脂中的环氧基或羟基发生反应来实现的。
环氧树脂体系的固化速度有固化剂类型和用量、固化条件所决定。
1.3.2 环氧树脂结构与性能环氧树脂实际上是含有不同聚合度分子的混合物,且部分分子可能支化,以及极少部分终止的基团是氯醇基团,因此,环氧树脂的环氧基含量、氯含量和分子质量分布等对树脂的固化及固化物性能有很大影响。
环氧树脂的性能除与合成条件有关外,主要取决于分子结构,环氧树脂中的缩水甘油基团是柔性链段,可以降低树脂的黏度,提高工艺性能,但同时降低了固化树脂的耐热性。
1.3.3 环氧树脂增韧环氧树脂最大的弱点是韧性差,固化后环氧树脂性脆,耐冲击性较差,容易开裂。
因此用于高性能复合材料需要对其进行改性,主要途径有以下几种。
用弹性体、热塑性树脂或刚性颗粒等第二相来增韧。
用热塑性树脂连续地贯穿于热固性树脂中形成互穿网络来增韧改性。
通过改变交联网络的化学结构以提高网链分子的活性能力来增韧。
有控制分子交联状态的不均匀性来形成有利于塑性形变的非均匀结构来实现增韧。
1.4 环氧树脂体系化学流变特性分析1.4.1 动态黏度分析某型号环氧树脂体系动态黏度测量曲线如图1所示。
该树脂体系在90 ℃以下,树脂体系黏度最低,因此在制造工艺上需根据树脂的测量报告作出相应的工艺调整。
2 复合材料壁板类零件成型工艺参数分析影响复合材料成型工艺的参数包括温度、压力、时间等要素。
固化温度高低影响树脂与固化剂的反应活性,对于环氧树脂,固化一般是以固化剂为中心,反应由中心以辐射状向四周发展,形成两项球粒的固化网络结构。
从力学性能角度环氧树脂在固化过程中分为四种状态:未凝胶玻璃态、黏流态、高弹态、凝胶后玻璃态。
整个过程分为四个阶段:从未凝胶玻璃态到黏流态;从黏流态到凝胶点;从凝胶点经高弹态到凝胶后玻璃态;凝胶后玻璃态内的固化反应。
其中,当黏流态到凝胶点转变时,树脂开始成为一个支化的巨大网络分子,但未完全交联,仍有部分链段可以滑移。
而当高弹态到凝胶后玻璃态转变时,树脂已成为体型结构,链段运动被冻结。
因此坯料在热压罐中固化,固化速率过快固化剂被包围无法与较远的大分子团反应,导致结构不均匀,网络交联密度相差较大,内应力大。
因此选择合适的温度速率固化尤为重要。
3 复合材料长桁结构描述国内飞机复合材料构件主要应用于飞机尾翼、机身、舵面、整流罩、装饰等,在壁板制造上多采用复合材料壁板长桁结构,用以提高壁板整体弯曲、拉伸能力及稳定性。
由于增强纤维复合材料属各向异性,长桁设计采取复合材料力学耦合设计,采用0 °、±45 °、90 °铺层组合,设计出满足载荷需求对称结构。
3.1 复合材料“工”长桁结构描述“工”字长桁是由上翻边、卧边及左右立边构成,保证铺层对称耦合,长桁与面板泊松比匹配等要求。
根据零件承载不同,长桁铺层角度比例合理。
具体如图2所示。
3.2 复合材料“t”字长桁描述“t”字长桁是由左、右立边及下卧边构成。
具体结构如图3。
复合材料“ω”长桁描述“ω”长桁结构是相对结构重量轻、总体结构稳定、固化内应力和翘曲变形最小,适于整体共固化成型。
结构示意图如图4。
4 复合材料长桁工装描述4.1 复合材料“工”字长桁工装改进一般“工”字形长桁的工装为组合式工装,分为左成型模、右成型模与上档条,如图5。
壁板、长桁工装材料采用与复合材料热膨胀系数相匹配的材料制造,盖板采用复合材料。
成型工装、长桁工装、定位盖板采用数控加工制造,定位盖板与成型工装采用定位销连接,保证数字化传递的准确性。
在长桁工装两侧增加定位耳片,保证长桁卧边质量。
4.2 复合材料“t”字长桁工装改进“t”字形长桁的工装为组合式工装,分为左成型模、右成型模与上限位块,如图6。
工装材料采用与复合材料热膨胀系数相匹配的材料制造。
上限位块主要是控制长桁立边厚度及成型偏差。
在长桁工装两端面预留台阶便于脱模。
4.3 长桁0 °纤维填充工装长桁0 °纤维填充工装针对长桁不同r角设计的填充工装,保证中间空隙填充致密及纤维方向。
具体工装形式如图7。
5 整体固化成型整体化结构是最近几年人们才提出的一种设计理念。
所谓整体化结构就是指结构在设计制造时尽量采用一次成型的技术取代由零部件经紧固件进行连接组合而形成的整体结构。
整体化结构一般分共固化、胶结共固化、二次胶结三种方式。
共固化就是指坯料1和坯料2固化形成的整体结构件。
长桁定位采用数控加工盖板,保证数字化传递的准确性,又能保证零件的轮廓尺寸和成型质量。
壁板共固化具体工艺流程如下:在胶接前完成长桁和壁板预浸料的铺叠并分别进行预压实处理;清理胶接表面的污染。
按数模精确定位长桁。
控制固化参数,完成胶黏剂及树脂基体的固化交联反应。
总体流程图如图8所示。
6 热压罐整体成型技术热压罐成型工艺具有罐内的加热温度及固化压力分布均匀,构件的几何形状几乎没有限制,适用范围广的特点。
与液体整体化成型工艺相比,热压罐工艺可以成型树脂基体粘度高、高纤维体积分数、需要高温高压工艺条件的整体化结构件。
热压罐内循环流动的加热(或冷却)气体使罐内各点气体温度基本相同,在模具结构合理的前提下,可保证密封在模具上的复合材料构件升降温过程中各点温差较小。
同时,因为用压缩空气、惰性气体或二者的混合气体向热压罐内充气加压,作用在真空带表面上的压力相同,使真空带内的构件在几乎均匀的压力下成型、固化。
热压罐成型工艺所用的固化模具相对比较简单,效率高,适合大面积复杂型面的蒙皮、壁板和壳体的成型。
可以成型或胶接各种飞机构件。
若热压罐尺寸大,一次可放置多层模具,同时成型或胶接各种较复杂的结构及不同尺寸的构件。
热压罐的温度和压力条件几乎能满足所有聚合物基复合材料的成型工艺要求,包括低温成型的聚酯基复合材料,高温和高压成型的peek复合材料,以及rfi等工艺的成型。
热压罐制造出的构件孔隙率较低,树脂含量均匀,构件力学性能稳定、可靠。
7 结语(1)该文通过改进长桁工装的形式,解决加筋壁板的制造难题。
(2)解决盖板的精确制造及加工,保证数字化传递的准确性,解决加筋壁板共固化过程中的精确定位。
(3)分析了环氧树脂基本工艺性能,针对长桁整体成型的特点,选择合理固化参数。
(4)解决复合材料共固化长桁及组合工装上的典型问题。
参考文献[1] 赵渠森.先进复合材料手册[m].北京:机械工业出版社,2003.[2] 益小苏.先进树脂基复合材料高性能化理论与实践[m].国防工业出版社,2011.[3] 益小苏.复合材料手册[m].北京:化学工业出版社,2009.。